Effect of Laser Scanning Speed on the Wear Behavior of Nano-SiC-Modified Fe/WC Composite Coatings by Laser Remelting

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Test Materials and Coatings Preparation
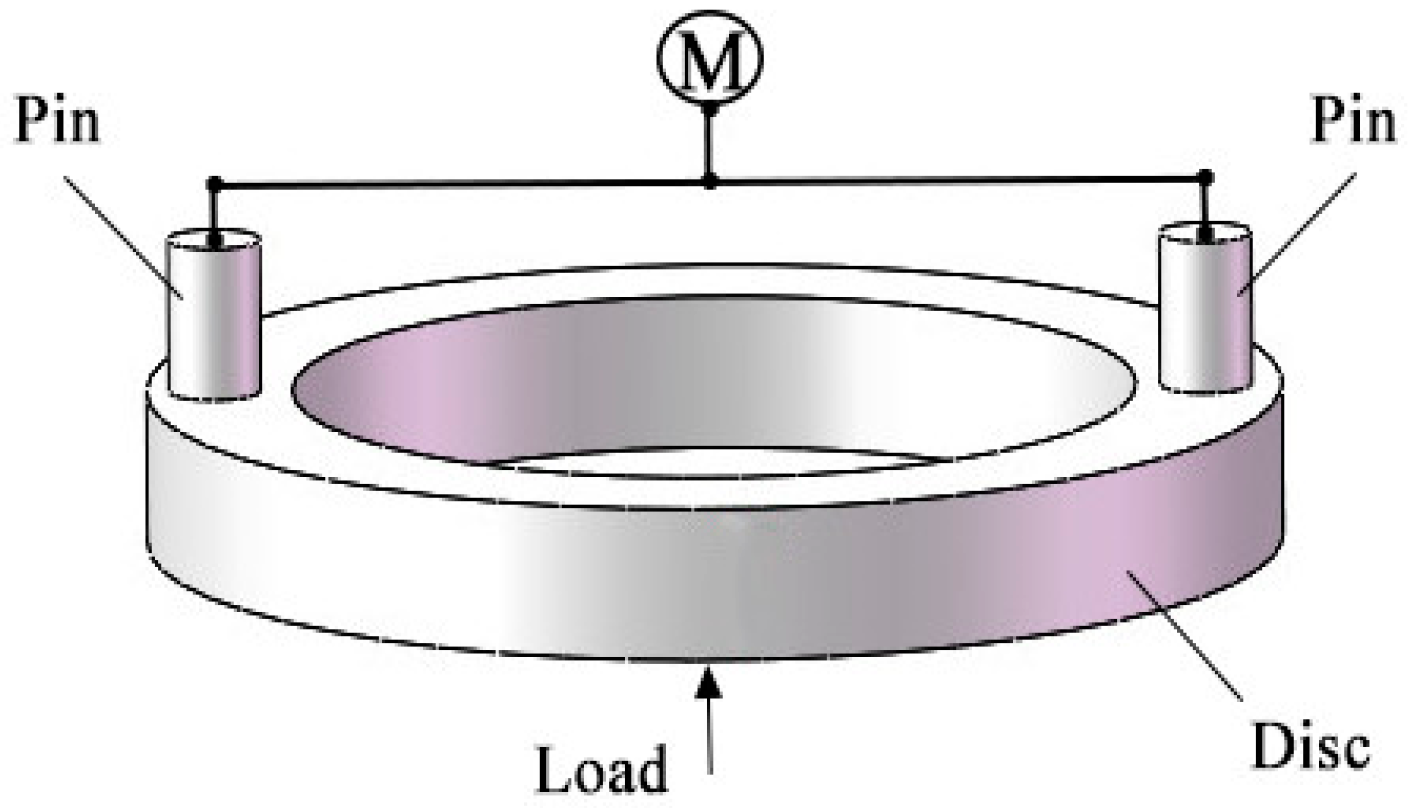
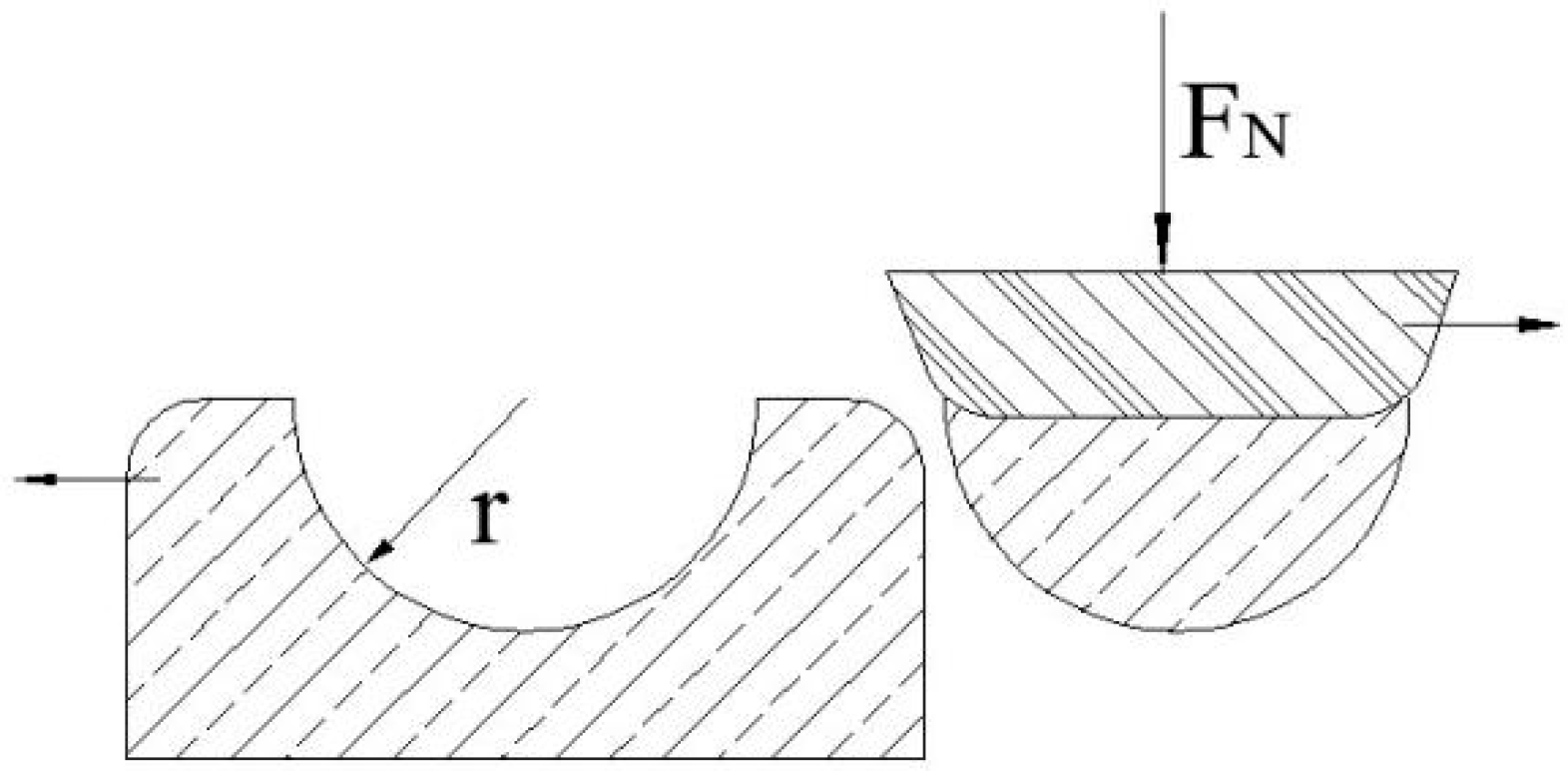
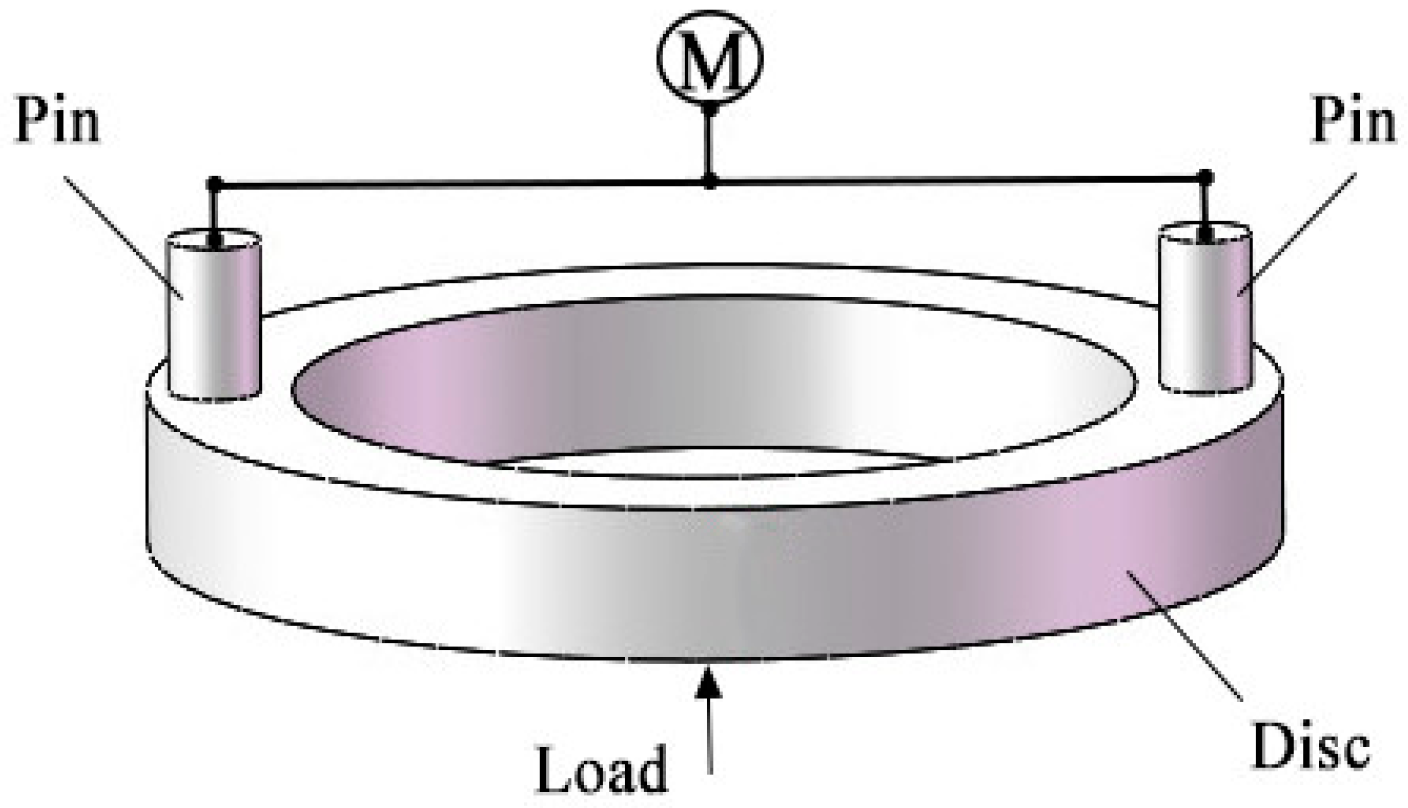
2.2. Friction and Wear Test
2.3. Testing and Characterization
3. Results and Discussions
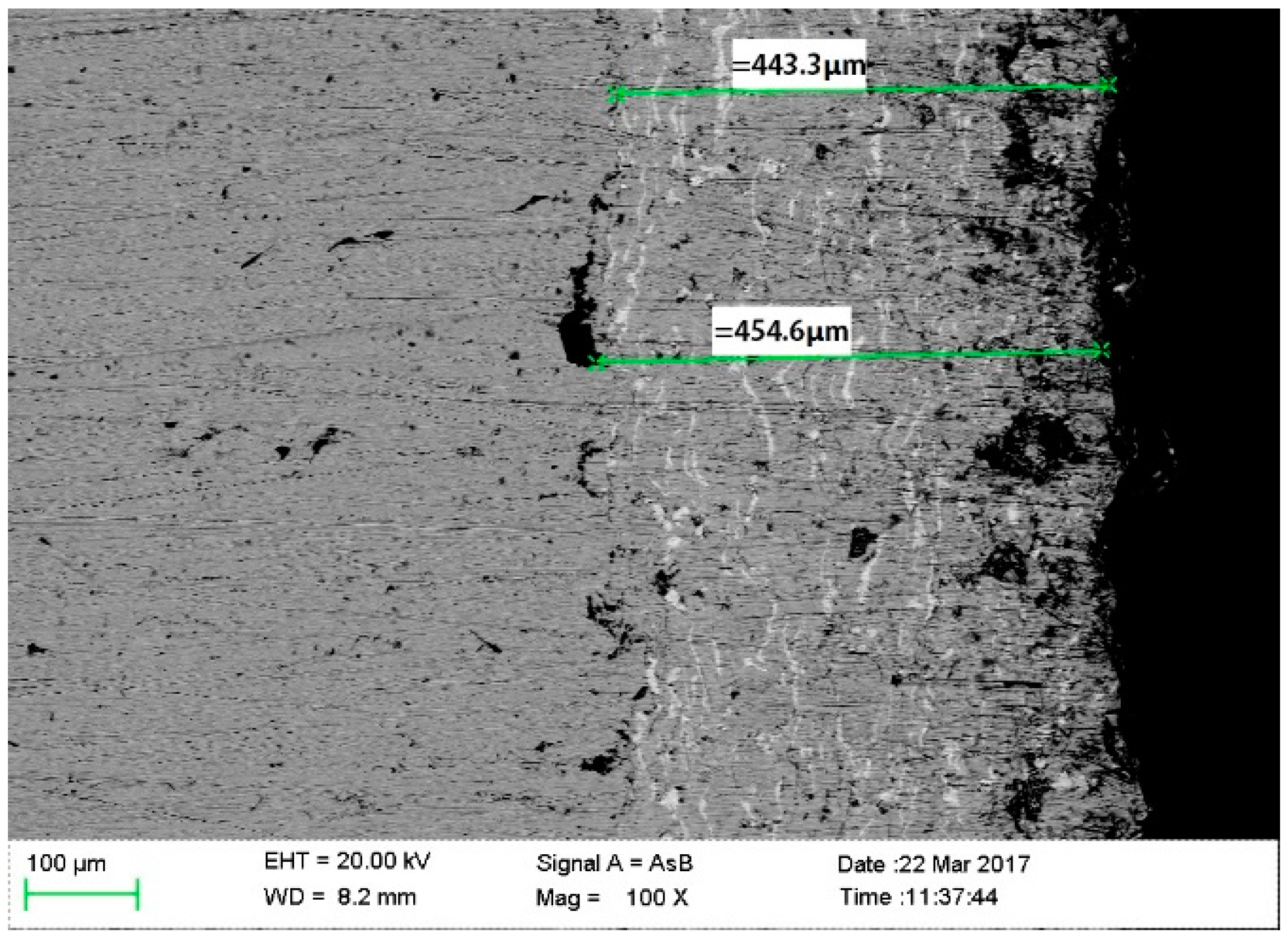
3.1. Macroscopic Morphology of Remelted Coatings
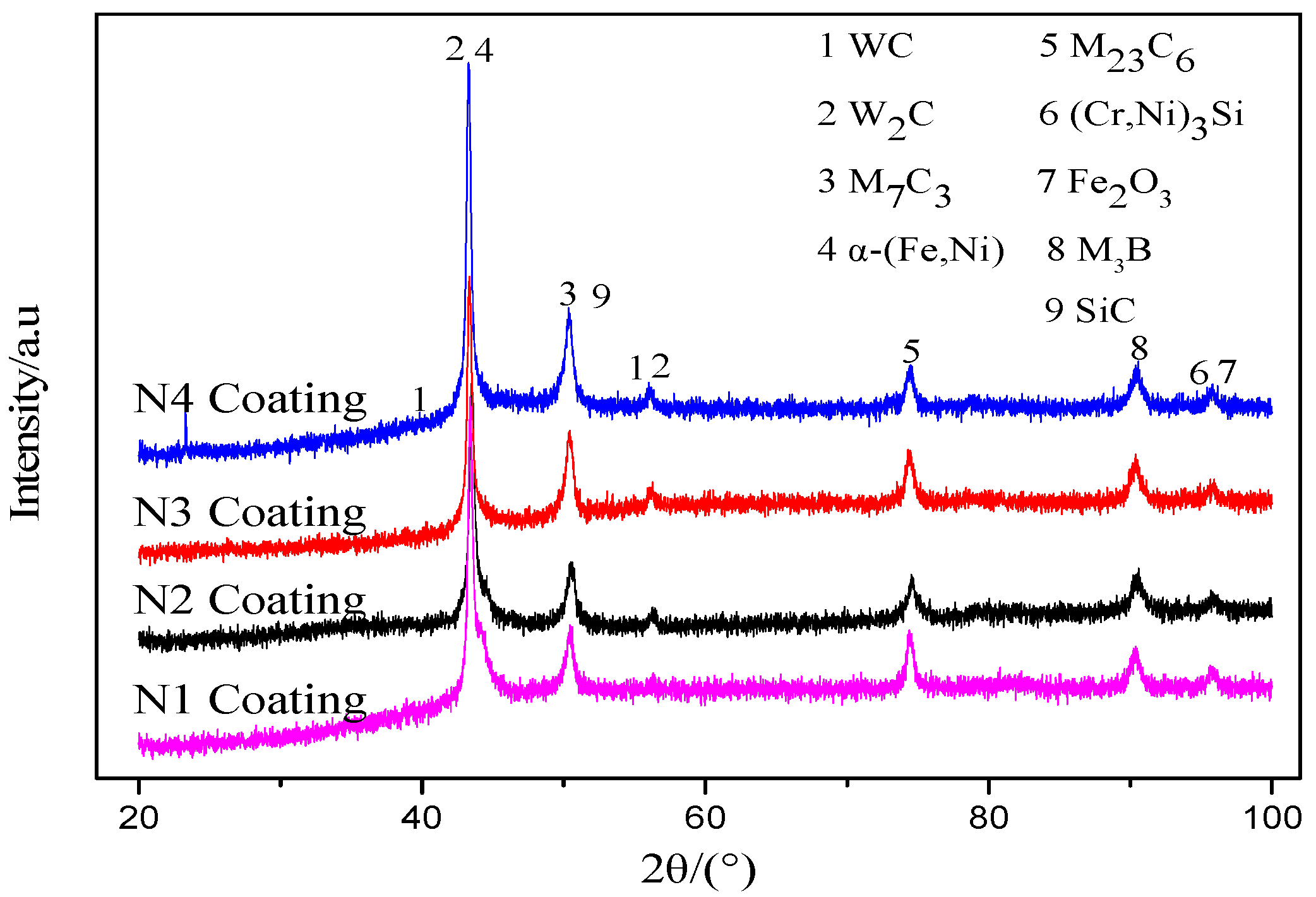
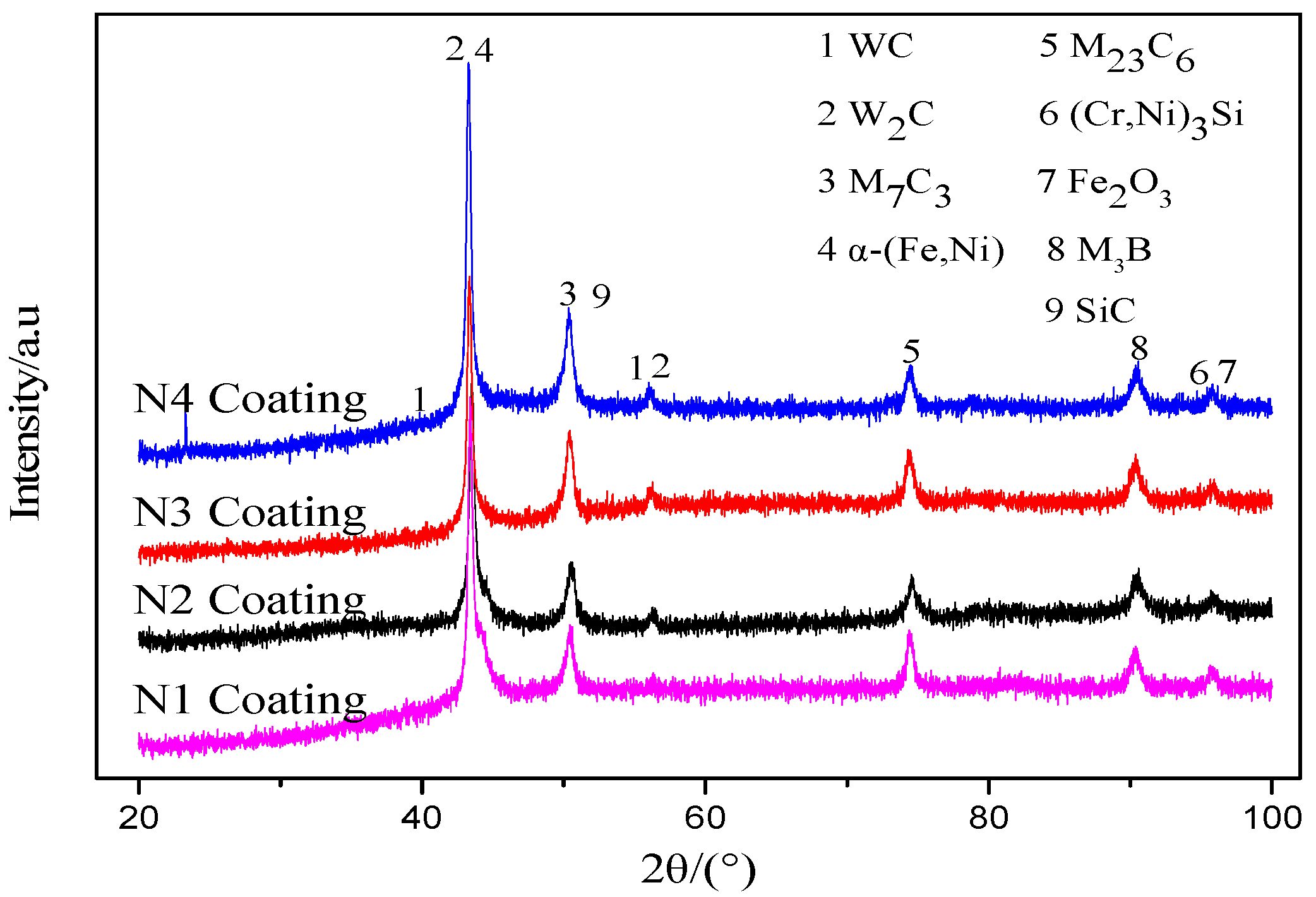
3.2. Microstructural Analysis of Remelted Coatings
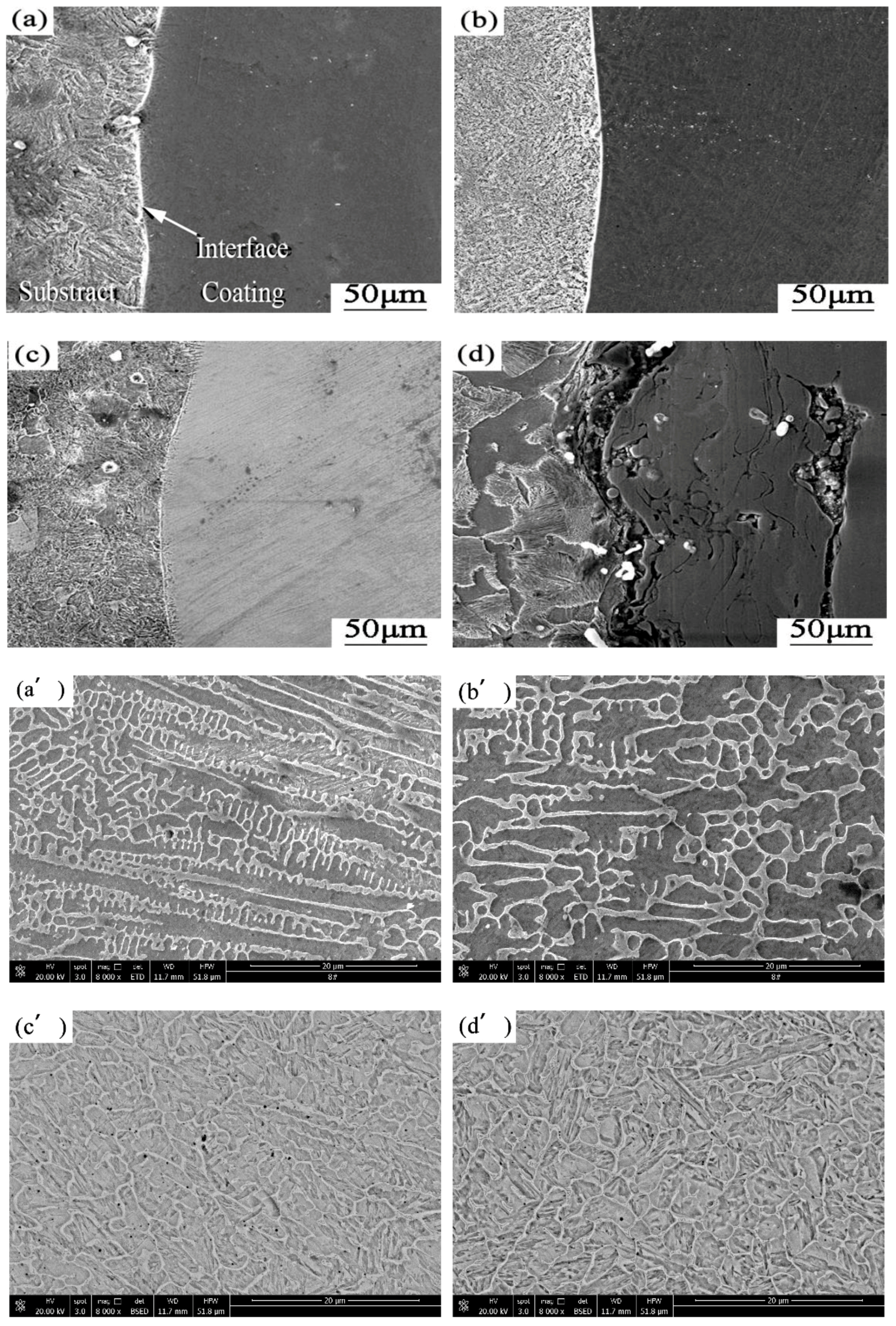
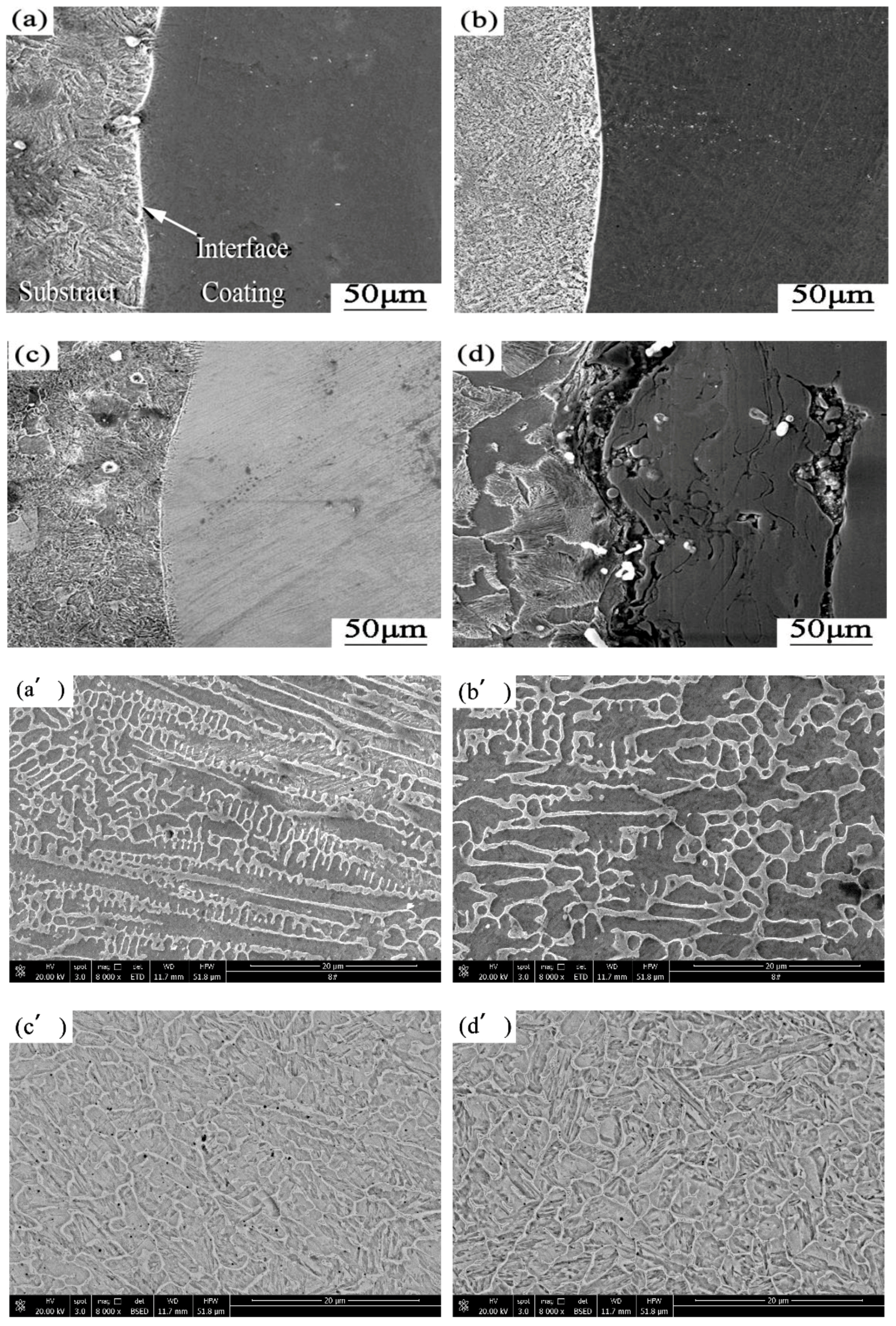
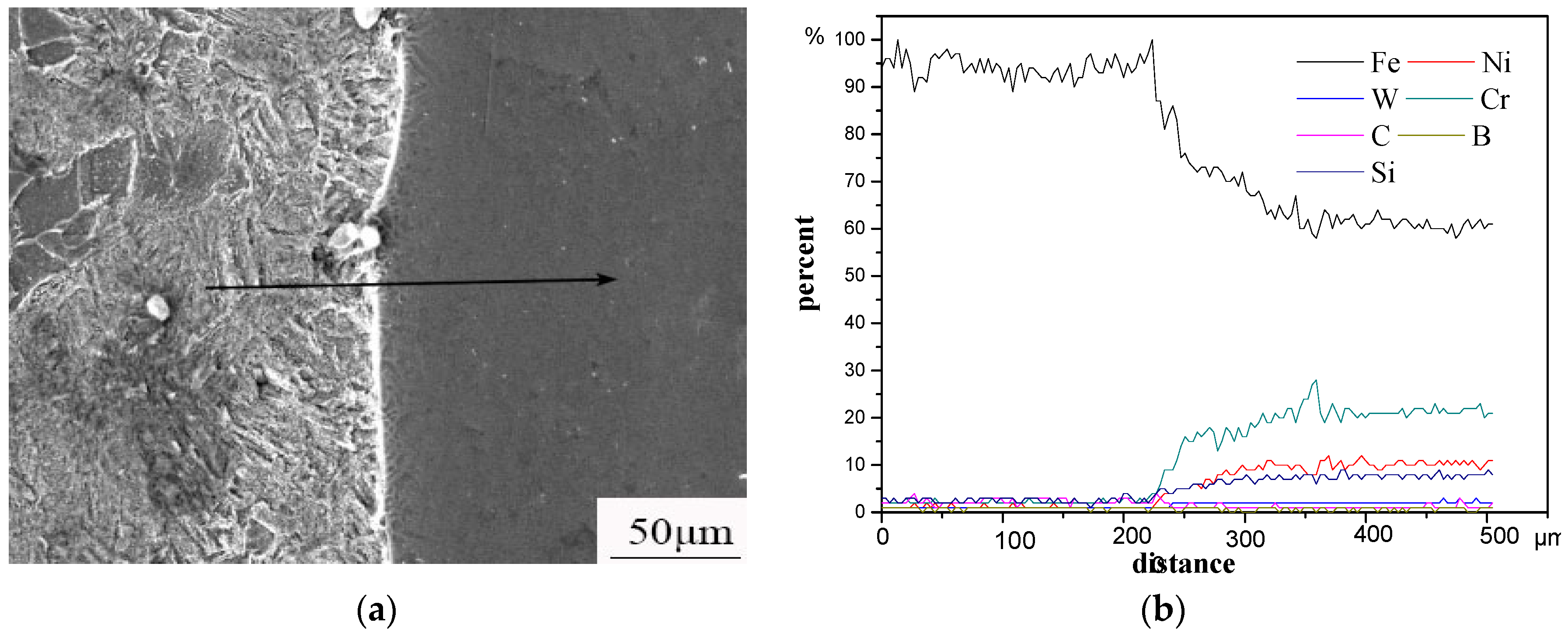
3.2.1. Microstructure of Section
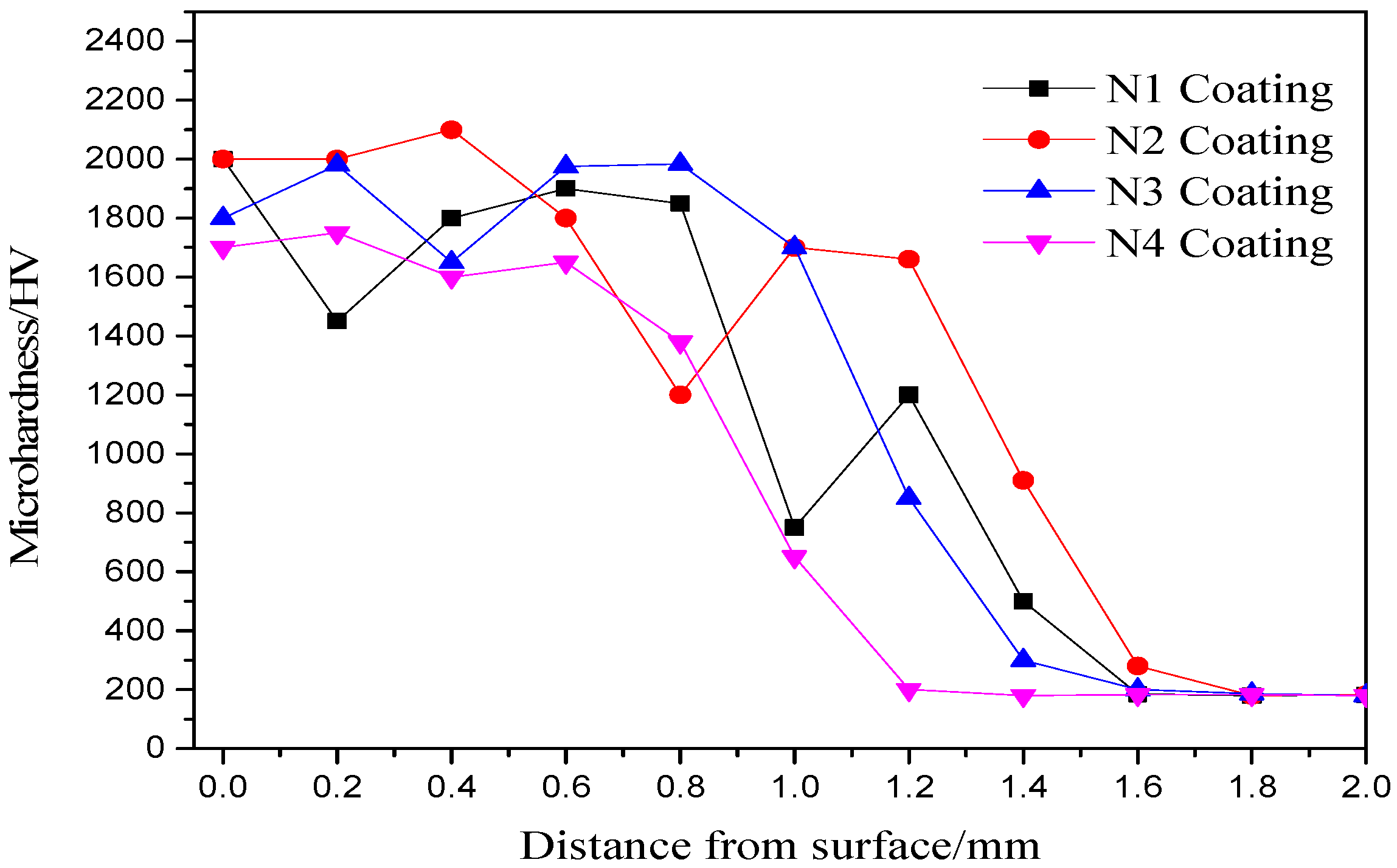
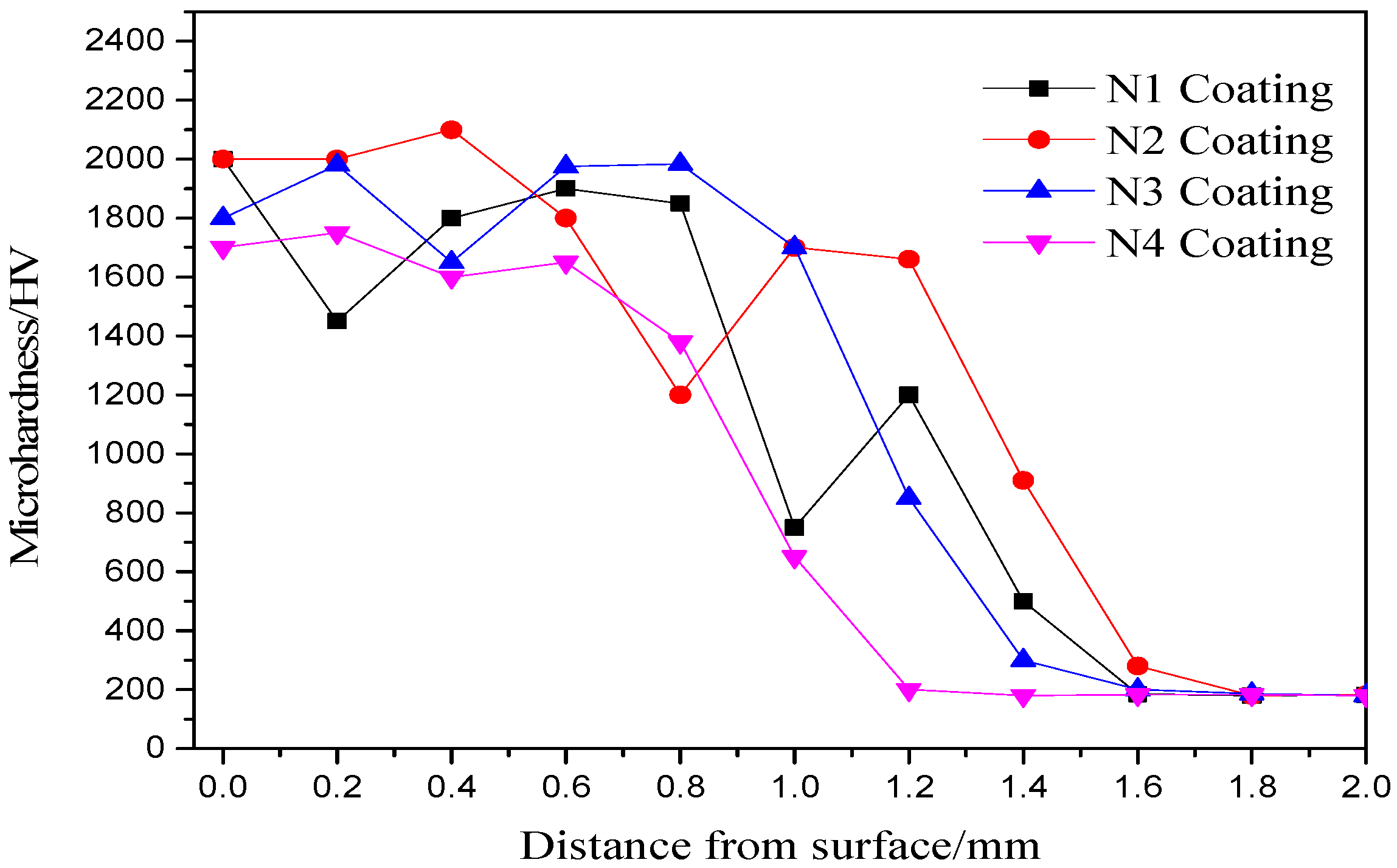
3.2.2. Microhardness of the Coatings
3.3. Tribological Properties
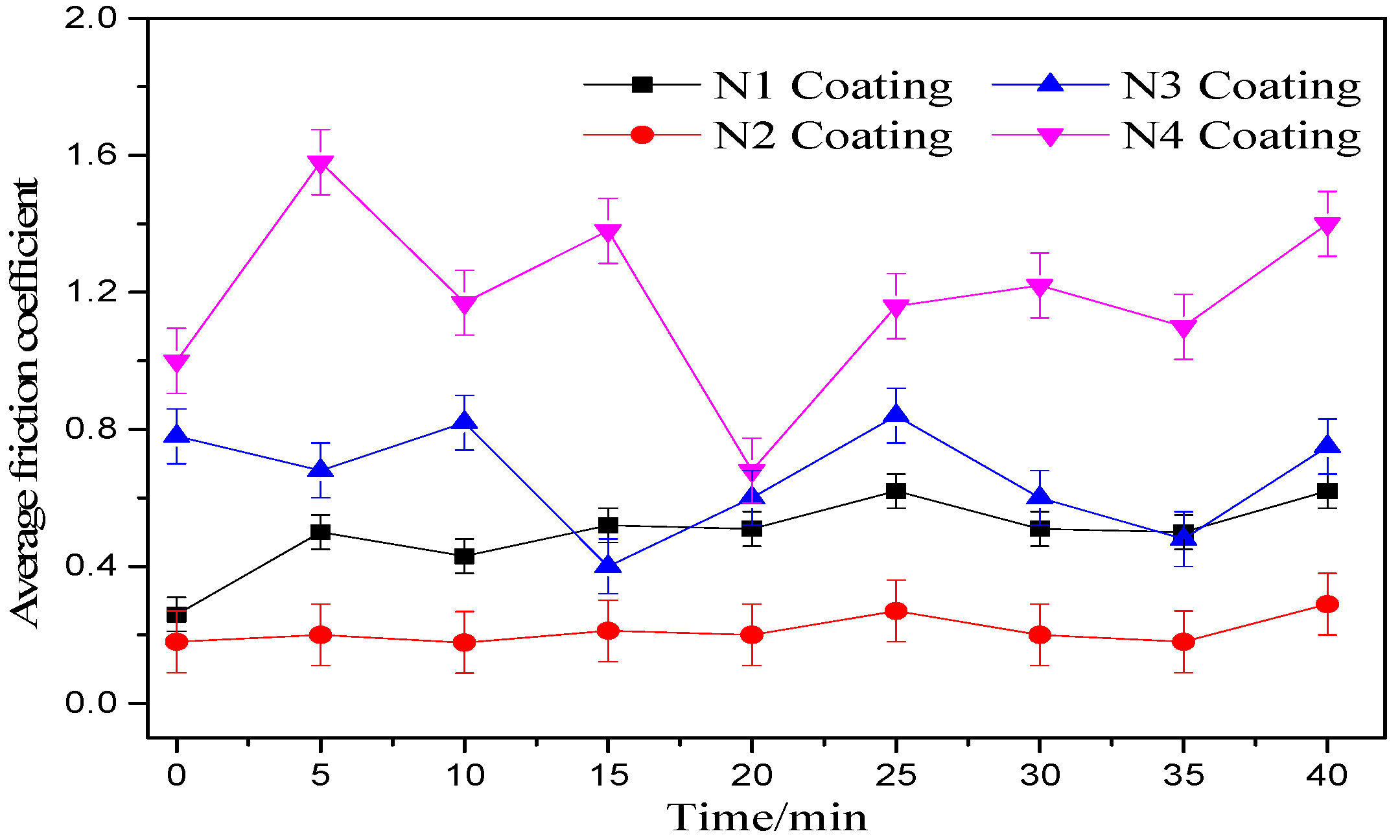
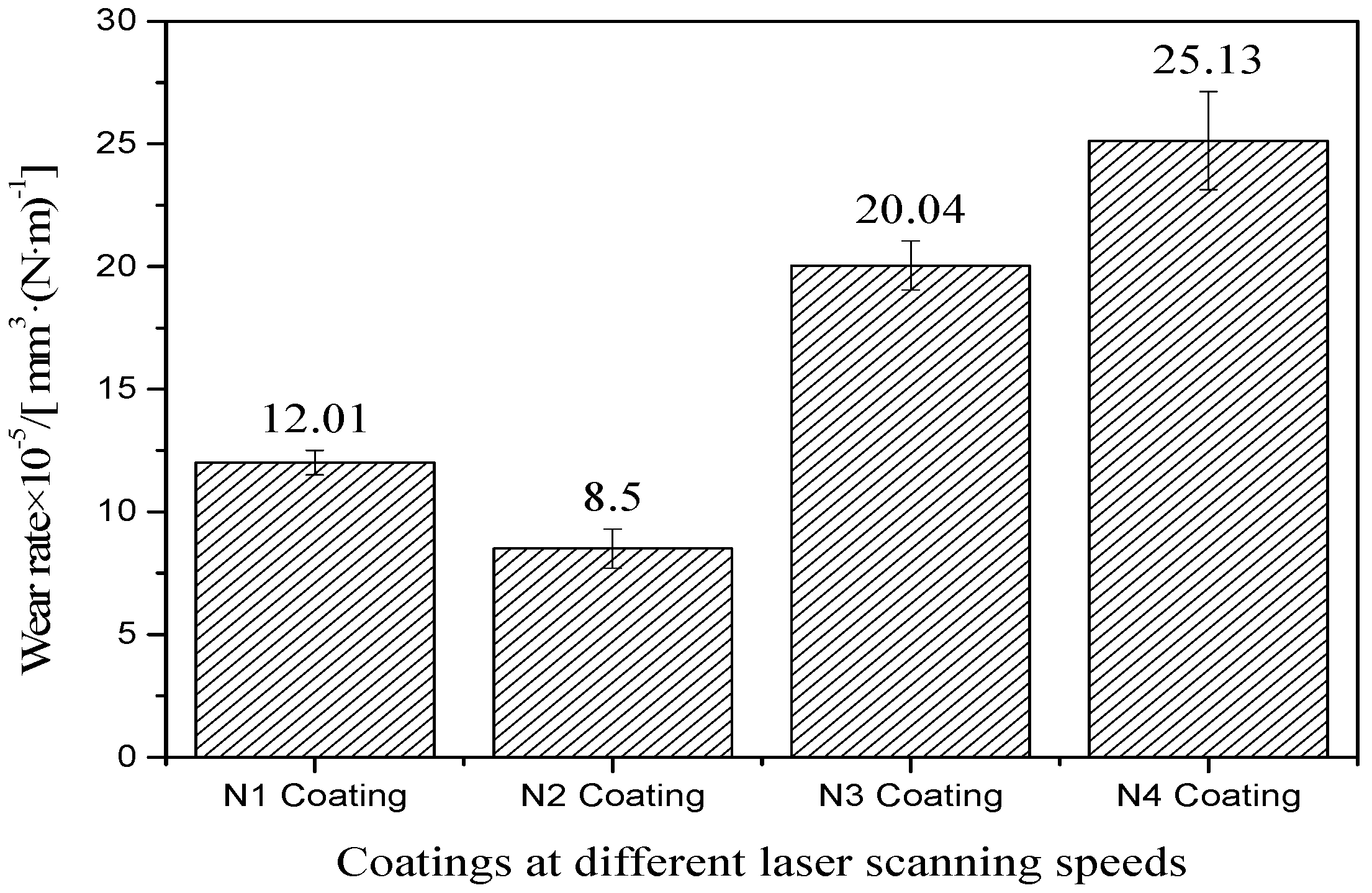
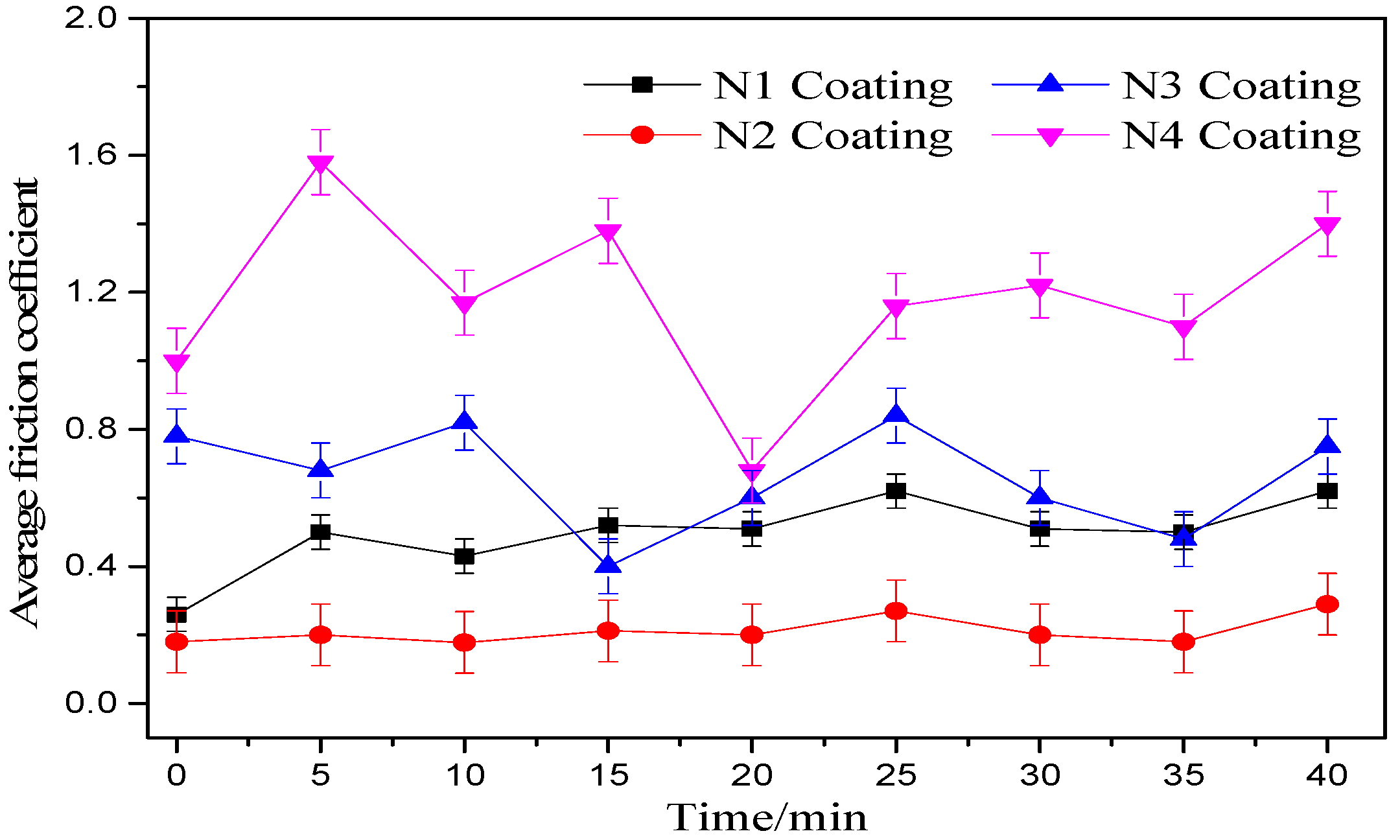
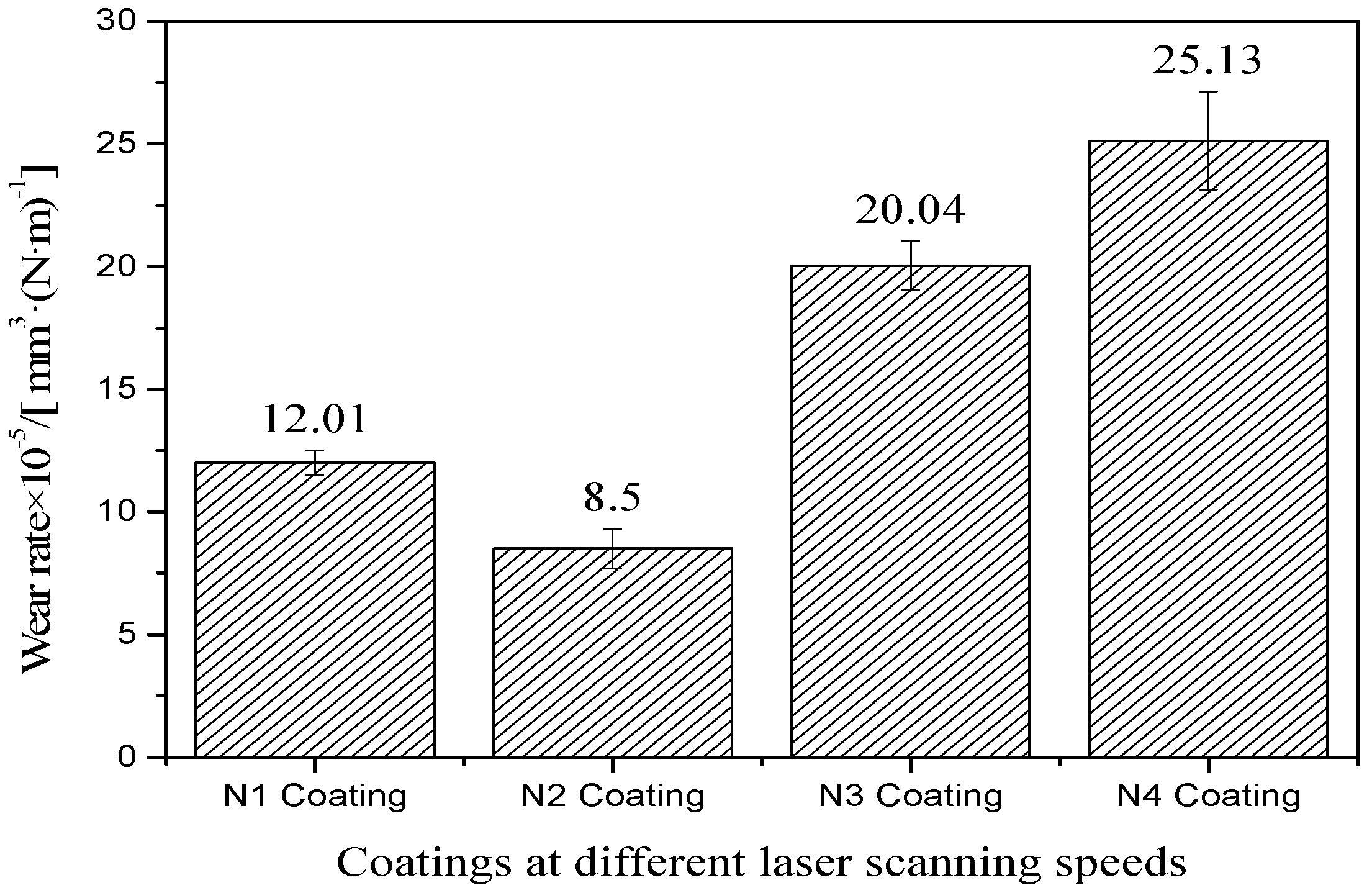
3.3.1. Coefficient of Friction and Wear Rate
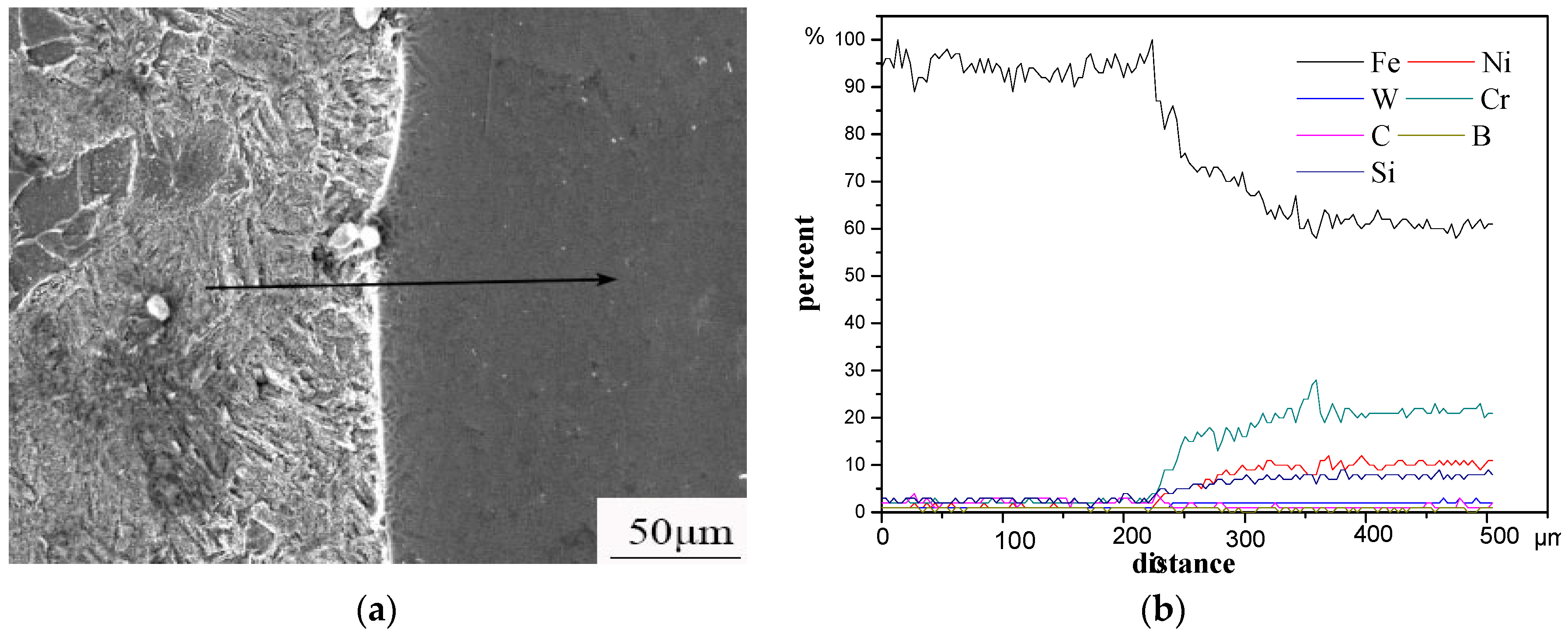
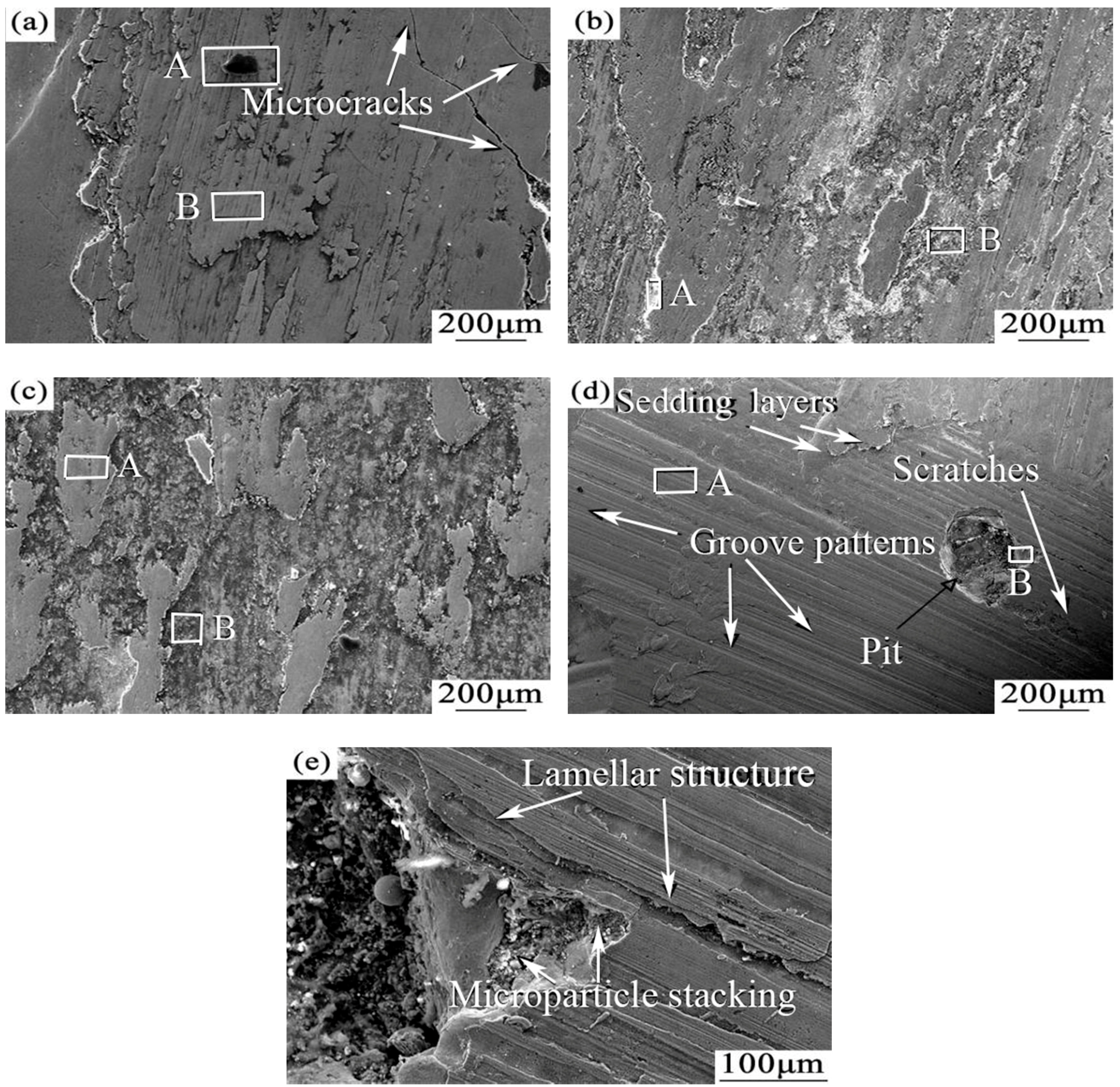
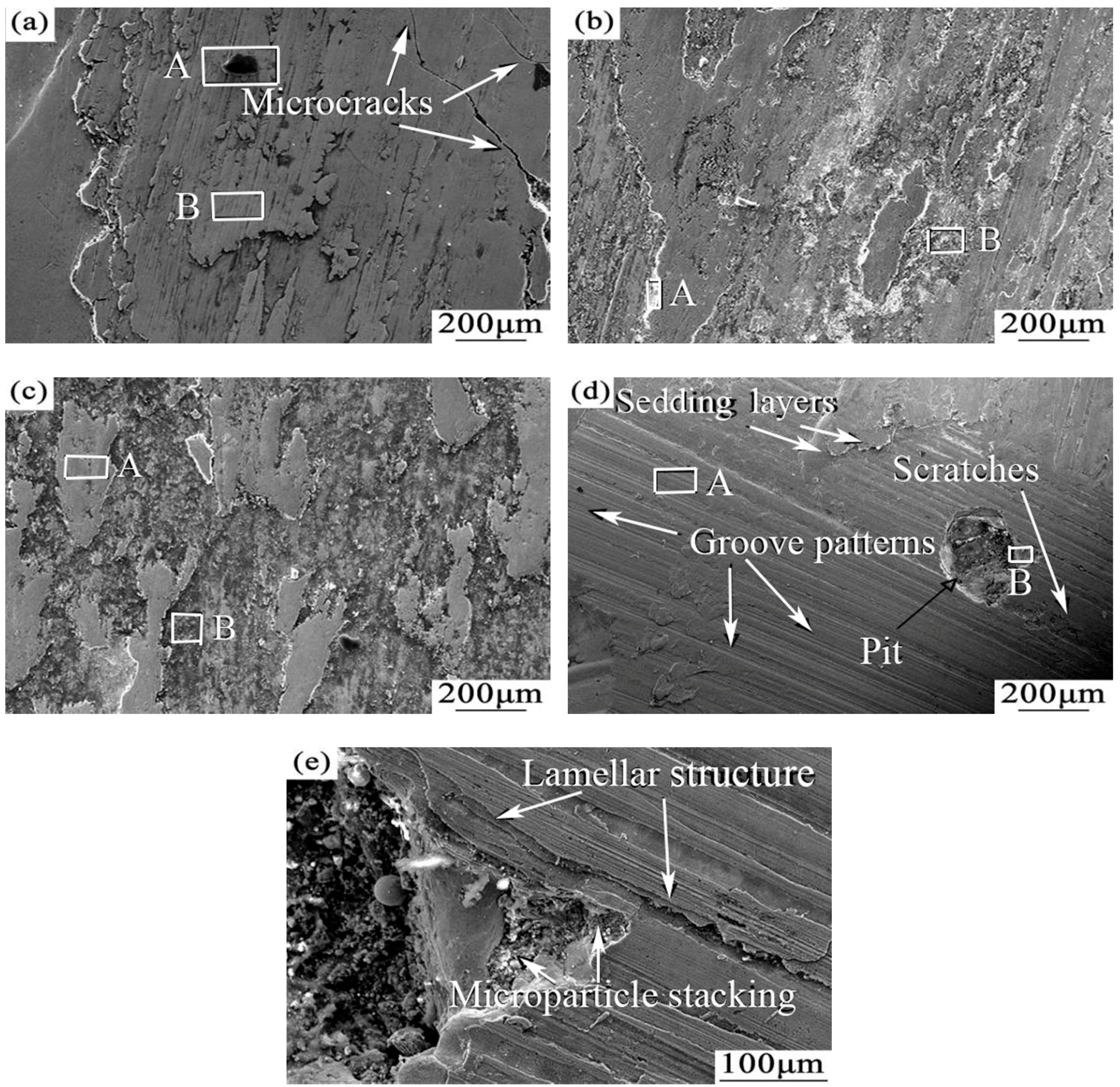
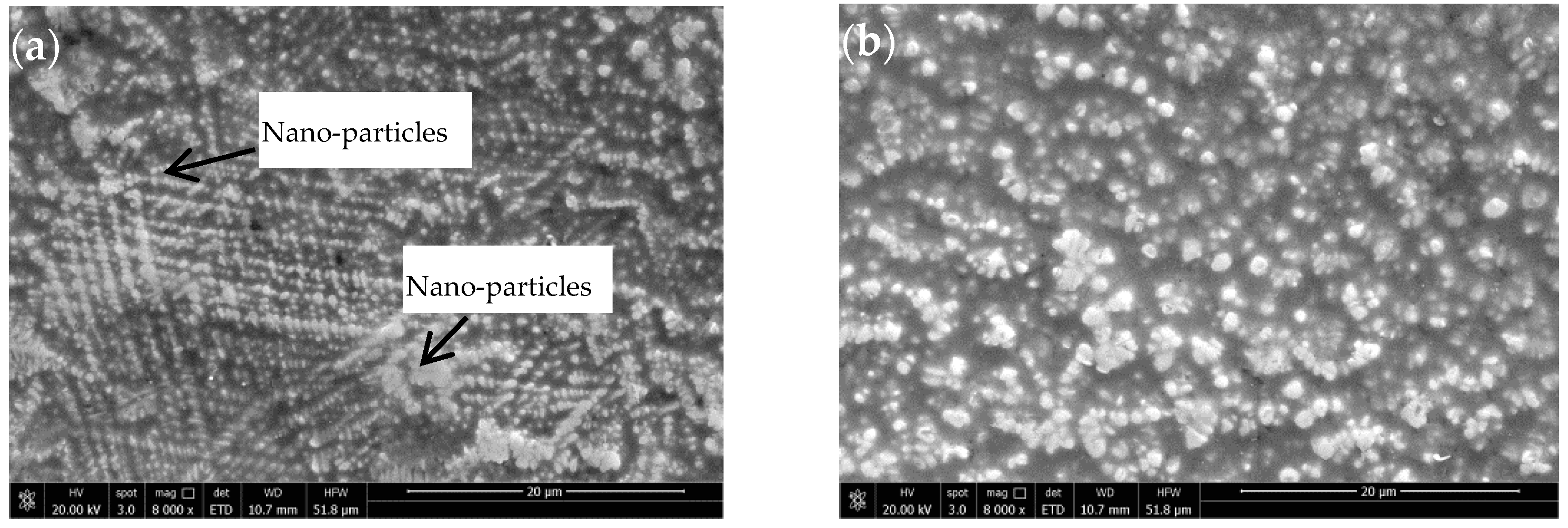
3.3.2. Wear Morphology and Composition Analysis
4. Conclusions
- The laser scanning speed exerts a significant influence on the temperature gradient of a laser-remelted coating, which in turn affects the G/R ratio of the coating. When the scanning speed is 150 mm·min−1, the nano-SiC-modified coating and the substrate are the most intact. When the scanning speed is 250 mm·min−1, the coating is only a simple mechanical combination with the substrate, and the unmelted lamellar structure is obvious;
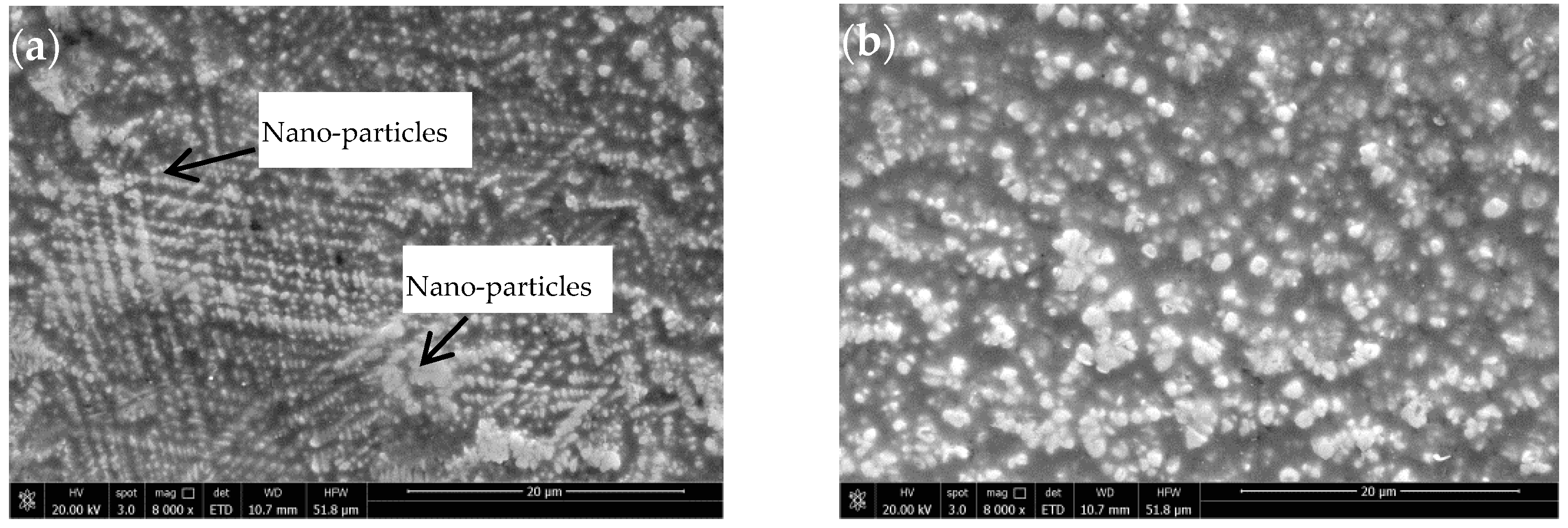
- The use of laser remelting technology can avoid cracks to provide a uniform and dense coating. Nano-particles make a coating’s micro-structure finer. The structure of the coating from top to bottom is of a columnar crystalline form. Additionally, nano-SiC-modified remelted coatings have a significant metallic lustre and their surface is basically smooth;
- With the increase of the laser scanning speed, the grain structure in the nano-SiC-modified coating is constantly refined, which helps to improve the microhardness thereof. When the scanning speed is 150 mm·min−1, the microhardness of the laser remelting coating can reach a maximum of approximately HV0.51350. With an increasing laser scanning speed, the wear rate of the remelting layer first decreased and then increased, the resistance of crack propagation was increased with nano-particles, and the coating has the best wear resistance at a scanning speed of 150 mm·min−1.
- The elements Si and C in the nano-particles can react with Fe, Ni, Cr, and other elements in the coating to form a hard mesophase and enhance the strength and hardness of the coating.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Yu, H.U.; Tan, X.J.; Guo, L.; Zhang, Q.M. Microstructure and high temperature tribological behavior of laser cladding Ni60A alloys coatings on 45 steel substrate. Trans. Nonferrous Met. Soc. China 2015, 25, 1525–1532. [Google Scholar] [CrossRef]
- Chen, J.M.; Hou, G.L.; Chen, J.; An, Y.L.; Zhou, H.D.; Zhao, X.Q.; Yang, J. Composition versus friction and wear behavior of plasma sprayed WC-(W,Cr)2C-Ni/Ag/BaF2-CaF2, self-lubricating composite coatings for use up to 600 °C. Appl. Surf. Sci. 2012, 261, 584–592. [Google Scholar] [CrossRef]
- Luo, X.X.; Yao, Z.J.; Zhang, P.Z.; Chen, Y.; Yang, H.Q.; Wu, X.F.; Zhang, Z.L.; Lin, Y.H.; Xu, S.J. Tribological behaviors of Fe-Al-Cr-Nb alloyed layer deposited on 45 steel via double glow plasma surface metallurgy technique. Trans. Nonferrous Met. Soc. China 2015, 25, 3694–3699. [Google Scholar] [CrossRef]
- Cai, W.; Meng, F.; Gao, X.; Hu, J. Effect of QPQ nitriding time on wear and corrosion behavior of 45 carbon steel. Appl. Surf. Sci. 2012, 261, 411–414. [Google Scholar] [CrossRef]
- Zhao, W.L.; Huang, H.; Wang, Z.L. Investigation about electro-deposition properties of special nickel electroplating coating for 45# steel with different surface roughnesses. Adv. Mater. Res. 2010, 146–147, 962–965. [Google Scholar]
- Mateos, J.; Cuetos, J.M.; Vijande, R.; Fernández, E. Tribological properties of plasma sprayed and laser remelted 75/25 Cr3C2/NiCr coatings. Tribol. Int. 2001, 34, 345–351. [Google Scholar] [CrossRef]
- Rhys-Jones, T.N. Metallic and ceramic coatings-production, high temperature properties and applications. Corr. Sci. 1990, 30, 959–960. [Google Scholar] [CrossRef]
- Zhao, D.; Luo, F.; Zhou, W.; Zhu, D. Effect of critical plasma spray parameter on complex permittivity and microstructure by plasma spraying Cr/Al2O3 coatings. Appl. Surf. Sci. 2013, 264, 545–551. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, L.; Liao, H.; Coddet, C. Improvement of surface properties of SLM parts by atmospheric plasma spraying coating. Appl. Surf. Sci. 2012, 263, 777–782. [Google Scholar] [CrossRef]
- Xie, G.; Zhang, J.; Lu, Y.; He, Z.Y.; Hu, B.; Zhang, D.J.; Wang, K.Y.; Lin, P.H. Influence of laser treatment on the corrosion properties of plasma-sprayed Ni-coated WC coatings. Appl. Surf. Sci. 2007, 253, 9198–9202. [Google Scholar] [CrossRef]
- Deen, K.M.; Afzal, M.; Liu, Y.; Farooq, A.; Ahmad, A.; Asselin, E. Improved corrosion resistance of air plasma sprayed WC-12%Co cermet coating by laser re-melting process. Mater. Lett. 2017, 191, 34–37. [Google Scholar] [CrossRef]
- Chen, C.; Lei, T.; Bao, Q.; Yao, S. Problems and improving measures of plasma spraying-laser remelting ceramic coating. Mater. Sci. Technol. 2002, 10, 431–435. (In Chinese) [Google Scholar]
- Qian, J.; Zhang, J.; Li, S.; Wang, C. Study of plasma-sprayed Al coating on Mg alloy and laser-remelting. Rare Met. Mater. Eng. 2012, 41, 360–363. (In Chinese) [Google Scholar]
- Qian, J.; Zhang, J.; Li, S.; Wang, C. Study on laser cladding NiAl/Al2O3, coating on magnesium alloy. Rare Met. Mater. Eng. 2013, 42, 466–469. (In Chinese) [Google Scholar] [CrossRef]
- Kadhim, M.J.; Al-Rubaiey, S.I.; Hammood, A.S. The influence of laser specific energy on laser sealing of plasma sprayed yttria partially stabilized zirconia coating. Opt. Lasers Eng. 2013, 51, 159–166. [Google Scholar] [CrossRef]
- Ge, J.Q.; Wang, W.X. Microstructure and Wear Resistance of Laser Clad Ni60 Alloy on AZ31B Magnesium Alloy in Different Laser Power. China Surf. Eng. 2012, 25, 45–50. (In Chinese) [Google Scholar]
- Gao, Y.L.; Yang, M.; Zhang, H.B.; Wang, C.S. Influence of the Laser Powers on Microstructure and Property of the Al-Cu Alloy Coating. Appl. Laser Technol. 2011, 31, 107–111. (In Chinese) [Google Scholar]
- Zheng, C.; Zhao, J.F.; Tian, Z.J.; Feng, J.; Xie, D.Q.; Xiao, M. Effects of laser power on microstructure and properties of laser cladding Ni coated WC coating. J. Nanjing Univ. Aeronaut. Astronaut. 2016, 48, 890–894. (In Chinese) [Google Scholar]
- García, A.; Cadenas, M.; Fernández, M.R.; Noriega, A. Tribological effects of the geometrical properties of plasma spray coatings partially melted by laser. Wear 2013, 305, 1–7. [Google Scholar] [CrossRef]
- Yu, P.C.; Liu, X.B.; Lu, X.L.; Wang, Y.G.; Chen, Y.; Shi, G.L.; Wu, S.H. Study on high temperature tribological properties of laser cladding composite coating on Ti6Al4V alloy. Tribol. Trib. 2015, 35, 737–745. [Google Scholar]
- Zhen, J.M.; Li, F.; Zhu, S.Y.; Qiao, Z.H.; Yang, J. Effect of Ti on mechanical and tribological properties of Nickel-based high temperature self-lubricating composites. Tribology 2014, 34, 586–591. [Google Scholar]
- Yu, J.; Wang, Y.; Zhou, F.; Wang, L.; Pan, Z. Laser remelting of plasma-sprayed nanostructured Al2O3–20wt.% ZrO2 coatings onto 316L stainless steel. Appl. Surf. Sci. 2017, 431, 112–121. [Google Scholar] [CrossRef]
- Wang, B.Q.; Shui, Z.R. The hot erosion behavior of HVOF chromium carbide-metal cermet coatings sprayed with different powders. Wear 2002, 253, 550–557. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Borkar, T.; Yang, J.-M. Densification behavior, microstructural evolution, and mechanical properties of TiC/316L nanocomposites fabricated by selective laser melting. Mater. Des. 2017, 138, 119–128. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bai, S.L.; Zhang, Y.F.; Liu, Z.D. Improvement of Ni-Cr-Mo coating performance by laser cladding combined re-melting. Appl. Surf. Sci. 2014, 308, 285–292. [Google Scholar] [CrossRef]
- Xu, P.; Lin, C.X.; Zhou, C.Y.; Yi, X.P. Preparation and organization of laser cladding 304 stainless steel coating. J. Mater. Heat Treat. 2013, 34, 142–146. [Google Scholar]
- Qiu, X.W.; Li, G.; Ren, X.; Qiu, L. Effects of scanning speed on microstructure and properties of laser clad Ni-based coatings. Rare Met. Mater. Eng. 2009, 38, 325–328. [Google Scholar]
- Prchlik, L.; Sampath, S.; Gutleber, J.; Bancke, G.; Ruff, A.W. Friction and wear properties of WC-Co and Mo-Mo2C based functionally graded materials. Wear 2001, 249, 1103–1115. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- D’Amato, C.; Buhagiar, J.; Betts, J.C. Tribological characteristics of an A356 aluminium alloy laser surface alloyed with nickel and Ni-Ti-C. Appl. Surf. Sci. 2014, 313, 720–729. [Google Scholar] [CrossRef]
- Houdková, Š.; Smazalová, E.; Vostřák, M.; Schubert, J. Properties of NiCrBSi coating, as sprayed and remelted by different technologies. Surf. Coat. Technol. 2014, 253, 14–26. [Google Scholar] [CrossRef]
- Chen, J.M.; Guo, C.; Yao, R.G.; Zhou, J.S.; Zhang, S.T. Structure and high temperature tribological properties of laser clad NiCr-ZrB2 composite coatings. Tribology 2012, 32, 313–319. [Google Scholar]
- Chen, C.Z. Characteristics of WC/Ni60A plasma spraying coatings. Chin. J. Mater. Res. 2000, 14, 147–152. [Google Scholar]
- Zhu, Y.C.; Yukimura, K.; Ding, C.X.; Zhang, P.Y. Tribological properties of nanostructured and conventional WC-Co coatings deposited by plasma spraying. Thin Solid Films 2001, 388, 277–282. [Google Scholar] [CrossRef]
- Sun, X.P. Microscopic Mechanism and Wear Control of Elastic-Plastic Contact Wear in Extrusion. Ph.D. Thesis, Jiangsu University, Zhenjiang, China, 2008. (In Chinese). [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | B | Si | C | Fe |
|---|---|---|---|---|---|
| 8–12 | 15–20 | 1.5–3 | 1.5–3 | <0.5 | Bal. |
| Cr | B | Si | C | Fe | WC | Ni |
|---|---|---|---|---|---|---|
| 15–20 | 3.0–4.5 | 3.5–5.5 | 0.5–1.1 | ≤10 | 35 | Bal. |
| Parameters | Values Set |
|---|---|
| Spray distance | 100 mm |
| Powder delivery rate | 100 g·min−1 |
| Powder flow rate | 25 scfh |
| Voltage | 140 V |
| Current | 370 A |
| Primary air | 150 L·h−1 |
| Parameter | Value |
|---|---|
| Normal load | 400 N |
| Rotational speed | 200 r·min−1 |
| Wear time | 30 min |
| Temperature | 25 °C |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Du, H. Effect of Laser Scanning Speed on the Wear Behavior of Nano-SiC-Modified Fe/WC Composite Coatings by Laser Remelting. Coatings 2018, 8, 241. https://doi.org/10.3390/coatings8070241
Zhao Y, Du H. Effect of Laser Scanning Speed on the Wear Behavior of Nano-SiC-Modified Fe/WC Composite Coatings by Laser Remelting. Coatings. 2018; 8(7):241. https://doi.org/10.3390/coatings8070241
Chicago/Turabian StyleZhao, Yuncai, and Huihui Du. 2018. "Effect of Laser Scanning Speed on the Wear Behavior of Nano-SiC-Modified Fe/WC Composite Coatings by Laser Remelting" Coatings 8, no. 7: 241. https://doi.org/10.3390/coatings8070241
APA StyleZhao, Y., & Du, H. (2018). Effect of Laser Scanning Speed on the Wear Behavior of Nano-SiC-Modified Fe/WC Composite Coatings by Laser Remelting. Coatings, 8(7), 241. https://doi.org/10.3390/coatings8070241