Hydrogen Permeation, and Mechanical and Tribological Behavior, of CrNx Coatings Deposited at Various Bias Voltages on IN718 by Direct Current Reactive Sputtering

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
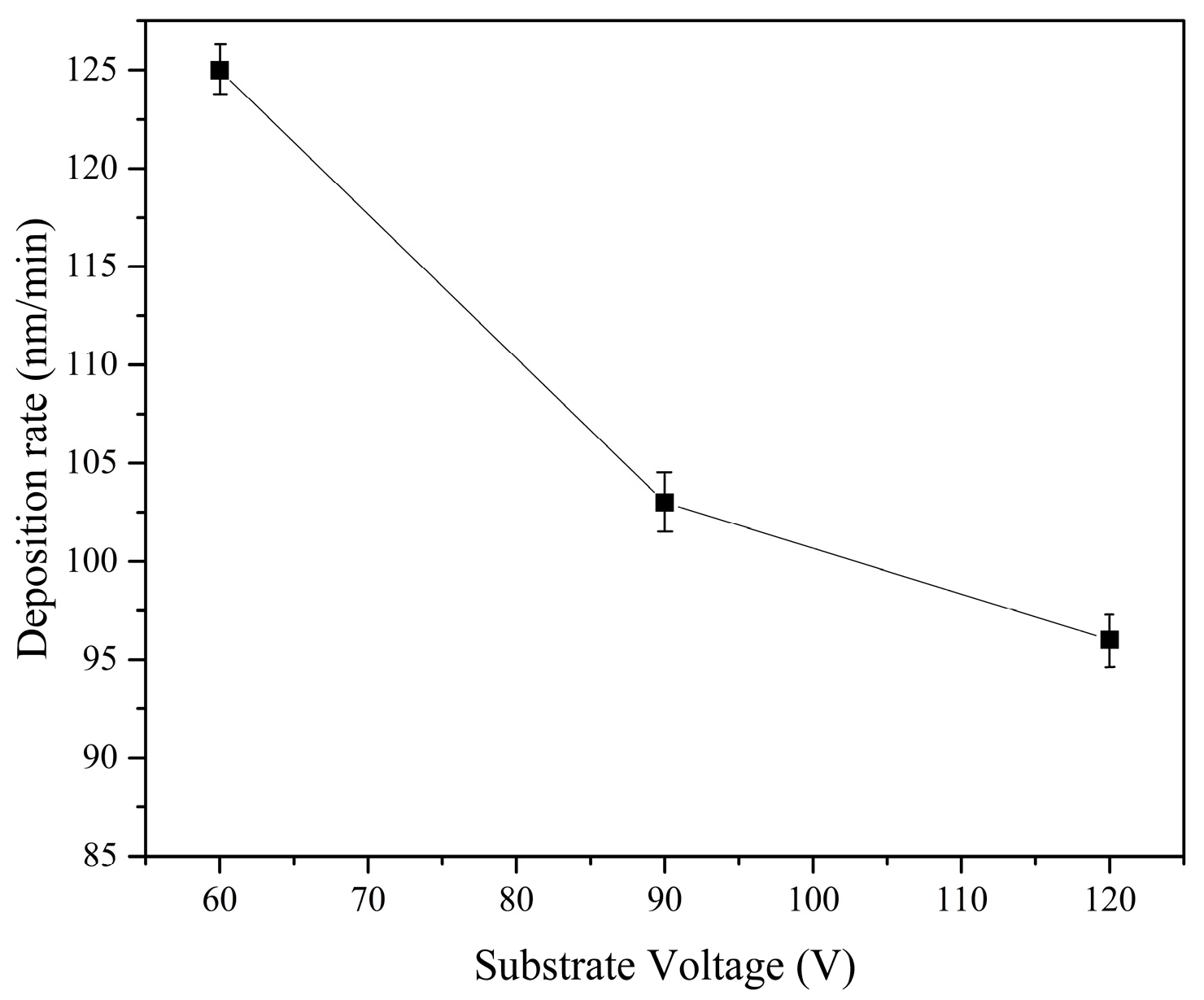
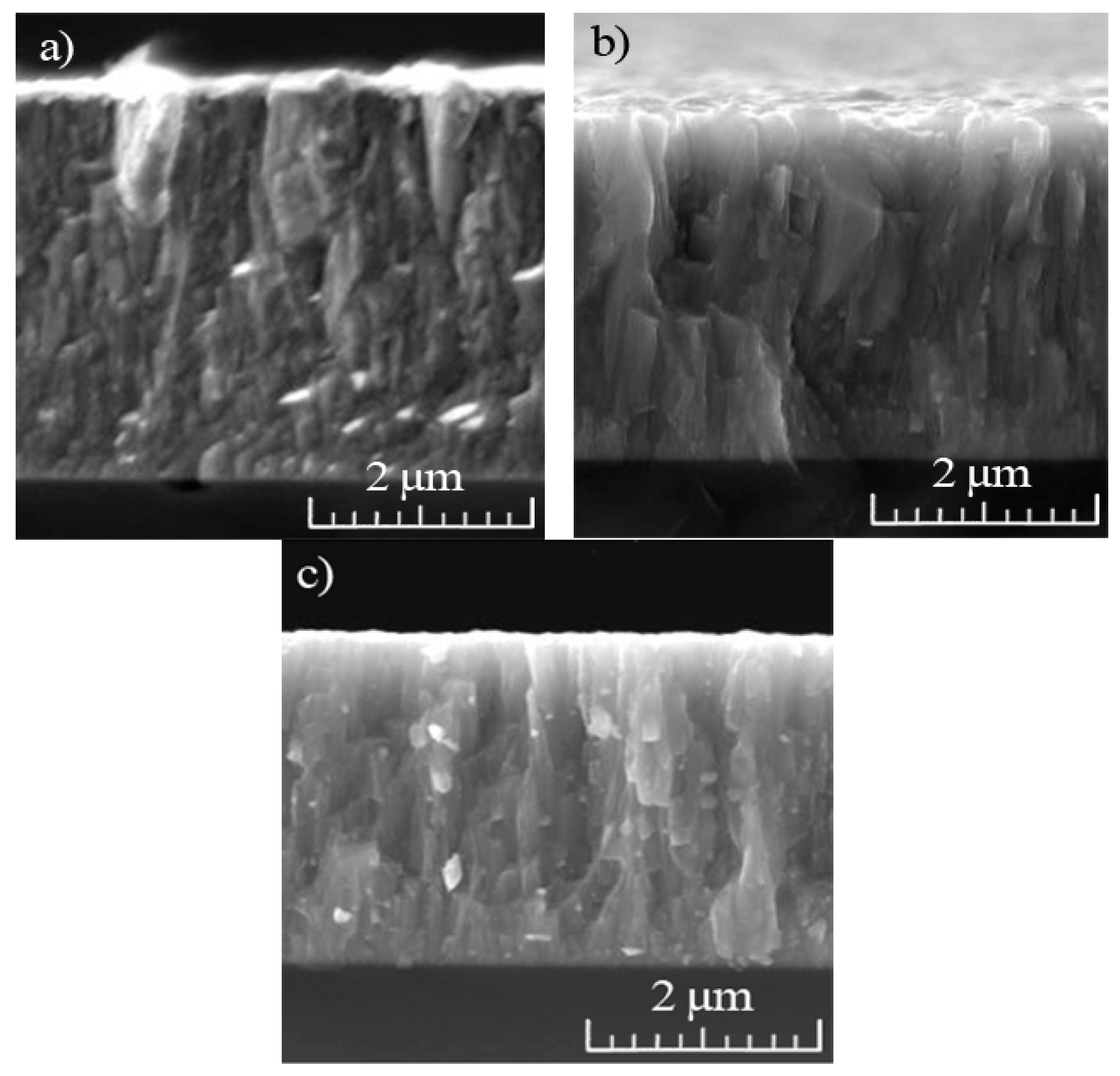
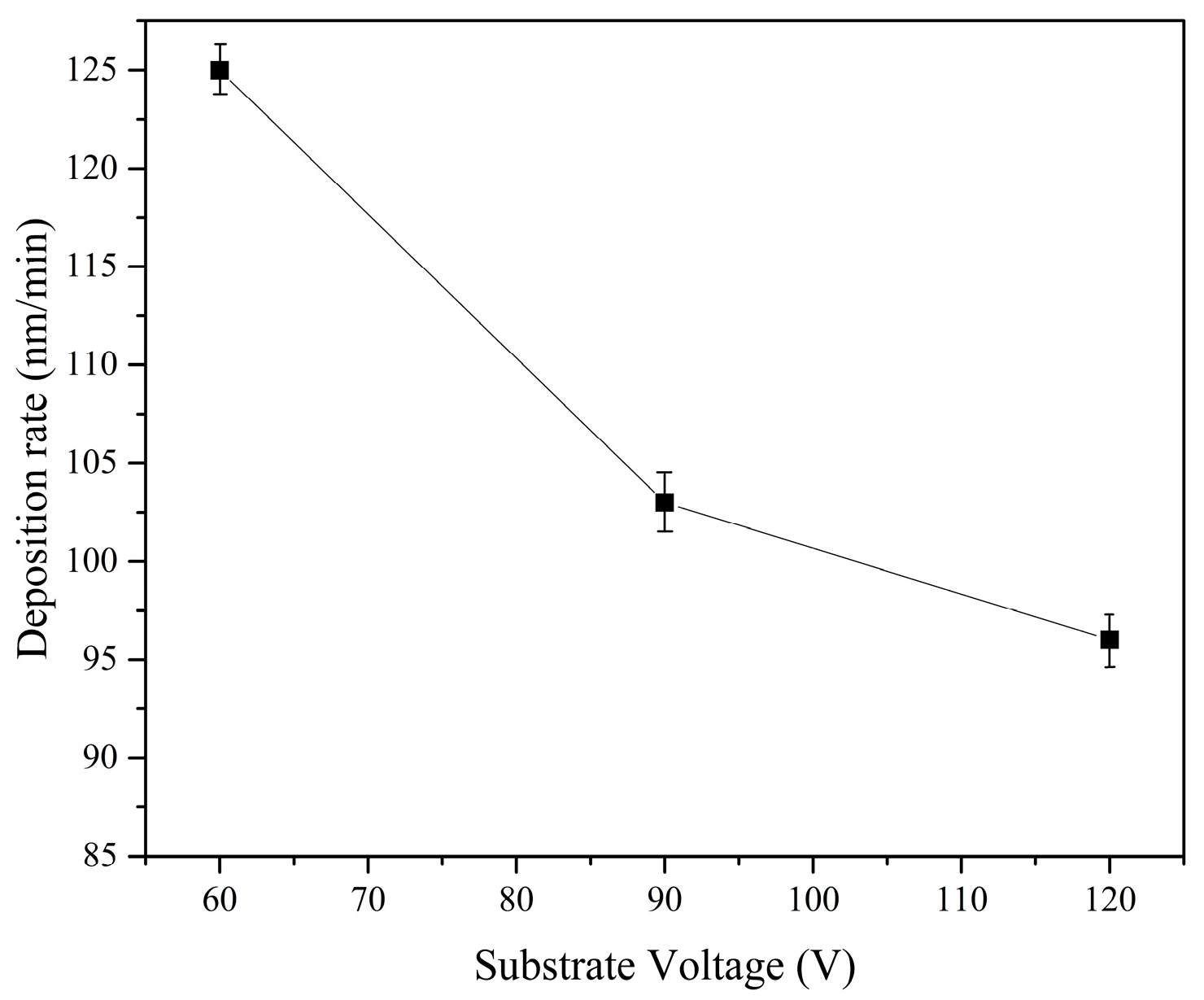
3.1. Morphology and Structural Analysis
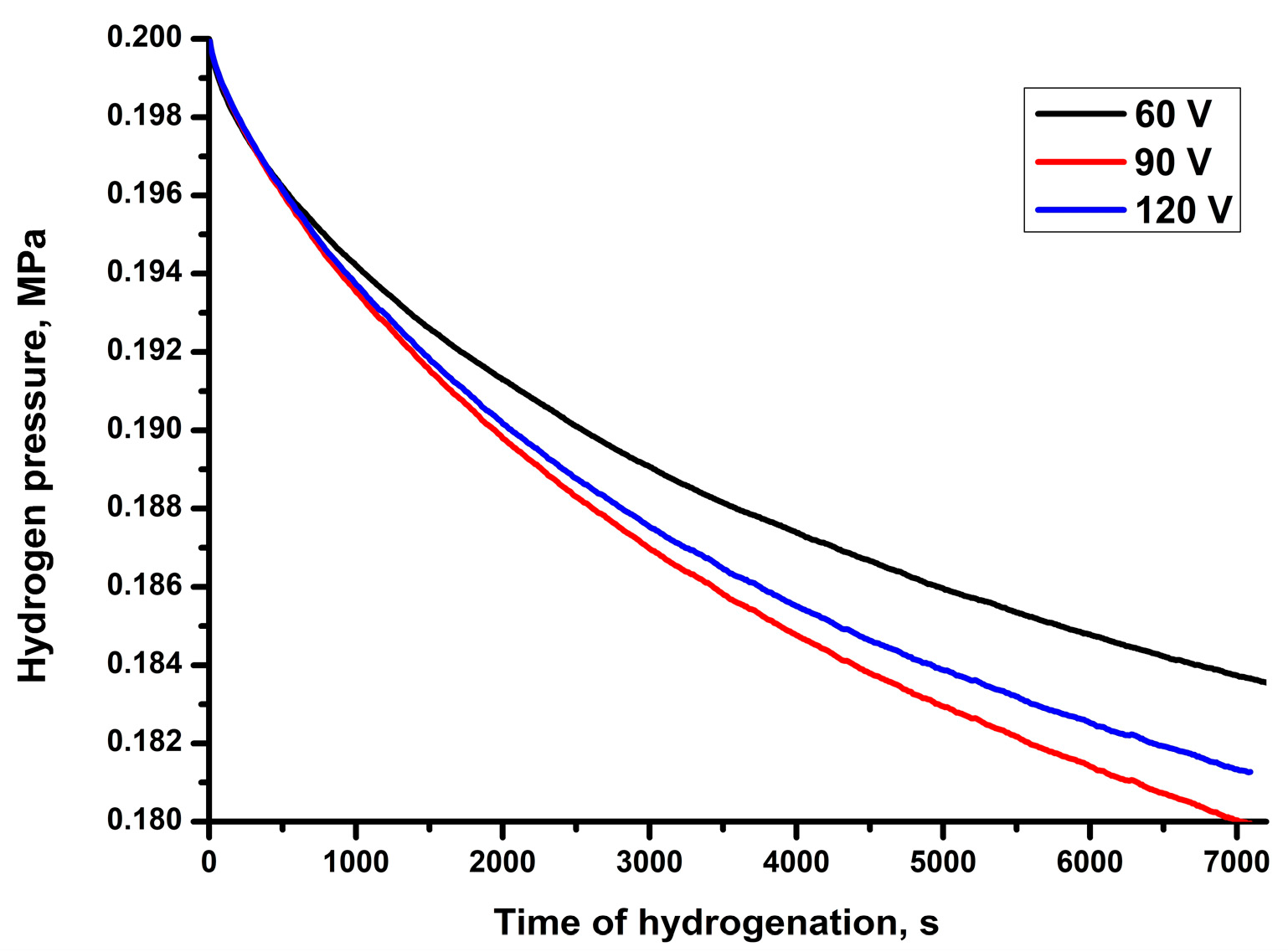
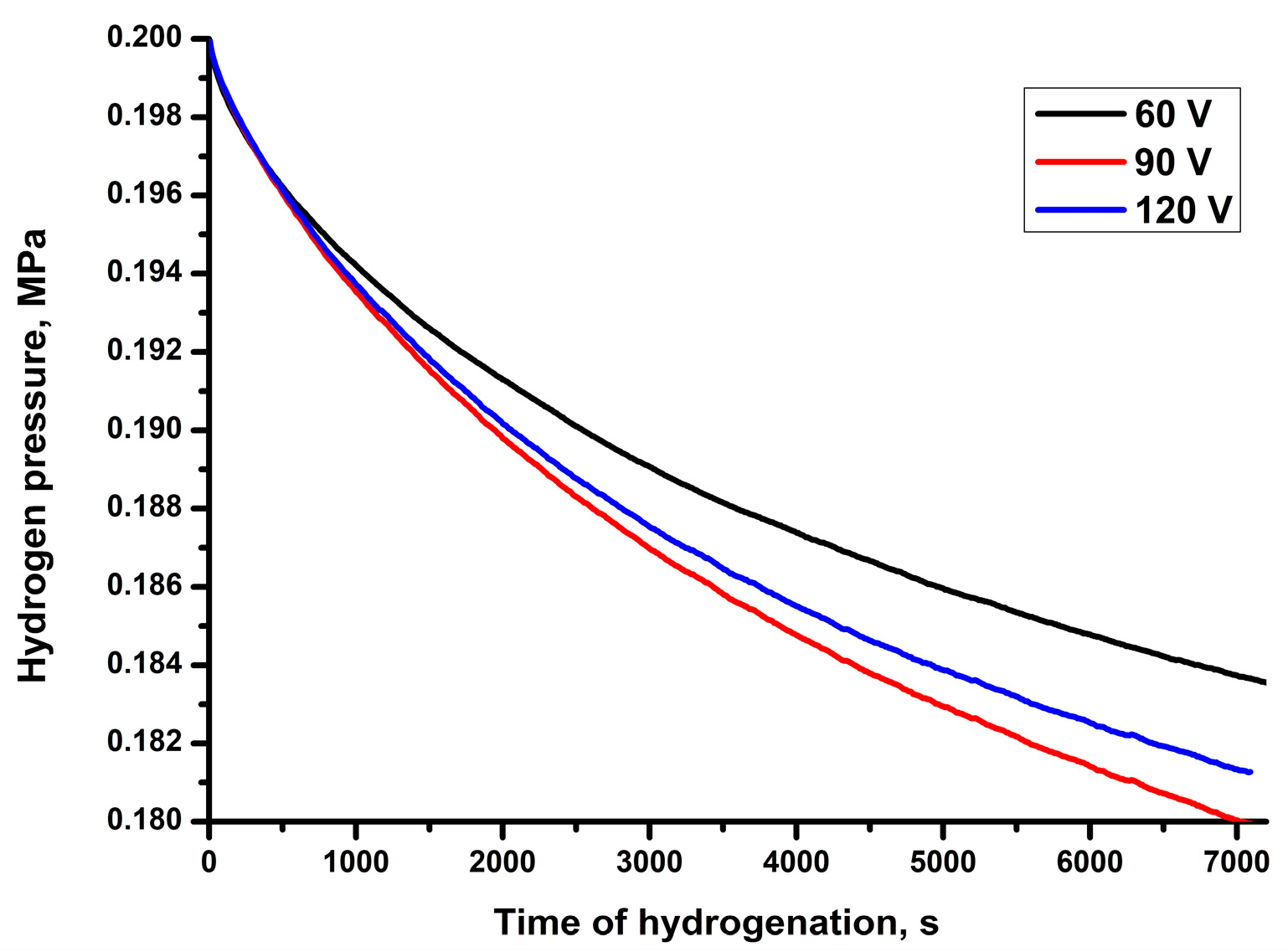
3.2. Gas-Phase Hydrogenation
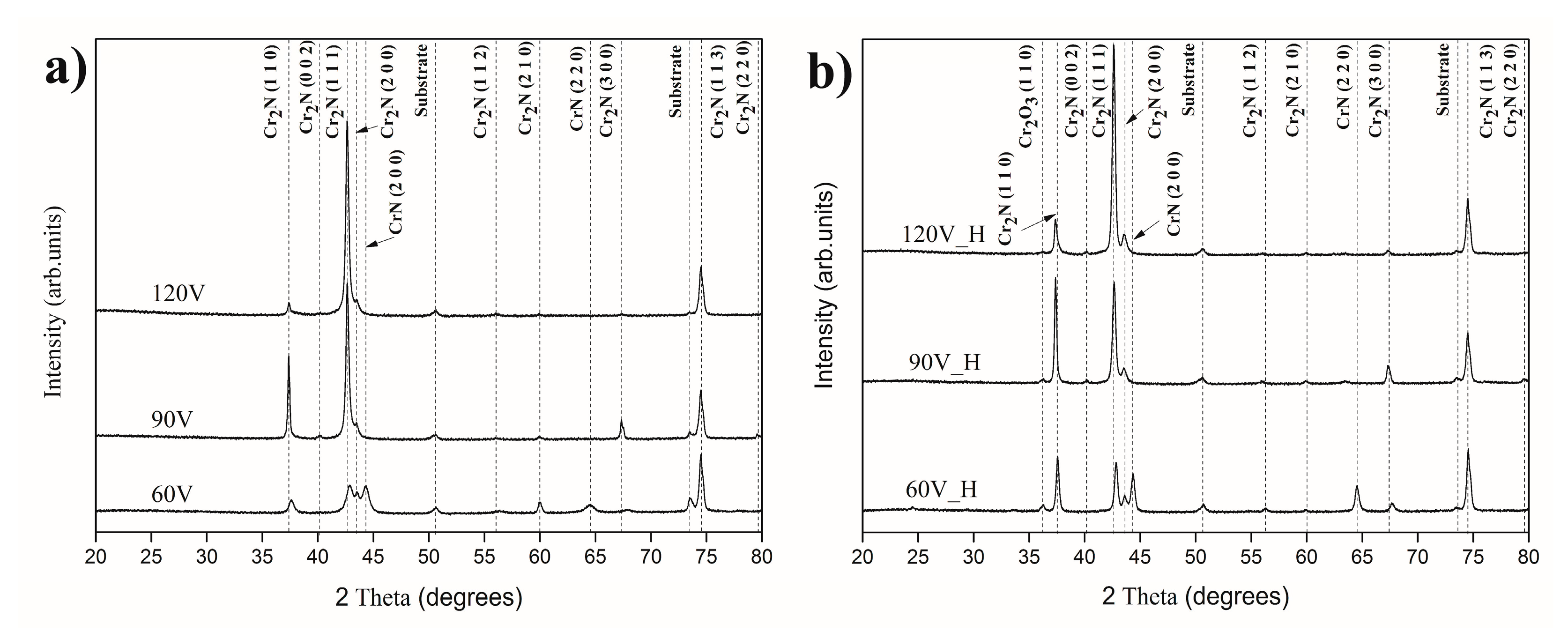
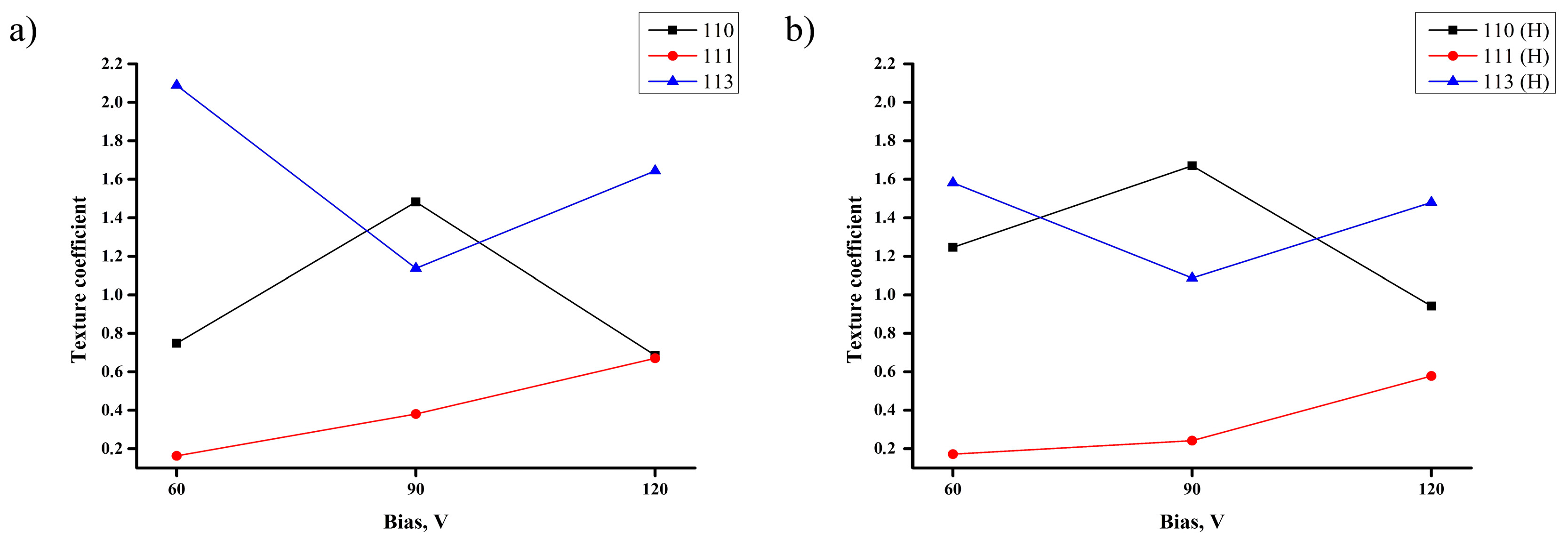
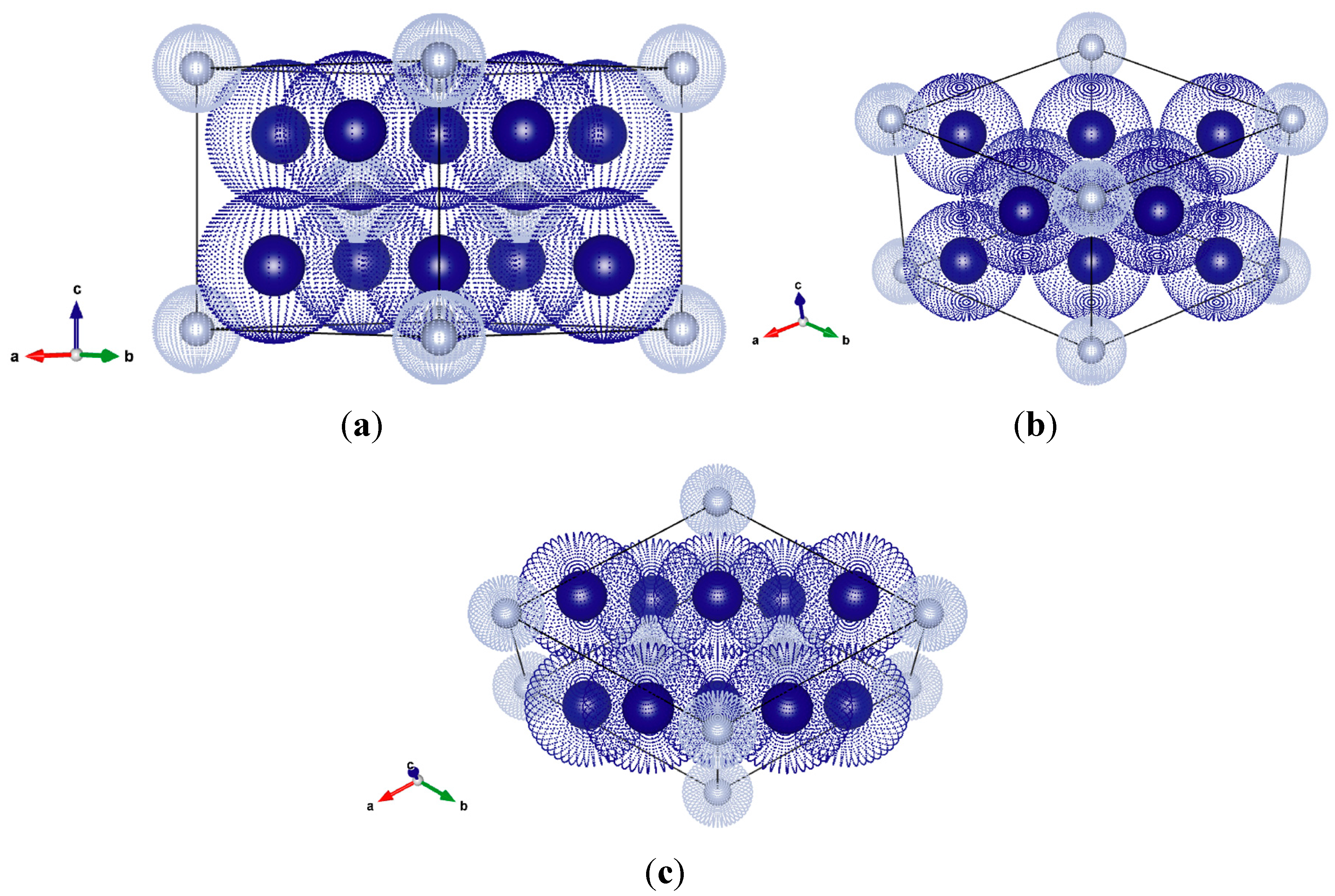
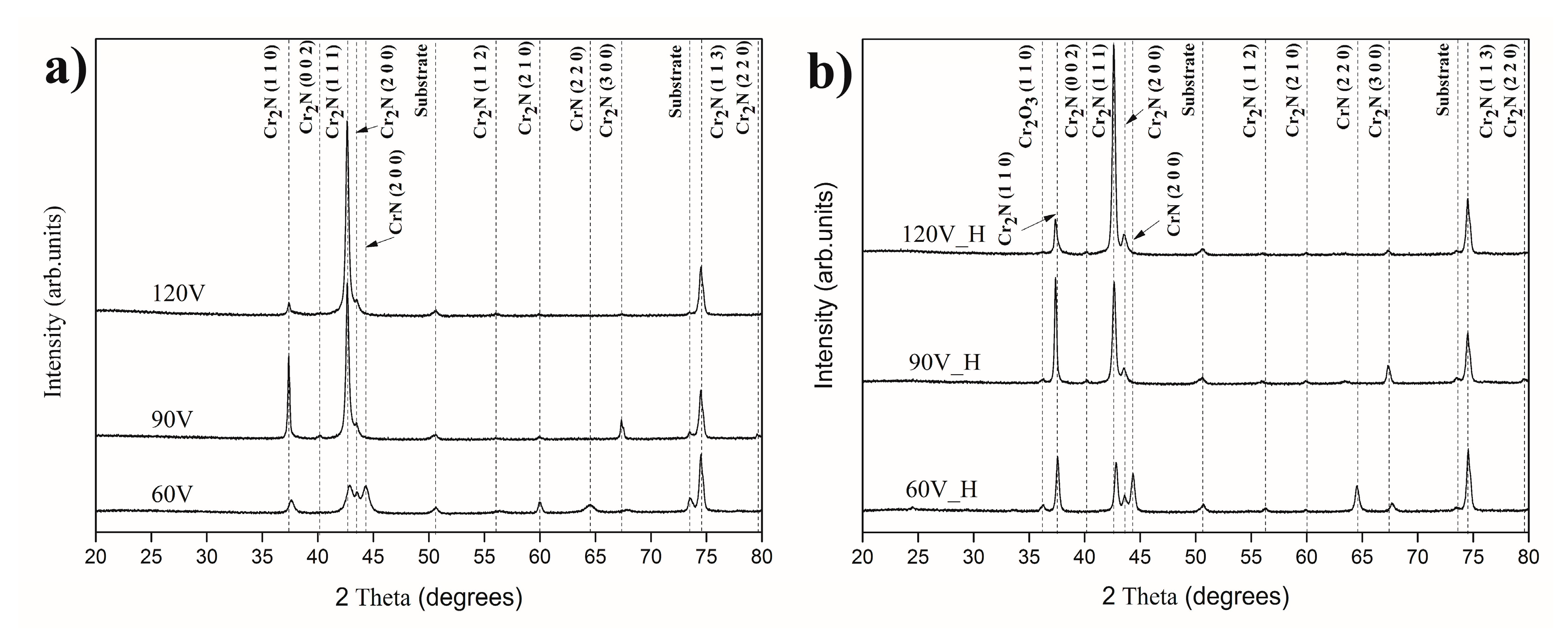
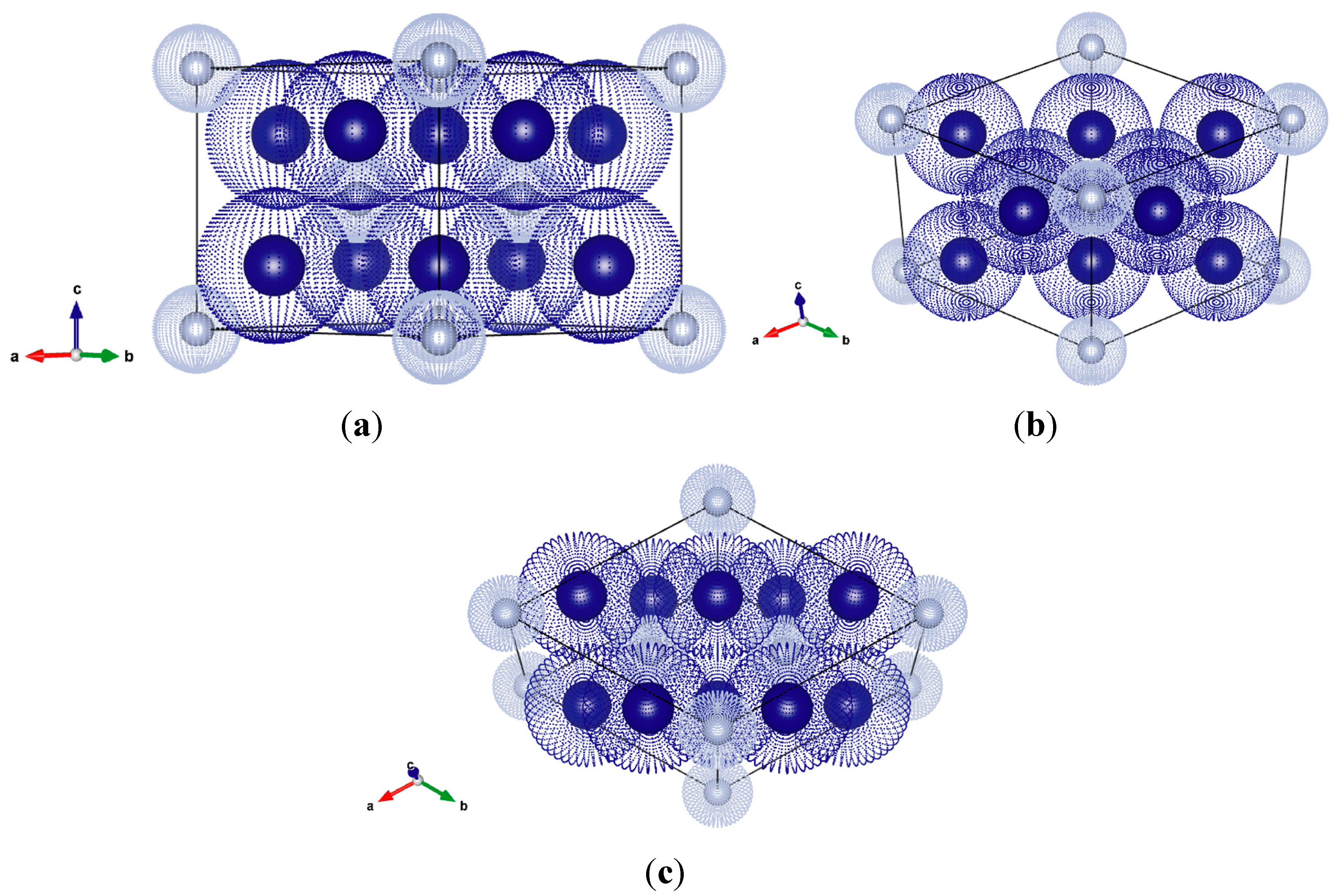
3.3. Crystalline Structure
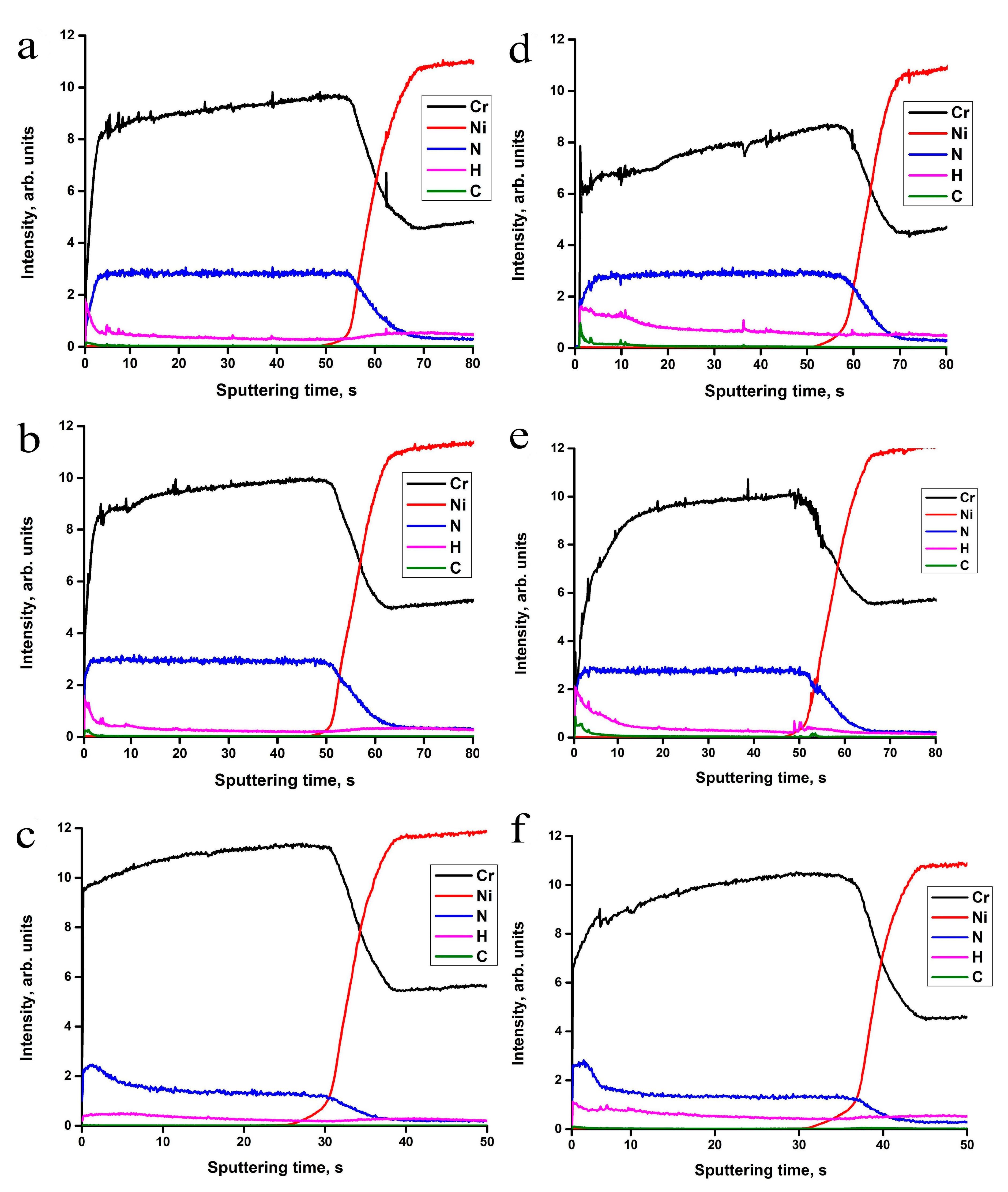
3.4. Depth Distribution of Elements
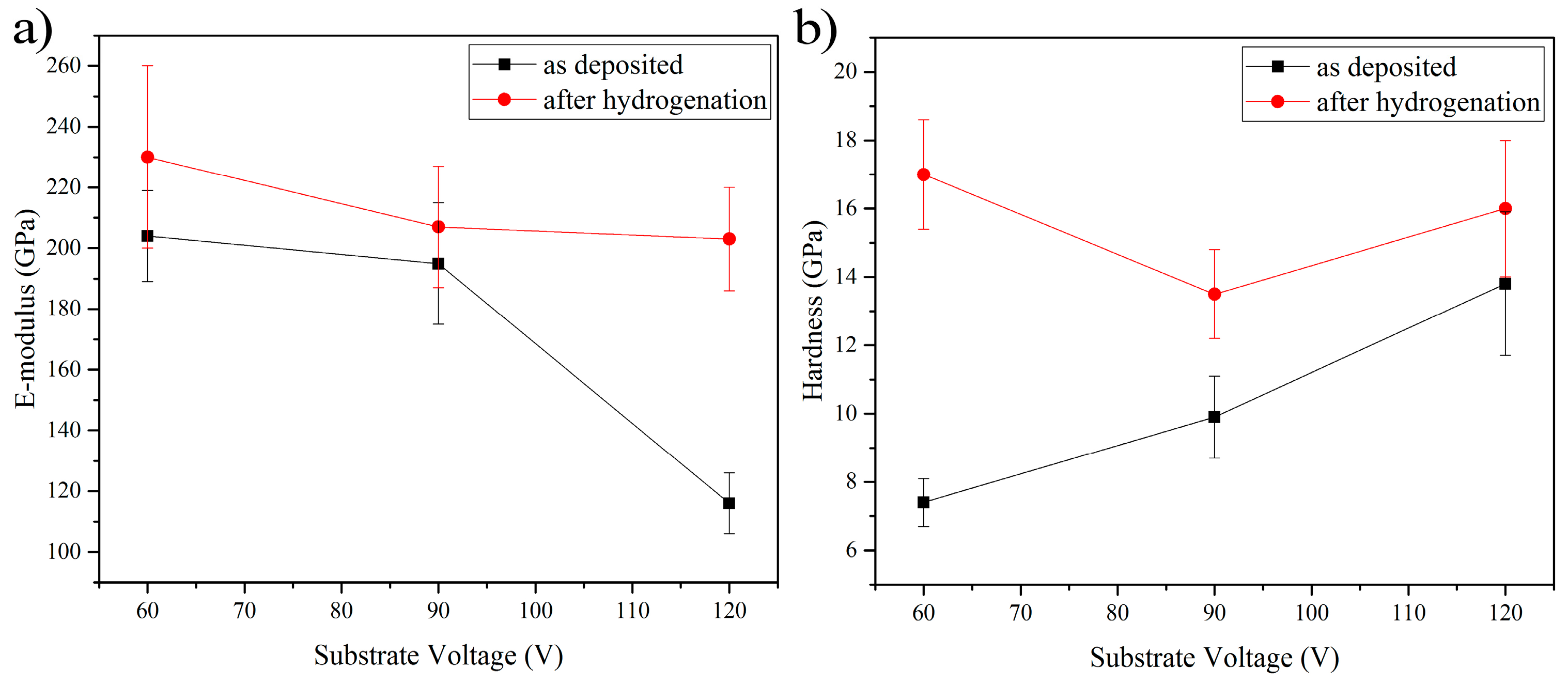
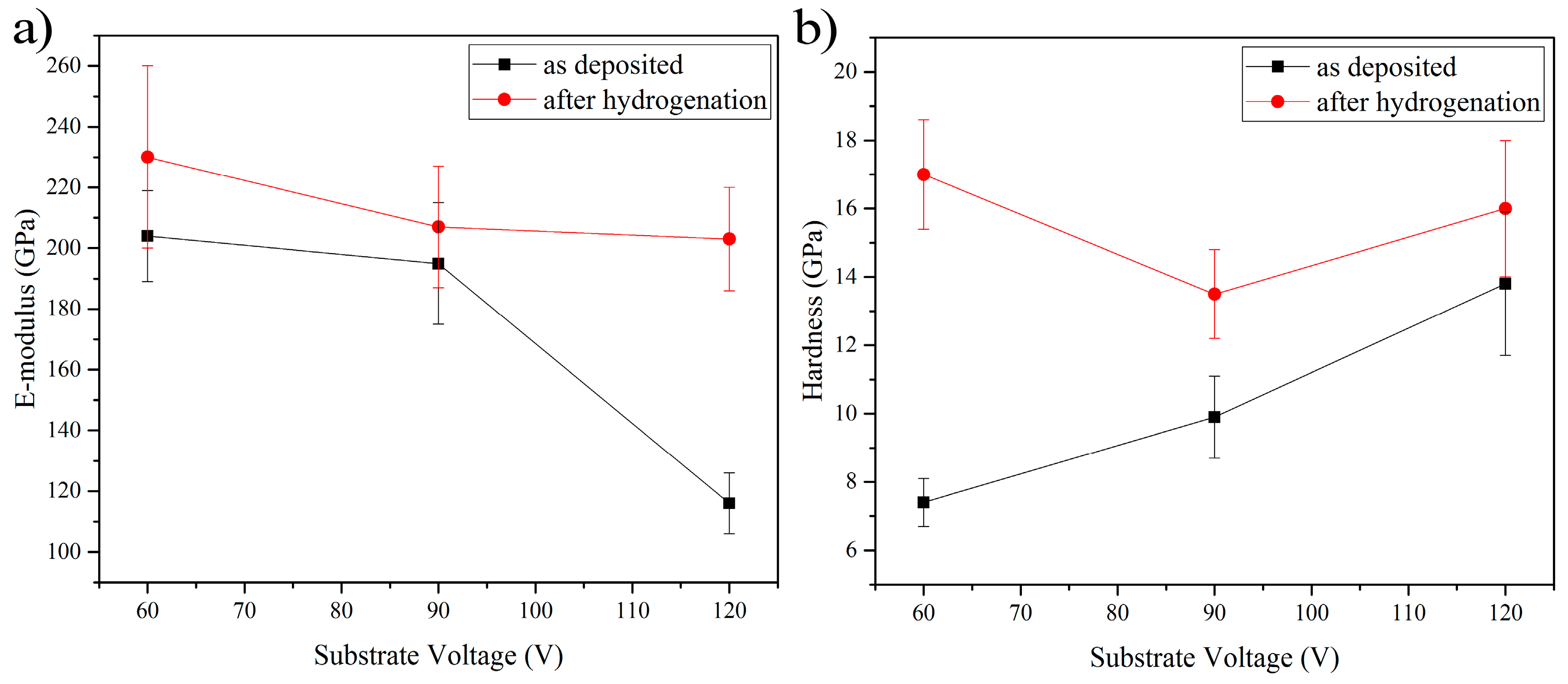
3.5. Mechanical Properties
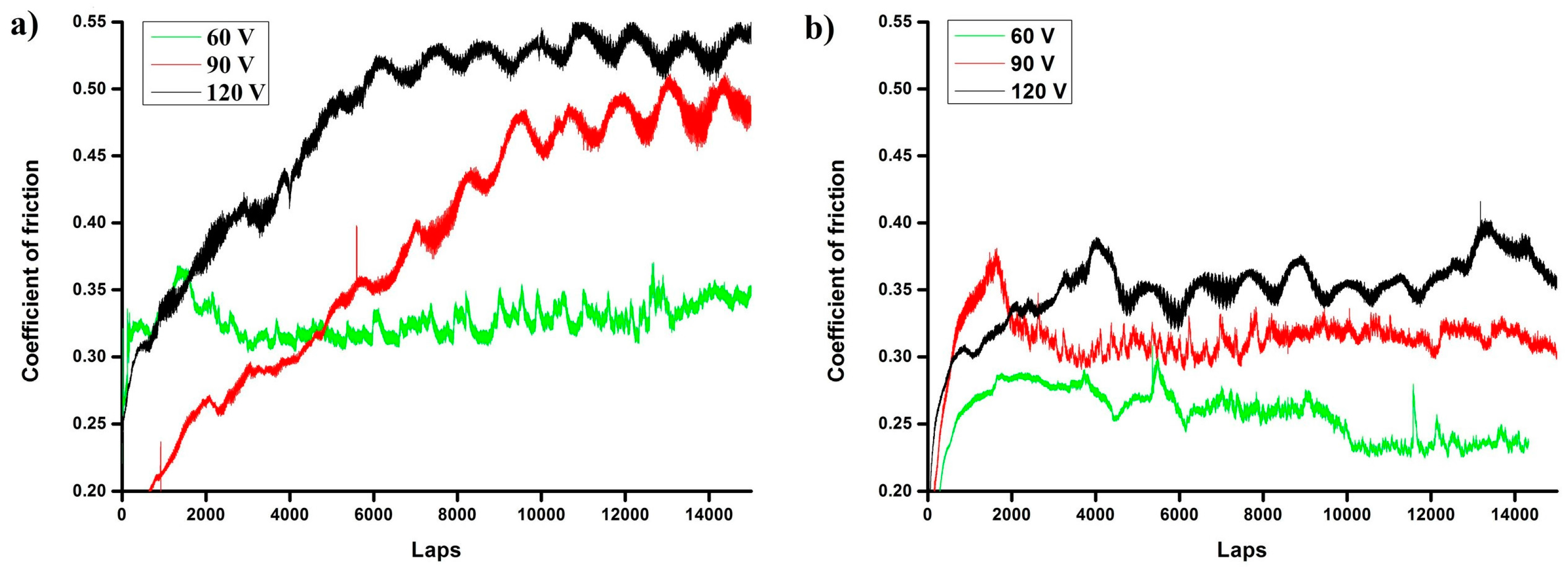
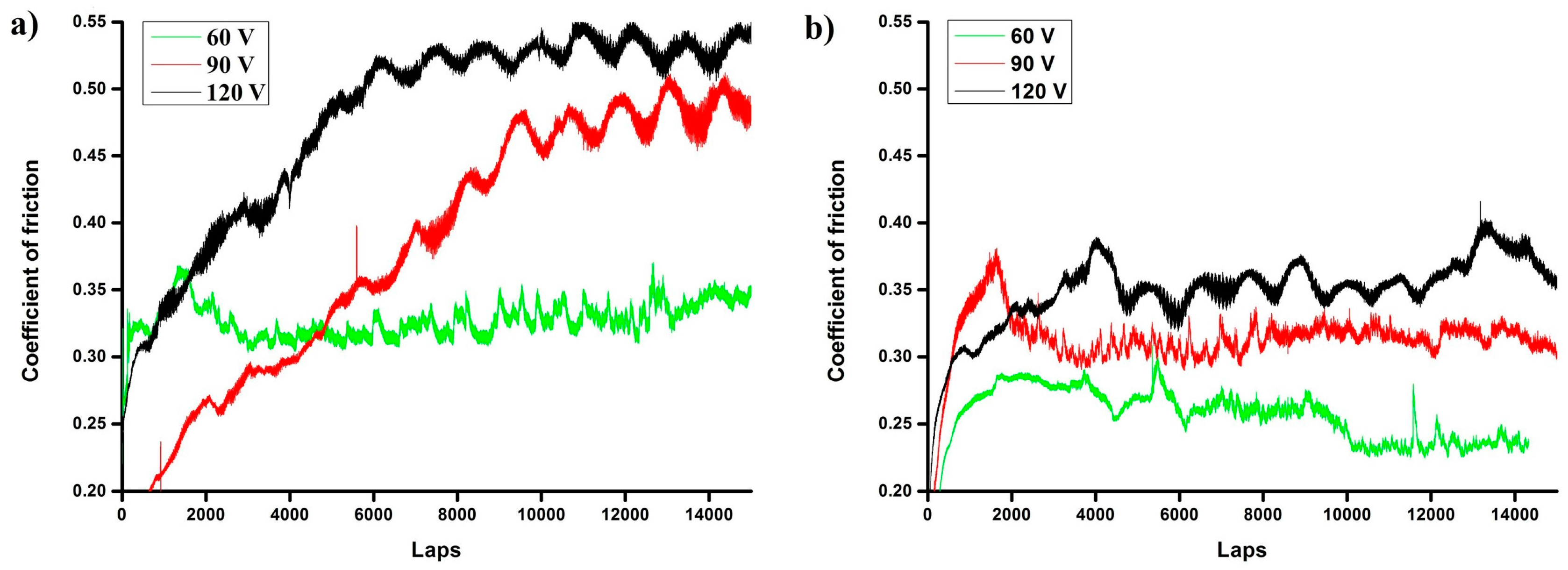
3.6. Tribology
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Iturbe, A.; Giraud, E.; Hormaetxe, E.; Garay, A.; Germain, G.; Ostolaza, K.; Arrazola, P.J. Mechanical characterization and modelling of Inconel 718 material behavior for machining process assessment. Mater. Sci. Eng. A 2017, 682, 441–453. [Google Scholar] [CrossRef]
- Jothi, S.; Merzlikin, S.V.; Croft, T.N.; Andersson, J.; Brown, S.G.R. An investigation of micro-mechanisms in hydrogen induced cracking in nickel-based superalloy 718. J. Alloy Compd. 2016, 664, 664–681. [Google Scholar] [CrossRef]
- Jothi, S.; Croft, T.N.; Wright, L.; Turnbull, A.; Brown, S.G.R. Multi-phase modelling of intergranular hydrogen segregation/trapping for hydrogen embrittlement. Int. J. Hydrogen Energy 2015, 40, 15105–15123. [Google Scholar] [CrossRef]
- Aucouturier, M. Grain boundary segregations and hydrogen embrittlement. J. Phys. Colloques 1982, 43, 6–175. [Google Scholar] [CrossRef]
- Du, Y.A.; Ismer, L.; Rogal, J.; Hickel, T.; Neugebauer, J.; Drautz, R. First-principles study on the interaction of H interstitials with grain boundaries in α- and γ-Fe. Phys. Rev. B 2011, 84, 144121. [Google Scholar] [CrossRef]
- Piaggi, P.M.; Bringa, E.M.; Pasianot, R.C.; Gordillo, N.; Panizo-Laiz, M.; del Río, J.; Gómez de Castro, C.; Gonzalez-Arrabal, R. Hydrogen diffusion and trapping in nanocrystalline tungsten. J. Nucl. Mater. 2015, 458, 233–239. [Google Scholar] [CrossRef]
- Tehranchi, A.; Curtin, W.A. Atomistic study of hydrogen embrittlement of grain boundaries in nickel: I. Fracture. J. Mech. Phys. Solids 2017, 101, 150–165. [Google Scholar] [CrossRef]
- Seita, M.; Hanson, J.P.; Gradečak, S.; Demkowicz, M.J. The dual role of coherent twin boundaries in hydrogen embrittlement. Nat. Commun. 2015, 6, 6164. [Google Scholar] [CrossRef] [PubMed]
- Watanabe, T. The impact of grain boundary character distribution on fracture in polycrystals. Mater. Sci. Eng. A 1994, 176, 39–49. [Google Scholar] [CrossRef]
- Kimura, A.; Birnbaum, H.K. Hydrogen induced grain boundary fracture in high purity nickel and its alloys—Enhanced hydrogen diffusion along grain boundaries. Acta Metall. 1988, 36, 757–766. [Google Scholar] [CrossRef]
- Liu, L.; Tanaka, K.; Hirose, A.; Kobayashi, K.F. Effects of precipitation phases on the hydrogen embrittlement sensitivity of Inconel 718. Sci. Technol. Adv. Mater. 2002, 3, 335–344. [Google Scholar] [CrossRef]
- Sjoberg, G.; Cornu, D. Hydrogen embrittlement of cast alloy 718 effects of homogenization, grain size and delta-phase. In Superalloys 718, 625, 706 and Various Derivatives; Loria, E.A., Ed.; TMS: Pittsburgh, PA, USA, 2001; pp. 679–690. [Google Scholar]
- Obrosov, A.; Sutygina, A.; Volinsky, A.; Manakhov, A.; Weiß, S.; Kashkarov, E. Effect of hydrogen exposure on mechanical and tribological behavior of CrxN coatings deposited at different pressures on IN718. Materials 2017, 10, 563. [Google Scholar] [CrossRef] [PubMed]
- Hirose, A.; Arita, Y.; Nakanishi, Y.; Kobayashi, K.F. Decrease in hydrogen embrittlement sensitivity of INCONEL 718 by laser surface softening. Mater. Sci. Eng. A 1996, 219, 71–79. [Google Scholar] [CrossRef]
- Demetriou, V.; Robson, J.D.; Preuss, M.; Morana, R. Study of the effect of hydrogen charging on the tensile properties and microstructure of four variant heat treatments of nickel alloy 718. Int. J. Hydrogen Energy 2017, 42, 23856–23870. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Nikitenkov, N.N.; Syrtanov, M.S.; Sutygina, A.N.; Shulepov, I.A.; Lider, A.M. Influence of plasma immersion titanium implantation on hydrogenation and mechanical properties of Zr–2.5Nb. Appl. Surf. Sci. 2016, 370, 142–148. [Google Scholar] [CrossRef]
- Kabir, M.S.; Munroe, P.; Zhou, Z.; Xie, Z. Scratch adhesion and tribological behaviour of graded Cr/CrN/CrTiN coatings synthesized by closed-field unbalanced magnetron sputtering. Wear 2017, 380–381, 163–175. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A. Effect of substrate bias voltage on the properties of CrCN and CrN coatings deposited by cathodic arc evaporation. Vacuum 2013, 90, 145–150. [Google Scholar] [CrossRef]
- Obrosov, A.; Naveed, M.; Volinsky, A.A.; Weiß, S. Substrate frequency effects on CrxN coatings deposited by DC magnetron sputtering. J. Mater. Eng. Perform. 2017, 26, 366–373. [Google Scholar] [CrossRef]
- Mayrhofer, P.; Willmann, H.; Mitterer, C. Oxidation kinetics of sputtered Cr–N hard coatings. Surf. Coat. Technol. 2001, 146–147, 222–228. [Google Scholar] [CrossRef]
- Olaya, J.J.; Wei, G.; Rodil, S.E.; Muhl, S.; Bhushan, B. Influence of the ion–atom flux ratio on the mechanical properties of chromium nitride thin films. Vacuum 2007, 81, 610–618. [Google Scholar] [CrossRef]
- Ovcharenko, V.D.; Kuprin, A.S.; Tolmachova, G.N.; Kolodiy, I.V.; Gilewicz, A.; Lupicka, O.; Rochowicz, J.; Warcholinski, B. Deposition of chromium nitride coatings using vacuum arc plasma in increased negative substrate bias voltage. Vacuum 2015, 117, 27–34. [Google Scholar] [CrossRef]
- Hurkmans, T.; Lewis, D.; Paritong, H.; Brooks, J.; Münz, W. Influence of ion bombardment on structure and properties of unbalanced magnetron grown CrNx coatings. Surf. Coat. Technol. 1999, 114, 52–59. [Google Scholar] [CrossRef]
- Wan, X.S.; Zhao, S.S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr–N coatings deposited by arc ion plating. Surf. Coat. Technol. 2010, 204, 1800–1810. [Google Scholar] [CrossRef]
- Odén, M.; Almer, J.; Håkansson, G. The effects of bias voltage and annealing on the microstructure and residual stress of arc-evaporated Cr–N coatings. Surf. Coat. Technol. 1999, 120–121, 272–276. [Google Scholar] [CrossRef]
- Zuo, X.; Xia, F.; Zhang, D.; Ke, P.L.; Wang, Q.M.; Wang, A.Y. The effect of substrate bias on the characteristics of CrN coatings deposited by DC-superimposed HiPIMS system. Int. J. Mod. Phys. B 2017, 31, 1744032. [Google Scholar] [CrossRef]
- Zeilinger, A.; Daniel, R.; Schöberl, T.; Stefenelli, M.; Sartory, B.; Keckes, J.; Mitterer, C. Resolving depth evolution of microstructure and hardness in sputtered CrN film. Thin Solid Films 2015, 581, 75–79. [Google Scholar] [CrossRef]
- Kong, Q.; Ji, L.; Li, H.; Liu, X.; Wang, Y.; Chen, J.; Zhou, H. Influence of substrate bias voltage on the microstructure and residual stress of CrN films deposited by medium frequency magnetron sputtering. Mater. Sci. Eng. B 2011, 176, 850–854. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Lousa, A.; Romero, J.; Martı́nez, E.; Esteve, J.; Montalà, F.; Carreras, L. Multilayered chromium/chromium nitride coatings for use in pressure die-casting. Surf. Coat. Technol. 2001, 146–147, 268–273. [Google Scholar] [CrossRef]
- Bhaduri, D.; Ghosh, A.; Gangopadhyay, S.; Paul, S. Effect of target frequency, bias voltage and bias frequency on microstructure and mechanical properties of pulsed DC CFUBM sputtered TiN coating. Surf. Coat. Technol. 2010, 204, 3684–3697. [Google Scholar] [CrossRef]
- Messier, R.; Giri, A.P.; Roy, R.A. Revised structure zone model for thin film physical structure. J. Vac. Sci. Technol. A Vac. Surf. Films 1984, 2, 500–503. [Google Scholar] [CrossRef]
- Benegra, M.; Lamas, D.G.; Fernández de Rapp, M.E.; Mingolo, N.; Kunrath, A.O.; Souza, R.M. Residual stresses in titanium nitride thin films deposited by direct current and pulsed direct current unbalanced magnetron sputtering. Thin Solid Films 2006, 494, 146–150. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Bleykher, G.A.; Krivobokov, V.P.; Koishybayeva, Z. High-rate magnetron sputtering with hot target. Surf. Coat. Technol. 2016, 308, 168–173. [Google Scholar] [CrossRef]
- McHale, A.E.; McMurdie, H.F.; Ondik, H.M.; American Ceramic Society; National Institute of Standards and Technology. Phase Equilibria Diagrams. Volume X, Borides, Carbides, and Nitrides: Phase Diagrams for Ceramists; American Ceramic Society: Westerville, OH, USA, 1994; ISBN 9780944904749.
- Hones, P.; Sanjines, R.; Levy, F. Characterization of sputter-deposited chromium nitride thin films for hard coatings. Surf. Coat. Technol. 1997, 94–95, 398–402. [Google Scholar] [CrossRef]
- Wang, D.-Y.; Weng, K.-W. Deposition of CrN coatings by current-modulating cathodic arc evaporation. Surf. Coat. Technol. 2001, 137, 31–37. [Google Scholar] [CrossRef]
- Obrosov, A.; Gulyaev, R.; Zak, A.; Ratzke, M.; Naveed, M.; Dudzinski, W.; Weiß, S. Chemical and morphological characterization of magnetron sputtered at different bias voltages Cr-Al-C coatings. Materials 2017, 10, 156. [Google Scholar] [CrossRef] [PubMed]
- Jeong Heo, S.; Kim, S.-W.; Yeo, I.-W.; Park, S.-J.; Oh, Y.-S. Effect of bias voltage on microstructure and phase evolution of Cr–Mo–N coatings by an arc bonded sputter system. Ceram. Int. 2016, 42, 5231–5237. [Google Scholar] [CrossRef]
- Wei, G.; Rar, A.; Barnard, J. Composition, structure, and nanomechanical properties of DC-sputtered CrNx (0 ≤ x ≤ 1) thin films. Thin Solid Films 2001, 398–399, 460–464. [Google Scholar] [CrossRef]
- Shah, H.N.; Jayaganthan, R.; Kaur, D. Effect of sputtering pressure and temperature on DC magnetron sputtered CrN films. Surf. Eng. 2010, 26, 629–637. [Google Scholar] [CrossRef]
- Elmkhah, H.; Zhang, T.F.; Abdollah-zadeh, A.; Kim, K.H.; Mahboubi, F. Surface characteristics for the TiAlN coatings deposited by high power impulse magnetron sputtering technique at the different bias voltages. J. Alloy Compd. 2016, 688, 820–827. [Google Scholar] [CrossRef]
- Zhou, T.; Liu, D.; Zhang, Y.; Ouyang, T.; Suo, J. Microstructure and hydrogen impermeability of titanium nitride thin films deposited by direct current reactive magnetron sputtering. J. Alloy. Compd. 2016, 688, 44–50. [Google Scholar] [CrossRef]
- Harris, G.B.X. Quantitative measurement of preferred orientation in rolled uranium bars. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1952, 43, 113–123. [Google Scholar] [CrossRef]
- Sonoda, K.; Tsukuda, E.; Tanizawa, M.; Yamaguchi, Y. Electron trap level of hydrogen incorporated nitrogen vacancies in silicon nitride. J. Appl. Phys. 2015, 117, 104501. [Google Scholar] [CrossRef]
- Troiano, A.R.; Gibala, R.; Hehemann, R.F. Hydrogen Embrittlement and Stress Corrosion Cracking: A Troiano Festschrift; American Society for Metals: Geauga County, OH, USA, 1984; ISBN 0871701855. [Google Scholar]
- Zhang, Z.G.; Rapaud, O.; Bonasso, N.; Mercs, D.; Dong, C.; Coddet, C. Control of microstructures and properties of dc magnetron sputtering deposited chromium nitride films. Vacuum 2008, 82, 501–509. [Google Scholar] [CrossRef]
- Gangopadhyay, S.; Acharya, R.; Chattopadhyay, A.K.; Paul, S. Effect of substrate bias voltage on structural and mechanical properties of pulsed DC magnetron sputtered TiN–MoSx composite coatings. Vacuum 2010, 84, 843–850. [Google Scholar] [CrossRef]
- Chu, K.; Shum, P.W.; Shen, Y.G. Substrate bias effects on mechanical and tribological properties of substitutional solid solution (Ti, Al)N films prepared by reactive magnetron sputtering. Mater. Sci. Eng. B 2006, 131, 62–71. [Google Scholar] [CrossRef]
- Janssen, G.C.A.M. Stress and strain in polycrystalline thin films. Thin Solid Films 2007, 515, 6654–6664. [Google Scholar] [CrossRef]
- Lin, J.; Sproul, W.D.; Moore, J.J.; Wu, Z.L.; Lee, S.L. Effect of negative substrate bias voltage on the structure and properties of CrN films deposited by modulated pulsed power (MPP) magnetron sputtering. J. Phys. D Appl. Phys. 2011, 44, 425305. [Google Scholar] [CrossRef]
- Pang, X.; Gao, K.; Luo, F.; Yang, H.; Qiao, L.; Wang, Y.; Volinsky, A.A. Annealing effects on microstructure and mechanical properties of chromium oxide coatings. Thin Solid Films 2008, 516, 4685–4689. [Google Scholar] [CrossRef]
- Pundt, A.; Kirchheim, R. Hydrogen in metals: Microstructural aspects. Annu. Rev. Mater. Res. 2006, 36, 555–608. [Google Scholar] [CrossRef]
- Čížek, J.; Melikhova, O.; Procházka, I. Hydrogen-induced defects and multiplication of dislocations in Palladium. J. Alloy. Compd. 2015, 645, S312–S315. [Google Scholar] [CrossRef]
- Gemma, R.; Dobron, P.; Cizek, J.; Pundt, A. Stress release and defect occurrence in V1−xFex films upon hydrogen loading: H-induced superabundant vacancies, movement and creation of dislocations. Acta Mater. 2014, 67, 308–323. [Google Scholar] [CrossRef]
- Xu, C.; Zhang, H.; Hu, S.; Zhou, X.; Peng, S.; Xiao, H.; Zhang, G. First-principles calculations of Ti3SiC2 and Ti3AlC2 with hydrogen interstitial. J. Nucl. Mater. 2017, 488, 261–266. [Google Scholar] [CrossRef]
- Godet, M. The third-body approach: A mechanical view of wear. Wear 1984, 100, 437–452. [Google Scholar] [CrossRef]
- Singer, I.L. How third-body processes affect friction and wear. MRS Bull. 1998, 23, 37–40. [Google Scholar] [CrossRef]
- Wang, L.; Nie, X. Effect of annealing temperature on tribological properties and material transfer phenomena of CrN and CrAlN coatings. J. Mater. Eng. Perform. 2014, 23, 560–571. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (at.%) | Bias, V | ||
|---|---|---|---|
| 60 | 90 | 120 | |
| Cr | 58 ± 2 | 62 ± 3 | 67 ± 2 |
| N | 42 ± 2 | 38 ± 2 | 33 ± 2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kashkarov, E.B.; Obrosov, A.; Sutygina, A.N.; Uludintceva, E.; Mitrofanov, A.; Weiß, S. Hydrogen Permeation, and Mechanical and Tribological Behavior, of CrNx Coatings Deposited at Various Bias Voltages on IN718 by Direct Current Reactive Sputtering. Coatings 2018, 8, 66. https://doi.org/10.3390/coatings8020066
Kashkarov EB, Obrosov A, Sutygina AN, Uludintceva E, Mitrofanov A, Weiß S. Hydrogen Permeation, and Mechanical and Tribological Behavior, of CrNx Coatings Deposited at Various Bias Voltages on IN718 by Direct Current Reactive Sputtering. Coatings. 2018; 8(2):66. https://doi.org/10.3390/coatings8020066
Chicago/Turabian StyleKashkarov, Egor B., Aleksei Obrosov, Alina N. Sutygina, Elena Uludintceva, Andrei Mitrofanov, and Sabine Weiß. 2018. "Hydrogen Permeation, and Mechanical and Tribological Behavior, of CrNx Coatings Deposited at Various Bias Voltages on IN718 by Direct Current Reactive Sputtering" Coatings 8, no. 2: 66. https://doi.org/10.3390/coatings8020066
APA StyleKashkarov, E. B., Obrosov, A., Sutygina, A. N., Uludintceva, E., Mitrofanov, A., & Weiß, S. (2018). Hydrogen Permeation, and Mechanical and Tribological Behavior, of CrNx Coatings Deposited at Various Bias Voltages on IN718 by Direct Current Reactive Sputtering. Coatings, 8(2), 66. https://doi.org/10.3390/coatings8020066