
Fabrication of Photovoltaic Textiles


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Photovoltaic Cells and Fabrics
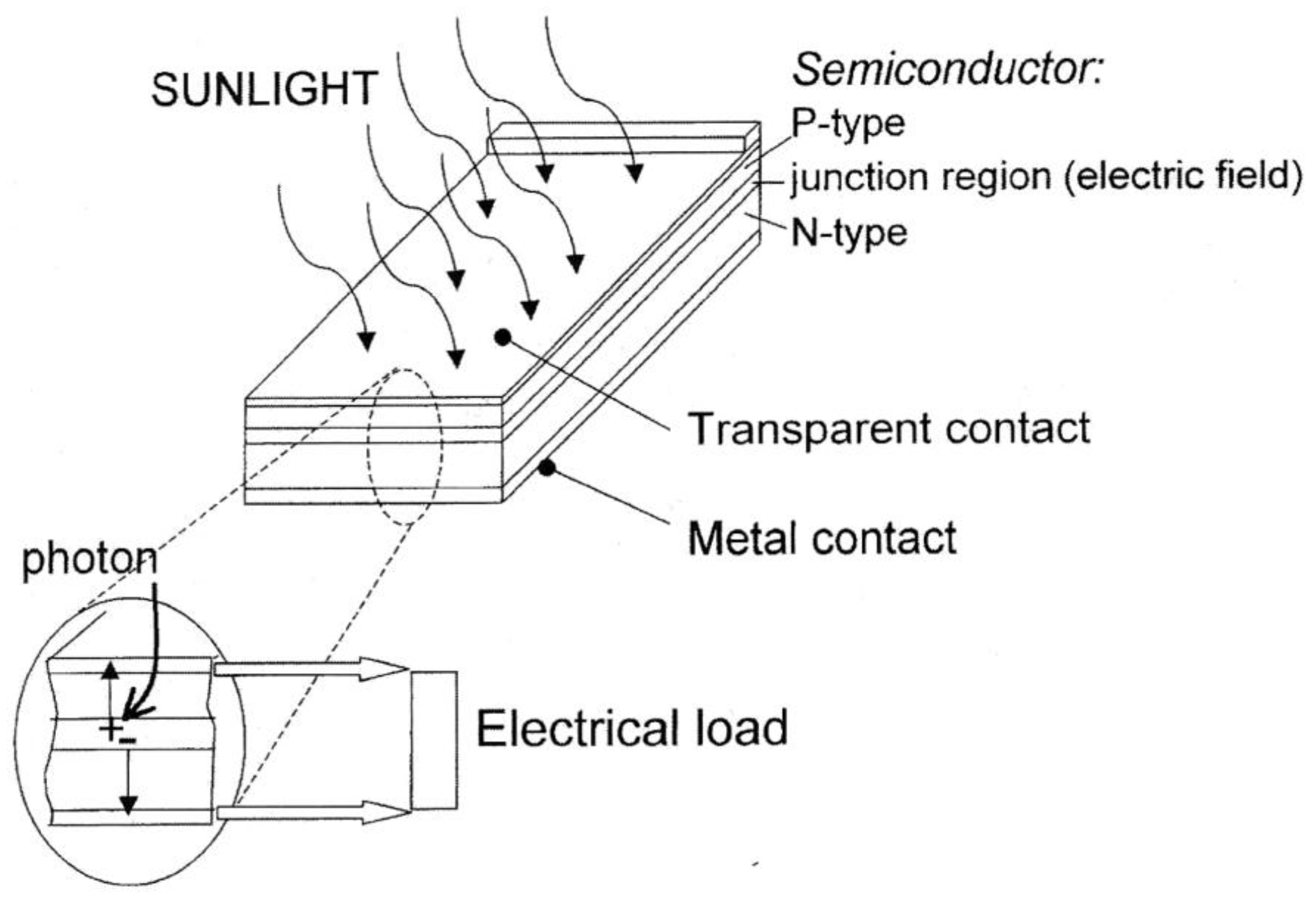
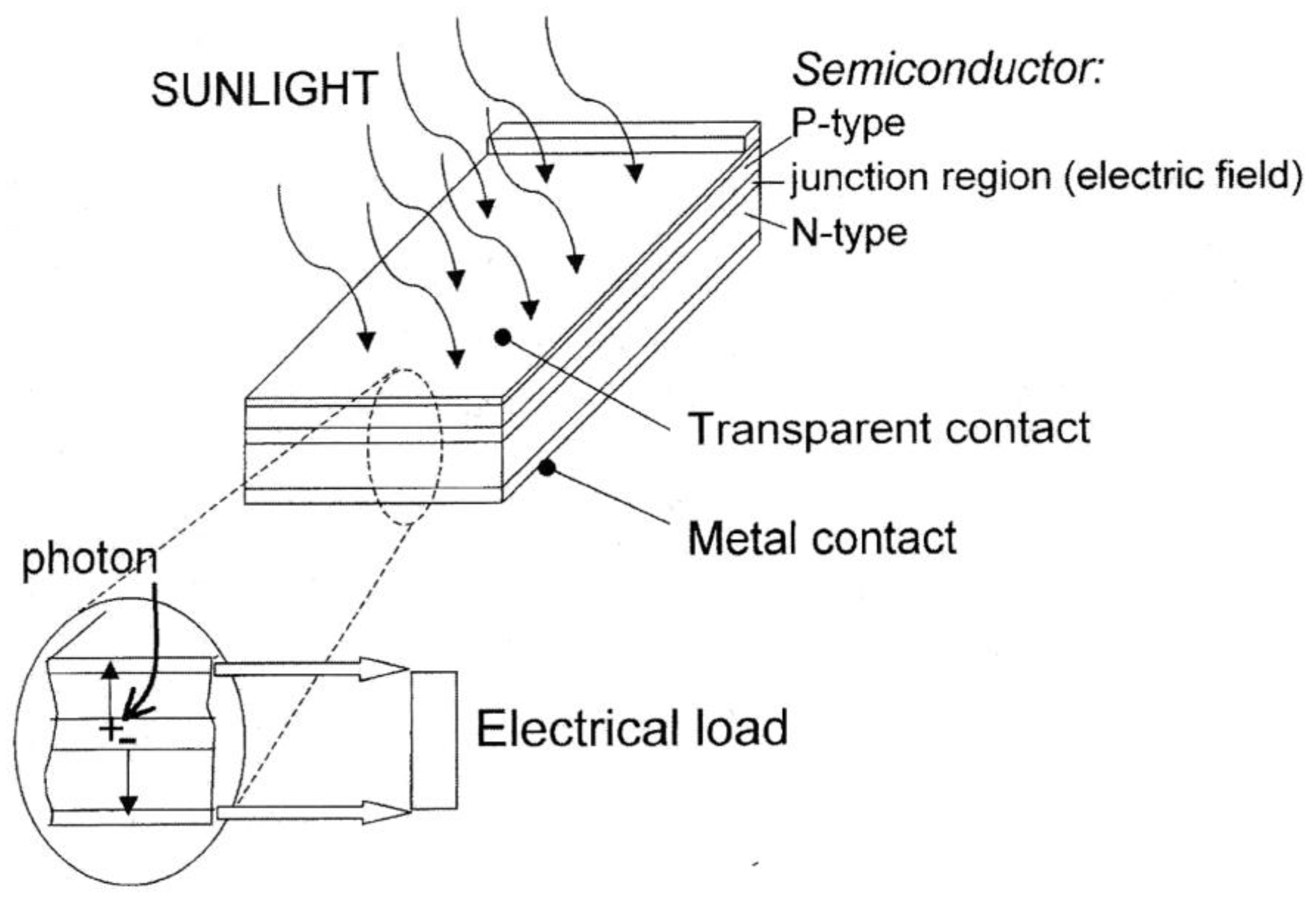
2.1. The Photovoltaic Effect and Its Realization
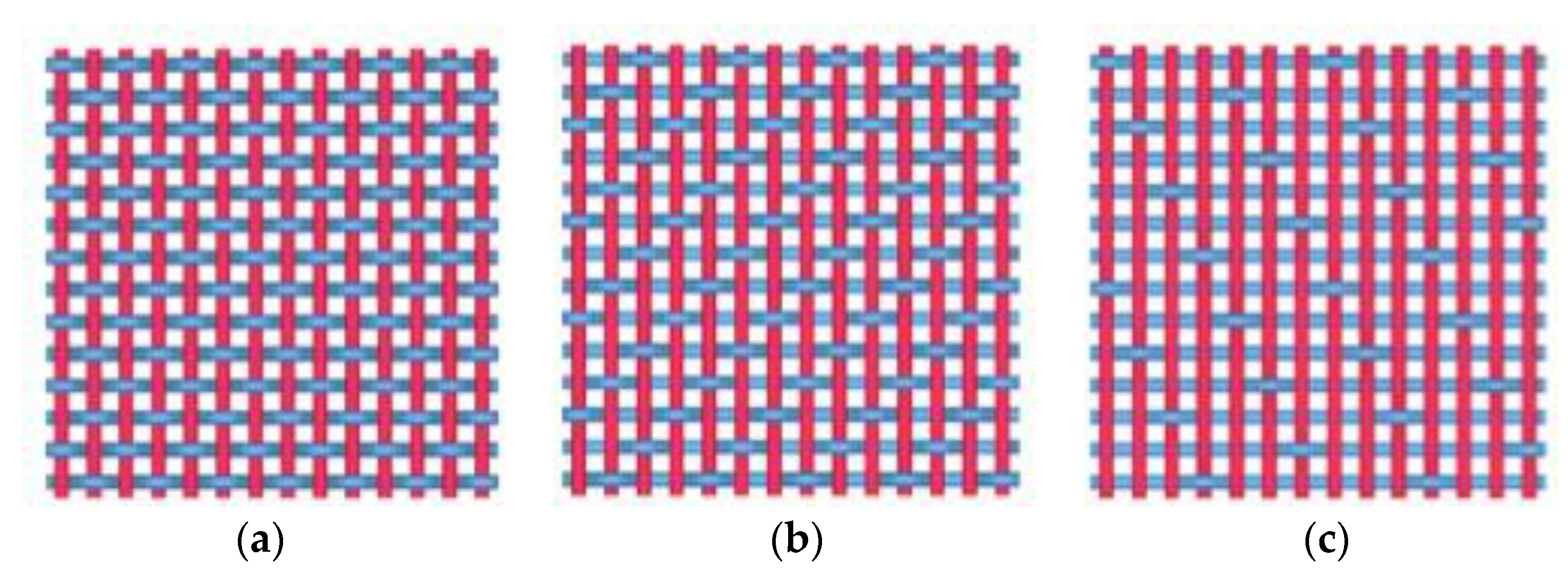
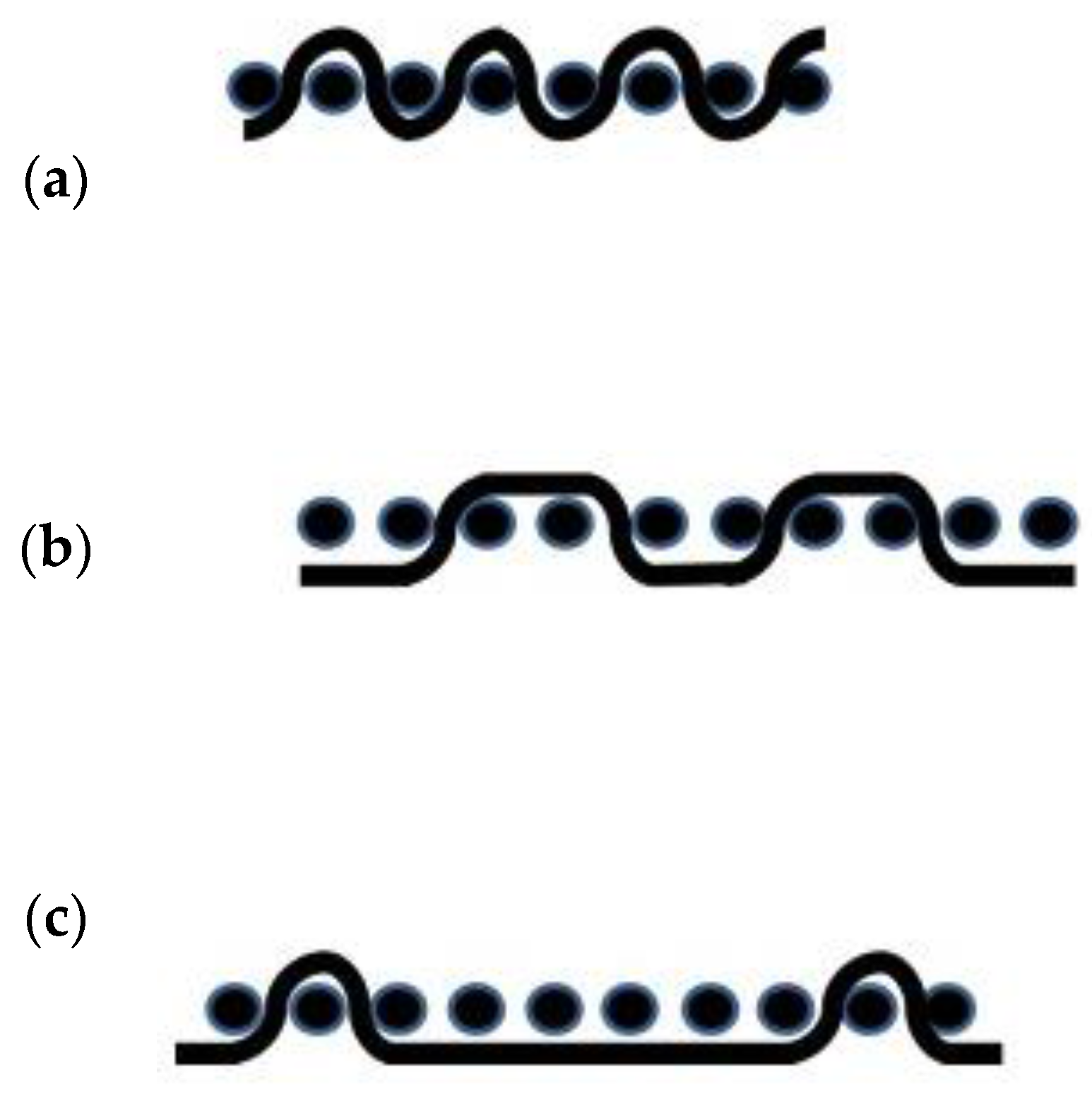
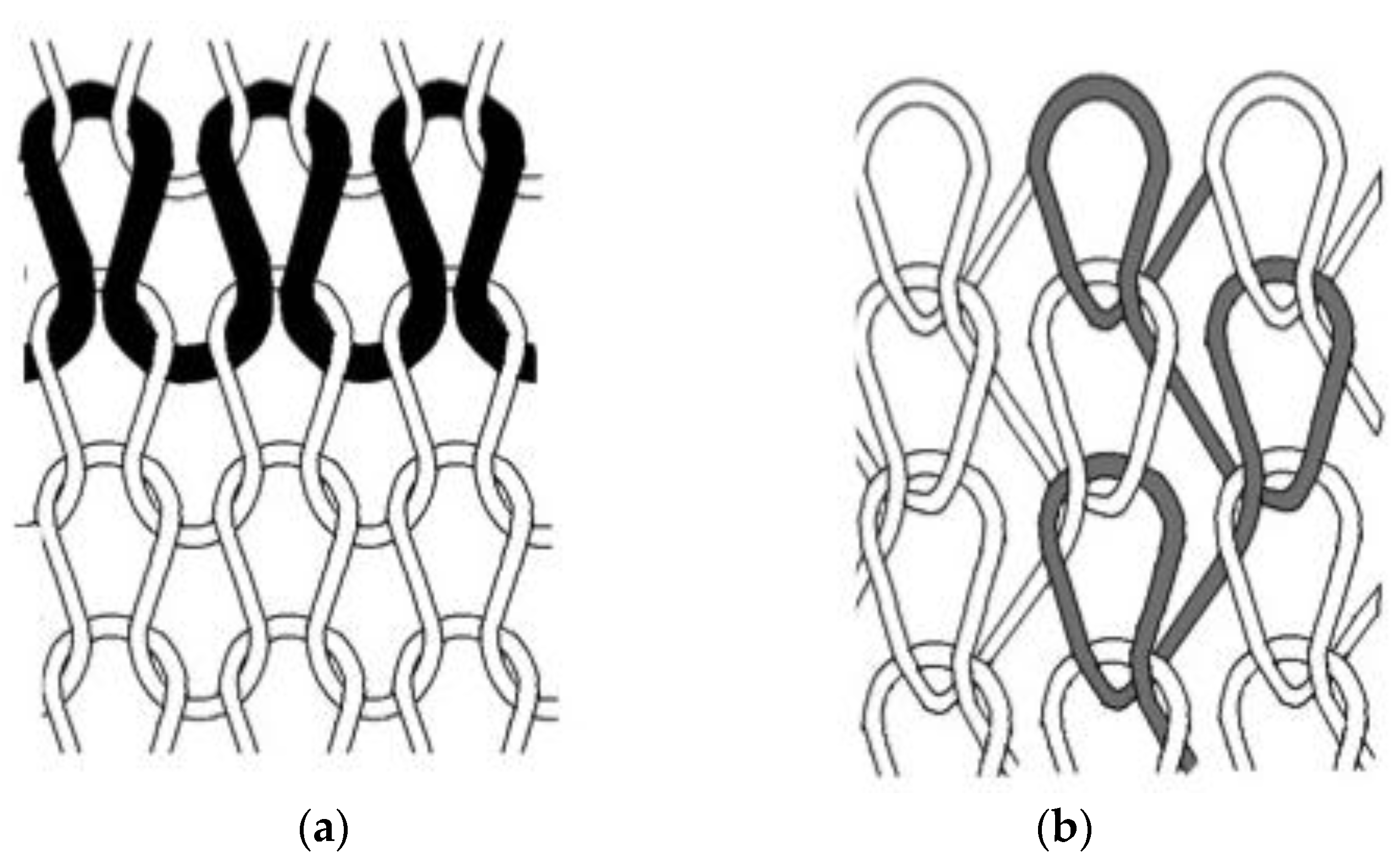
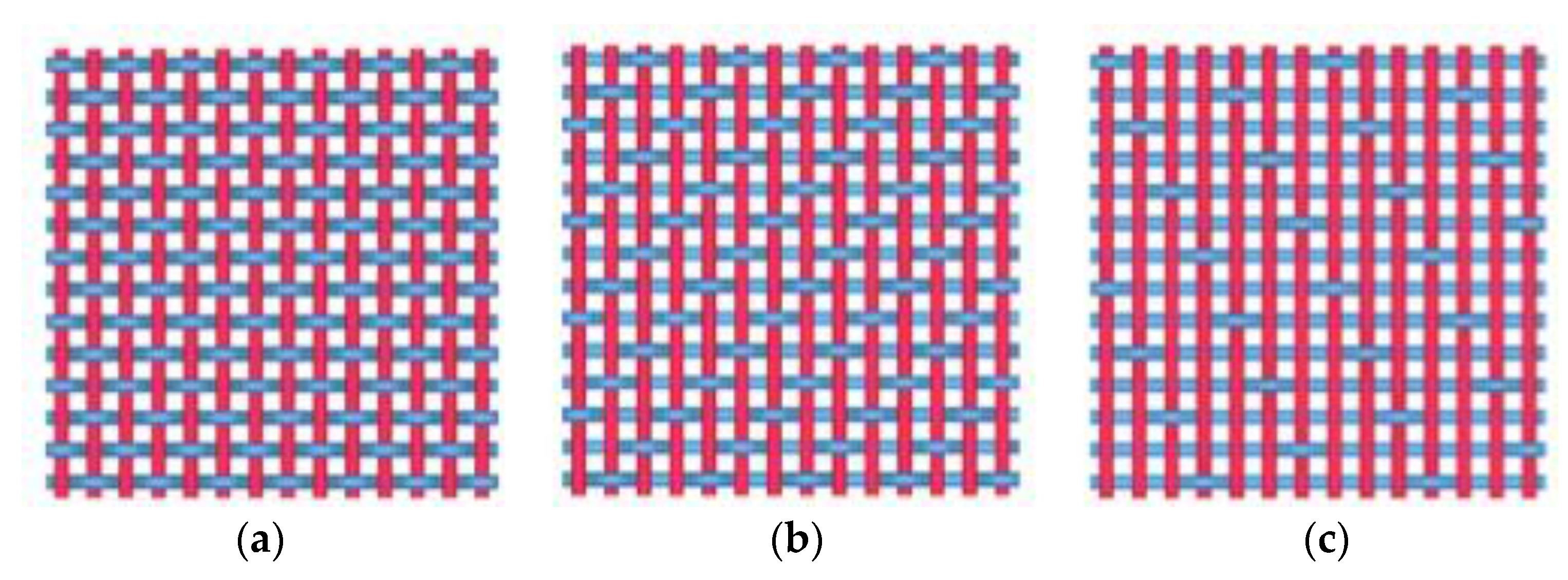
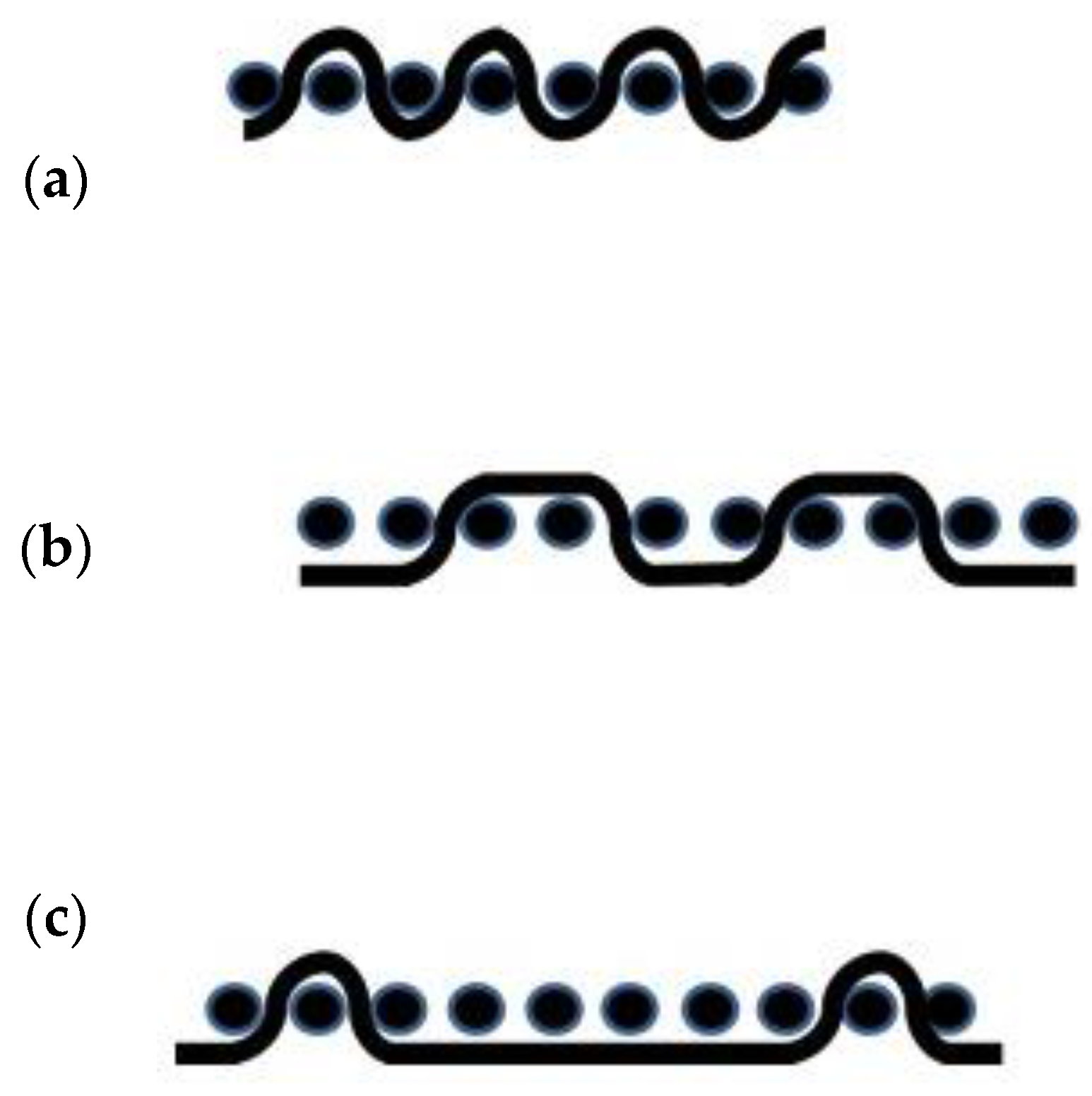
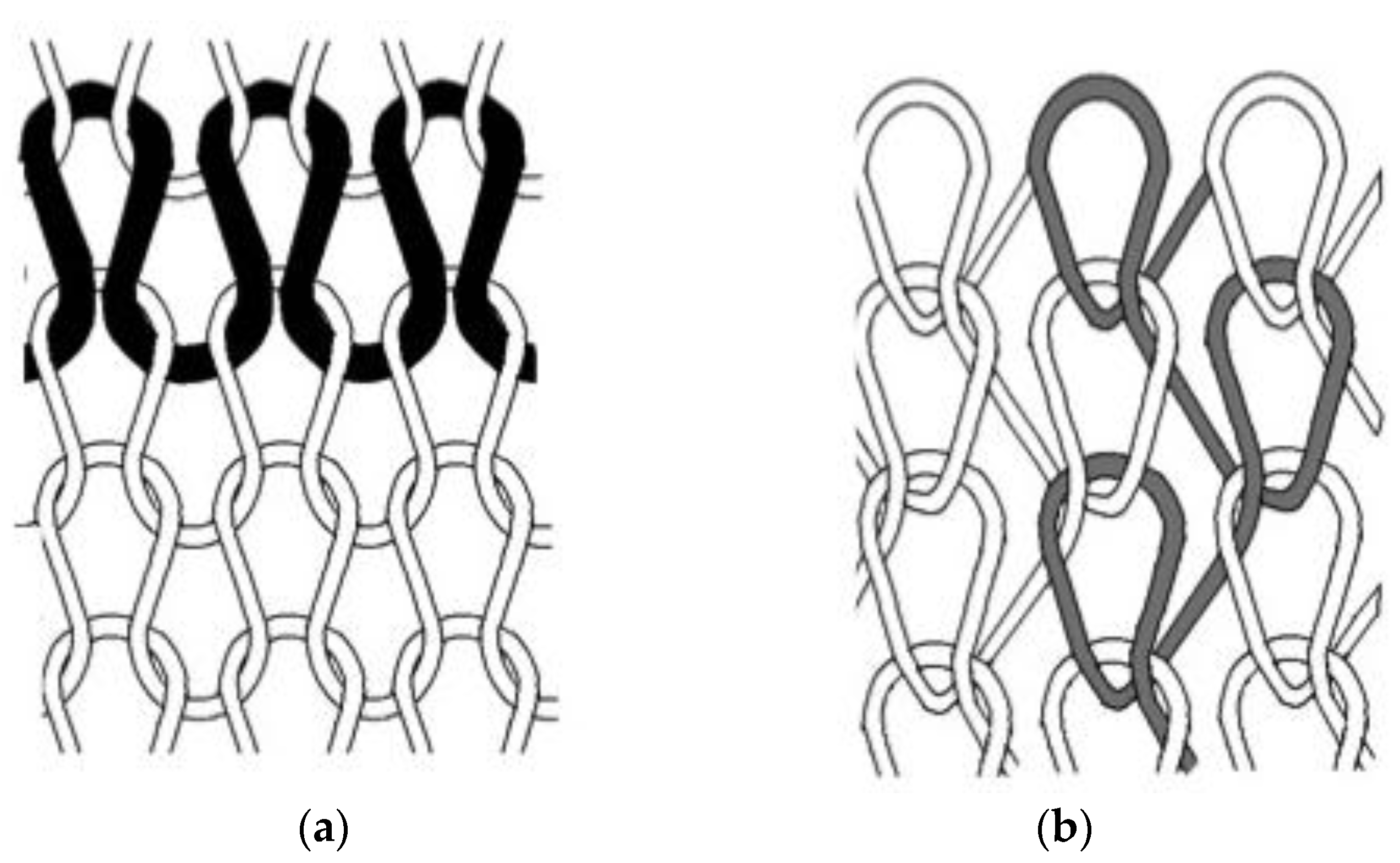
2.2. Textile Fabric Constructions
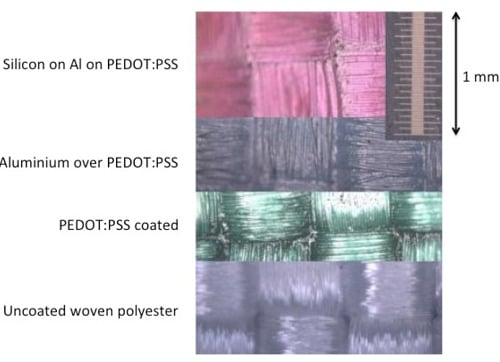
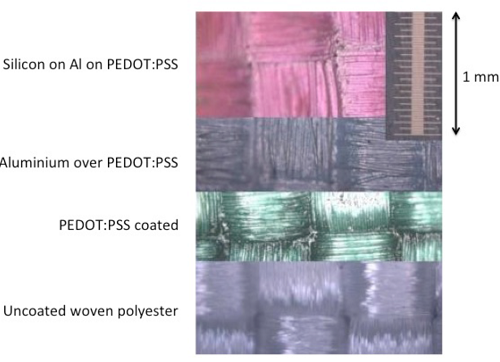
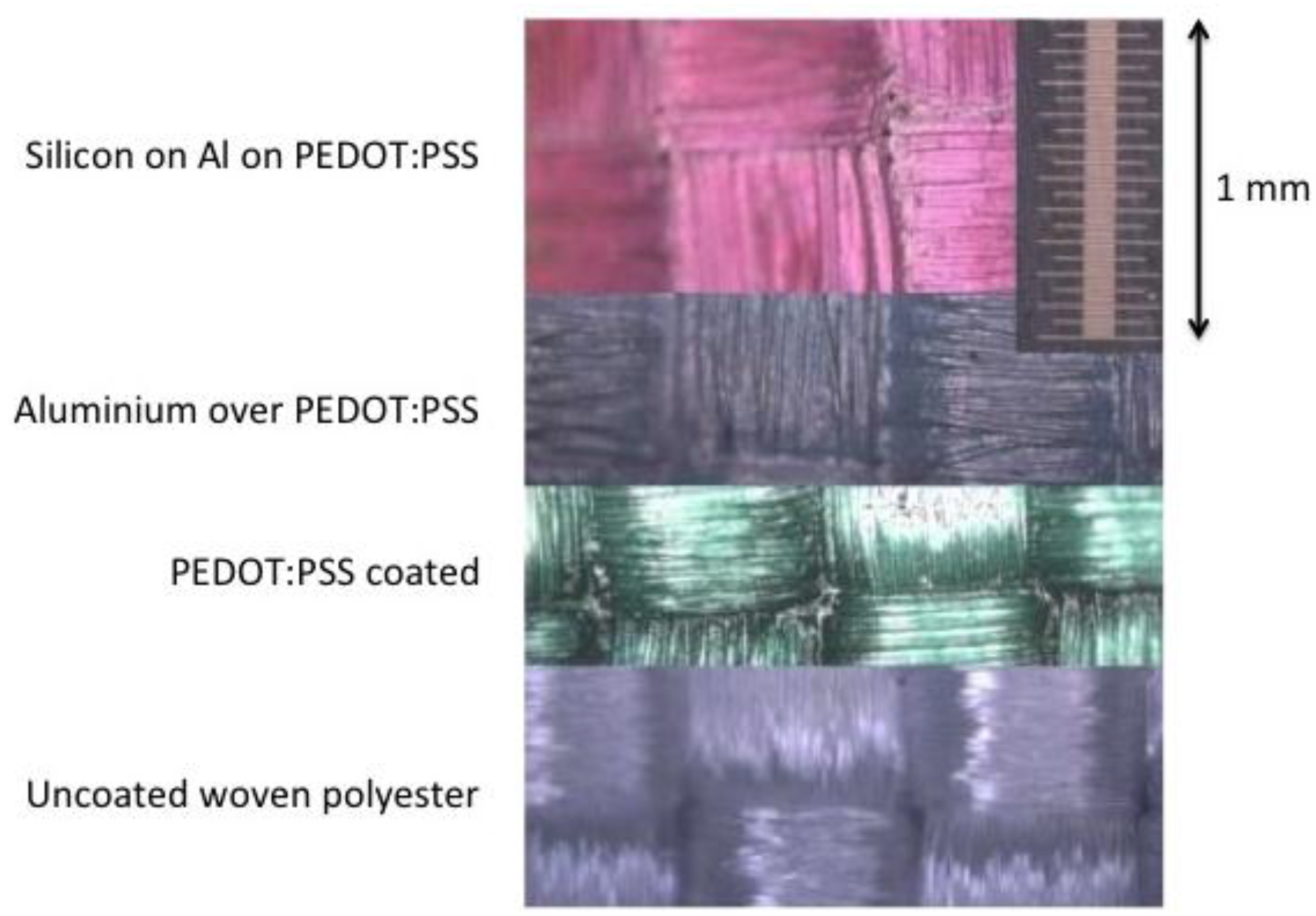
2.3. Making Fabrics Electrically Conducting
2.3.1. Conductive Fibres
2.3.2. Conductive Fabrics
3. Photovoltaic Textiles
- attachment of individual cells or photovoltaic films to a fabric;
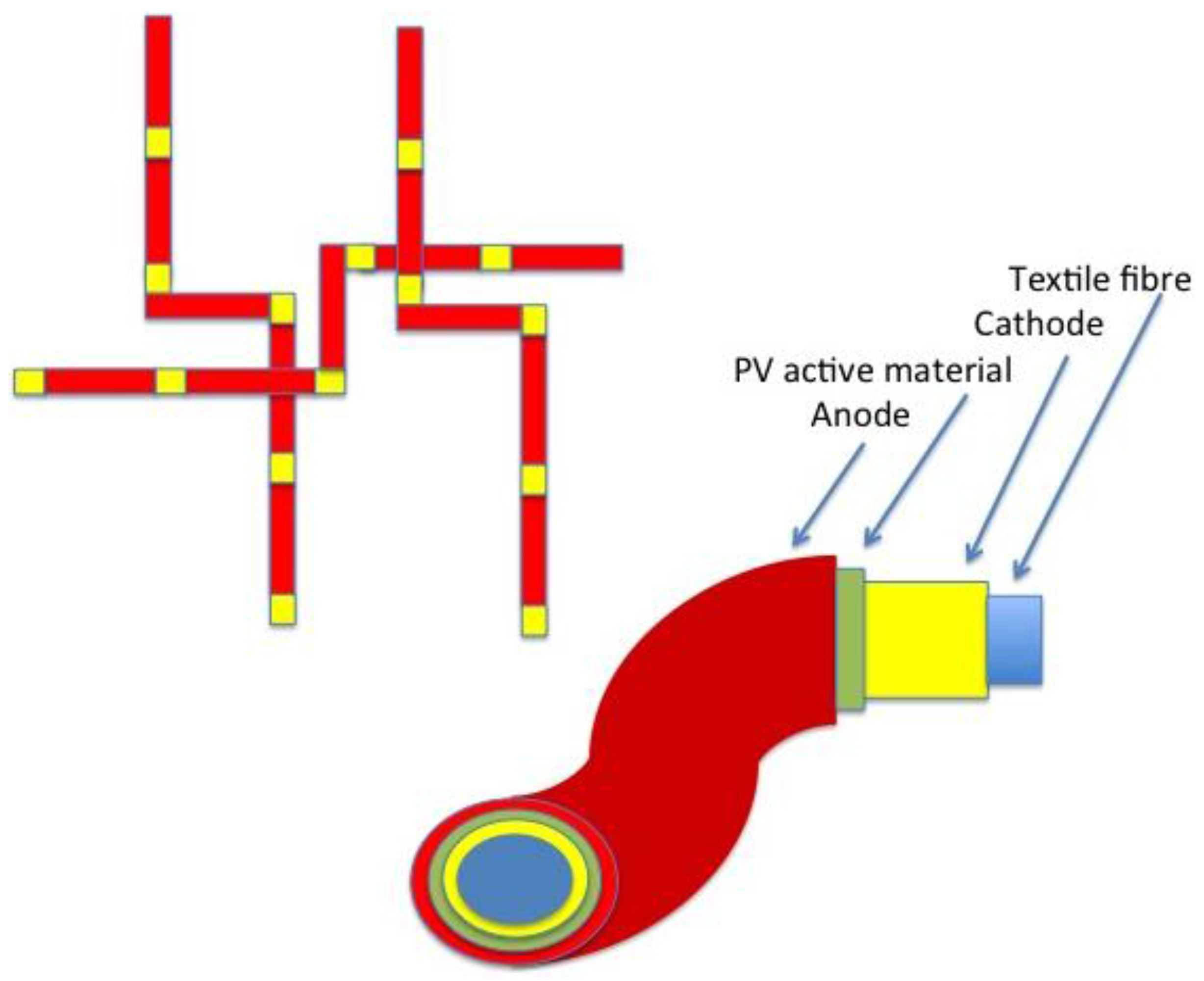
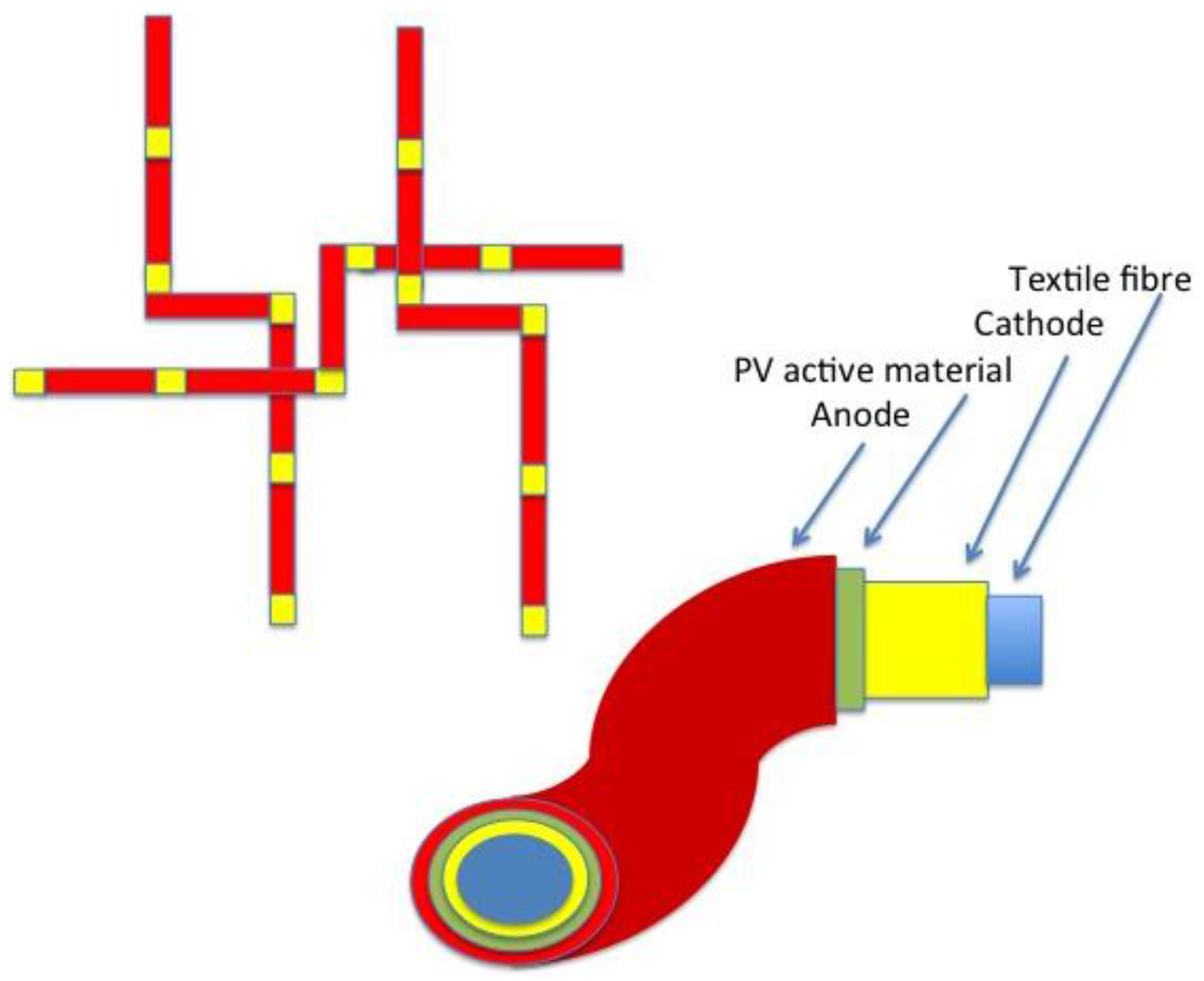
- weaving or knitting fibres that have been rendered photovoltaic;
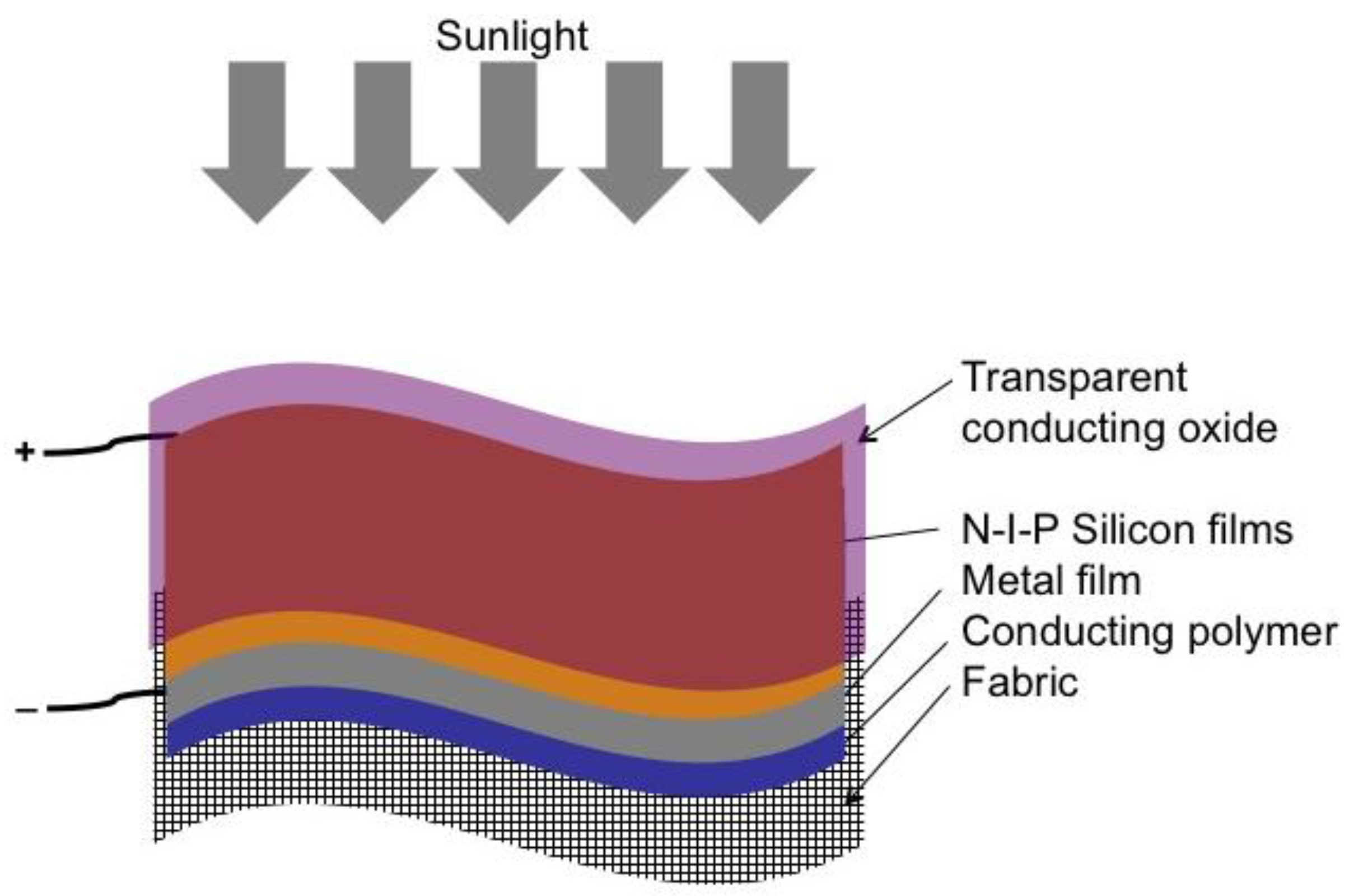
- direct deposition of photovoltaic cells on a fabric.
3.1. Photovoltaic Attachment
3.2. Photovoltaic Fibres
3.3. Photovoltaic Fabrics
4. Technological Specifications
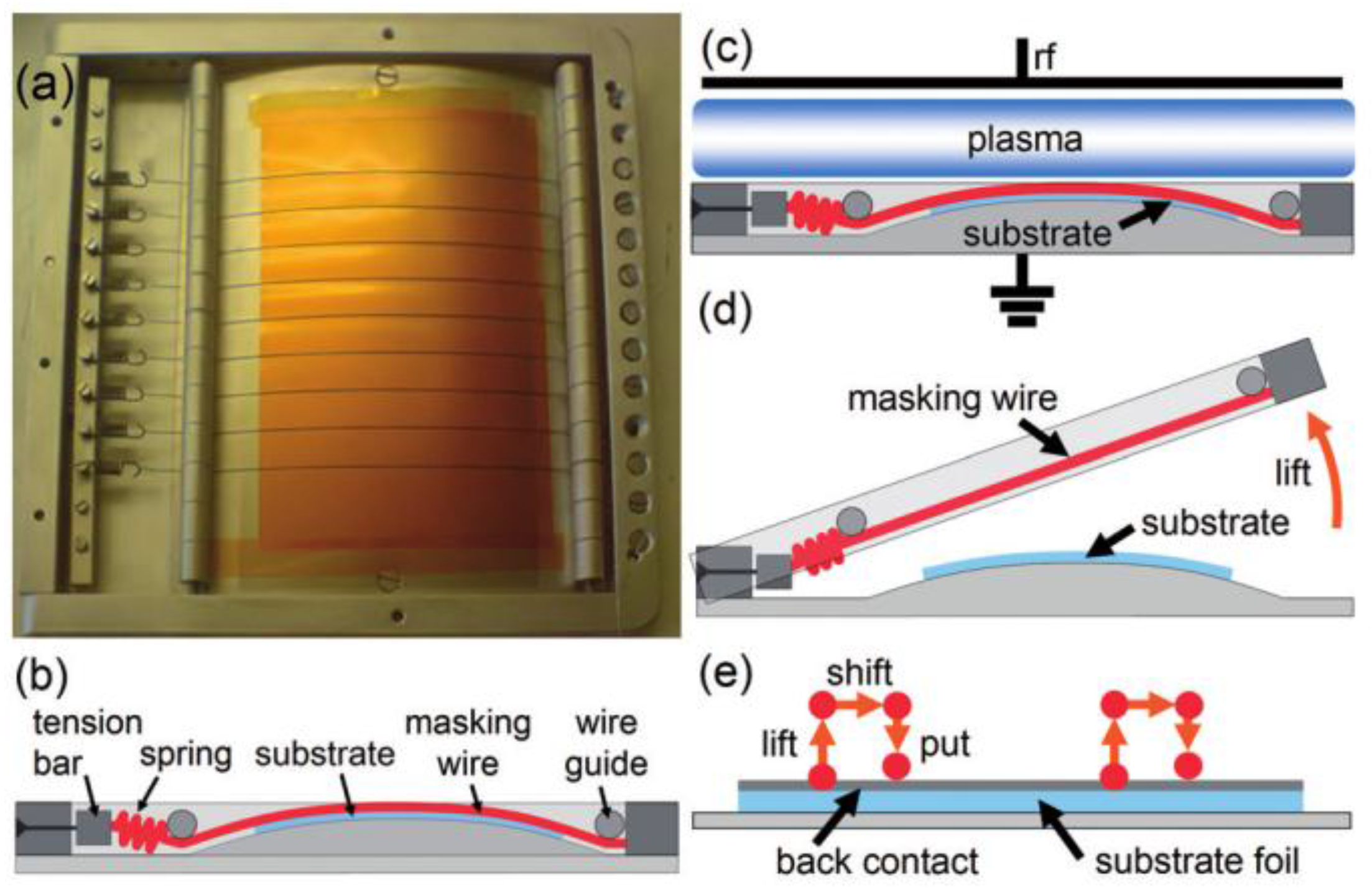
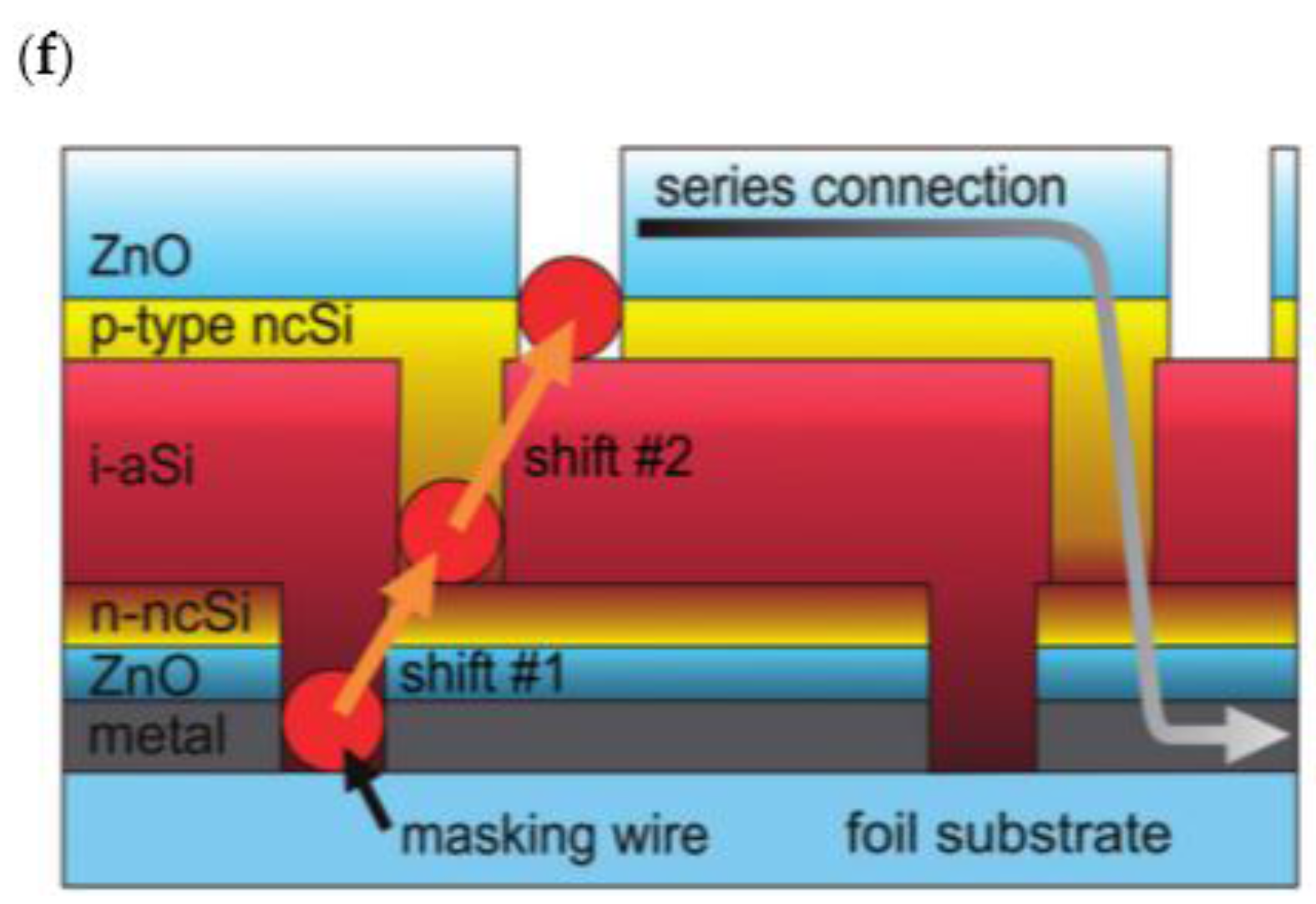
5. Manufacture of PV Fabrics
6. Applications
Acknowledgements
Author Contributions
Conflicts of Interest
References
- Zeng, W.; Shu, L.; Li, Q.; Chen, S.; Wang, F.; Tao, X. Fiber-Based Wearable Electronics: A Review of Materials, Fabrication, Devices, and Applications. Adv. Mater. 2014, 26, 5310–5336. [Google Scholar] [CrossRef] [PubMed]
- IEA Photovoltaic Power Systems Programme (PVPS). Trends 2016 in Photovoltaic Applications; IEA PVPS T1–30; IEA Photovoltaic Power Systems Programme (PVPS): St Ursen, Switzerland, 2016. [Google Scholar]
- Hatch, K.L. Textile Science; West Publishing Company: Minneapolis, MN, USA, 1993. [Google Scholar]
- Lind, A.H.N.; Mather, R.R.; Wilson, J.I.B. Input energy analysis of flexible solar cells on textile. IET Renew. Power Gener. 2015, 9, 514–519. [Google Scholar] [CrossRef]
- Chapin, D.M.; Fuller, C.S.; Pearson, G.L. A New Silicon p-n Junction Photocell for Converting Solar Radiation into Electrical Power. J. Appl. Phys. 1954, 25, 676–677. [Google Scholar] [CrossRef]
- Abdulrazzaq, O.A.; Saini, V.; Bourdo, S.; Dervishi, E.; Biris, A.S. Organic Solar Cells: A Review of Materials, Limitations, and Possibilities for Improvement. Part. Sci. Technol. 2013, 31, 427–442. [Google Scholar] [CrossRef]
- Cheng, P.; Zhan, X. Stability of organic solar cells: Challenges and strategies. Chem. Soc. Rev. 2016, 45, 2544–2582. [Google Scholar] [CrossRef] [PubMed]
- Sharma, M.; Pudasaini, P.R.; Ruiz-Zepeda, F.; Elam, D.; Ayon, A.A. Ultrathin, Flexible Organic–Inorganic Hybrid Solar Cells Based on Silicon Nanowires and PEDOT:PSS. ACS Appl. Mater. Interfaces 2014, 6, 4356–4363. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Shen, X.; Mu, X.; Zhang, J.; Sun, B.; Zeng, L.; Yang, L.; Wu, Y.; He, Y.; Yang, D. High Efficiency Organic/Silicon-Nanowire Hybrid Solar Cells: Significance of Strong Inversion Layer. Sci. Rep. 2015, 5, 17371. [Google Scholar] [CrossRef] [PubMed]
- Grätzel, M. Photoelectrochemical cells. Nature 2012, 414, 338–344. [Google Scholar] [CrossRef] [PubMed]
- Yang, L.; Barrows, A.T.; Lidzey, D.G.; Wang, T. Recent progress and challenges of organometal halide perovskite solar cells. Rep. Prog. Phys. 2016, 79, 026501. [Google Scholar] [CrossRef] [PubMed]
- Ye, M.; Hong, X.; Zhangac, F.; Liu, X. Recent advancements in perovskite solar cells: Flexibility, stability and large scale. J. Mater. Chem. A 2016, 4, 6755–6771. [Google Scholar] [CrossRef]
- Tan, H.; Jain, A.; Voznyy, O.; Lan, X.; García de Arquer, F.P.; Fan, J.Z.; Quintero-Bermudez, R.; Yuan, M.; Zhang, B.; Zhao, Y.; et al. Efficient and Stable Solution-Processed Planar Perovskite Solar Cells via Contact Passivation. Science 2017, 355, 722–726. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Zheng, X.; Bai, Y.; Padture, N.P.; Huang, J. Progress in Tandem Solar Cells Based on Hybrid Organic–Inorganic Perovskites. Adv. Energy Mater. 2017. [Google Scholar] [CrossRef]
- Green, M.A.; Emery, K.; Hishikawa, Y.; Warta, W.; Dunlop, E.D.; Levi, D.H.; Ho-Baillie, A.W.Y. Solar cell efficiency tables (version 49). Prog. Photovolt. 2017, 25, 3–13. [Google Scholar] [CrossRef]
- Fu, Y.; Lv, Z.; Hou, S.; Wu, H.; Wang, D.; Zhang, C.; Chu, Z.; Cai, X.; Fan, X.; Wang, Z.L.; et al. Conjunction of fiber solar cells with groovy micro-reflectors as highly efficient energy harvesters. Energy Environ. Sci. 2011, 4, 3379–3383. [Google Scholar] [CrossRef]
- Bosowski, P.; Hörr, M.; Mecnika, V.; Gries, T.; Jockenhövel, S. Design and manufacture of textile-based sensors. In Electronic Textiles, Smart Fabrics and Wearable Technology; Dias, T., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 75–107. [Google Scholar]
- Mecnika, V.; Scheulen, K.; Anderson, C.F.; Hörr, M.; Breckenfelder, C. Joining technologies for electronic textiles. In Electronic Textiles, Smart Fabrics and Wearable Technology; Dias, T., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 133–153. [Google Scholar]
- Stoppa, M.; Chiolerio, A. Wearable electronics and smart textiles: A critical review. Sensors 2014, 14, 11957–11992. [Google Scholar] [CrossRef] [PubMed]
- Malinauskas, A. Chemical deposition of conducting polymers. Polymer 2001, 42, 3957–3972. [Google Scholar] [CrossRef]
- Akbarov, D.; Baymuratov, B.; Akbarov, R.; Westbroek, P.; de Clerck, K.; Kiekens, P. Optimising process parameters in polyacrylonitrile production for metallization with nickel. Text. Res. J. 2005, 75, 197–202. [Google Scholar] [CrossRef]
- Sen, A.K. Coated Textiles: Principles and Applications; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Qu, H.; Skorobogatiy, M. Conductive polymer yarns for electronic textiles. In Electronic Textiles, Smart Fabrics and Wearable Technology; Dias, T., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 21–53. [Google Scholar]
- El-Sherif, M. Integration of fibre optic sensors and sensing networks into textile structures. In Wearable Electronics and Photonics; Tao, X., Ed.; Woodhead Publishing: Cambridge, UK, 2005; pp. 105–135. [Google Scholar]
- Post, E.R.; Orth, M.; Russo, P.R.; Gershenfeld, N. E-broidery: Design and fabrication of textile-based computing. IBM Syst. J. 2000, 39, 840–860. [Google Scholar] [CrossRef]
- Wang, Z.; Volakis, J.L.; Kiourti, A. Embroidered antennas for communication systems. In Wearable Electronics and Photonics; Tao, X., Ed.; Woodhead Publishing: Cambridge, UK, 2005; pp. 201–237. [Google Scholar]
- Margulis, G.Y.; Christoforo, M.G.; Lam, D.; Beiley, Z.M.; Bowring, A.R.; Bailie, C.D.; Salleo, A.; McGehee, M.D. Spray Deposition of Silver Nanowire Electrodes for Semitransparent Solid-State Dye-Sensitized Solar Cells. Adv. Energy Mater. 2013, 3, 1657–1663. [Google Scholar] [CrossRef]
- Galagan, Y.; Rubingh, J.J.M.; Andriessen, R.; Fan, C.; Blom, P.W.M.; Veenstra, S.C.; Kroon, J.M. ITO-free flexible organic solar cells with printed current collecting grids. Sol. Energy Mater. Sol. Cells 2011, 95, 1339–1343. [Google Scholar] [CrossRef]
- Diyaf, A.G.; Mather, R.R.; Wilson, J.I.B. Contacts on polyester textile as a flexible substrate for solar cells. IET Renew. Power Gener. 2014, 8, 444–450. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X.; Lin, T. Conductive coatings for textiles. In Smart Textiles Coatings and Laminates; Smith, W.C., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 155–188. [Google Scholar]
- Wilson, J.I.B.; Mather, R.R. Photovoltaic energy harvesting for intelligent textiles. In Electronic Textiles, Smart Fabrics and Wearable Technology; Dias, T., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 155–171. [Google Scholar]
- Krebs, F.C.; Hösel, M. The solar textile challenge: How it will not work and where it might. ChemSusChem 2015, 8, 966–969. [Google Scholar] [CrossRef] [PubMed]
- Krebs, F.C.; Biancardo, M.; Winther-Jensen, B.; Spanggard, H.; Alstrup, J. Strategies for incorporation of polymer photovoltaics into garments and textiles. Sol. Energy Mater. Sol. Cells 2006, 90, 1058–1067. [Google Scholar] [CrossRef]
- Lee, M.R.; Eckert, R.D.; Forberich, K.; Dennler, G.; Brabec, C.J.; Gaudiana, R.A. Solar powered wires based on organic photovoltaic materials. Science 2009, 324, 232–235. [Google Scholar] [CrossRef] [PubMed]
- Pan, S.W.; Yang, Z.B.; Li, H.P.; Qiu, L.B.; Sun, H.; Peng, H.S. Efficient Dye-Sensitized Photovoltaic Wires Based on an Organic Redox Electrolyte. J. Am. Chem. Soc. 2013, 135, 10622. [Google Scholar] [CrossRef] [PubMed]
- Sun, H.; You, X.; Yang, Z.; Deng, J.; Peng, H. Winding ultrathin, transparent, and electrically conductive carbon nanotube sheets into high-performance fiber-shaped dye-sensitized solar cells. J. Mater. Chem. A 2013, 1, 12422. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Z.; Wu, Z.; Guan, G.; Pan, S.; Zhang, Y.; Li, H.; Deng, J.; Sun, B.; Peng, H. Weaving Efficient Polymer Solar Cell Wires into Flexible Power Textiles. Adv. Energy Mater. 2014, 4, 1301750. [Google Scholar] [CrossRef]
- Yang, Z.; Deng, J.; Sun, X.; Li, H.; Peng, H. Stretchable, Wearable Dye-Sensitized Solar Cells. Adv. Mater. 2014, 26, 2643–2647. [Google Scholar] [CrossRef] [PubMed]
- Toivola, M.; Ferenets, M.; Lund, P.; Harlin, A. Photovoltaic fiber. Thin Solid Films 2009, 517, 2799–2802. [Google Scholar] [CrossRef]
- O’Connor, B.; Pipe, K.P.; Shtein, M. Fiber Based Organic Photovoltaic Devices. Appl. Phys. Lett. 2008, 92, 193306. [Google Scholar] [CrossRef]
- Peng, M.; Zou, D. Flexible fiber/wire-shaped solar cells in progress: Properties, materials, and designs. J. Mater. Chem. A 2015, 3, 20435. [Google Scholar] [CrossRef]
- Qiu, L.; Deng, J.; Lu, X.; Yang, Z.; Peng, H. Integrating perovskite solar cells into a flexible fiber. Angew. Chem. Int. Ed. 2014, 53, 10425–10428. [Google Scholar] [CrossRef] [PubMed]
- Bedeloglu, A.C.; Demir, A.; Bozkurt, Y.; Sariciftci, N.S. A Photovoltaic Fiber Design for Smart Textiles. Text. Res. J. 2010, 80, 1065–1074. [Google Scholar] [CrossRef]
- Yun, M.J.; Cha, S.I.; Seo, S.H.; Lee, D.Y. Highly Flexible Dye-sensitized Solar Cells Produced by Sewing Textile Electrodes on Cloth. Sci. Rep. 2014, 4, 5322. [Google Scholar] [CrossRef] [PubMed]
- Yun, M.J.; Cha, S.I.; Seo, S.H.; Kim, H.S.; Lee, D.Y. Insertion of Dye-Sensitized Solar Cells in Textiles using a Conventional Weaving Process. Sci. Rep. 2015, 5, 11022. [Google Scholar] [CrossRef] [PubMed]
- Zhang, N.; Chen, J.; Huang, Y.; Guo, W.; Yang, J.; Du, J.; Fan, X.; Tao, C. A Wearable All-Solid Photovoltaic Textile. Adv. Mater. 2016, 28, 263–269. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Huang, Y.; Zhang, N.; Zou, H.; Liu, R.; Tao, C.; Fan, X.; Wang, Z.L. Micro-cable structured textile for simultaneously harvesting solar and mechanical energy. Nat. Energy 2016, 138, 1–7. [Google Scholar] [CrossRef]
- Plentz, J.; Andra, G.; Pliewischkies, T.; Bruckner, U.; Eisenhawer, B.; Falk, F. Amorphous silicon thin-film solar cells on glass fiber textiles. Mater. Sci. Eng. B 2016, 204, 34–37. [Google Scholar] [CrossRef]
- Knittel, D.; Kontges, M.; Heinemeyer, F.; Schollmeyer, E. Coatings on textiles for Cu(In,Ga)Se2 photovoltaic cell formation on textile carriers: Preparation of Cu(In,Ga)Se2 solar cells on glass-fiber textiles. Appl. Polym. Sci. 2010, 115, 2763–2766. [Google Scholar] [CrossRef]
- Power Textiles Limited. Improvements in and Relating to Textiles Incorporating Photovoltaic Cells. Patent Applications No. WO 2009/133336 A2 and GB 1622, 2 May 2008. [Google Scholar]
- Bittkau, K.; Bottler, W.; Ermes, M.; Smirnov, V.; Finger, F. Light scattering at textured back contacts for N-I-P thin-film silicon solar cells. J. Appl. Phys. 2012, 111, 083101. [Google Scholar] [CrossRef]
- Naqavi, A.; Haug, F.; Soderstrom, K.; Battaglia, C.; Pader, V.; Scharf, T.; Herzig, H.P.; Ballif, C. Angular behavior of the absorption limit in thin film silicon solar cells. Prog. Photovolt. Res. Appl. 2013, 1002, 2371. [Google Scholar] [CrossRef]
- Kowalczeski, P.; Liscidini, M.; Andreani, L.C. Light trapping in thin-film solar cells with randomly rough and hybrid textures. Opt. Express 2013, 21, A808. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Sun, T.; Paudel, T.; Zhang, Y.; Ren, Z.; Kempa, K. Metamaterial-Plasmonic Absorber Structure for High Efficiency Amorphous Silicon Solar Cells. Nano Lett. 2012, 12, 440–445. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, B.H.; Nguyen, V.H.; Vu, D.L. Plasmonic enhancement of light trapping into organic solar cells. Adv. Nat. Sci. Nanosci. Nanotechnol. 2015, 6, 043002. [Google Scholar] [CrossRef]
- Yan, W.; Tao, Z.; Ong, T.M.B.; Gu, M. Highly efficient ultrathin-film amorphous silicon solar cells on top of imprinted periodic nanodot arrays. Appl. Phys. Lett. 2015, 106, 093902. [Google Scholar] [CrossRef]
- Burresi, M.; Pratesi, F.; Vynck, K.; Pasciolu, P.; Tormen, M.; Wiersma, D.S. Two-dimensional disorder of broadband, omnidirectional and polarization-insensitive absorption. Opt. Express 2013, 21, A268–A275. [Google Scholar] [CrossRef] [PubMed]
- Burresi, M.; Pratesi, F.; Riboli, F.; Wiersma, D.S. Complex photonic structures for light harvesting. Adv. Opt. Mater. 2015, 3, 722–743. [Google Scholar] [CrossRef] [PubMed]
- Apostolou, G.; Reinders, A.; Verwaal, M. Comparison of the indoor performance of 12 commercial PV products by a simple model. Energy Sci. Eng. 2016, 4, 69–85. [Google Scholar] [CrossRef]
- Shishoo, R. (Ed.) Plasma Technologies for Textiles; Woodhead Publishing Limited: Cambridge, UK, 2007. [Google Scholar]
- Schubert, M.B.; Merz, R. Flexible solar cells and modules. Philos. Mag. 2009, 89, 2623–2644. [Google Scholar] [CrossRef]
- Krebs, K.C. All solution roll-to-roll processed polymer solar cells free from indium-tin-oxide and vacuum coating steps. Org. Electron. 2009, 10, 761–768. [Google Scholar] [CrossRef]
- Gao, Z.; Bumgardner, C.; Song, N.; Zhang, Y.; Li, J.; Li, X. Cotton-textile-enabled flexible self-sustaining power packs via roll-to-roll fabrication. Nat. Commun. 2016, 7, 11586. [Google Scholar] [CrossRef] [PubMed]
- Ren, J.; Wang, C.; Zhang, X.; Carey, T.; Chen, K.; Yin, Y.; Torrisi, F. Environmentally-friendly conductive cotton fabric as flexible strain sensor based on hot press reduced graphene oxide. Carbon 2017, 111, 622–630. [Google Scholar] [CrossRef]
- Mbise, E.; Dias, T.; Hurley, W. Design and Manufacture of Heated Textiles. In Electronic Textiles: Smart Fabrics and Wearable Technology; Chapter, 6; Dias, T., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 117–132. [Google Scholar]
- Schubert, M.B.; Werner, J.H. Flexible solar cells for clothing. Mater. Today 2006, 9, 42–50. [Google Scholar] [CrossRef]
- Weng, W.; Chen, P.; He, S.; Sun, X.; Peng, H. Smart electronic textiles. Angew. Chem. Int. Ed. 2016, 55, 6140–6169. [Google Scholar] [CrossRef] [PubMed]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mather, R.R.; Wilson, J.I.B. Fabrication of Photovoltaic Textiles. Coatings 2017, 7, 63. https://doi.org/10.3390/coatings7050063
Mather RR, Wilson JIB. Fabrication of Photovoltaic Textiles. Coatings. 2017; 7(5):63. https://doi.org/10.3390/coatings7050063
Chicago/Turabian StyleMather, Robert R., and John I. B. Wilson. 2017. "Fabrication of Photovoltaic Textiles" Coatings 7, no. 5: 63. https://doi.org/10.3390/coatings7050063
APA StyleMather, R. R., & Wilson, J. I. B. (2017). Fabrication of Photovoltaic Textiles. Coatings, 7(5), 63. https://doi.org/10.3390/coatings7050063