Deposition of Photocatalytic TiO2 Coating by Modifying the Solidification Pathway in Plasma Spraying


Abstract
1. Introduction
2. Experimental
2.1. Atmospheric Plasma Spraying
2.2. Coating Characterization
2.3. Photocatalytic Activity
3. Results and Discussion
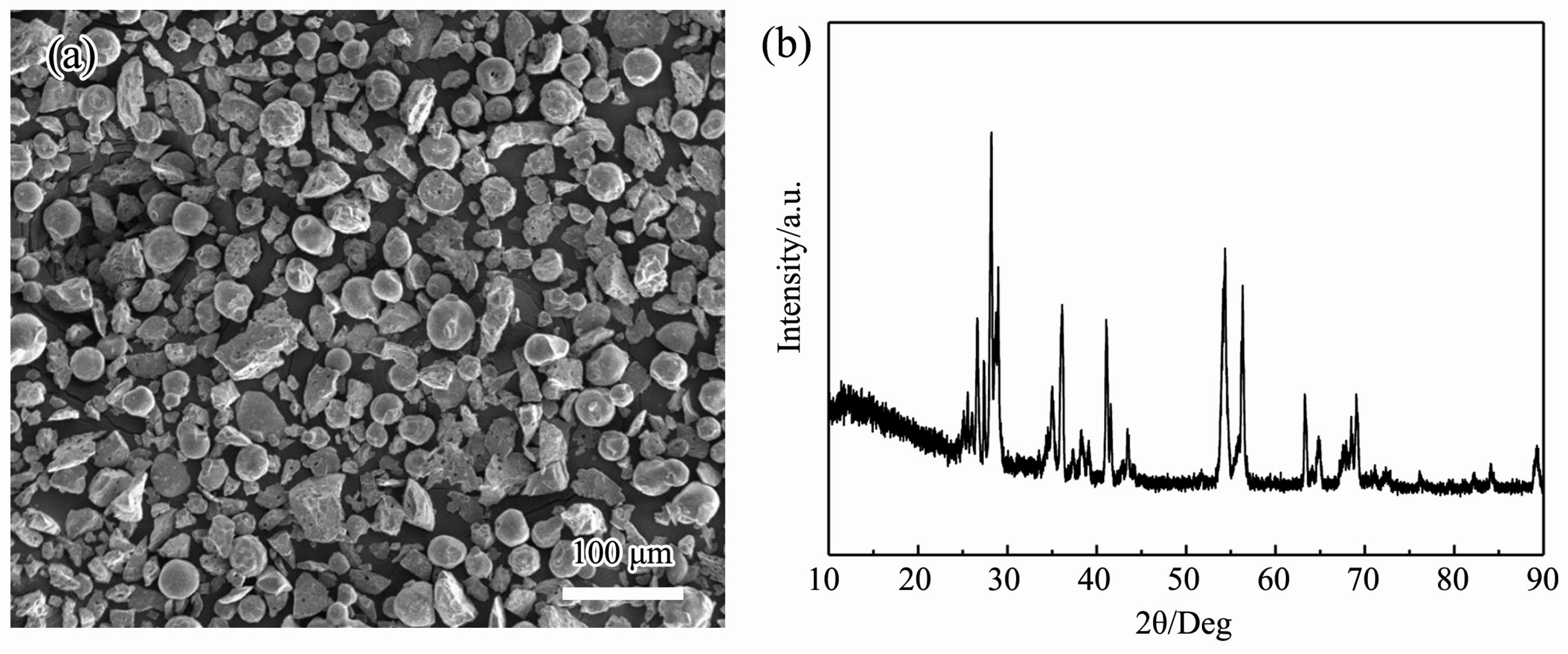
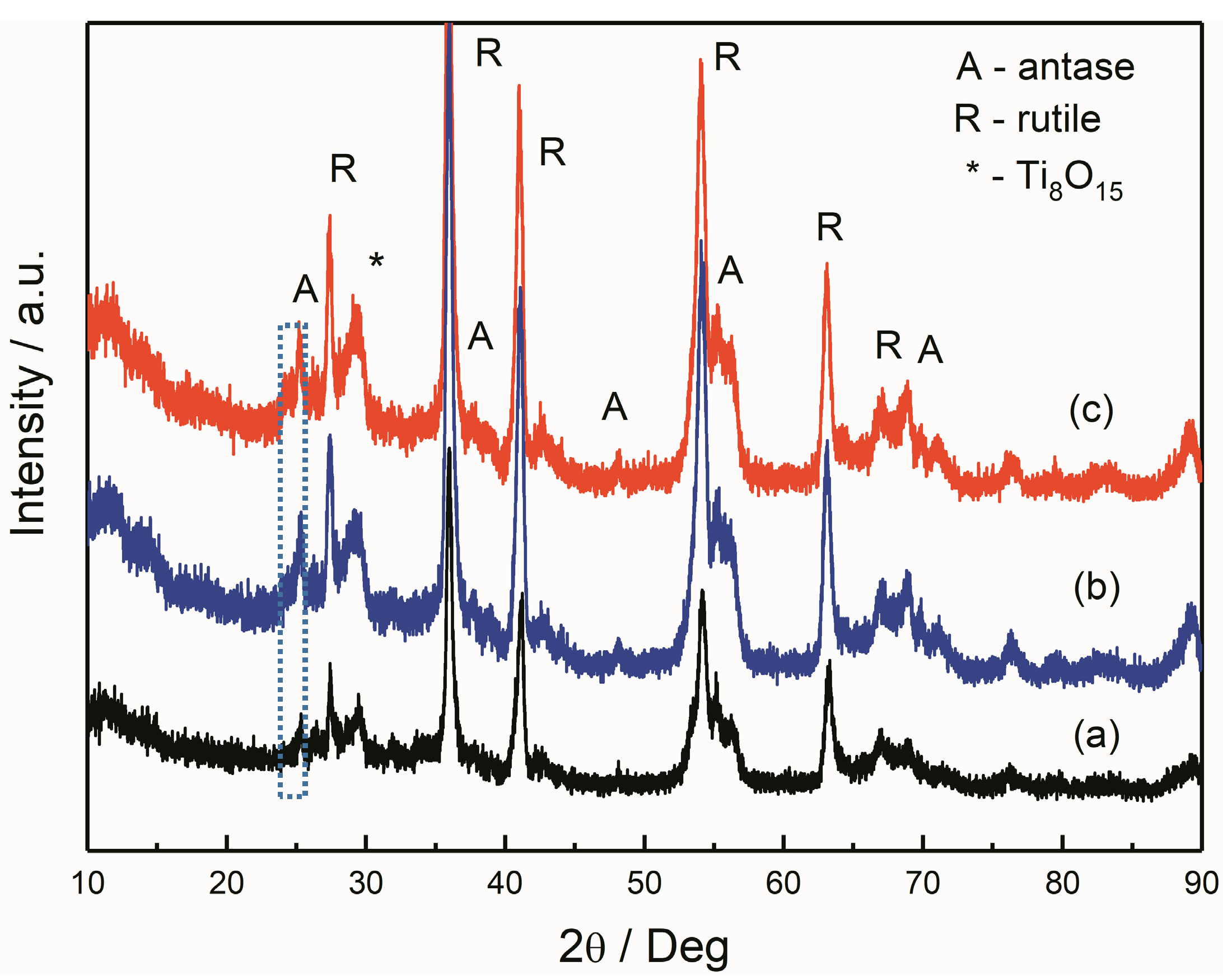
3.1. Crystal Structure and Phase Composition
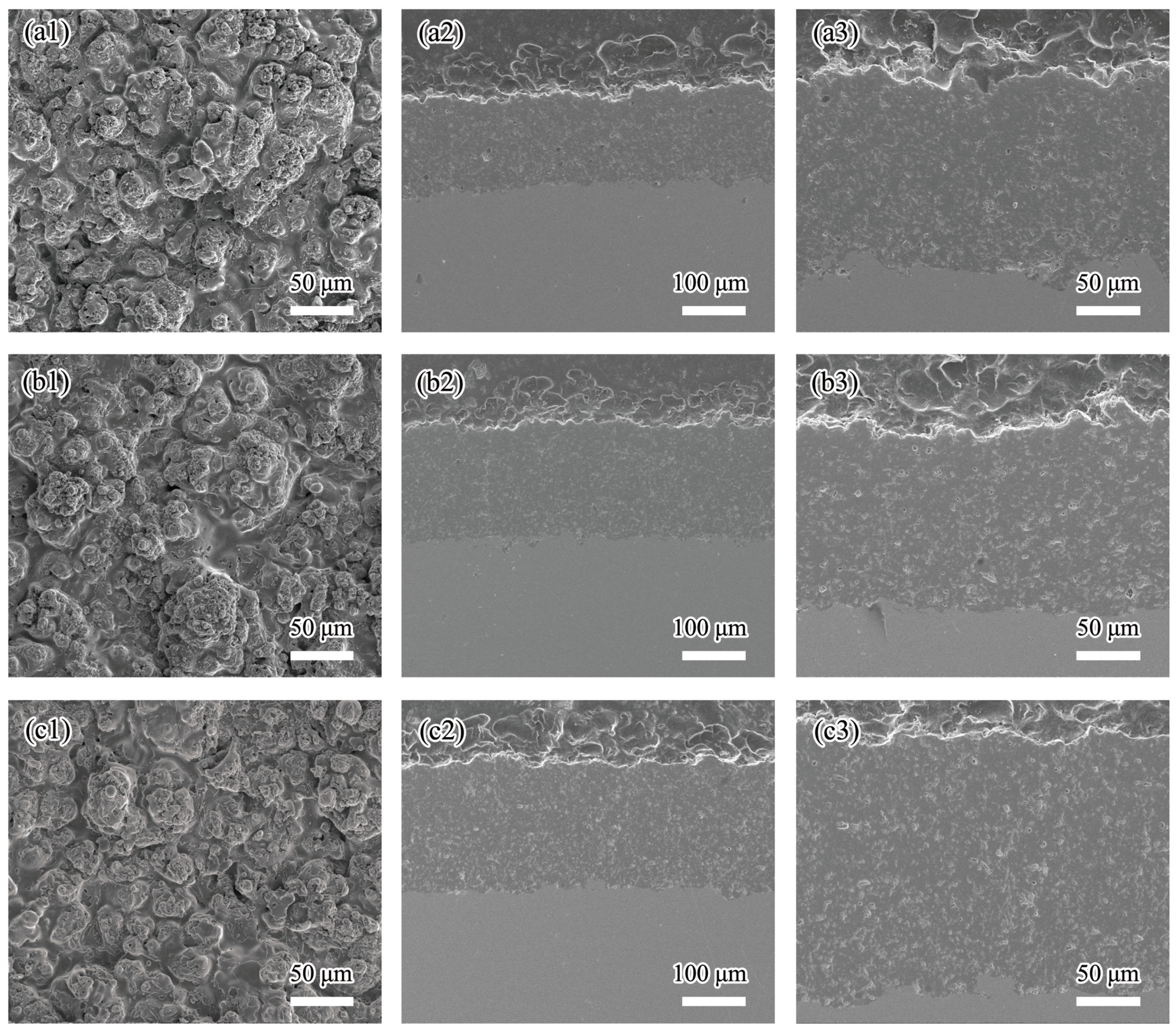
3.2. Morphology Characterization
3.3. Microhardness
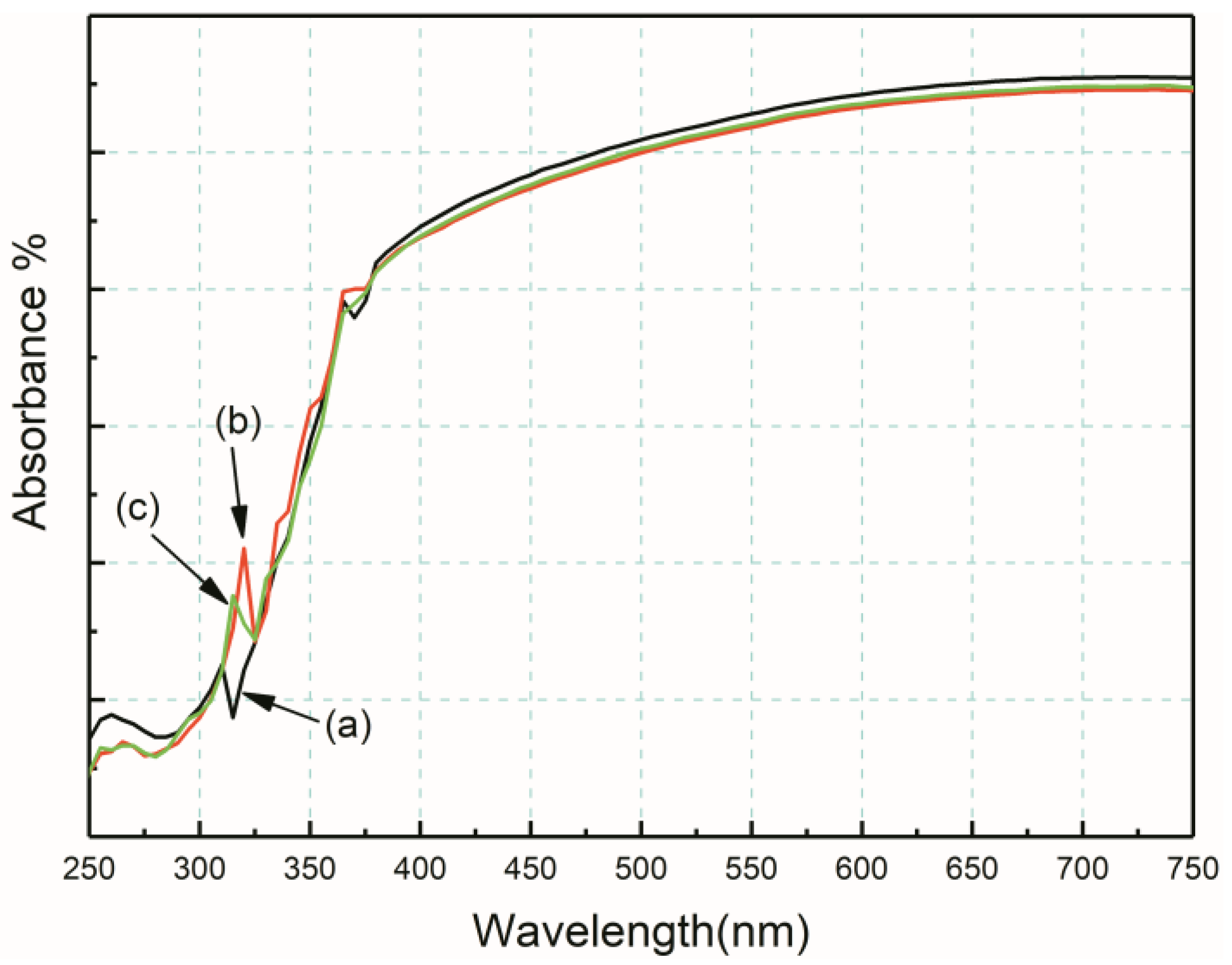
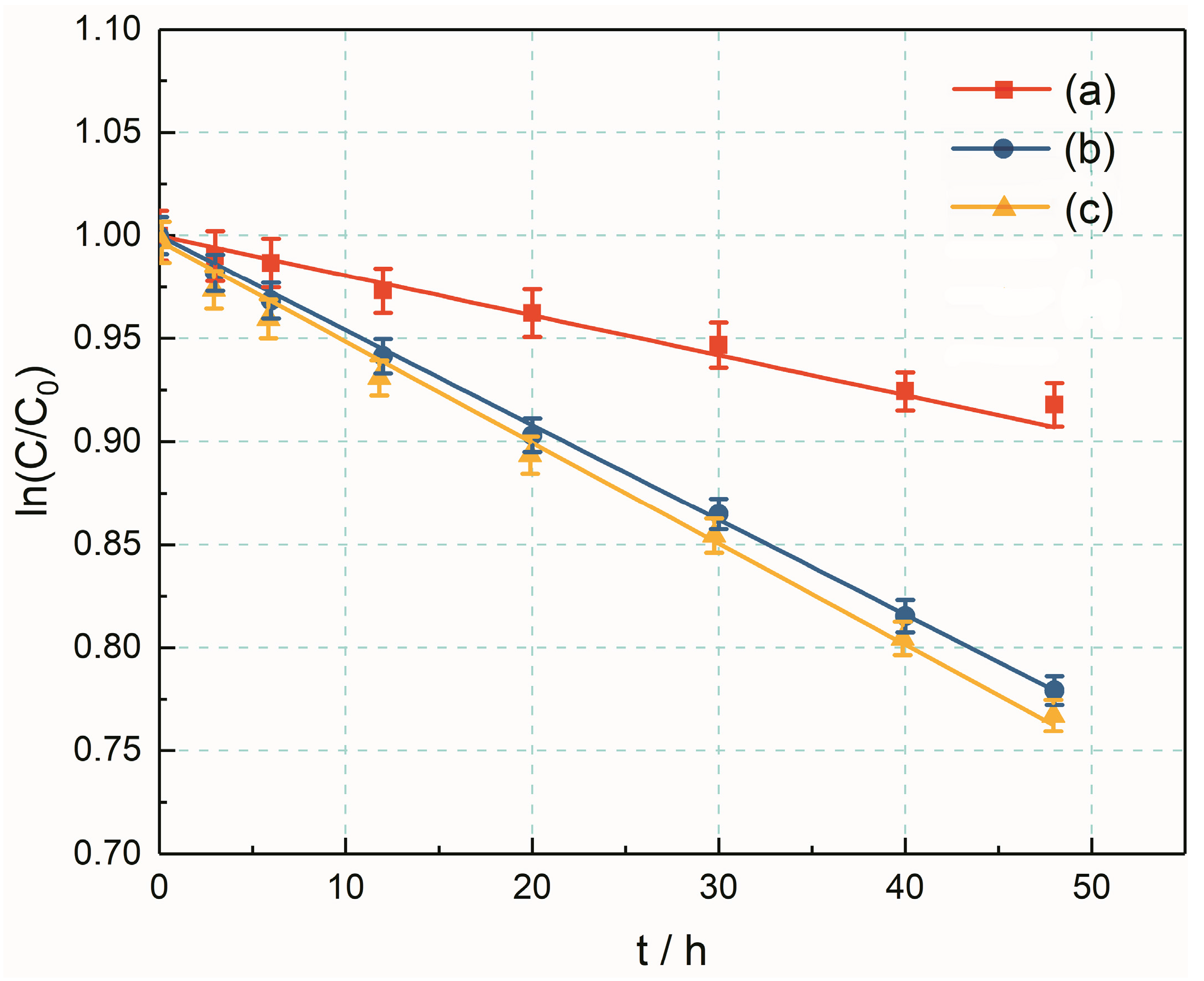
3.4. Photocatalytic Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Priyanka, K.P.; Revathy, V.R.; Rosmin, P.; Thrivedu, B.; Elsa, K.M.; Nimmymol, J.; Balakrishna, K.M.; Varghese, T. Influence of La doping on structural and optical properties of TiO2 nanocrystals. Mater. Charact. 2016, 113, 144–151. [Google Scholar] [CrossRef]
- Daram, P.; Banjongprasert, C.; Thongsuwan, W.; Jiansirisomboon, S. Microstructure and photocatalytic activities of thermal sprayed titanium dioxide/carbon nanotubes composite coatings. Surf. Coat. Technol. 2016, 306, 290–294. [Google Scholar] [CrossRef]
- Zelekew, O.A.; Kuo, D.-H.; Yassin, J.M.; Ahmed, K.E.; Abdullah, H. Synthesis of efficient silica supported TiO2/Ag2O heterostructured catalyst with enhanced photocatalytic performance. Appl. Surf. Sci. 2017, 410, 454–463. [Google Scholar] [CrossRef]
- Chung, L.; Chen, W.F.; Koshy, P.; Sorrell, C.C. Effect of Ce-doping on the photocatalytic performance of TiO2 thin films. Mater. Chem. Phys. 2017, 197, 236–239. [Google Scholar] [CrossRef]
- Cravanzola, S.; Jain, S.M.; Cesano, F.; Damin, A.; Scarano, D. Development of multifunctional TiO2/MWCNT hybrid composite grafted on stainless-steel grating. RSC Adv. 2015, 5, 103255–103264. [Google Scholar] [CrossRef]
- Quesada-Gonzalez, M.; Boscher, N.D.; Carmalt, C.J.; Parkin, I.P. Interstitial boron-doped TiO2 thin films: The significant effect of boron on TiO2 coatings grown by atmospheric pressure chemical vapor deposition. ACS Appl. Mater. Interfaces 2016, 8, 25024–25029. [Google Scholar] [CrossRef] [PubMed]
- Taherniya, A.; Raoufi, D. The annealing temperature dependence of anatase TiO2 thin films prepared by the electron-beam evaporation method. Semicond. Sci. Technol. 2016, 31, 125012. [Google Scholar] [CrossRef]
- Chava, R.K.; Lee, W.M.; Oh, S.Y.; Jeong, K.U.; Yu, Y.T. Improvement in light harvesting and device performance of dye sensitized solar cells using electrophoretic deposited hollow TiO2 NPs scattering layer. Sol. Energy Mater. Sol. Cells 2017, 161, 255–262. [Google Scholar] [CrossRef]
- Liu, C.F.; Huang, C.P.; Hu, C.C.; Juang, Y.J. Photoelectrochemical degradation of dye wastewater on TiO2-coated titanium electrode prepared by electrophoretic deposition. Sep. Purif. Technol. 2016, 165, 145–153. [Google Scholar] [CrossRef]
- Anitha, V.S.; Lekshmy, S.S.; Joy, K. Effect of annealing on the structural, optical, electrical and photocatalytic activity of ZrO2-TiO2 nanocomposite thin films prepared by sol-gel dip coating technique. J. Mater. Sci. Mater. Electron. 2017, 28, 10541–10554. [Google Scholar] [CrossRef]
- Mauer, G.; Guignard, A.; Vaßen, R. Plasma spraying of efficient photoactive TiO2 coatings. Surf. Coat. Technol. 2013, 220, 40–43. [Google Scholar] [CrossRef]
- Bozorgtabar, M.; Rahimipour, M.; Salehi, M.; Jafarpour, M. Structure and photocatalytic activity of TiO2 coatings deposited by atmospheric plasma spraying. Surf. Coat. Technol. 2011, 205, S229–S231. [Google Scholar] [CrossRef]
- Colmenares-Angulo, J.; Zhao, S.; Young, C.; Orlov, A. The effects of thermal spray technique and post-deposition treatment on the photocatalytic activity of TiO2 coatings. Surf. Coat. Technol. 2009, 204, 423–427. [Google Scholar] [CrossRef]
- Ctibor, P.; Seshadri, R.C.; Henych, J.; Nehasil, V.; Pala, Z.; Kotlan, J. Photocatalytic and electrochemical properties of single- and multi-layer sub-stoichiometric titanium oxide coatings prepared by atmospheric plasma spraying. J. Adv. Ceram. 2016, 5, 126–136. [Google Scholar] [CrossRef]
- Zhang, J.; Zhao, Z.; Wang, X.; Yu, T.; Guan, J.; Yu, Z.; Li, Z.; Zou, Z. Increasing the oxygen vacancy density on the TiO2 surface by La-doping for dye-sensitized solar cells. J. Phys. Chem. C 2010, 114, 18396–18400. [Google Scholar] [CrossRef]
- Rajender, G.; Giri, P.K. Strain induced phase formation, microstructural evolution and bandgap narrowing in strained TiO2 nanocrystals grown by ball milling. J. Alloy. Compd. 2016, 676, 591–600. [Google Scholar] [CrossRef]
- Berger-Keller, N.; Bertrand, G.; Filiatre, C.; Meunier, C.; Coddet, C. Microstructure of plasma-sprayed titania coatings deposited from spray-dried powder. Surf. Coat. Technol. 2003, 168, 281–290. [Google Scholar] [CrossRef]
- Chen, D.; Jordan, E.H.; Gell, M. Porous TiO2 coating using the solution precursor plasma spray process. Surf. Coat. Technol. 2008, 202, 6113–6119. [Google Scholar] [CrossRef]
- Shen, P.K.; He, C.; Chang, S.; Huang, X.; Tian, Z. Magnéli phase Ti8O15 nanowires as conductive carbon-free energy materials to enhance the electrochemical activity of palladium nanoparticles for direct ethanol oxidation. J. Mater. Chem. A 2015, 3, 14416–14423. [Google Scholar] [CrossRef]
- Dosta, S.; Robotti, M.; Garcia-Segura, S.; Brillas, E.; Cano, I.G.; Guilemany, J.M. Influence of atmospheric plasma spraying on the solar photoelectro-catalytic properties of TiO2 coatings. Appl. Catal. B Environ. 2016, 189, 151–159. [Google Scholar] [CrossRef]
- Hanaor, D.A.H.; Sorrell, C.C. Review of the anatase to rutile phase transformation. J. Mater. Sci. 2011, 46, 855–874. [Google Scholar] [CrossRef]
- Cizek, J.; Khor, K.A.; Dlouhy, I. In-flight temperature and velocity of powder particles of plasma-sprayed TiO2. J. Therm. Spray Technol. 2013, 22, 1320–1327. [Google Scholar] [CrossRef]
- Carneiro, J.O.; Azevedo, S.; Fernandes, F.; Freitas, E.; Pereira, M.; Tavares, C.J.; Lanceros-Méndez, S.; Teixeira, V. Synthesis of iron-doped TiO2 nanoparticles by ball-milling process: The influence of process parameters on the structural, optical, magnetic, and photocatalytic properties. J. Mater. Sci. 2014, 49, 7476–7488. [Google Scholar] [CrossRef]
- Toma, F.-L.; Berger, L.-M.; Shakhverdova, I.; Leupolt, B.; Potthoff, A.; Oelschlägel, K.; Meissner, T.; Gomez, J.A.I.; De Miguel, Y. Parameters influencing the photocatalytic activity of suspension-sprayed TiO2 coatings. J. Therm. Spray Technol. 2014, 23, 1037–1053. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spraying Parameters | Samples | ||
|---|---|---|---|
| TiO2-12-0 | TiO2-12-30 | TiO2-20-30 | |
| Spraying current (A) | 650 | 650 | 650 |
| Spraying voltage (V) | 69 | 69 | 69 |
| Primary gas Ar (L/min) | 40 | 40 | 40 |
| Secondary gas H2 (L/min) | 10 | 10 | 10 |
| Speed of feed disc (rpm) | 1.2 | 1.2 | 2.0 |
| Spraying distance (mm) | 100 | 100 | 100 |
| Flow rate (mL/min) | 0 | 30 | 30 |
| Items | Samples | ||
|---|---|---|---|
| TiO2-12-0 | TiO2-12-30 | TiO2-20-30 | |
| Anatase (Vol %) | 4.0 | 11.0 | 19.8 |
| Anatase crystallites average size (nm) | 30.4 | 22.2 | 19.9 |
| Rutile crystallites average size (nm) | 73.0 | 40.2 | 27.0 |
| Rate constant (h−1) | 0.0017 | 0.0045 | 0.0046 |
| R2 | 0.9965 | 0.9966 | 0.9894 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, K.; Liu, M.; Liu, X.; Deng, C.; Zhou, K. Deposition of Photocatalytic TiO2 Coating by Modifying the Solidification Pathway in Plasma Spraying. Coatings 2017, 7, 169. https://doi.org/10.3390/coatings7100169
Wen K, Liu M, Liu X, Deng C, Zhou K. Deposition of Photocatalytic TiO2 Coating by Modifying the Solidification Pathway in Plasma Spraying. Coatings. 2017; 7(10):169. https://doi.org/10.3390/coatings7100169
Chicago/Turabian StyleWen, Kui, Min Liu, Xuezhang Liu, Chunming Deng, and Kesong Zhou. 2017. "Deposition of Photocatalytic TiO2 Coating by Modifying the Solidification Pathway in Plasma Spraying" Coatings 7, no. 10: 169. https://doi.org/10.3390/coatings7100169
APA StyleWen, K., Liu, M., Liu, X., Deng, C., & Zhou, K. (2017). Deposition of Photocatalytic TiO2 Coating by Modifying the Solidification Pathway in Plasma Spraying. Coatings, 7(10), 169. https://doi.org/10.3390/coatings7100169