
Thermal Protection of Carbon Fiber-Reinforced Composites by Ceramic Particles




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Carbon Fiber-Reinforced (CRE) Composite
2.1.2. Ceramic Micro-Particles for Surface Coatings
2.1.3. Binder
2.2. Sample Preparation
2.2.1. Carbon Fiber-Reinforced Epoxy (CRE) Composite Laminate
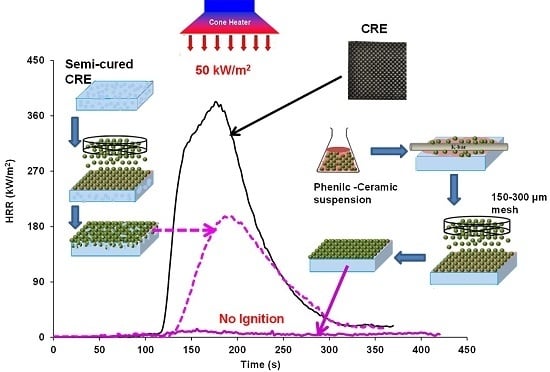
2.2.2. Ceramic Coatings on CRE Composites Using a Phenolic Resin Binder
2.2.3. Ceramic Coatings on Semi-Cured CRE Composites
2.3. Physical and Morphological Characterization of Coatings
2.4. Flammability and Thermal Barrier Study
2.5. Durability of Coatings
2.6. Mechanical Testing
3. Results and Discussion
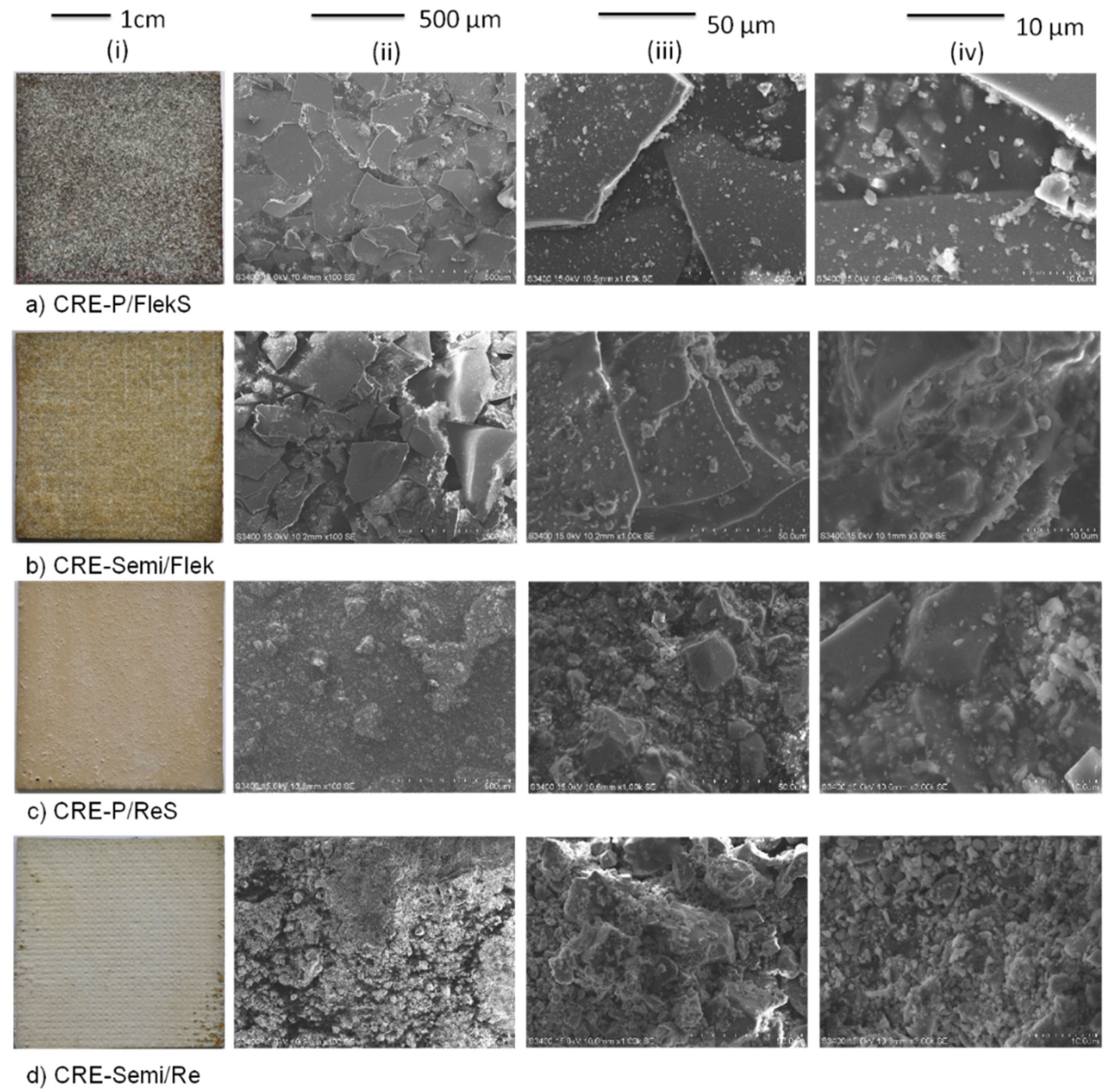
3.1. Surface Characterisation
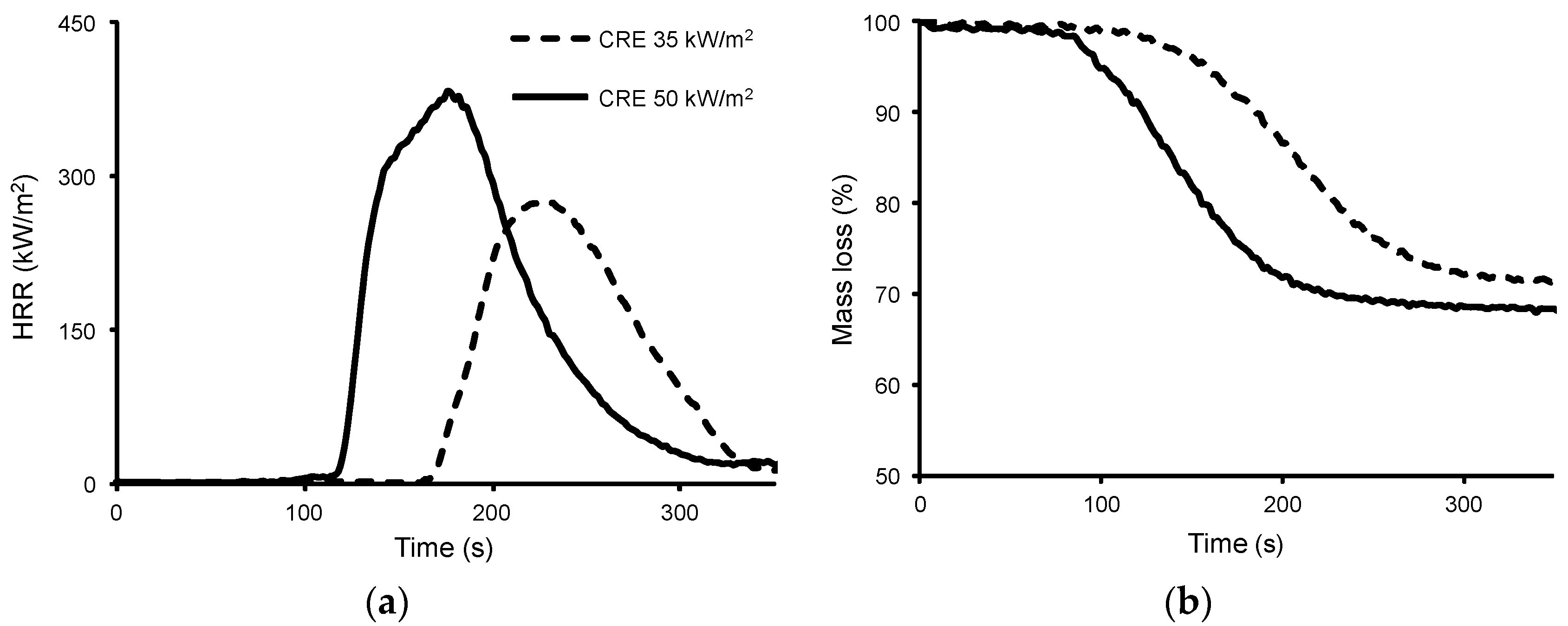
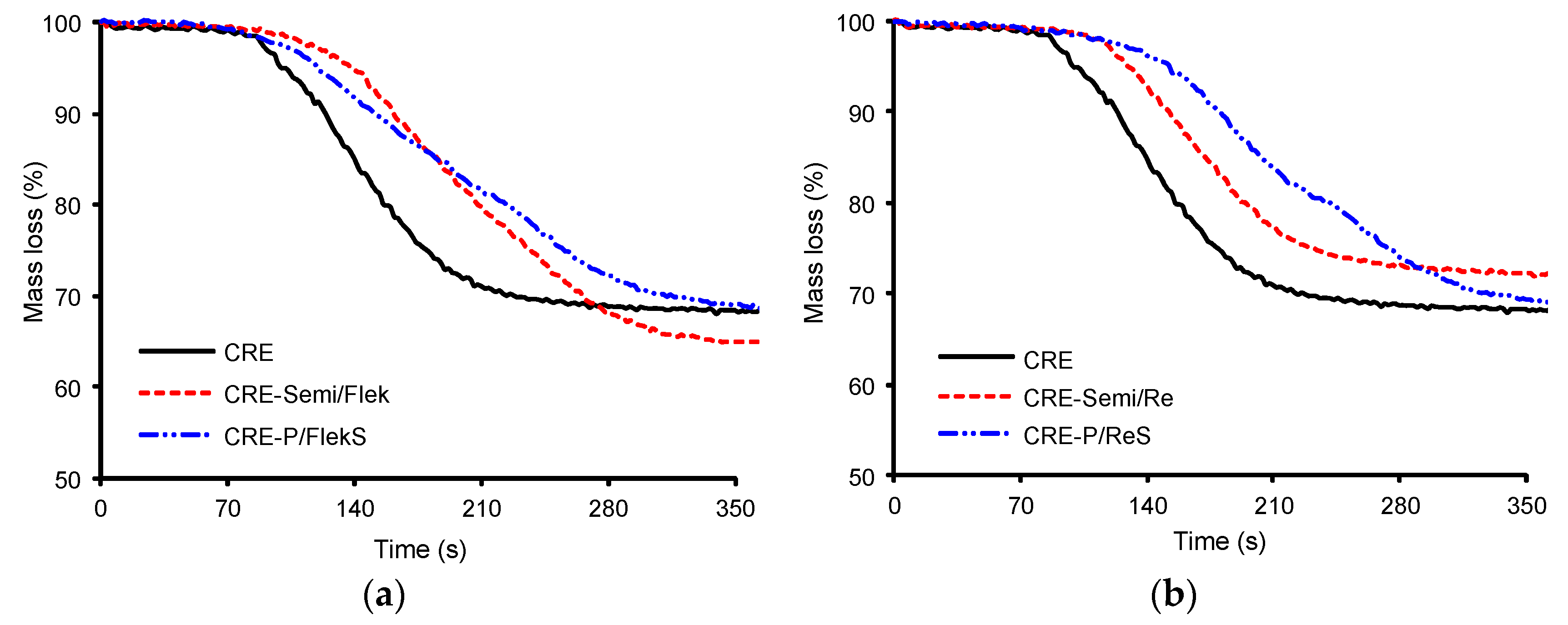
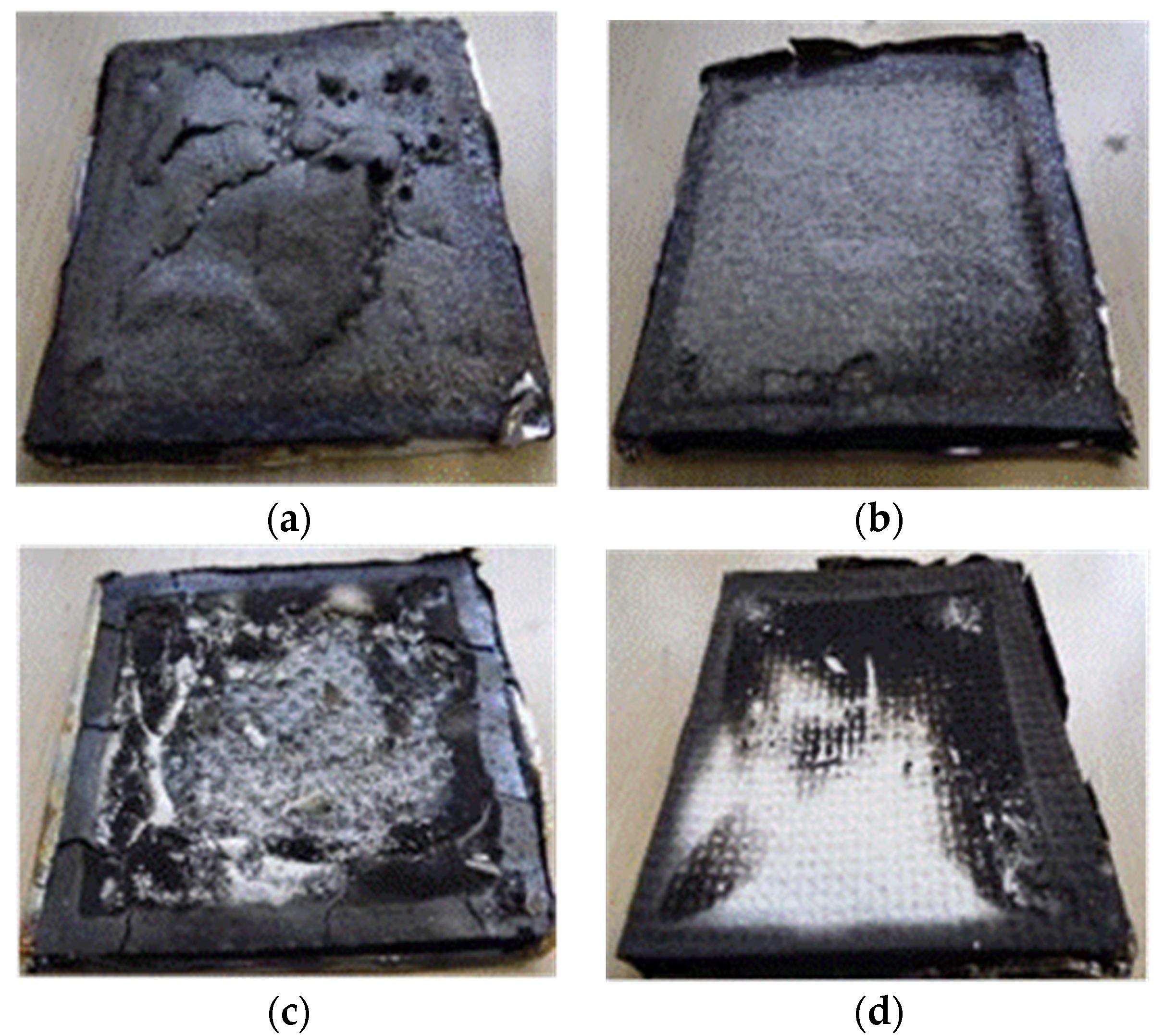
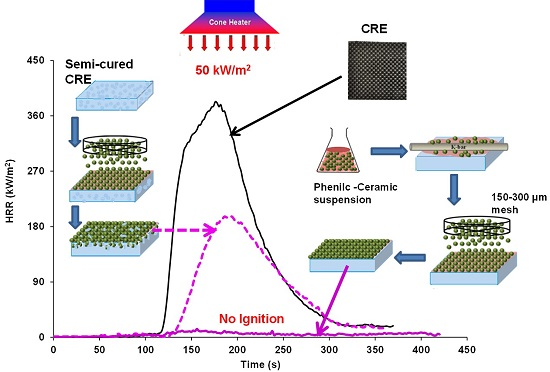
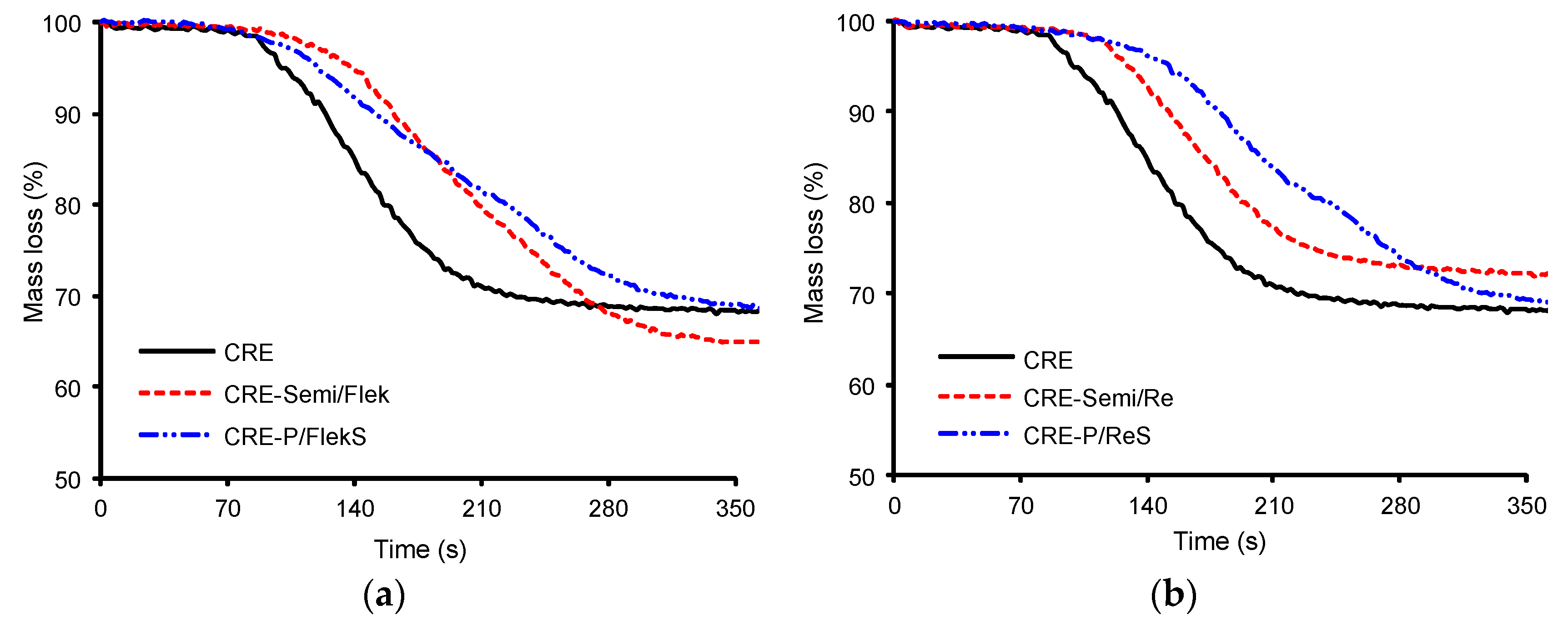
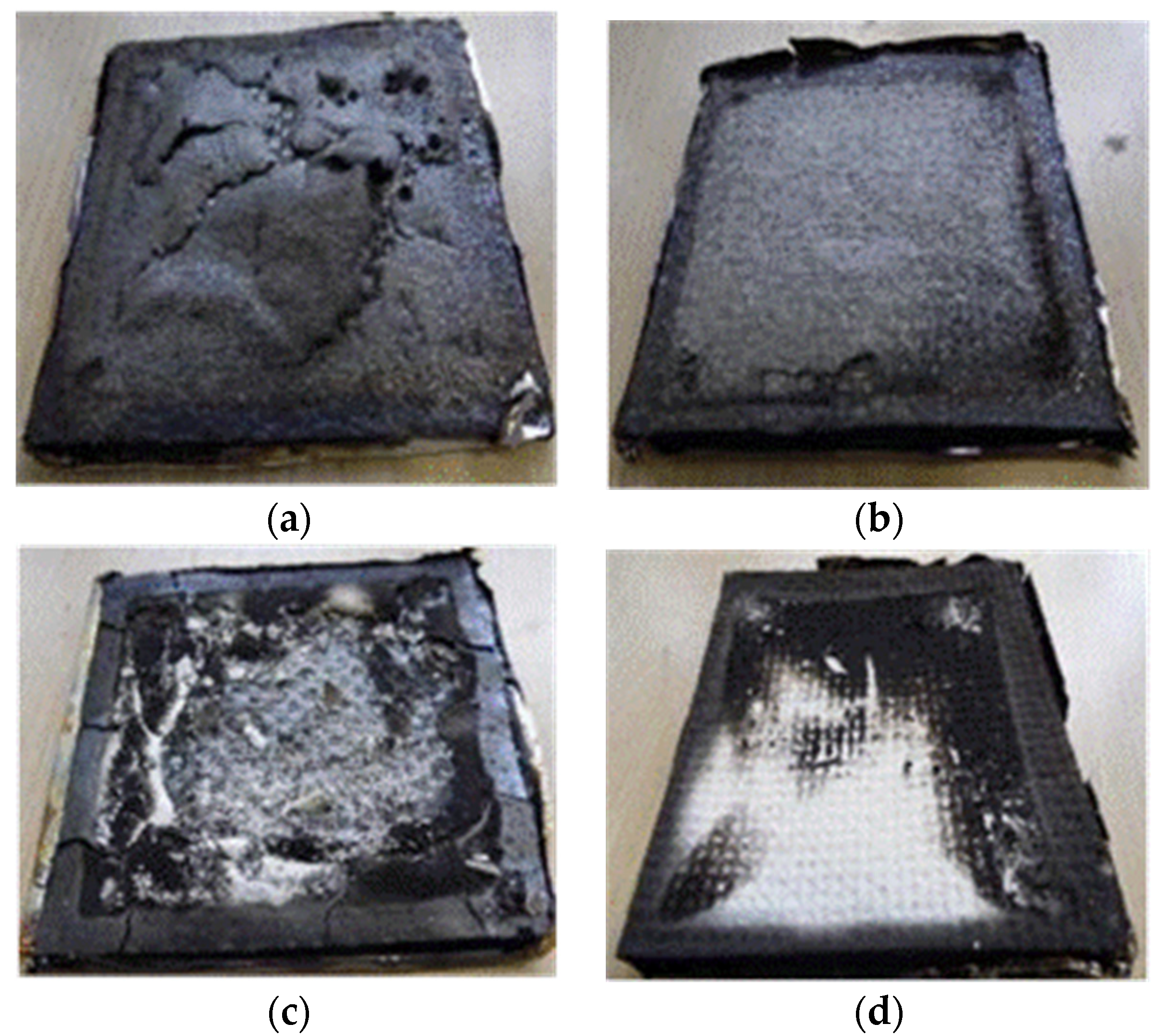
3.2. Flammability and Thermal Barrier Study
3.3. Thermal Barrier Properties
3.4. Durability of Coatings
3.5. Effect of the Coatings on the Mechanical Properties of the Composites
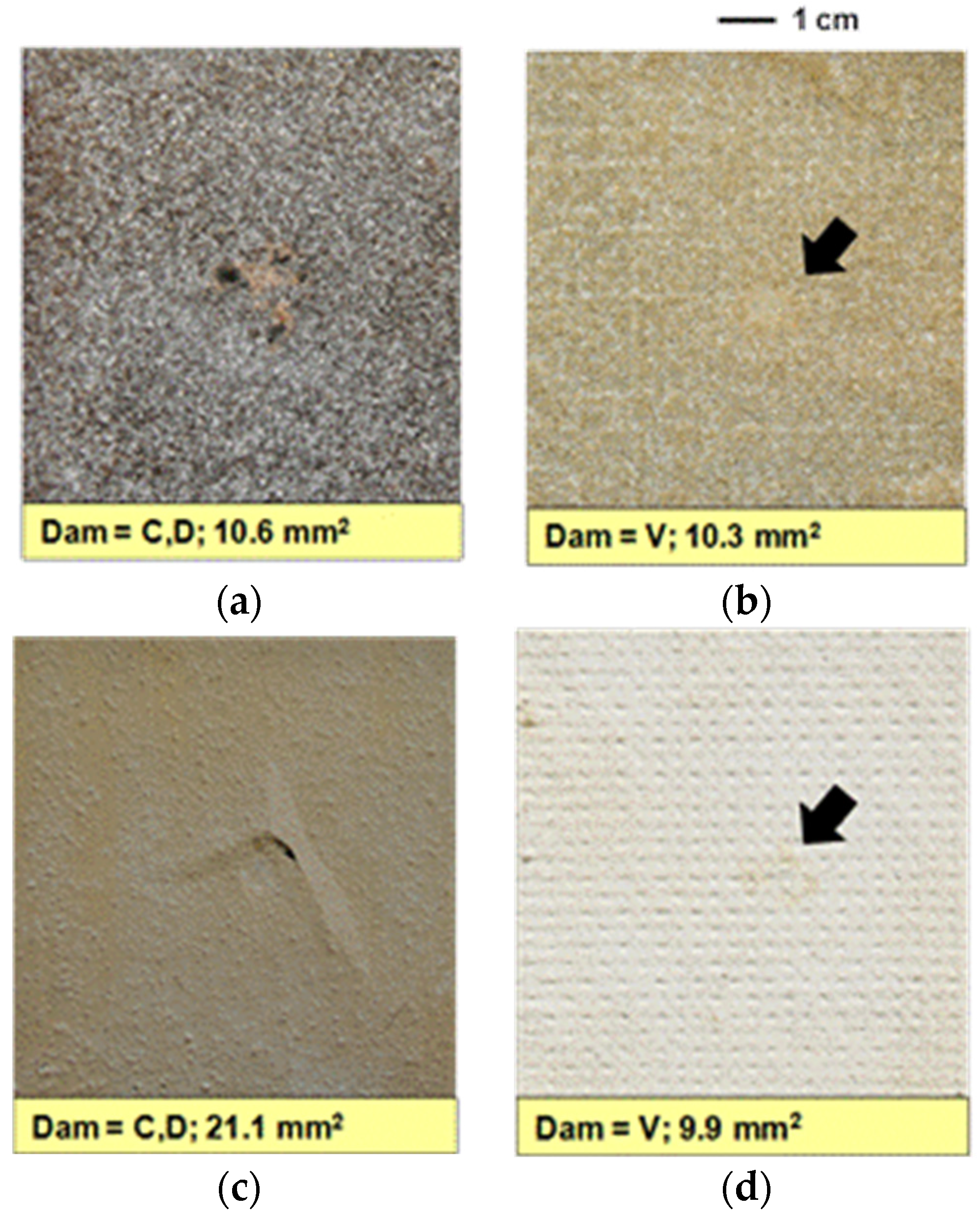
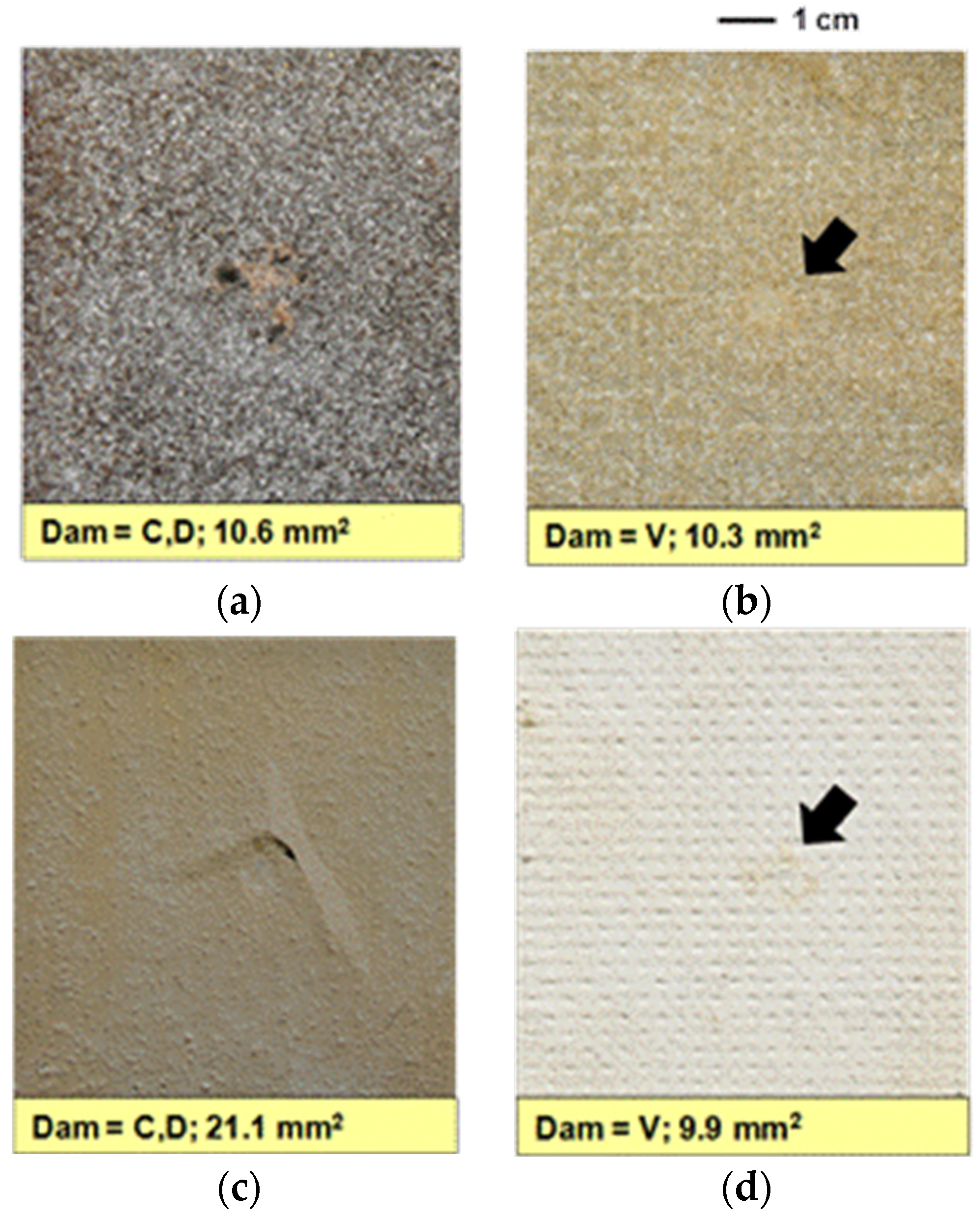
3.5.1. Impact Properties
3.5.2. Flexural Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kandola, B.K.; Kandare, E. Composites having improved fire resistance. In Advances in Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishers: Cambridge, UK, 2008; pp. 398–442. [Google Scholar]
- Kandola, B.K.; Horrocks, A.R. Composites. In Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2001; pp. 182–203. [Google Scholar]
- Henderson, J.B.; Wiebelt, J.A.; Tant, M.R. A model for thermal response of polymer composite materials with experimental verifications. J. Compos. Mater. 1965, 19, 579–595. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Feih, S.; Kandare, E.; Mathys, Z.; Gibson, A.G.; Des Jardin, P.; Case, S.W.; Lattimer, B.Y. Review of fire structural modelling of polymer composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1800–1814. [Google Scholar] [CrossRef]
- Kandare, E.; Kandola, B.K.; McCarthy, E.D.; Myler, P.; Edwards, G.; Jifeng, Y.; Wang, Y.C. Thermo-mechanical responses of fibre-reinforced epoxy composites exposed to high temperature. Part II: Modelling mechanical property degradation. J. Compos. Mater. 2010, 45, 1511–1521. [Google Scholar] [CrossRef]
- Katsoulis, C.; Kandare, E.; Kandola, B.K. The effect of nanoparticles on structural morphology, thermal and flammability properties of two epoxy resins with different functionalities. Polym. Degrdn. Stab. 2011, 96, 529–540. [Google Scholar] [CrossRef]
- Kandola, B.K.; Luangtriratana, P. Evaluation of thermal barrier effect of ceramic microparticulate surface coatings on glass fibre-reinforced epoxy composites. Compos. Part B Eng. 2014, 66, 381–387. [Google Scholar] [CrossRef]
- Luangtriratana, P.; Kandola, B.K.; Myler, P. Ceramic particulate thermal barrier surface coatings for glass fibre-reinforced epoxy composites. Mater. Des. 2015, 68, 232–244. [Google Scholar] [CrossRef]
- BS EN ISO 2812-2 Paints and Varnishes: Determination of Resistance to Liquids: Water Immersion Method; British Standards Institute: London, UK, 2007.
- BS EN ISO 2409 Paints and Varnishes-Cross Cut Test; British Standards Institute: London, UK, 2007.
- ASTM D3359-08 Standard Test Methods for Measuring Adhesion by Tape Test; American Society for Testing and Materials: West Conshohocken, PA, USA, 2008.
- Zhang, Y.; Hazelton, D.W.; Knoll, A.R.; Duval, J.M.; Brownsey, P.; Repnoy, S.; Soloveichik, S.; Sundaram, A.; McClure, R.B.; Majkic, G.; et al. Adhesion strength study of IBAD–MOCVD-based 2G HTS wire using a peel test. Phys. C Supercond. 2012, 473, 41–47. [Google Scholar] [CrossRef]
- Tsai, W.; Hahn, H.T. Introduction to Composite Materials; Technomic Publishing Co. Inc.: Stamford, CT, USA, 1980; pp. 167–216. [Google Scholar]
- Kandola, B.K.; Bhatti, W.; Kandare, E. A comparative study on the efficacy of varied surface coatings in fireproofing glass/epoxy composites. Polym. Degrad. Stab. 2012, 97, 2418–2427. [Google Scholar] [CrossRef]
- Kandola, B.K.; Pornwannachai, W. Enhancement of passive fire protection ability of inorganic fire retardants in vinyl ester resin using glass frit synergists. J. Fire Sci. 2010, 28, 357–381. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ceramic Particle and Size | Coating Thickness (µm) | Mass of Coating (g) | Ceramic Particle Deposited (wt %, w.r.t laminate) |
|---|---|---|---|---|
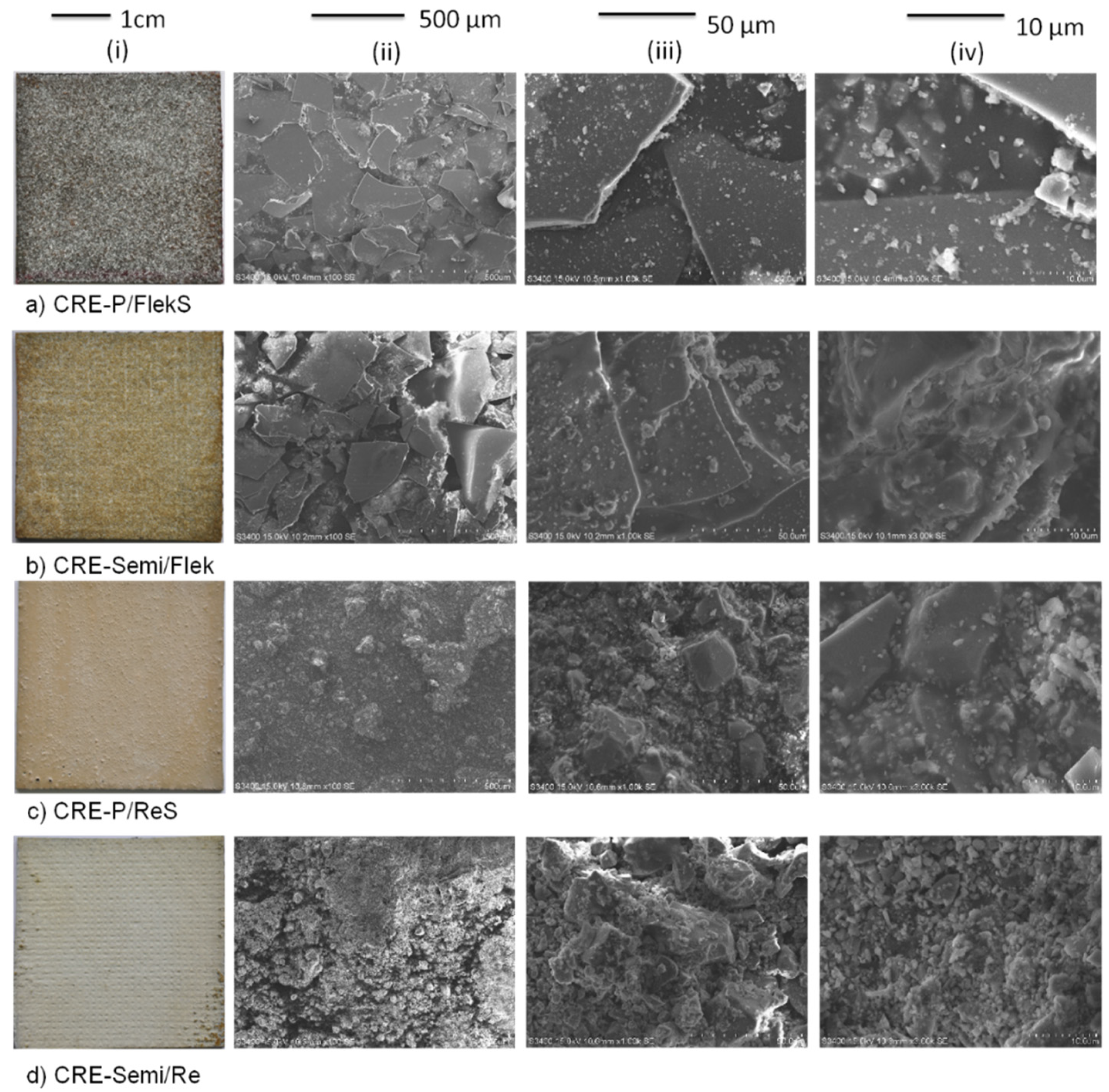
| CRE-P/FlekS | Flekashield (300–400 µm) | 335 ± 20 | 3.55 ± 0.04 | 1.67 ± 0.61 |
| CRE-Semi/Flek | 470 ± 13 | 6.20 ± 0.50 | 12.90 ± 0.52 | |
| CRE-P/ReS | Recoxit (4 µm) | 510 ± 45 | 6.40 ± 0.40 | 12.92 ± 0.40 |
| CRE-Semi/Re | 413 ± 14 | 11.35 ± 0.82 | 21.76 ± 0.72 |
| Sample | Specimen No. | TTI (s) | TTI (s) | PHRR (kW/m²) | TPHRR (s) | THR (MJ/m²) |
|---|---|---|---|---|---|---|
| 35 kW/m2 heat flux | ||||||
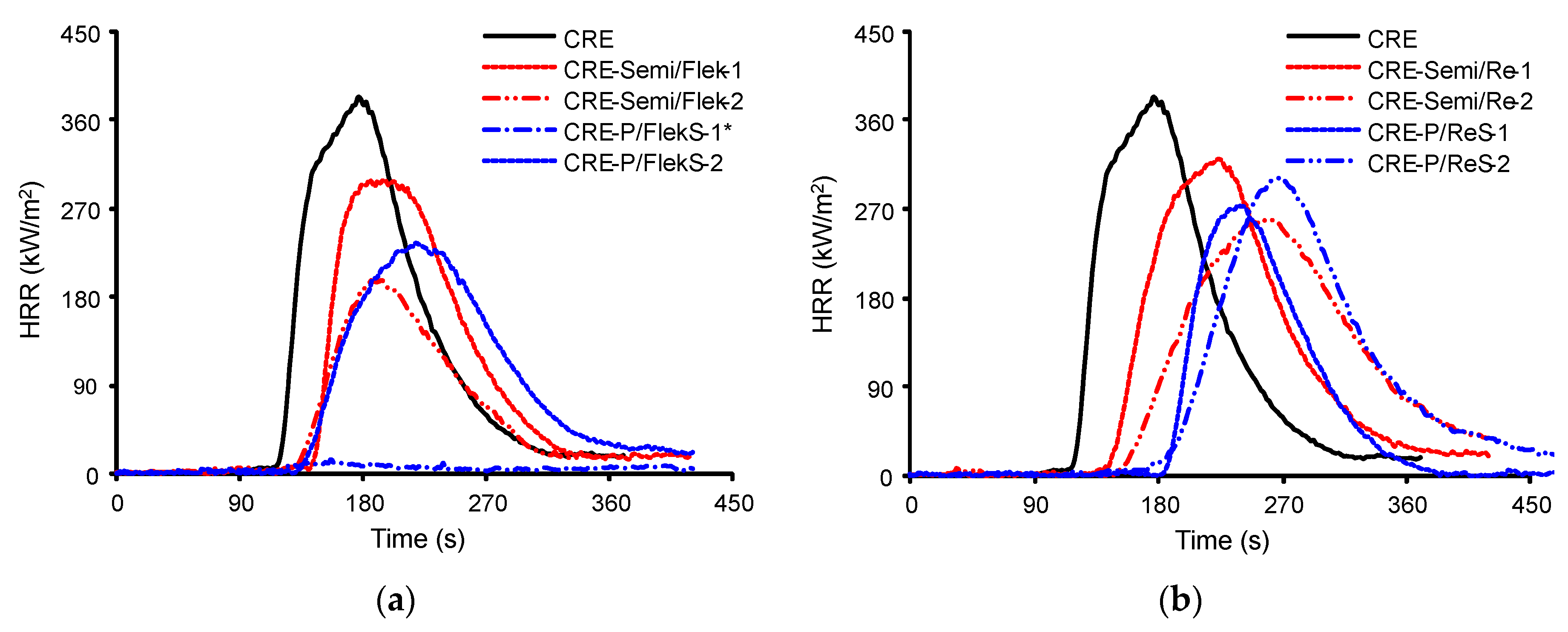
| CRE | 1, 2, 3 | 173 ± 14 | 312 ± 17 | 302 ± 16 | 218 ± 17 | 32.1 ± 2.8 |
| CRE-P/FlekS | 1, 2 | 172 ± 15 | 331 ± 16 | 258 ± 5 | 255 ± 25 | 33.0 ± 0.8 |
| 3 * | – | – | – | – | 1.5 | |
| CRE-Semi/Flek | 1, 2 | 269 ± 1 | 443 ± 10 | 230 ± 14 | 355 ± 43 | 17.4 ± 1.9 |
| 3 | 246 | 431 | 275 | 312 | 30.5 | |
| CRE-P/ReS | 1, 3 | 250 ± 1 | 420 ± 37 | 315 ± 53 | 301 ± 7 | 33.8 ± 5.1 |
| 2 * | 2.1 | |||||
| CRE-Semi/Re | 1, 2, 3 | 262 ± 11 | 451 ± 13 | 289 ± 21 | 306 ± 4 | 29.7 ± 3.1 |
| 50 kW/m2 heat flux | ||||||
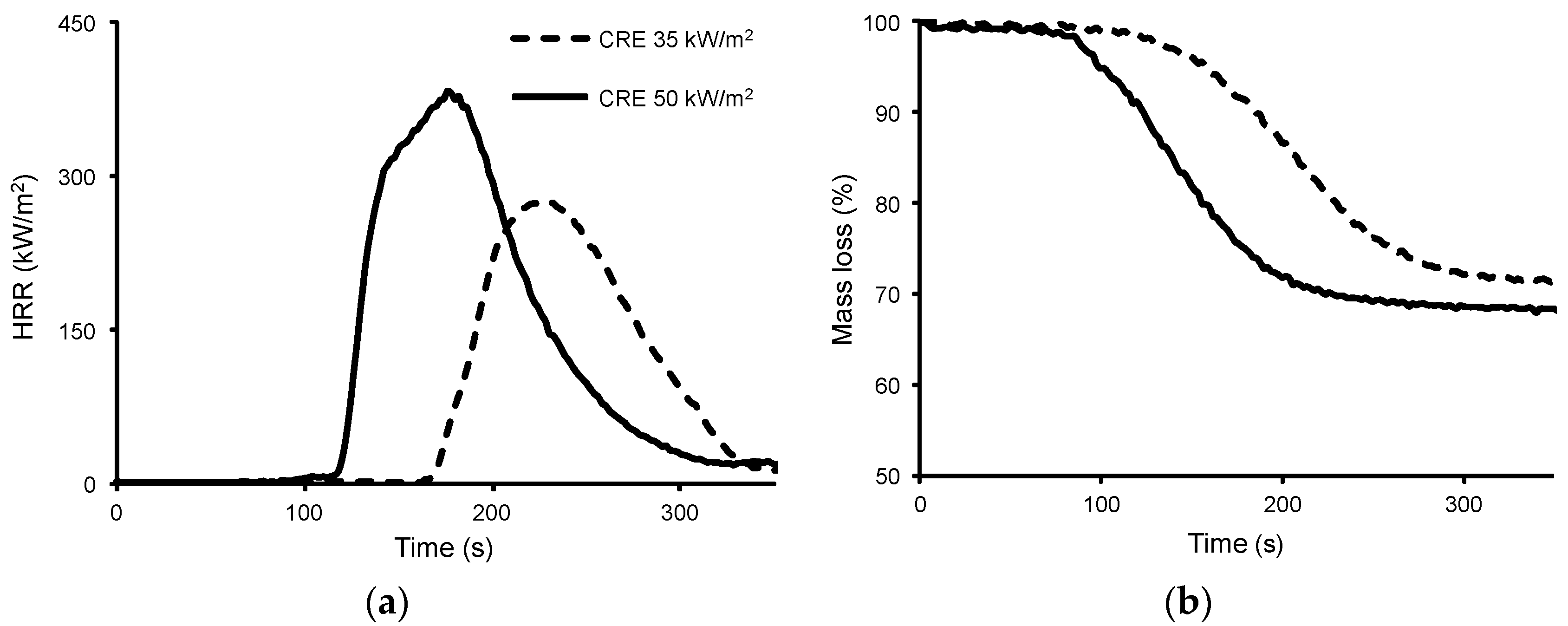
| CRE | 1, 2 | 106 ± 14 | 255 ± 34 | 358 ± 25 | 174 ± 2 | 36.3 ± 0.7 |
| CRE-P/FlekS | 1 * | – | – | – | – | 2.09 |
| 2 | 110 | 262 | 235 | 218 | 30.9 | |
| CRE-Semi/Flek | 1, 2 | 132 ± 7 | 285 ± 16 | 247 ± 51 | 189 ± 5 | 25.8 ± 1.8 |
| CRE-P/ReS | 1, 2 | 179 ± 6 | 364 ± 27 | 288 ± 13 | 263 ± 25 | 31.2 ± 1.6 |
| CRE-Semi/Re | 1, 2 | 143 ± 6 | 303 ± 3 | 290 ± 31 | 240 ± 16 | 37.6 ± 0.3 |
| Sample | Time (s) to Reach | |||
|---|---|---|---|---|
| 180 °C | 250 °C | |||
| Back Surface | ∆t | Back Surface | ∆t | |
| CRE | 48 | – | 90 | – |
| CRE-P/FlekS | 151 | [+103] | 262 | [+172] |
| CRE-Semi/Flek | 82 | [+34] | 129 | [+39] |
| CRE-P/ReS | 77 | [+29] | 122 | [+32] |
| CRE-Semi/Re | 62 | [+14] | 116 | [+26] |
| Sample | Water Soak Test | Tape Pull Test | ||
|---|---|---|---|---|
| % wt Loss after 24 h Drying at Room Temperature | % wt Loss after Drying at 100 °C for 2 h | % wt Loss after Test | % Peeling | |
| CRE-P/FlekS | −0.08 ± 0.01 | −0.17 ± 0.01 | 0.09 ± 0.01 | 0.56 ± 0.02 |
| CRE-Semi/Flek | −0.02 ± 0.01 | −0.09 ± 0.03 | 0.02 ± 0.01 | 0.18 ± 0.03 |
| CRE-P/ReS | −0.06 ± 0.01 | −0.16 ± 0.02 | 0.03 ± 0.01 | 0.19 ± 0.01 |
| CRE-Semi/Re | −0.11 ± 0.01 | −0.31 ± 0.03 | 0.03 ± 0.01 | 0.12 ± 0.07 |
| Sample | Impact | Flexural | Flexural Modulus after Exposure to 35 kW/m2 | |||
|---|---|---|---|---|---|---|
| Modulus, Ei (GPa) | ∆Ei (%) | Modulus, Ef (GPa) | ∆Ef (%) | 120 s (GPa) | 240 s (GPa) | |
| CRE | 41.9 ± 0.2 | – | 38.4 ± 2.9 | – | 26.3 ± 1 | 7.5 ± 1 |
| CRE-P/FlekS | 38.3 ± 0.2 | −8.6 | 39.5 ± 1.9 | +2.8 | 30.5 ± 2 | 6.2 ± 0.5 |
| CRE-Semi/Flek | 37.3 ± 0.5 | −10.9 | 38.6 ± 3.3 | +0.5 | 31.3 ± 2 | 14.1 ± 3.5 |
| CRE-P/ReS | 35.5 ± 0.1 | −15.3 | 37.8 ± 2.8 | −1.5 | 29.0 ± 1 | 8.3 ± 2.5 |
| CRE-Semi/Re | 34.0 ± 0.4 | −18.9 | 35.8 ± 2.7 | −6.8 | 33.4 ± 2 | 16.5 ± 2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kandola, B.; Sarker, F.; Luangtriratana, P.; Myler, P. Thermal Protection of Carbon Fiber-Reinforced Composites by Ceramic Particles. Coatings 2016, 6, 22. https://doi.org/10.3390/coatings6020022
Kandola B, Sarker F, Luangtriratana P, Myler P. Thermal Protection of Carbon Fiber-Reinforced Composites by Ceramic Particles. Coatings. 2016; 6(2):22. https://doi.org/10.3390/coatings6020022
Chicago/Turabian StyleKandola, Baljinder, Forkan Sarker, Piyanuch Luangtriratana, and Peter Myler. 2016. "Thermal Protection of Carbon Fiber-Reinforced Composites by Ceramic Particles" Coatings 6, no. 2: 22. https://doi.org/10.3390/coatings6020022
APA StyleKandola, B., Sarker, F., Luangtriratana, P., & Myler, P. (2016). Thermal Protection of Carbon Fiber-Reinforced Composites by Ceramic Particles. Coatings, 6(2), 22. https://doi.org/10.3390/coatings6020022