

Ni20/PTFE Composite Coating Material and the Synergistic Friction Reduction and Wear Resistance Mechanism Under Multiple Working Conditions


Abstract
1. Introduction
2. Experimental Part
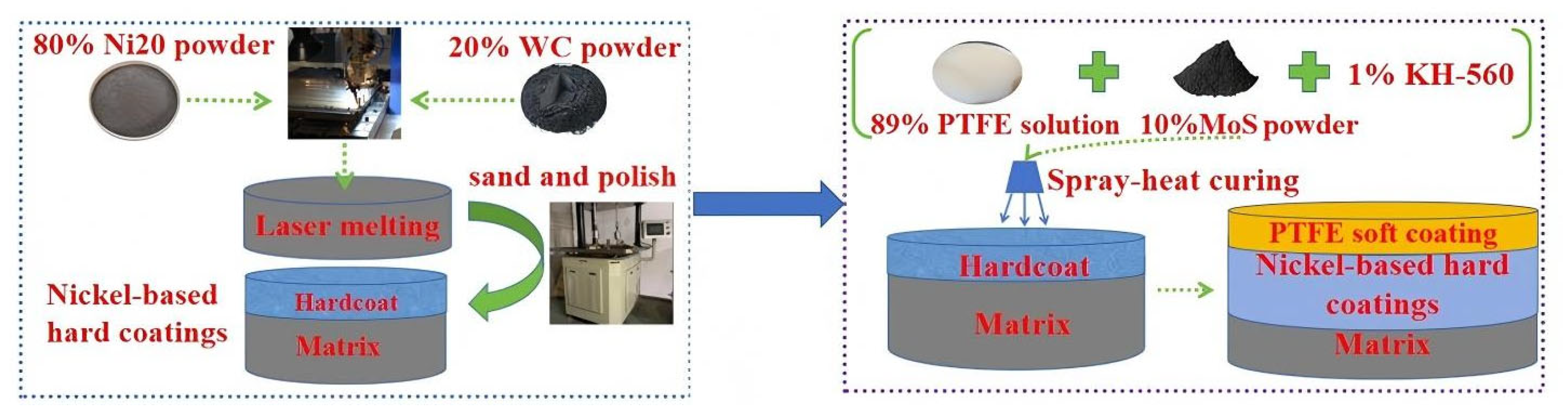
2.1. Sample Preparation
2.2. Friction and Wear Experiment
2.3. Testing and Characterization
3. Results and Discussion
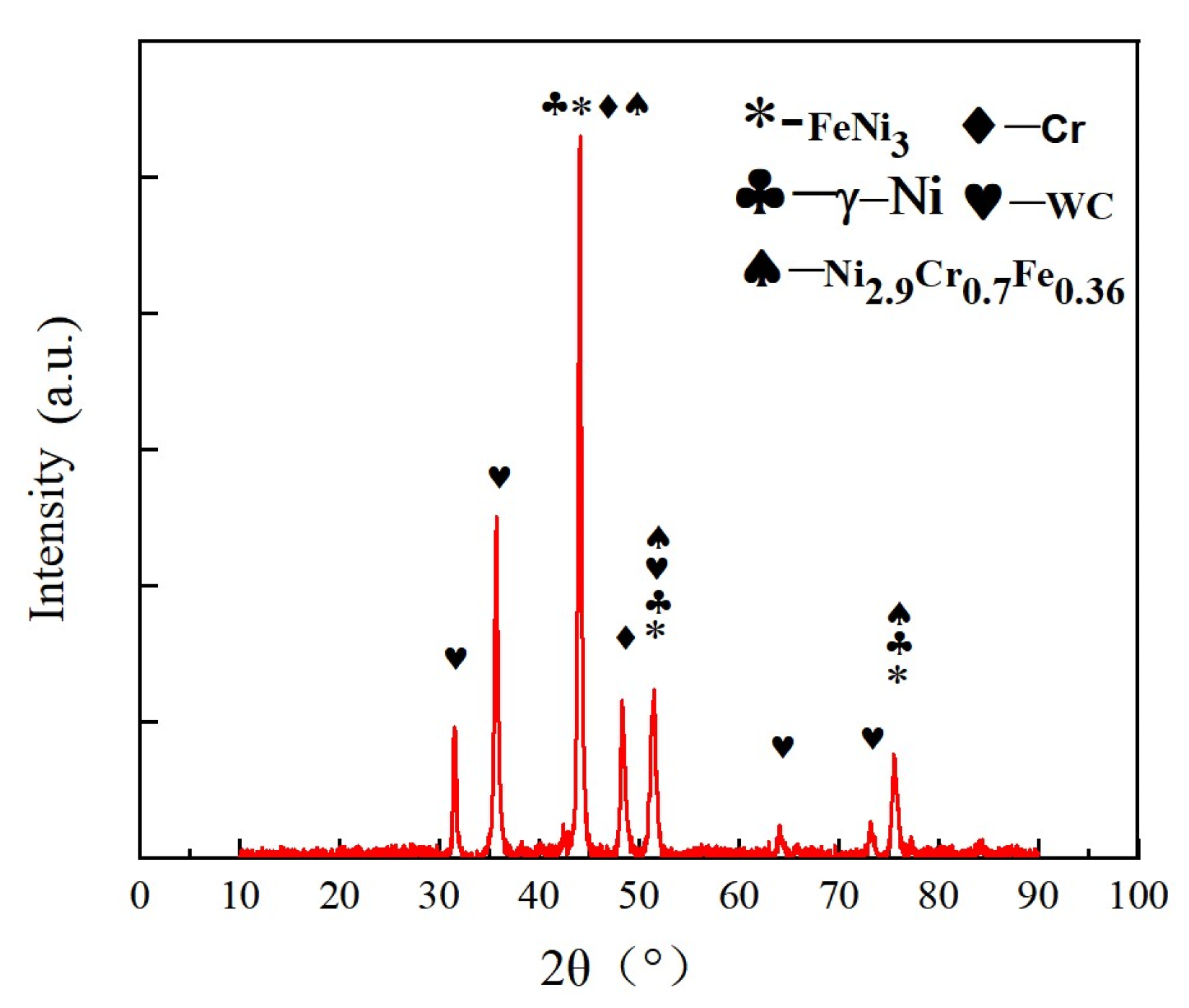
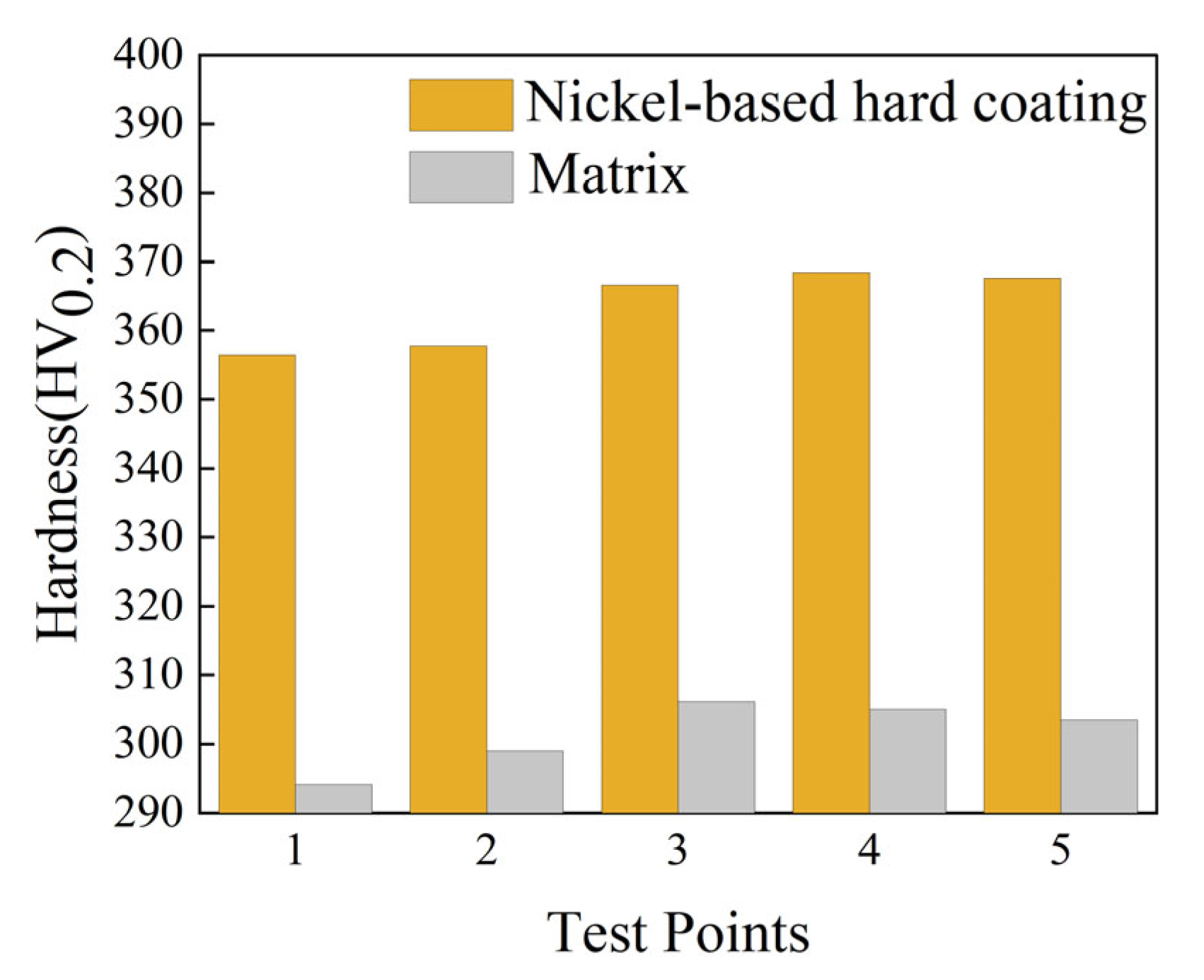
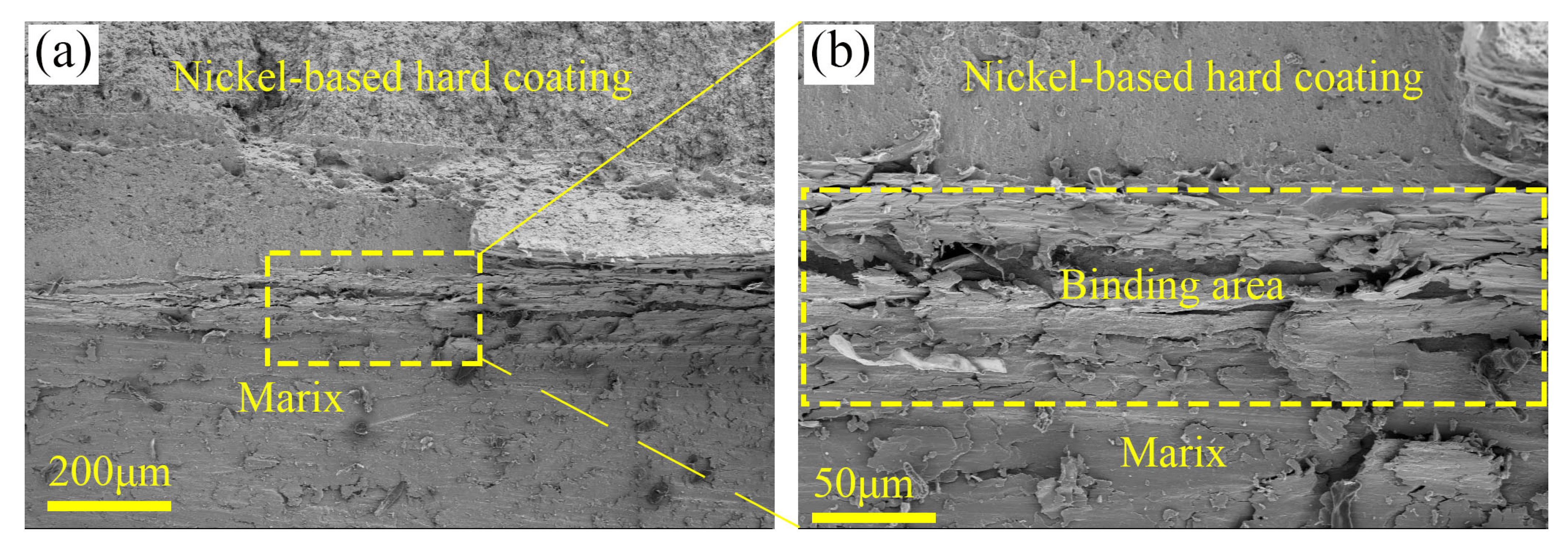
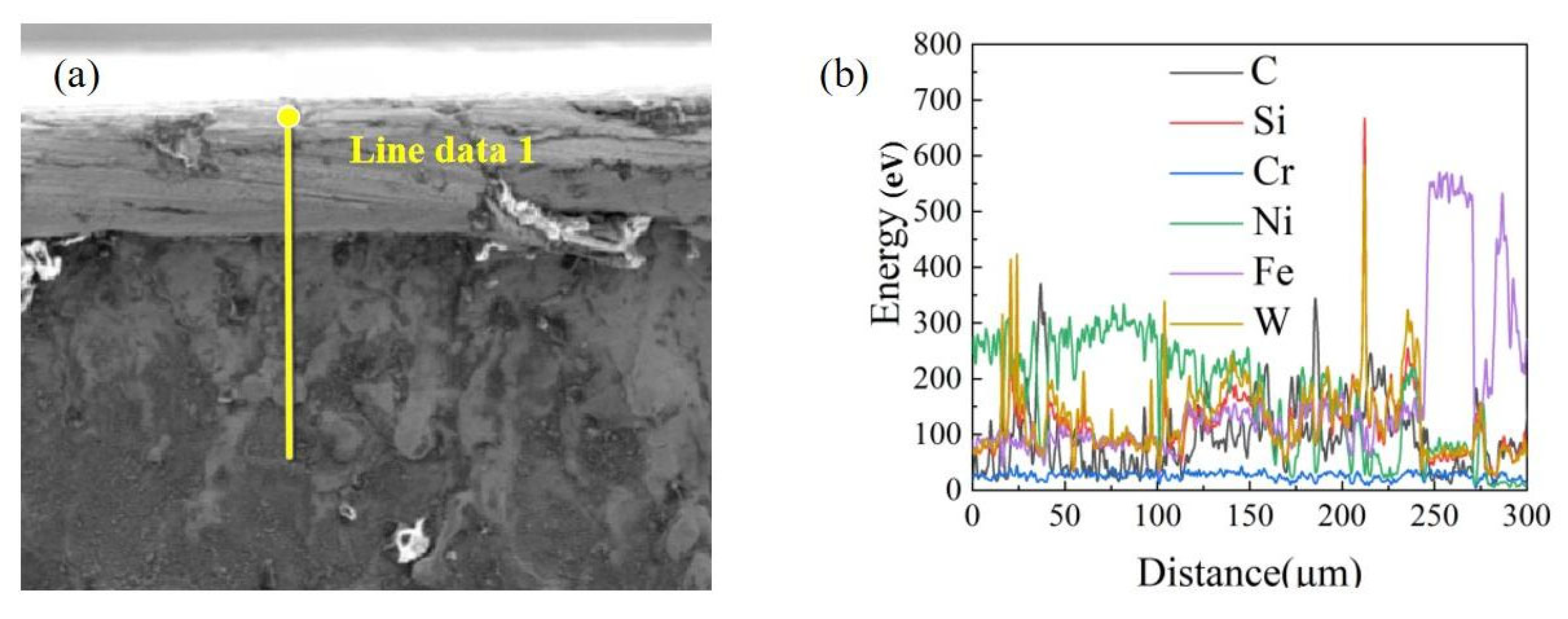
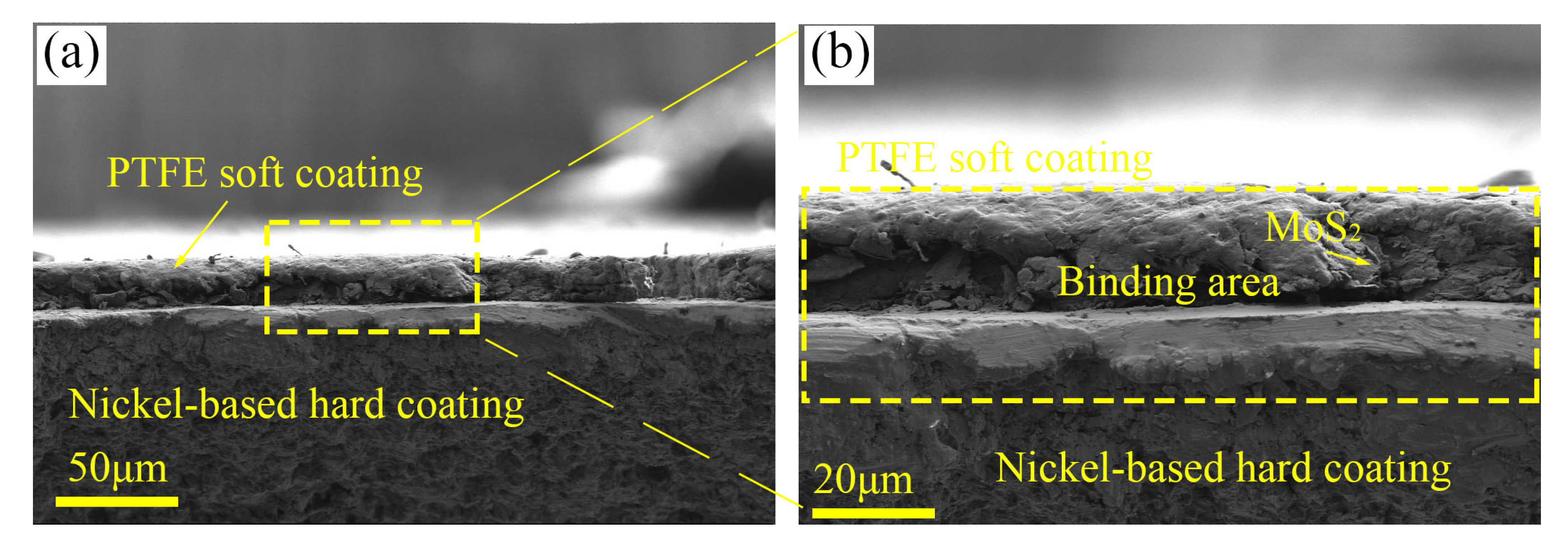
3.1. Coating Phase and Microstructure
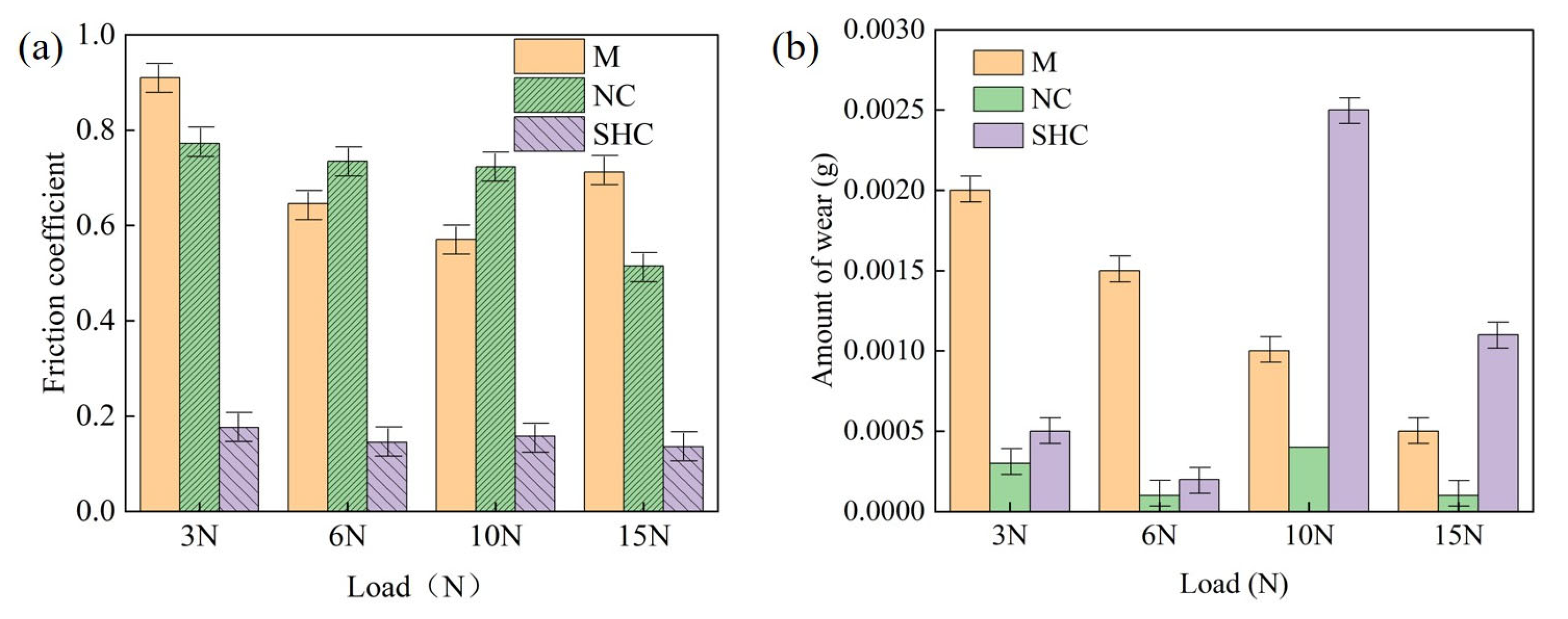
3.2. Friction Coefficient and Wear Amount Change Law
3.3. Lubrication Layer Formation and Friction and Wear Mechanism
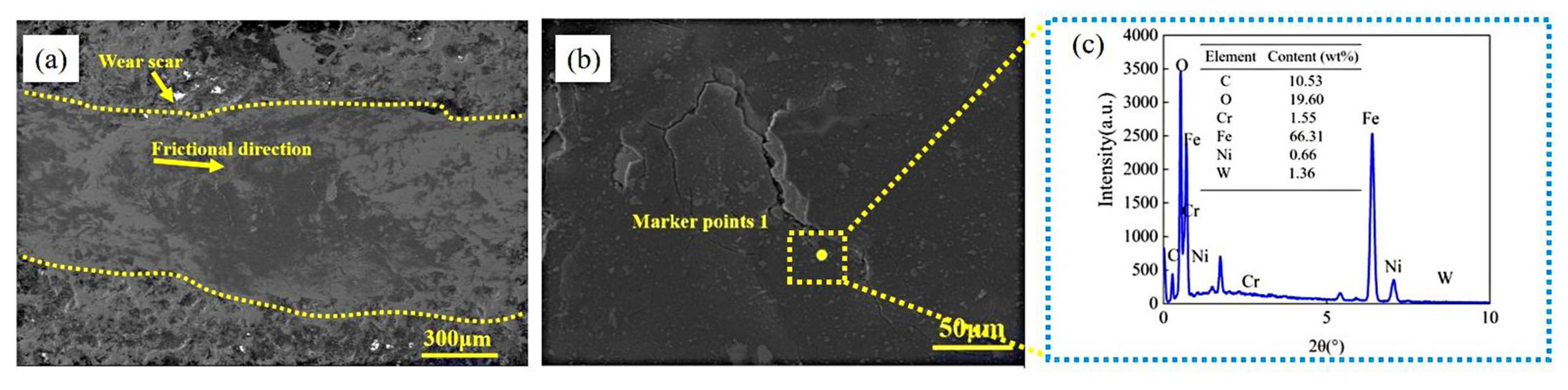
3.3.1. Worn Surface Microscopic Morphology of M and NC
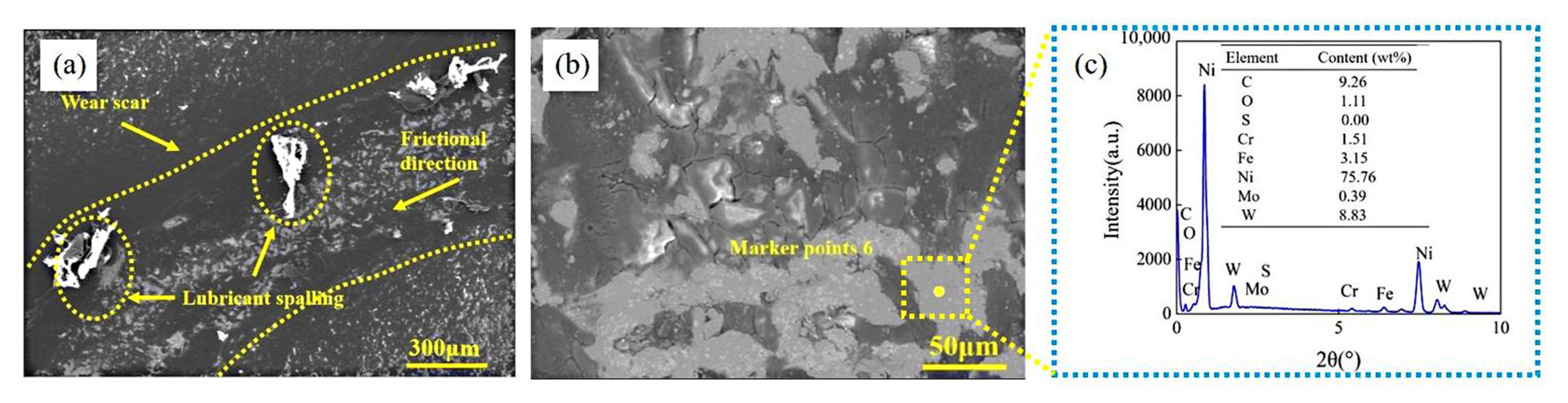
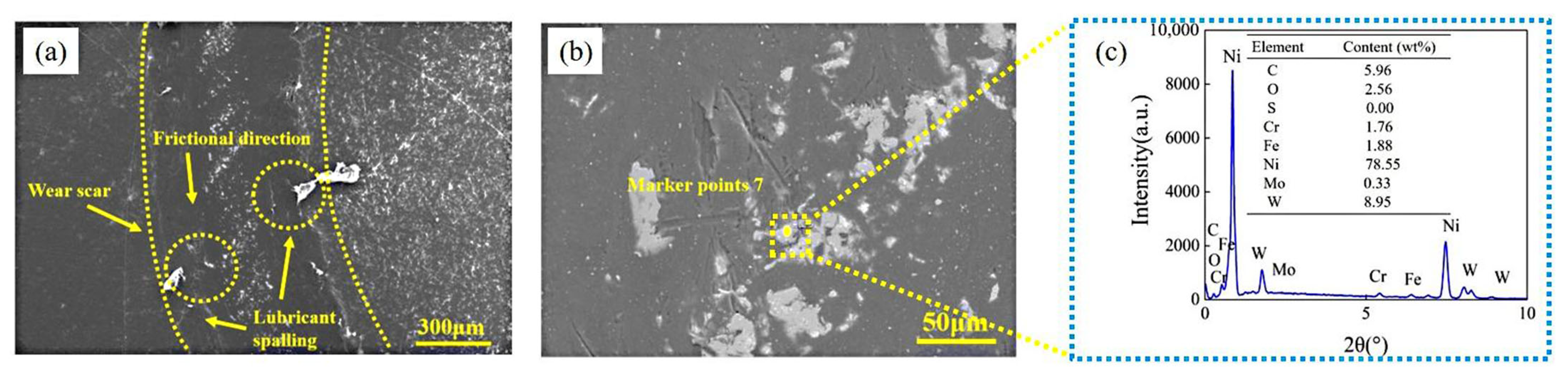
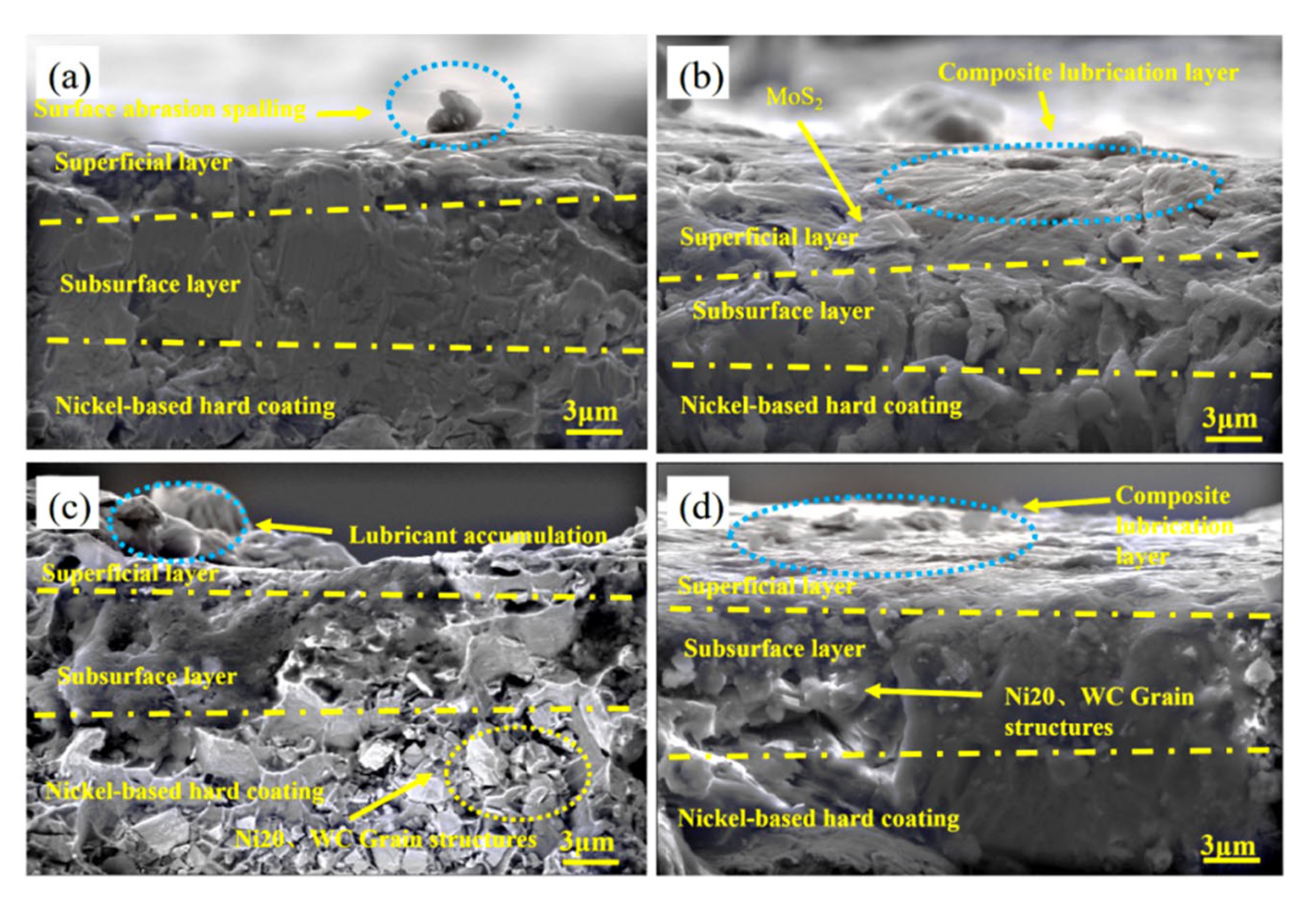
3.3.2. Mechanism of Composite Lubrication Layer Formation on Worn Surface of SHC at Different Loads
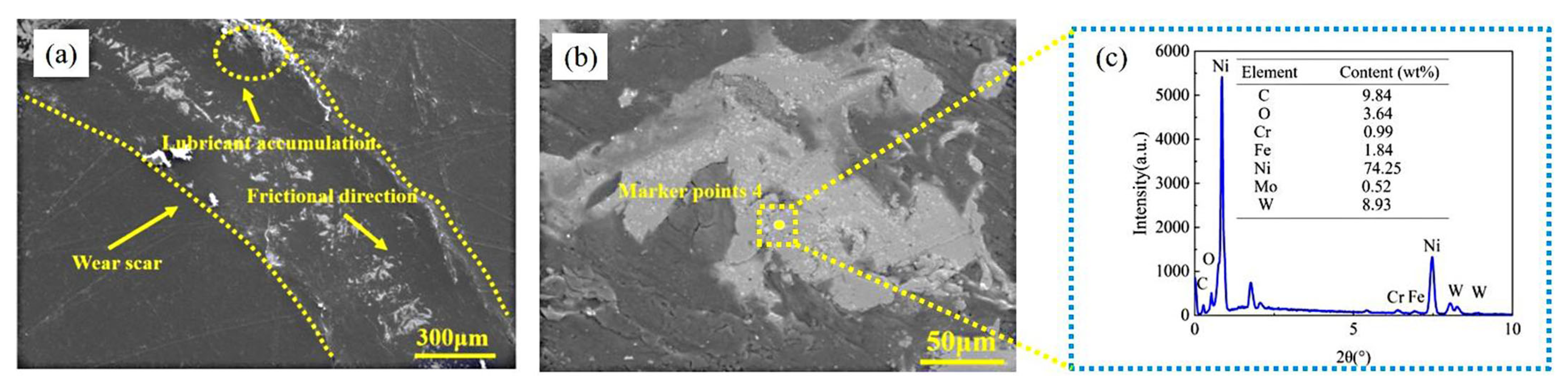
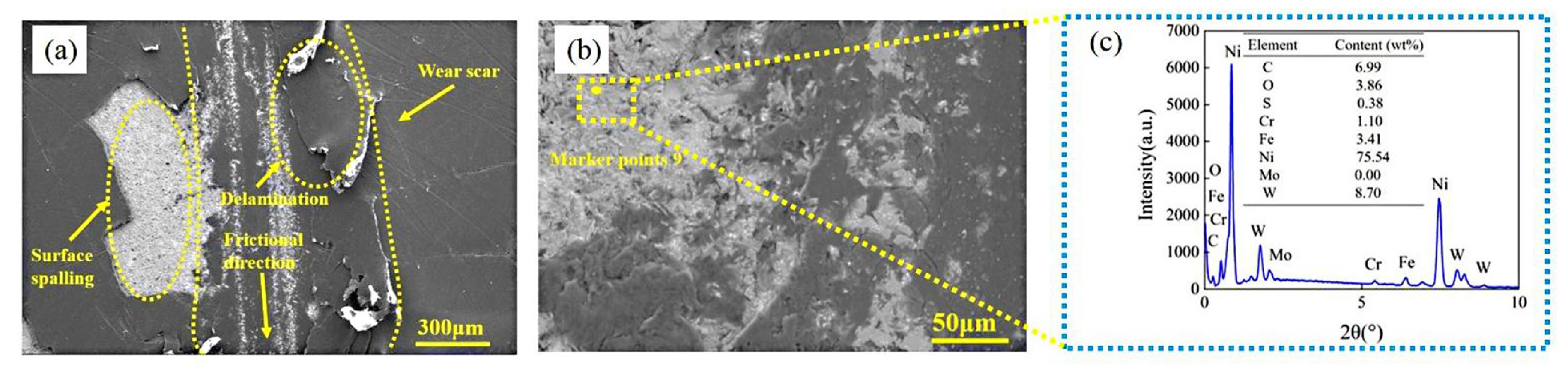
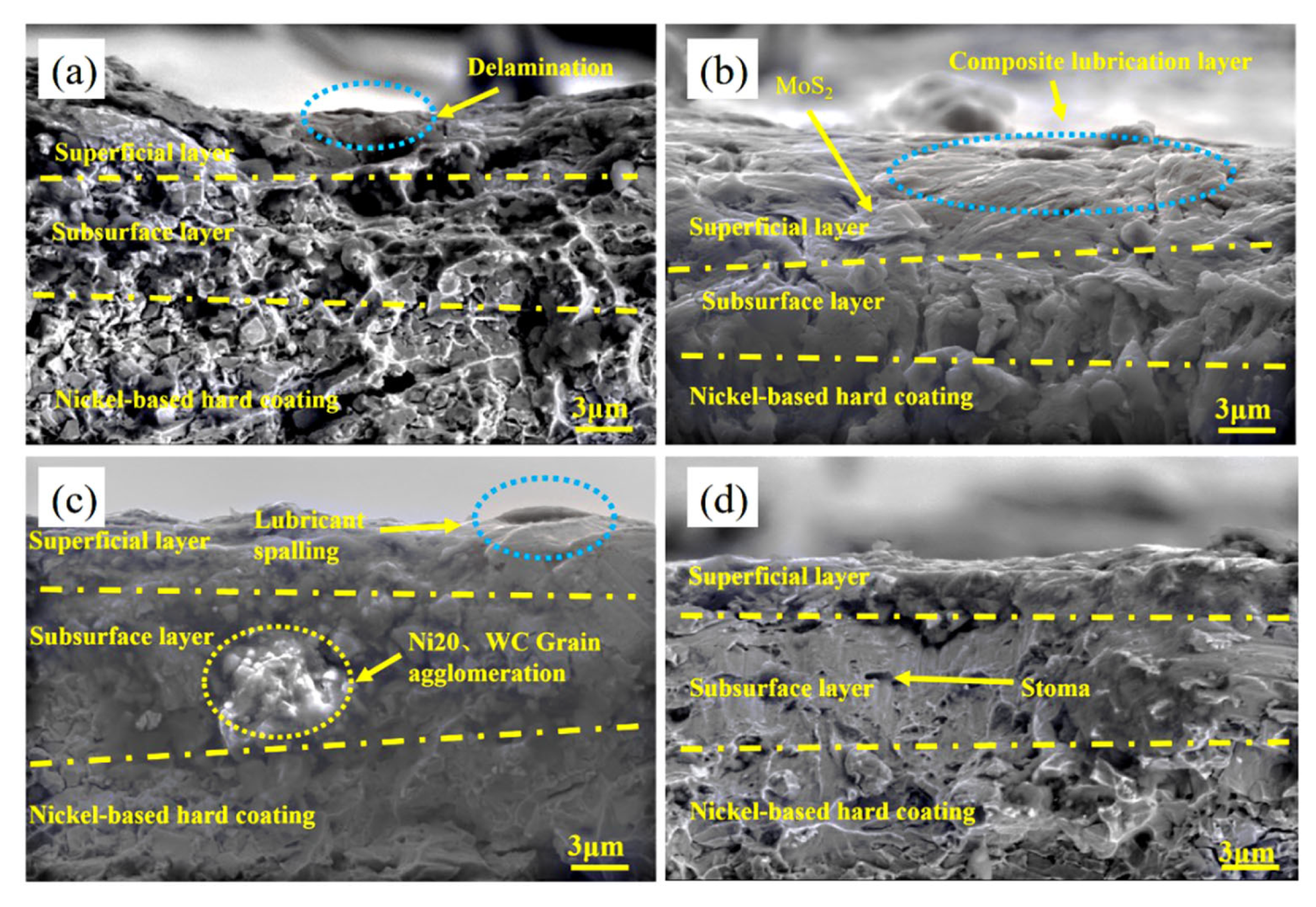
3.3.3. Mechanism of Composite Lubrication Layer Formation on Worn Surfaces of SHC Under Different Speeds
3.4. Synergistic Friction Reduction and Wear Resistance Mechanism
3.4.1. Phase Analysis of Lubricating Layer of SHC
3.4.2. Microstructure Evolution of Surface and Subsurface Layers of SHC
3.4.3. Synergistic Friction and Wear Resistance Mechanism of SHC Surface Layer and Sub-Surface Layer
4. Conclusions
- (1)
- A new type of soft and hard composite coating (sample SHC) is designed and prepared, which has a simple preparation process, advanced structural design, controllable formation of lubrication layer and excellent friction and wear resistance under multi-speed working conditions.
- (2)
- SHC consistently outperforms NC and M in all parameters, particularly at low speeds and moderate loads, and the improved performance of SHC may be attributed to its layered microstructure, which provides better load distribution and energy dissipation.
- (3)
- The friction coefficient of SHC is kept at a low value of about 0.15 under the load conditions (3 N–15 N), and is the smallest at 15 N, which is 80% and 70% lower than the friction coefficients of M and NC, respectively. With the increase of load, the wear amount decreases and then increases, the wear amount is the smallest under 6 N load, reduced by 87% compared with M.
- (4)
- Under the speed conditions (0.1 m/s–0.7 m/s), the friction coefficient of SHC is kept in the low value range of about 0.15, with the smallest value at 0.3 m/s, and the friction coefficient of SHC is reduced by 84% and 81% compared with M and NC, respectively. With the increase of speed, the wear amount is basically maintained at a lower range of about 0.0002 g, and the wear amount is minimized at 0.5 m/s, which reduces the wear amount by 78% compared to the M.
- (5)
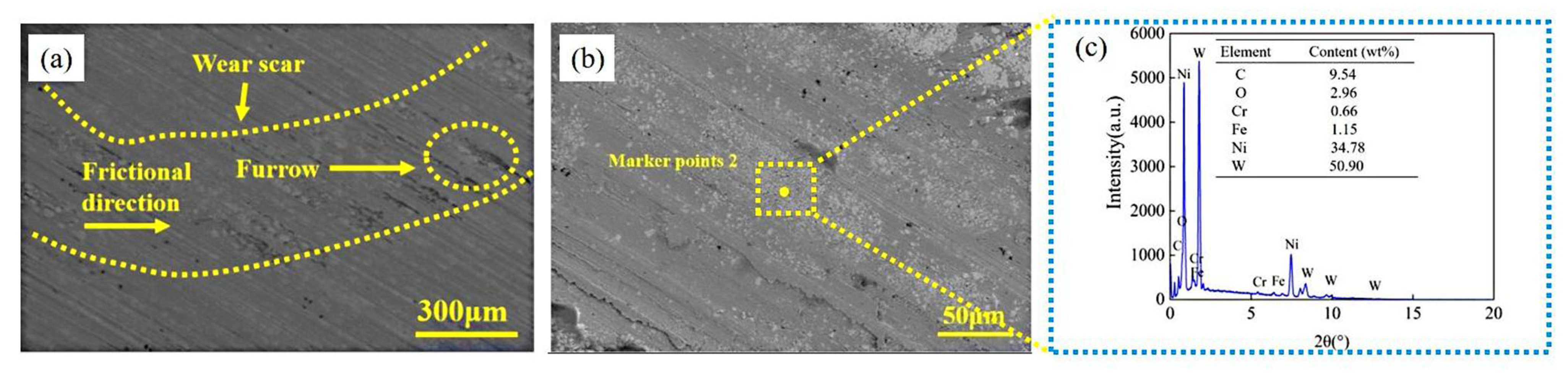
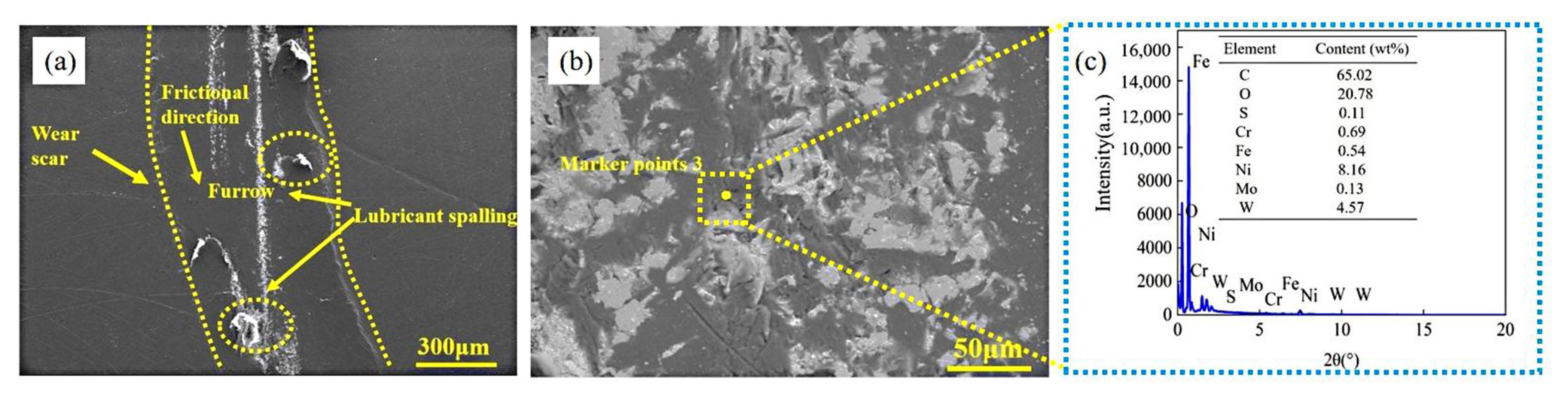
- With the increase of load, the surface composite abrasive debris is repeatedly rolled to form a composite lubricating layer with greater strength, and the wear degree is reduced and the wear amount is reduced. The wear mechanism under load is mainly oxidative wear and adhesive wear, which can realize the formation of a controllable lubrication layer under wide load conditions.
- (6)
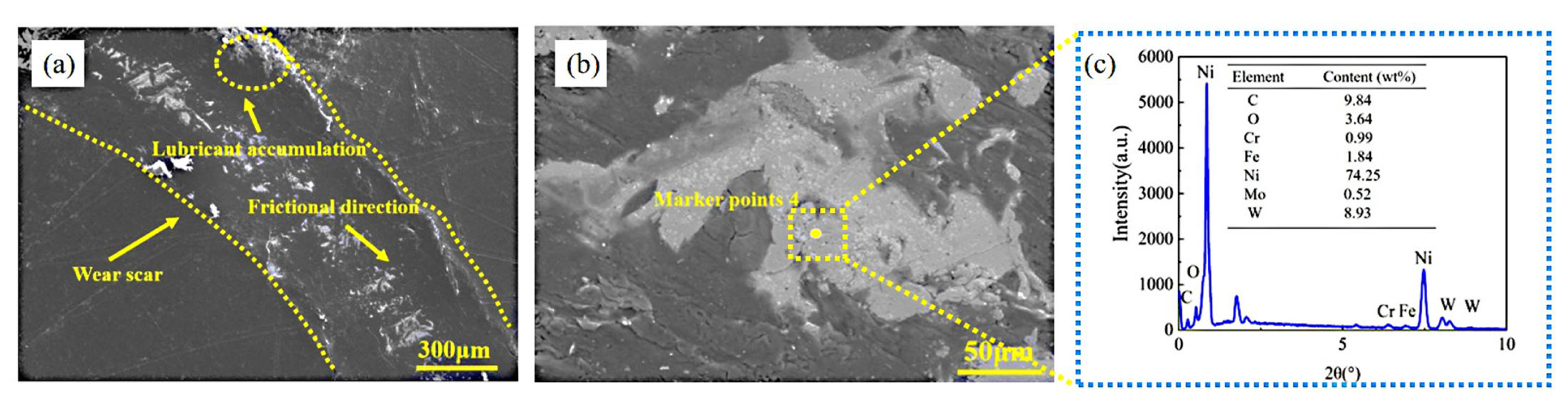
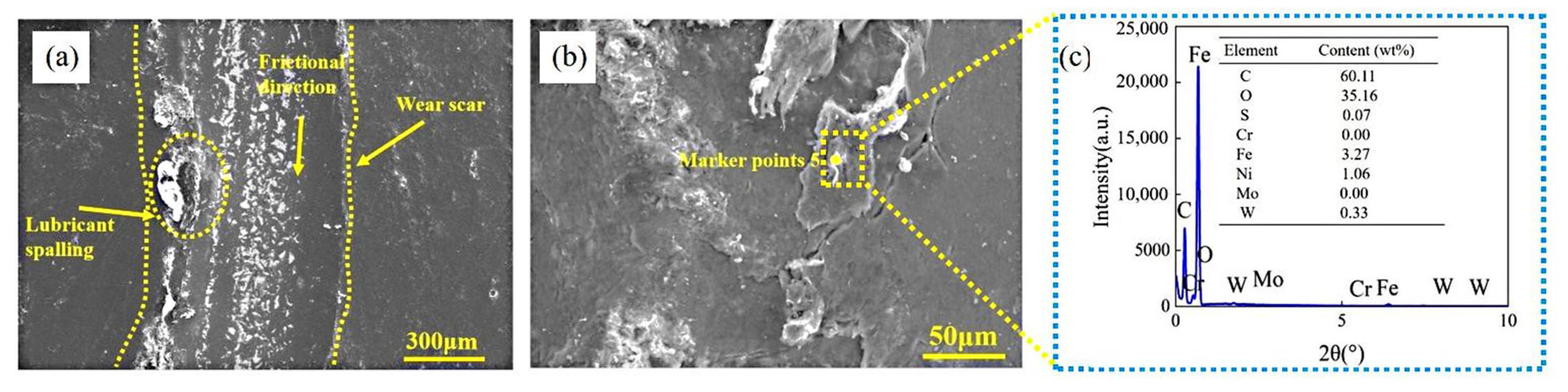
- With the increase of speed, SHC gradually forms a continuous composite lubrication layer, showing excellent anti-friction performance, under the action of speed, the wear mechanism is mainly based on oxidative wear, abrasive wear and adhesive wear, which can realize the formation of the lubrication layer under multi-speed conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gong, H.; Yu, C.C.; Zhang, L.; Xie, G.; Guo, D.; Luo, J.B. Intelligent lubricating materials: A review. Compos. Part B-Eng. 2020, 202, 108450. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, K.; Lin, H.; Zhang, F.; Xiong, B.; Zhang, H.; Zhang, C. Important contributions of multidimensional nanoadditives on the tribofilms: From formation mechanism to tribological behaviors. Compos. Part B-Eng. 2022, 234, 109732. [Google Scholar] [CrossRef]
- Hao, J.; Wang, B.; Ding, Y.; Yang, C.; Jiang, B.; Wang, Z.; Wang, D.; Dong, D. Influence of microstructure and stress state on service performance of TiN coatings deposited by dual-stage HIPIMS. Rare. Metal. Mat. Eng. 2024, 53, 3299–3305. [Google Scholar]
- Liu, M.; Xu, L.; Li, Z.; Guo, M.; Hu, J.; Shen, H. Microstructure and wear properties of WMoNbTaV-Al2O3 high entropy alloy prepared by spark plasma sintering. Rare. Metal. Mat. Eng. 2024, 53, 1236–1244. [Google Scholar]
- Liu, X.; Wang, Y.; Qin, L.; Guo, Z.; Lu, Z.; Zhao, X.; Dong, H.; Xiao, Q. Friction and wear properties of a novel interface of ordered microporous Ni-based coating combined with MoS2 under complex working conditions. Tribol. Int. 2023, 189, 108970. [Google Scholar] [CrossRef]
- Cui, G.; You, S.; Li, F.; Niu, M.; Gao, G.; Liu, Y. High-temperature wear and friction behavior of Co matrix composites reinforced by MoSi2 over a wide temperature range. Tribol. Int. 2023, 189, 108920. [Google Scholar] [CrossRef]
- Bhushan, B.; Neetu; Banerjee, A.; Bijalwan, P.K.; Patel, S.N. Load-dependent wear behavior of novel Fe-based amorphous APS coating derived from compositionally modified high-P pig iron. Surf. Coat. Technol. 2024, 484, 130765. [Google Scholar] [CrossRef]
- Ding, L.; Hu, S.; Quan, X.; Shen, J. Effect of Mo and nano-Nd2O3 on the microstructure and wear resistance of laser cladding Ni-based alloy coatings. Appl. Phys. A-Mater. 2016, 122, 288. [Google Scholar] [CrossRef]
- Yang, K.; Shi, X.; Huang, Y.; Wang, Z.; Wang, Y.; Zhang, A.; Zhang, Q. The research on the sliding friction and wear behaviors of TiAl-10 wt%Ag at elevated temperatures. Mater. Chem. Phys. 2017, 186, 317–326. [Google Scholar] [CrossRef]
- Ding, L.; Hu, S. Effect of nano-CeO2 on microstructure and wear resistance of Co-based coatings. Surf. Coat. Technol. 2015, 276, 565–572. [Google Scholar] [CrossRef]
- Cheng, J.; Zhen, J.; Zhu, S.; Yang, J.; Ma, J.; Li, W.; Liu, W. Friction and wear behavior of Ni-based solid-lubricating composites at high temperature in a vacuum environment. Mater. Design 2017, 122, 405–413. [Google Scholar] [CrossRef]
- Li, B.; Gao, Y.; Hou, X.; Li, C.; Guo, H.; Kang, Y.; Li, Y.; Zheng, Q.; Zhao, S. Microstructure, mechanical and tribological properties of NiAl matrix composites with addition of BaO/TiO2 binary oxides. Tribol. Int. 2020, 144, 106108. [Google Scholar] [CrossRef]
- Qiu, C.; Li, M.; Chen, S. Anti-Icing Characteristics of PTFE Super Hydrophobic Coating on Titanium Alloy Surface. J. Alloys Compd. 2021, 860, 157907. [Google Scholar]
- Qu, M.; Yao, Y.; He, J.; Ma, X.; Feng, J.; Liu, S.; Hou, L.; Liu, X. Tribological study of polytetrafluoroethylene lubricant additives filled with Cu microparticles or SiO2 nanoparticles. Tribol. Int. 2017, 110, 57–65. [Google Scholar] [CrossRef]
- Qin, S.; Shi, X.; Xue, Y.; Zhang, K.; Huang, Q.; Wu, C.; Ma, J.; Shu, J. Coupling effects of bionic textures with composite solid lubricants to improve tribological properties of TC4 alloy. Tribol. Int. 2022, 173, 107691. [Google Scholar] [CrossRef]
- Lu, G.; Lu, W.; Shi, X.; Zhai, W.; Zhang, J.; Yang, Z.; Chen, W. Tribological properties and self-compensating lubrication mechanisms of Ni3Al matrix bio-inspired shell-like composite structure. Appl. Surf. Sci. 2022, 573, 151462. [Google Scholar] [CrossRef]
- Xue, Y.; Wu, C.; Shi, X.; Zhang, K.; Huang, Q. High temperature tribological behavior of textured CSS-42L bearing steel filled with Sn-Ag-Cu-Ti3C2. Tribol. Int. 2021, 164, 107205. [Google Scholar] [CrossRef]
- Li, J.; Guo, Q.; Tang, Q.; Zhao, G.; Li, H.; Ma, L. Effect of electron beam remelting on microstructure and wear properties of HVOF Ni/WC coatings. Wear 2024, 558–559, 205560. [Google Scholar] [CrossRef]
- Peng, S.; Zhang, L.; Xie, G.; Guo, Y.; Si, L.; Luo, J. Friction and wear behavior of PTFE coatings modified with poly (methyl methacrylate). Compos. Part B-Eng. 2019, 172, 316–322. [Google Scholar] [CrossRef]
- Liu, X.; Qin, L.; Guo, Z.; Wang, Y.; Lu, Z. Anti-friction and wear resistance of Ni-based soft and hard composite coatings. Tribology 2024, 44, 1479–1493. (In Chinese) [Google Scholar]
- Liu, H.; Hao, J.; Niu, Q.; Du, Q.; Zheng, X.; Liu, H.; Yang, H. Influence of ultrasonic assistance on the microstructure and friction properties of laser cladded Ni60/WC composite coatings. J. Alloys Comp. 2025, 1010, 177149. [Google Scholar] [CrossRef]
- ISO 4624:2023; Paints and Varnishes—Pull-off Test for Adhesion. International Organization for Standardization: Geneva, Switzerland, 2023.
- Dong, S.; Cheng, W.; Yao, J. Influence of reciprocating friction on friction and wear characteristics of MoS2 films. Results. Eng. 2023, 18, 101073. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, K.; Liu, G.; Chen, Y.; Wang, M.; Li, S.; Li, R. Recent advances on graphene: Synthesis, properties and applications. Compos. Part A-Appl. S. 2022, 160, 107051. [Google Scholar] [CrossRef]
- Yuan, X.; Yang, X. A study on friction and wear properties of PTFE coatings under vacuum conditions. Wear 2010, 269, 291–297. [Google Scholar] [CrossRef]
- Liu, X.; Guo, Z.; Lu, Z.; Qin, L. Tribological behavior of the wear-resistant and self-lubrication integrated interface structure with ordered micro-pits. Surf. Coat. Technol. 2023, 454, 129159. [Google Scholar] [CrossRef]
- Wang, Y.; Gui, H.; Li, X.; Dong, Y.; Yang, X.; He, Z.; Zhao, D.; Yang, Y.; Zhao, H. Exploring the effect of grain/phase boundary transition phases on the wear resistance of Ni-based metal-ceramic composite coatings: Based on experimental study and finite element analysis. Tribol. Int. 2025, 211, 110846. [Google Scholar]
- Xue, Y.; Shi, X.; Huang, Q.; Zhang, K.; Wu, C. Effects of groove-textured surfaces with Sn-Ag-Cu and MXene-Ti3C2 on tribological performance of CSS-42L bearing steel in solid-liquid composite lubrication system. Tribol. Int. 2021, 161, 107099. [Google Scholar] [CrossRef]
- Huang, Q.; Shi, X.; Xue, Y.; Zhang, K.; Wu, C. Optimization of bionic textured parameter to improve the tribological performance of AISI 4140 self-lubricating composite through response surface methodology. Tribol. Int. 2021, 161, 107104. [Google Scholar] [CrossRef]
- Niu, X.; Zhou, S.; Pan, D.; Zhao, Y.; Li, L. Investigation of the way to enhance the synergistic effect between polyimide and graphene on the tribological performance of polytetrafluoroethylene composites. Polym. Composites 2022, 43, 8426–8436. [Google Scholar] [CrossRef]
- Lu, X.; Liu, X.; Yu, P.; Qiao, S.; Zhai, Y.; Wang, M.; Chen, Y.; Xu, D. Synthesis and characterization of Ni60-hBN high temperature self-lubricating anti-wear composite coatings on Ti6Al4V alloy by laser cladding. Opt. Laser. Technol. 2016, 78, 87–94. [Google Scholar] [CrossRef]
- Qi, K.; Yong, Y.; Hu, G.; Lu, X.; Li, J. Thermal expansion control of composite coatings on 42CrMo by laser cladding. Surf. Coat. Technol. 2020, 397, 125983. [Google Scholar] [CrossRef]
- Zhu, Y.; Shen, S.; Yang, X.; Song, F.; Dong, W.; Wang, Z.; Wu, M. Study on the friction and wear performance of laser cladding WC-TiC/Ni60 coating on the working face of shield bobbing cutter. Opt. Mat. 2024, 148, 114875. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, J.; Peng, Y.; Shen, G. In-situ synthesized novel eyeball-like Al2O3/TiC composite ceramics reinforced Fe-based alloy coating produced by laser cladding. Surf. Coat. Technol. 2020, 391, 125671. [Google Scholar] [CrossRef]
- Shen, M.; Tao, W.; Li, L.; Zhou, Y.; Wang, W.; Wang, S. Effect of microstructure on the corrosion resistance of coatings by extreme high speed laser cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Huang, Q.; Gong, J.; Shi, X.; Liu, B. Tribological properties and self-lubrication mechanisms of 42CrMo inspired composite surface under starved lubrication. Wear 2025, 578-579, 206196. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Cr | Mo | Mn | Fe |
|---|---|---|---|---|---|
| 0.17~0.23 | 0.17~0.37 | 0.80~1.10 | 0.40~0.70 | 0.15~0.25 | balance |
| C | Si | B | Fe | Ni |
|---|---|---|---|---|
| <0.1 | 2.0~3.0 | 1.0~1.5 | <1.5 | balance |
| Material | PTFE | MoS2 | KH-560 |
|---|---|---|---|
| Content | 89 | 10 | 1 |
| ISO Rating | Test Results | Comparison Chart |
|---|---|---|
| 0 | The edges of the incisions are completely smooth without any flaking at the lattice edges |  |
| 1 | Small patches of spalling at incision intersections with less than 5% actual damage in delineated areas |  |
| 2 | Substantial peeling at the edges or intersections of the incision, greater than 5% but less than 15% of the area |  |
| 3 | More flaking along the edge of the incision or total stripping of part of the lattice, with more than 15% but less than 30% of the flaking area |  |
| 4 | Massive flaking or complete flaking along incision margins, greater than 30% but less than 65% |  |
| 5 | More than 65% above the previous level |  |
| Loads/N | 3 | 6 | 10 | 15 |
|---|---|---|---|---|
| Actual contact stress/MPa | 600.00 | 750.00 | 909.09 | 1000.00 |
| Maximum contact stress/MPa | 739.00 | 931.08 | 1103.92 | 1263.68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Wang, Y.; Guo, Z.; Liu, X.; Qin, L.; Lu, Z. Ni20/PTFE Composite Coating Material and the Synergistic Friction Reduction and Wear Resistance Mechanism Under Multiple Working Conditions. Coatings 2025, 15, 830. https://doi.org/10.3390/coatings15070830
Liu X, Wang Y, Guo Z, Liu X, Qin L, Lu Z. Ni20/PTFE Composite Coating Material and the Synergistic Friction Reduction and Wear Resistance Mechanism Under Multiple Working Conditions. Coatings. 2025; 15(7):830. https://doi.org/10.3390/coatings15070830
Chicago/Turabian StyleLiu, Xiyao, Ye Wang, Zengfei Guo, Xuliang Liu, Lejia Qin, and Zhiwei Lu. 2025. "Ni20/PTFE Composite Coating Material and the Synergistic Friction Reduction and Wear Resistance Mechanism Under Multiple Working Conditions" Coatings 15, no. 7: 830. https://doi.org/10.3390/coatings15070830
APA StyleLiu, X., Wang, Y., Guo, Z., Liu, X., Qin, L., & Lu, Z. (2025). Ni20/PTFE Composite Coating Material and the Synergistic Friction Reduction and Wear Resistance Mechanism Under Multiple Working Conditions. Coatings, 15(7), 830. https://doi.org/10.3390/coatings15070830