1. Introduction
The steady increase in energy resource costs necessitates improved thermal insulation of buildings. An efficient way to enhance the thermal performance of existing buildings is to apply additional external insulation to their envelope structures by using a thermal insulation finishing layer. In construction practice, dry building mixtures are widely used for finishing works.
Construction of housing with high requirements for energy saving is one of the most important problems of modern construction materials science. In accordance with modern building codes, the required heat transfer resistance has increased several times, up to almost three times. Heat insulation of external walls largely determines the energy consumption for heating and creating comfortable conditions in the premises. All this re-quires choosing the most effective heat insulation material, taking into account its technical, economic, and environmental characteristics.
The use of thermal insulating mixtures not only reduces energy consumption for heating, but also reduces the use of basic building materials, such as concrete, wood, and brick [
1,
2,
3]. At the same time, heat insulation plaster can be used not only in the construction of new buildings and structures, but also in the reconstruction of existing civil and industrial buildings.
The authors of [
4] investigated the hydration and microstructure of developed cement pastes with the addition of diatomite filler, expanded perlite, and shape-stabilized materials, as well as the formation of phase transitions in the system. Ultra-high-performance characteristics were obtained using metakaolin and diatomaceous filler, which was used as an alternative to fly ash [
5]. The authors of [
6] report the results obtained from the use of diatomaceous raw materials, giving an overview of their characteristics and influence on the properties of building solutions. In [
7], the authors investigated and obtained data on the fire resistance of lightweight mortar and provided a comparative analysis of mortars based on calcium sulfoaluminate, raw and expanded vermiculite, and perlite. The authors of [
8] investigated vermiculite as a raw material and as a potential component for improving the thermophysical properties of cement mortars mixed with calcium sulfoaluminate for use in hot regions of China. The authors of [
9] developed mortars with natural lightweight filler made of expanded vermiculite and studied their physical and mechanical properties, which have fairly high indicators. The assessment of heat transfer of mortars for coatings containing expanded vermiculite in the form of fine filler is reflected in [
10]. There have been quite a few studies on the influence of mineral waste on construction mortars, and the authors of [
11] investigated the impact of mineral wool and perlite waste on the operational characteristics of a lightweight construction mortar based on LC3, proposing promising solutions for more environmentally friendly construction. The authors of [
12] presented the results of experimental studies of mortars based on dry construction mixtures using reactive powder concrete (RPC). This type of concrete can serve not only as a structural material in the construction of buildings and structures, but also as a semi-finished product for the production of dry construction mixtures for various purposes. According to the results of the studies, redispersible polymer powder and fly ash can be used as additional components for the preparation of various dry construction mixtures.
It is known that in the structure of the dry mix price, the cost of raw materials is up to 30–40%. The authors of [
13] proposed a modification of diatomite and identified the reasons for the strengthening of lime–diatomite finishing compounds depending on the composition of the dry mixture. It has been established that the use of thermally activated diatomite increases the compressive strength of lime–diatomite finishing compounds, contributes to an increase in early structural strength, and accelerates the hardening processes of lime–diatomite compounds, while the introduction of local raw materials naturally reduces the cost of the mixture. In [
14,
15,
16], solutions are proposed for the modification of waste from mining and processing plants, shungite, and diatomite, which have a positive effect on the physical and mechanical characteristics of composites using them and, accordingly, their cost.
In this regard, it is important to use local raw materials in the formulation of dry mixes with improved thermal properties.
Conventional cement–sand and lime–sand mortars have no thermal insulation properties. To increase the thermal insulation properties of dry mixes, fillers are often used: expanded graphite or vermiculite, foam glass, diatomite, and expanded polystyrene filler [
6,
13]. In additive construction technology, the most rational approach, according to the authors of [
17,
18,
19,
20,
21,
22,
23,
24,
25,
26], is to use mortar compositions based on mixed binders with various types of thermal insulation materials, which ultimately results in increased energy efficiency and high fire resistance.
Thanks to these materials, higher thermal insulation properties are achieved and the density of plaster decreases, which also increases the sound insulation properties of surfaces [
5,
8,
24]. Article [
21] discusses lime-based dry construction mixtures for the restoration of historic buildings. It shows that lime composites based on compositions with mineral additives, fired at a temperature of 450–500 °C, are characterized by a high content of zeolites, a reduction in Ca (OH)
2 content, a 31.8% increase in the amount of chemically bound lime, and an increase in compressive strength of 2–2.6 times at 28 days of air-dry hardening. Article [
22] discusses the possibility of using standardized dry mixtures, whose distinctive feature is that CMC high-silica sand is used as a filler and powdered LST as a binder. Article [
23] presents innovative research related to the possibility of using diatomite as a filler in composite materials to improve their sound-absorbing and thermal insulation properties. The results of a study of the effect of diatomite treatment (calcination) and the degree of its grinding on the sound absorption coefficient are presented. The tests showed that the finest fraction of diatomite particles and the variant without thermal treatment provided the best sound absorption effect.
Perlite sand has proven itself very well as a thermal insulating filler [
4,
7,
11,
12,
24,
25] and is used in the production of plasters by many European and local manufacturers of dry mixes, which is associated with good indicators of thermal conductivity and vapor permeability. Thus, the coefficient of vapor permeability of gypsum plaster is 0.52 mg/(m∙h∙Pa), in contrast to cement at 0.4 mg/(m∙h∙Pa), while the adhesion strength is 0.3 MPa, and the compression strength is up to 1–1.5 MPa. An analysis of the physical and mechanical properties of composite samples [
24], such as density, water absorption, compressive strength, tensile strength, and thermal conductivity, showed that a suitable ratio of binder and vermiculite can be selected for a specific application in a lightweight composite panel made of expanded vermiculite. In [
25], the authors used lignocellulose residues. As a rule, composite materials based on lignocellulose waste have low density and weight, as well as better insulating properties compared to petroleum-based materials. This study presents the results of experimental studies of the sound insulation properties of a composite material based on perlite, starch, and rapeseed stems reinforced with waste. The authors of [
26] added vermiculite and perlite fillers to the composite to improve its sound-absorbing, thermal insulation, and elastic properties. The article investigated the effect of filler content and density on the sound-absorbing, thermal insulation, and elastic properties of the resulting composites.
There are data on the introduction of an air-entrapping additive into mixtures based on perlite filler in order to achieve higher heat and water content indicators. This method is used by Ceresit ST 24 and Thermo-Light manufacturers. The thermal conductivity coefficient of diatomite as a filler varies in the range of 0.05–0.07 W/(m K) and can vary depending on the type of its modes and their density, respectively.
All thermal insulation dry mixes are repairable, and local defects can be fixed relatively quickly. Typically, the mix is applied in several layers, each 2–3 cm thick.
In some cases, thermal insulation mixes serve only as an additional insulating layer. This is due to the fact that certain load-bearing surfaces initially have very low thermal resistance, and only a sufficiently thick layer of insulating plaster can bring this parameter in line with established standards.
The thickness of the applied thermal insulation plaster must not exceed 15 cm [
7,
9,
10]. Most lime-based dry thermal insulation construction mixes exhibit low strength characteristics due to the high content of fillers used to enhance the thermal insulation properties of the coating. Low strength, in turn, affects the durability and poor weather resistance of the coating. Therefore, there is an increasing demand for new, efficient lime-based thermal insulation compositions that combine high strength with low thermal conductivity.
Data analysis shows that diatomite and perlite fillers are very effective in the production of dry construction thermal insulation mixtures.
In the Aktobe region of the Republic of Kazakhstan, there are significant reserves of diatomite, one of the valuable indicators of which is the ability to produce various high-quality construction materials based on it, including dry construction mixes [
13]. The activity of interaction of diatomite with mineral binders (cement, lime) is associated with the content of amorphous SiO
2; its amount can vary from 40% to 100% of the total amount of SiO
2. Activation of diatomite can be achieved by increasing the content of amorphous silicon dioxide in it, by thermal modification methods, or by treating it with silicic acid sol.
According to the Geological Survey, siliceous rocks are widespread in the Aktobe region of the Republic of Kazakhstan. Diatomite is a loose or weakly cemented siliceous sedimentary rock consisting of white, gray, or pink diatom shells. In its natural state, diatomite is a porous material up to 80–85%. By configuration, these pores are closed and shallow. The chemical composition in its pure form can be expressed by the formula mSiO2nH2O. Silica in diatomite is in an amorphous state and amounts to 78–95%, and contains a small amount of calcium, magnesium carbonates, and other impurities.
Previously conducted studies of natural diatomite using an electron microscope show the presence of quasi-two-dimensional lattices indicating the nanostructure of the material under study (diatomite). The main part of the rock consists of the smallest opalescent remains of planktonic diatoms (about 70%) ranging in size from 0.14 to 0.16 mm, with samples up to 0.20–0.22 mm in size. Diatom leaves have cylindrical, linear (rod), and disk shapes. The flap walls penetrate pores up to 200 nm in size [
14].
The free space of diatoms is filled with colomorphic silica. As an impurity, short needle–like scales of clay minerals up to 0.01–0.02 mm in size are present. Thus, the samples of the Zhalpak deposit belong to a biogenic silica-containing rock, represented by the remains of organisms that build a silica skeleton (sponge spikes, leaves of diatomaceous algae, skeletons of radiolarians). Comparative analysis also showed that diatomite deposits from the Aktyubinsk region are of higher quality in composition and can be used for the production of building composites.
Sufficient reserves of siliceous rocks in the Aktobe region of the Re-public of Kazakhstan make it possible to organize the production of effective thermal insulating dry construction mixes.
This article considers modified dry-finishing thermal insulation mixtures, which are a mixture of mineral binders, fillers, litters, and special additives.
Therefore, the aim of this study was to develop formulations of dry construction thermal insulation mixtures using local raw fillers such as diatomite, perlite, and thermally modified diatomite from the Zhalpak deposit, as well as to investigate the effects of modified diatomite and perlite on the main rheological and physical–mechanical properties of the composites.
The novelty of the research lies in the development of thermal insulation compositions based on diatomites from the Zhalpak deposit, determining the temperature of its modification, and studying the main physical, mechanical, and operational properties of the developed compositions.
2. Materials and Methods
2.1. Materials
The following materials were used to prepare a dry construction thermal insulation mixture:
1. Lime with an activity of 80–89%, produced by PS Vostok Trade, Almaty, Kazakhstan, with a true density of 2260 kg/m3, a bulk density of 285 kg/m3, with a specific surface area of 11,000 cm2/g;
2. White Portland cement PC400D20 Heidelberg Materials, Taraz, Kazakhstan, with an absolute reflection coefficient on an absolute scale of 85%;
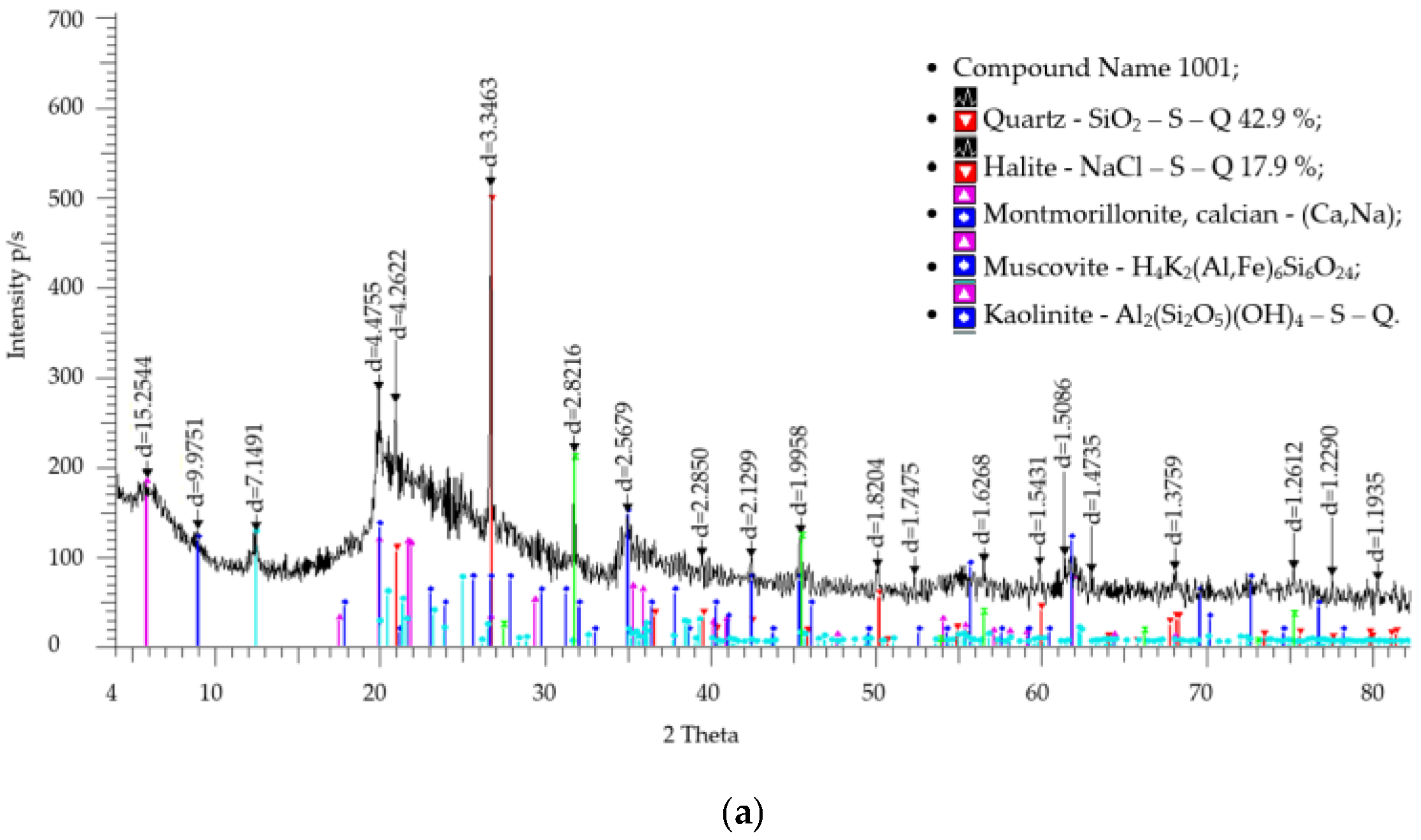
3. Diatomite from the Zhalpaksay deposit of the Mugalzhar district, Aktobe region, Kazakhstan (
Figure 1a,b).
- -
The average density of diatomite in a piece was 300–500 kg/m3;
- -
The average density in the loose state was 220–350 kg/m3;
- -
The true density is 2000 kg/m3; the bulk density was 280 kg/m3.
The chemical composition of modified diatomite is presented as SiO2–86.55%; Al2O3–6.52%; Fe2O3–3.20%; calcium, magnesium, and sulfur oxides less than 1%. Thus, the modified diatomite consisted of dispersed silicon dioxide particles with a developed nanoscale porous structure.
Studies of the mineral composition of diatomite show that the main phase consists of the following minerals: quartz, montmorillonite, muscovite, and kaolinite.
4. Expanded perlite sand M200, Almaty, Kazakhstan with a thermal conductivity coefficient of 0.064 W/m °C and strength 0.10 MPa, produced by the Taraz plant. According to its chemical properties, perlite sand is a pozzolanic material with high reactivity, which in a mixture with CaO forms C–S–H, aluminates, and calcium aluminosilicates due to the high content of amorphous SiO2–76.8%, Al2O3–12.84%, and low content of CaO–2.44%.
5. The following additives were used:
- -
Modified hydroxypropyl methyl cellulose AstoCELL MV 50 G CS, Astana, Kazakhstan, with a volume density of 0.30~0.50 g/cm3, which has good slip resistance and extended open time, and also significantly improves the workability, consistency and water retention of the solution;
- -
Berolan LP-W7, GC ETS Saint Petersburg, Rus, an air–entrapping additive, sodium olefin sulfonate, a surface-active powder used as an air–entrapping agent, which improves workability, frost resistance and water resistance;
- -
Redispersible copolymer powder Mowilith PulverDM 1142P, DOLDER-BIGLER, Germany.
2.2. Methods
1. The study and investigation of the main properties of the developed thermal insulation mixtures was carried out as follows. Samples were taken from at least three locations with different raw material depths, and the selected sample was additionally stirred for 30 s before testing. The beginning of mixing was considered to be the moment when the entire sample of the dry mixture was combined with water (the moment of closure). The mixture was prepared in a mixer according to the following sequence:
- -
Drying the raw material and binder to a constant mass at a temperature of 70–100%;
- -
Mixing the solution for 120 s;
- -
Stopping the mixer to remove the mixture stuck to the walls of the mixer for 90 s;
- -
Mixing for 60 s.
The total mixing time from the moment of mixing with water was at least 3 min without taking into account the time of stopping the mixer. The quality characteristics of high-quality building mixes up to 60–70% are affected by the preparation of the mortar over time, according to government standards [
15].
2. The compressive strength of the compositions was determined on cube samples with dimensions of 70.7 × 70.7 × 70.7 mm of at least 3 samples, aged 3, 7, 14 and 28 days. The raw material mixture with a mobility of more than 5 cm was placed in split forms without a pallet. To do this, the mold was installed on a brick with humidity of no more than 2% and water absorption of 10–15%. Moistened newsprint was laid on the brick. Then, the mold was filled with a mortar mixture with a small top and sealed by bayoneting with a steel rod 25 times along a concentric circle from the center to the edges. The molds filled with the mixture were kept indoors at a temperature of (20 ± 2) °C and relative humidity of (65 ± 10)% until demolding. Twenty-four hours after laying the mixture, the molds were disbanded and the samples continued to be stored in the same room and under the same conditions. It was necessary to completely eliminate drafts and store samples near heating devices. After the curing period of 3, 7, 14, and 28 days had elapsed, the samples were measured with a caliper with an error of 0.1 mm and placed on a press. The load on the sample was increased continuously at a constant rate (0.6 ± 0.4) MPa per second until its destruction. The compressive strength R was calculated for each sample with an error of up to 0.01 MPa (0.1 kgf/cm
2) time, according to government standards [
16].
3. The plastic strength or ultimate shear stress of the finishing mixture was deter-mined by a conical plastometer KP–3. This method is based on loading an indenter (cone) into the composition under study and consists in measuring the depth of immersion of the cone under the influence of static load according to government standards [
27]. At the moment when the cone reaches equilibrium, the shear stress t in the body becomes equal to the yield strength × 0.
4. The water retention capacity of the compositions was determined in accordance with government standards [
28]. Before testing, 10 sheets of used blotting paper with a size of 150 × 150 mm were weighed with an error of 0.1 g, placed on a sheet of glass with a size of 150 × 150 mm and a thickness of 5 mm. A layer of gauze was placed on top of the blotting paper, a metal ring with an internal diameter of 100 mm and a height of 12 mm was mounted on it, and everything was weighed again. Then, the thoroughly mixed solution mixture was placed at the edge of the metal ring, weighed, and left for 10 min. The metal ring with the solution was then carefully removed with gauze, and the blotting paper was weighed with an error of up to 0.1. The water retention capacity of the finishing mixture was determined by the percentage of water in the sample before and after. The water retention capacity was determined twice for each sample and calculated as the arithmetic mean of the results of two determinations that differed from the lower value by no more than 20%.
5. The thermal conductivity was determined on an ITP-MG4 device. The method consists in creating a stationary heat flow that passes through a sample of a certain thickness and is directed perpendicular to the front surfaces of the sample, measuring the density of this heat flow, the temperature of the opposite faces, and the thickness of the sample according to government standards [
29].
6. Shrinkage deformations were determined on an IZA–2 optical comparator according to government standards [
30].
7. The adhesion strength was determined by the die block break-off method (normal break-off). This method is based on determining the ultimate strength of the die block when the surface breaks according to government standards [
31]. Cylindrical die blocks with a diameter of 50 mm were used, which were glued to the final surface with an EAF epoxy adhesive. The sample was placed horizontally, the dynamometer was attached to the stamp, and the necessary forces were recorded to reduce the compaction of the test sample. The strength of the bond between the surface composition and the substrate was determined by the formula reflected in the regulatory document.
8. Determination of frost resistance was carried out by the usual method of repeated freezing and thawing method, according to government standards [
15]. Cube samples with dimensions of 70.7 × 70.7 × 70.7 mm, 6 control and 12 main samples for one composition, were tested in series at the design stage after exposure at a temperature of t = 20 °C–23 °C, and relative humidity of 50–60%.
The control samples of the composition were saturated with water at a temperature of (20 ± 2) °C before strength testing, and the main samples before freezing. For saturation, the samples were immersed in water at 1/3 of their height for 24 h, then the water level was raised to 2/3 of the height of the samples and kept in this state for another 24 h, after which the samples were completely immersed in water for 48 h so that the liquid level as at least 20 mm higher than the upper edge of the samples.
The grade of mixtures for frost resistance when tested by the established method is taken as corresponding to the required one, if the average value of the compressive strength of the main samples after the number of cycles of alternating freezing and thawing, for this grade, has decreased by no more than 10% compared to the average compressive strength of the control samples.
The frost resistance grade of the mixture does not correspond to the required one if the average value of the compressive strength of the main samples of this brand in terms of frost resistance has decreased by more than 10% compared to the average compressive strength of the control samples. In this case, the frost resistance grade of the mixture is determined based on the results of intermediate tests.
If the decrease in the average strength of the main samples after intermediate tests compared to the average strength of the control samples exceeds 10%, the tests are dis-continued.
Frost resistance of the contact zone was determined by the strength of adhesion to a solid construction thermal insulating mixture with a concrete and cement–sand base, by the shear method and by the stamp method (method according to regulatory document GOST 31356) [
17].
Samples for testing were made in the form of a 50 × 50 mm prism. The thickness of the samples did not exceed 10 mm. A stencil was placed on the base, on which a mixture was applied, ready for use and with the established mark of mobility. The mixture was smoothed with a metal spatula, after which the stencil was immediately removed. During the period of structure formation (before the start of hardening), truncated conical rings were pressed into the mixture layer by rotating it to the base. Then, while continuing to rotate, the rings were carefully removed. The distance between the rings, as well as between the rings and the edges of the base, was at least 50 mm.
The prepared samples were stored for 7 days at a temperature of (20 ± 2) °C and relative humidity of (95 ± 5)%, and then for 21 days at a temperature of (20 ± 2) °C and relative humidity of (65 ± 5)%. The total hardening time of the samples was 28 days.
Samples were produced with dimensions of 50 × 50 mm, from a solid layer of the mixture that had hardened on the surface of a concrete slab or other base, by cutting through the layer with any cutting tool.
For testing, 15 samples were made for each mixture (5 samples as controls, 10 main) for variable freezing and thawing (5 samples for intermediate tests, 5 final ones).
The hardened samples were fixed with epoxy or another fast-acting high-strength glue at a temperature of (20 ± 2) °C and a relative strength of (65 ± 5)% for 24 h and left for 27 days. Then, the force of separation of the samples from the base was determined after 24 h on a press or other measuring device, by applying a force to the stamp with a speed of increase of (250 ± 50) m/s.
The adhesion strength of the sample to the substrate was defined as the maximum force applied perpendicular to the surface of the sample at which the sample was detached from the substrate.
Strength of adhesion to the substrate when testing a single sample MPa was determined by the Formula (1):
where
F is the maximum force of separation of the sample from the base, N;
S is the contact area of the sample surface with the base, mm.
Each unit value of the adhesive strength was rounded to 0.1 MPa. The arithmetic mean value of the test results of all samples, MPa, as taken as the test result. The arithmetic mean value was rounded to 0.1 MPa. The brand of mixtures for frost resistance of the contact zone was taken as corresponding to the required one if the average value of the adhesion strength of new samples after the number of alternating freezing and thawing cycles established in regulatory or technical documents for mixtures of specific types for this brand decreased by no more than 20% compared to the average the strength of the control samples.
The frost resistance grade of the contact zone mixture did not meet the requirements if the average value of the adhesion strength of the main samples of this brand in terms of frost resistance had decreased by no more than 20% compared to the average strength of the control samples.
If the decrease in the average adhesion strength of the main samples after intermediate tests compared to the average value of the adhesion strength of the control samples exceeded 20%, the tests were stopped.
3. Results
It is known that the surface of dispersed materials has an energy potential, the presence of surface energy, and some processes in them can occur arbitrarily at their active centers. The composition and reactivity of the surface of a substance depends on the nature of formation, the size and shape of the sample particles, the porosity of the crystallographic modification, etc.
Diatomite-based mixtures are characterized by increased crack resistance, and to regulate this property, diatomite filler was modified. Diatomite modification was carried out by the thermal method [
13].
Roasting diatomite at a temperature of 900 °C to 1100 °C leads to the interaction of amorphous silica with impurities, in the process of which a liquid phase is formed, and upon cooling it is transformed into glass, which significantly reduces the overall porosity of the material. Particles of diatomite with a fibrous structure, as well as the remains of dehydrated clay minerals, determine the strength of the samples and the cristobalite content gradually increases in the samples and products.
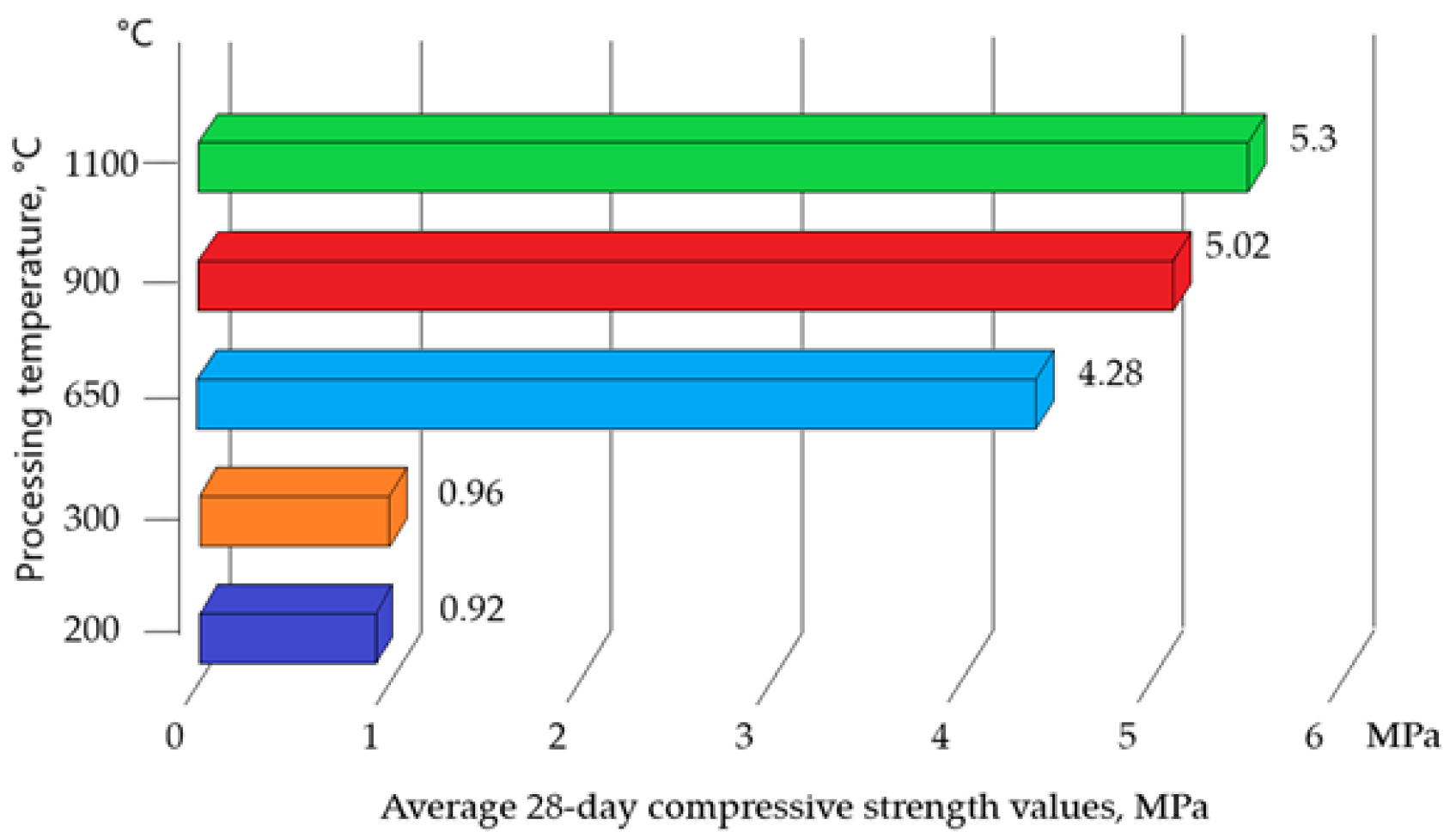
An assessment of the compressive strength of modified diatomite is shown in
Figure 2, based on the results of testing samples of cubes measuring 70.7 × 70.7 × 70.7 mm at an age of 28 days.
It is known that dry construction mixes based on lime and diatomite are characterized by a slow set of compressive strength. It was therefore decided to add white Portland cement in the amount of 5% by weight of lime and special additives Asto CELL MV 50 G CS, Berolan LP–W7, and Mowilith Pulver DM 1142P to regulate the processes of structure formation of the developed compositions. The rates are shown in
Table 1.
For all the above compositions, control formulations were also molded without the introduction of Portland cement in an amount of 5% by weight of lime.
The control and main compositions were subjected to triple molding to obtain average values.
All samples were solidified under air-dry conditions at a temperature of 18–20 °C and a relative humidity of 60–70%. The kinetics of strength gain of lime–cement samples based on modified diatomite, expanded perlite sand, and additives are presented in
Table 2 and
Figure 3.
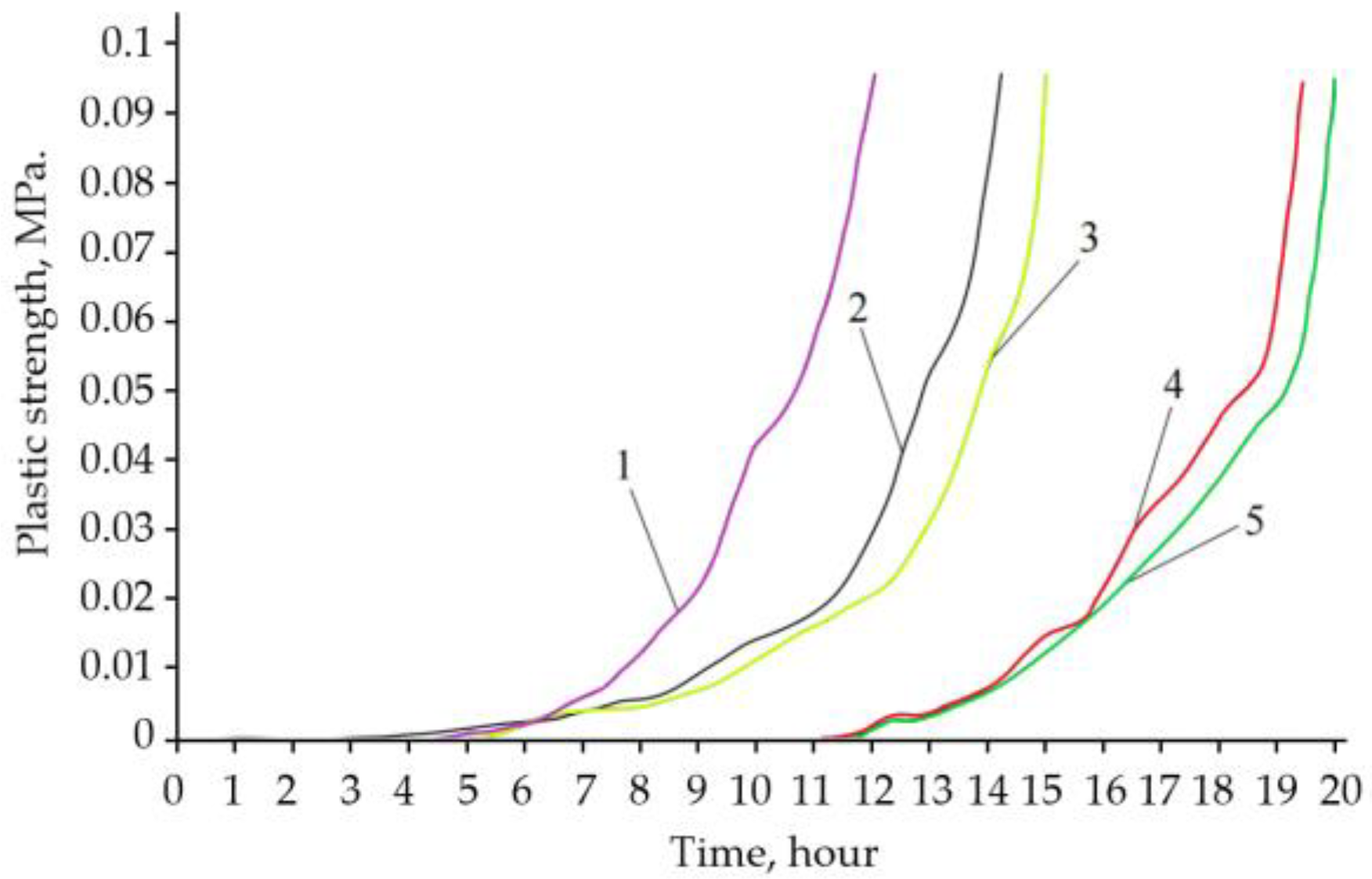
The effect of additives in a lime–cement mixture on the rheological properties of the composite is shown in
Figure 4. It has been established that lime–cement compositions are plastic systems.
Based on the obtained data on the strength gain kinetics of construction thermal insulation composites (
Table 2,
Figure 3), it can be observed that the strength increase for the compositions was as follows: Composition No. 1—33.98% at day 3, 59.70% at day 7, and 89.80% at day 14; Composition No. 2—28.90% at day 3, 58.33% at day 7, and 83.33% at day 14; Composition No. 3—36.72% at day 3, 58.18% at day 7, and 88.36% at day 14; Composition No. 4—28.0% at day 3, 53.0% at day 7, and 78.0% at day 14; Composition No. 5—28.90% at day 3, 59.0% at day 7, and 82.05% at day 14. On average, the strength gain for all compositions was 31.3% at day 3, 57.6% at day 7, and 84% at day 14, reaching 100% strength by day 28. These results correspond to the typical strength gain kinetics observed in lime–cement composites.
Table 3 shows experimental data on the dynamic shear stress of lime–cement com-positions using AstoCELL MV 50 G CS, Berolan LP–W7, and Mowilith PulverDM 1142P additives.
The introduction of additives and their amount gives a faster set of plastic strength, as shown in
Figure 4.
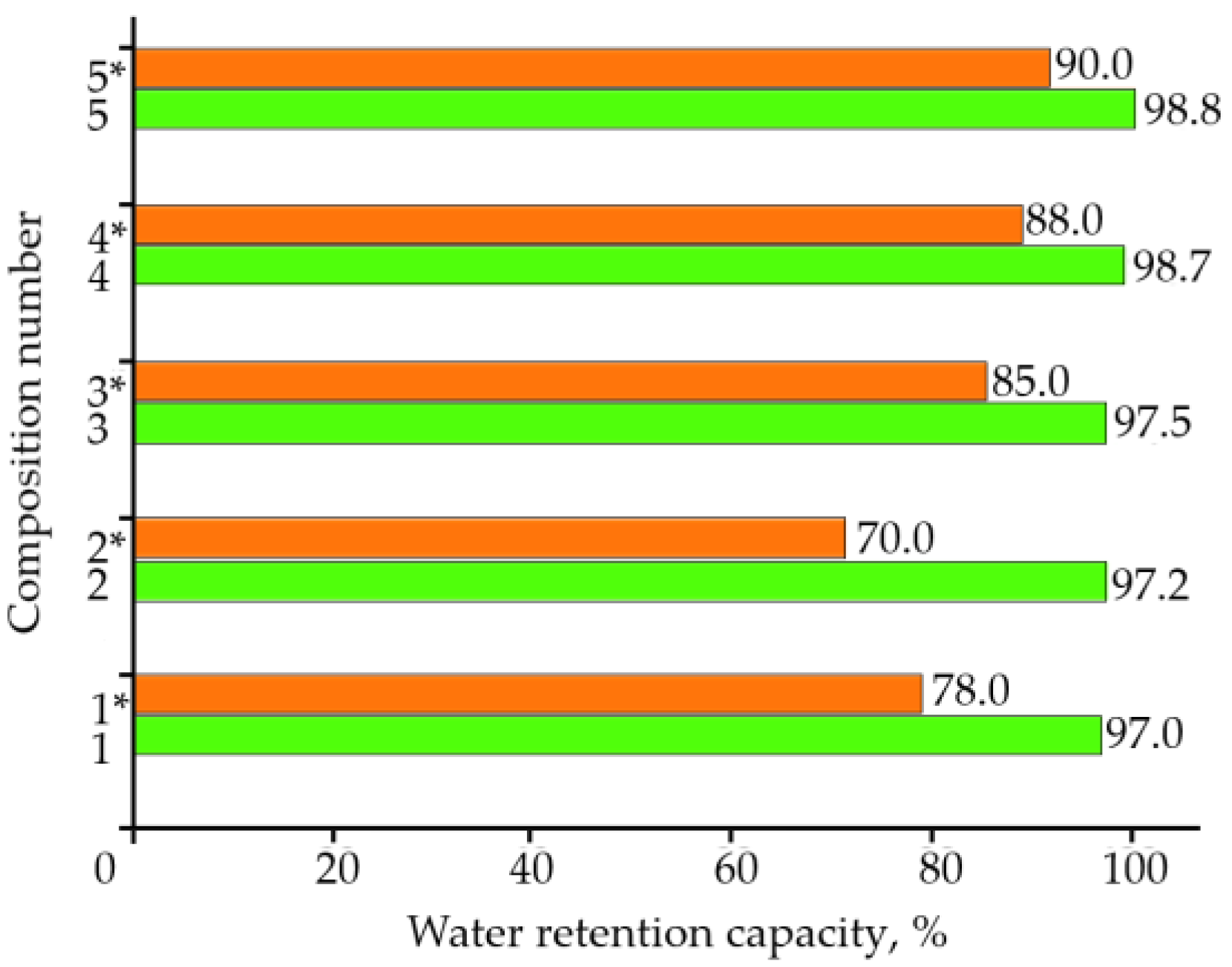
An important characteristic of dry building mixes is their water retention capacity, which allows them to maintain the mobility of the mixture. An assessment of the water retention capacity of heat-insulating lime–cement resins based on modified diatomite and perlite sand with additives AstoCELL MV 50 G CS, Berolan LP–W7, and Mowilith PulverDM 1142P is shown in
Figure 5.
If we consider each composition separately, we observe that Compositions 1 and 1* had water retention capacity indicators of 78% without additives and 97% with additives; Compositions 2 and 2* showed 70% without additives and 97.2% with additives; Compositions 3 and 3* showed 85% without additives and 97.5% with additives; Compositions 4 and 4* showed 88% without additives and 98.7% with additives; and Compositions 5 and 5* showed 90% without additives and 98.8% with additives. The average water retention capacity in the presence of special additives was 97.84%, and without additives 82.2%. The standard deviation for all compositions was ±0.475%. The data obtained show a certain pattern, which we had assumed; namely, that without the use of special additives, regardless of the binder–filler ratio (lime–diatomite), they will be below the standard values, and in the presence of special additives, this value meets the requirements set forth in the regulatory documents.
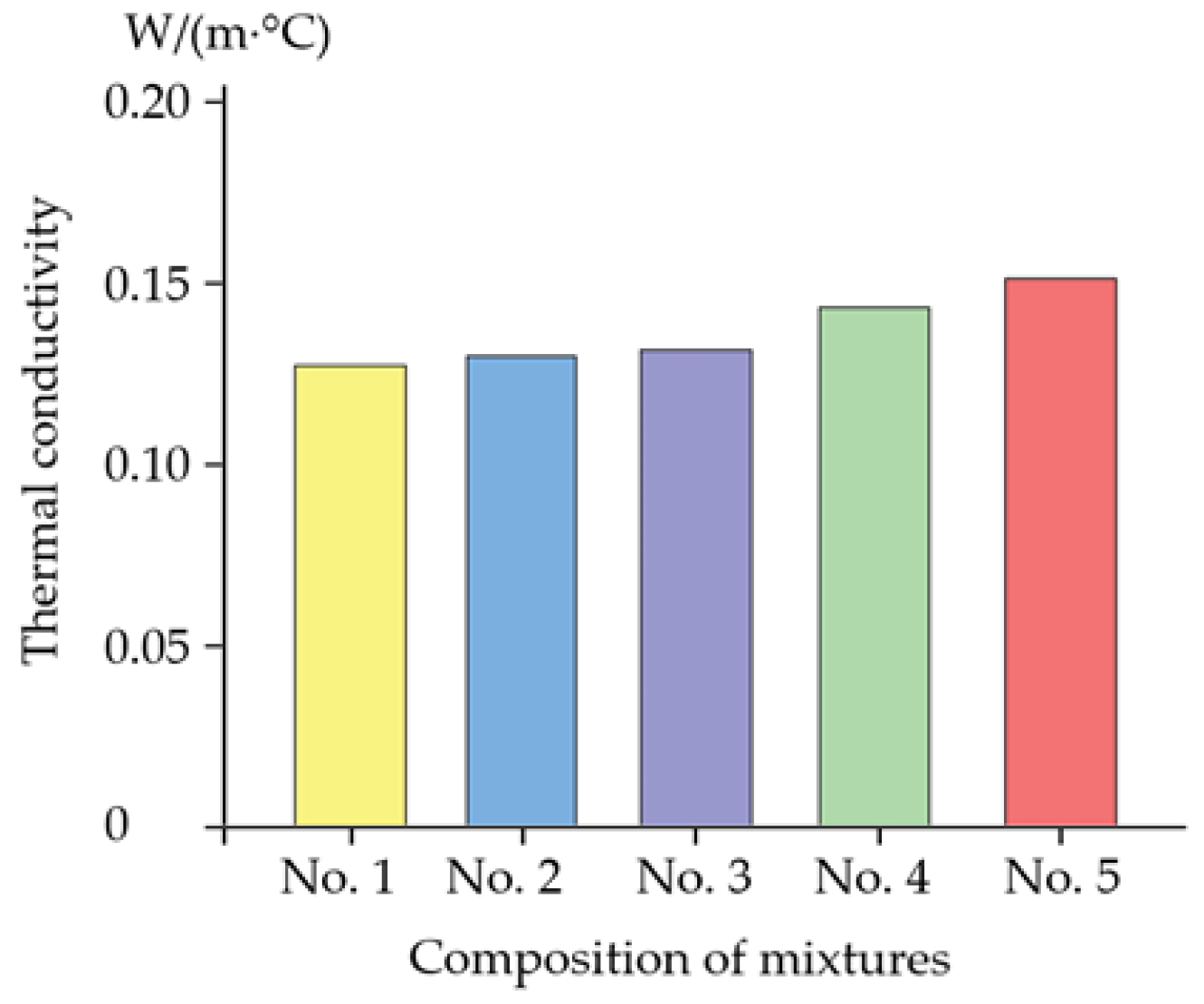
Studies of compositions for determining thermal conductivity were carried out on an ITP-MG4 device; the results are shown in
Figure 6.
Modern dry building mixes are multi-component systems and compositions. The quality of the finishing coating is influenced by the solid ratio, the degree of dispersion of fillers, the nature and amount of the additive, and the packing density of the solid phase. Diatomite-based formulations are known to be prone to cracking, and this value is also influenced by the thickness of the coating. One of the most important indicators of the durability of dry construction mixes is the crack resistance of coatings. Cracks are formed under the influence of internal and external factors that cause deformations ε
def exceeding the maximum extensibility of the material ε
prev; that is, cracking of coatings occurs if the condition is not met, as shown by Formula (2):
Cracking of coatings can also occur when the internal tensile stresses σ (Formula (3)) reach the cohesive strength of the coating material, i.e.,:
The authors of [
32] experimentally and numerically investigated the influence of various combinations of steel and polypropylene fibers on the behavior of reinforced concrete beams, demonstrating improvements in strength, ductility, and crack formation. One of the most promising types of fibers currently available are hybrid polymer fibers, which can be used in the technology of producing dry mixtures to regulate crack formation in coatings.
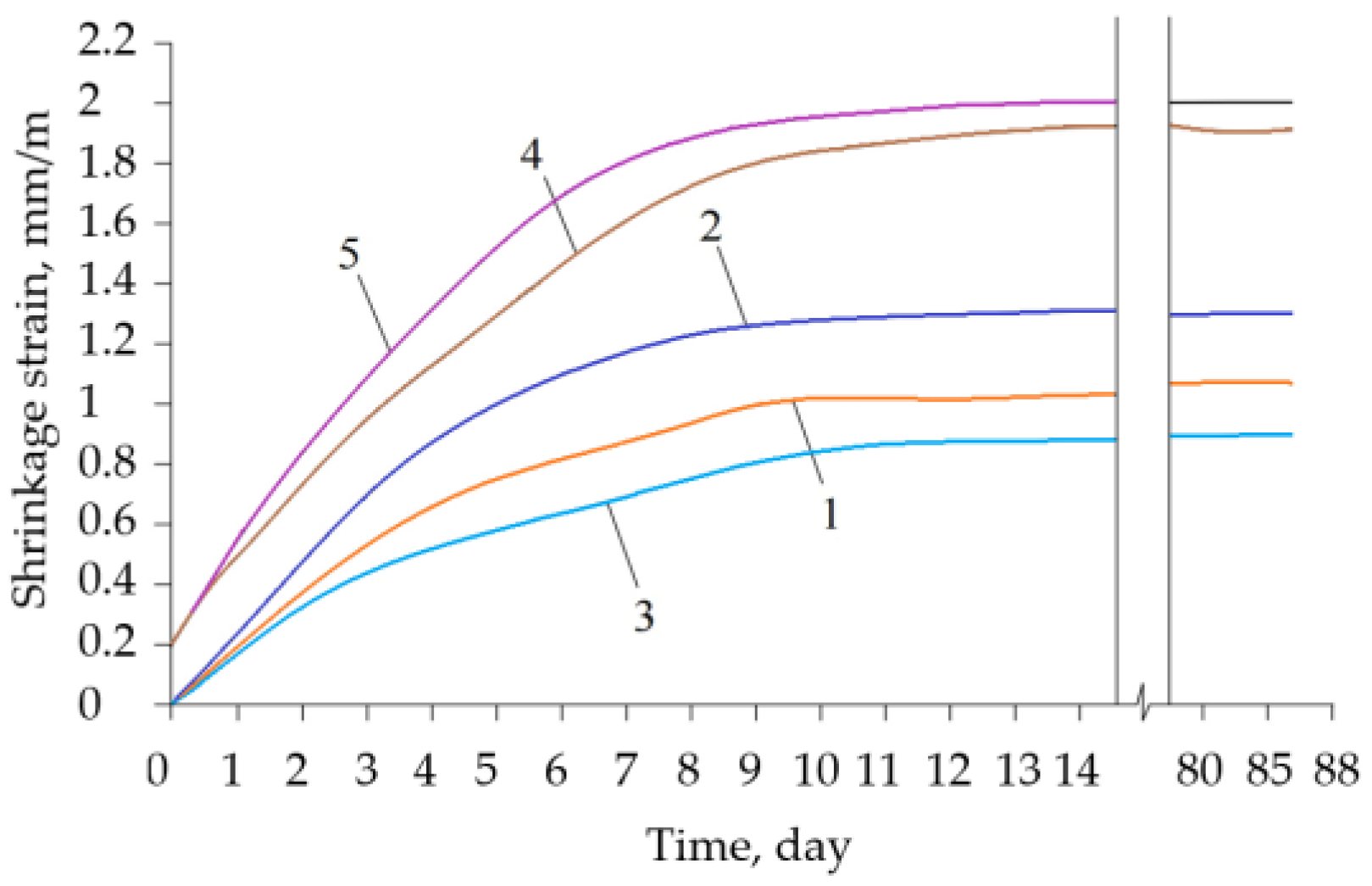
In order to determine the crack resistance of the developed thermal insulation compositions, shrinkage deformations of coatings during hardening were measured. Shrinkage deformations were measured using an IZA–2 optical comparator.
Figure 7 shows a graph of changes in shrinkage properties of coatings based on the following compositions: No. 1, No. 2, No. 3, No. 4, No. 5, where the lime is 22.89%, 26.29%, 29.89%, 33.29%, 39.89%; white Portland cement 5%, modified diatomite 51%, 50.6%, 49%, 45.6.%, 39%; perlite sand 20%, 17%, 15%, 15%, 15%, water retaining additive-modified hydroxypropyl methyl cellulose AstoCELL MV 50 G CS 0.1% by weight of lime; Berolan LP–W7, air-entrapping additive, sodium olefin sulfonate 0.01% by weight of lime, and redispersible copolymer powder Mowilith PulverDM 1142P 1% by weight of lime.
An important property of coatings based on dry construction thermal insulation mixtures is the strength of adhesion to the surfaces to be finished. The adhesion strength of finishing coatings is the value of adhesion determined by the method of separation of the matrix from the surface of the sample, or by the shear method. Many other properties of the construction thermal insulating mixture, including durability and protective ability under operating conditions, also significantly depend on the index of adhesion strength and its stability.
In the process of structural formation of a building thermal insulating mixture, the chemical composition, structure, and properties of the material change, macromolecule conformation changes occur, and the formation surface can be activated and, accordingly, stresses appear in the contact zone. All this affects the nature of the adhesive interaction.
Thus, during the formation of the coupling, and during its operation, the initially established connections can be preserved, destroyed, or supplemented with new connections. The degree of adhesion depends not only on the presence, but also on the number of bonds between the contact bodies. The number of connections is determined by the actual contact area between the building insulation mixture and the substrate.
The bond strength of the developed lime–cement thermal insulation mixtures with a concrete surface and a cement–sand base was studied, and the data are given in
Table 4.
To assess the operational resistance of coatings based on a lime–cement thermal insulating mixture, frost resistance tests were performed by alternately freezing and thawing the finishing coating of Composition No. 5 at the age of 28 days of air–dry hardening at a temperature of (23 ± 5) °C and relative humidity (65 ± 5)%. Samples measuring 70.7 × 70.7 × 70.7 mm were tested in series.
The brand of mixtures for frost resistance (
Table 5) when tested by the established method was taken as corresponding to the required one, if the average compressive strength of the main samples after the number of cycles of alternating freezing and thawing was reduced by no more than 10% compared to the average compressive strength of the control samples.
One of the important characteristics of frost resistance of the finishing composition is the frost resistance of the contact zone. Determination of the frost resistance of the contact zone consists in alternately freezing and thawing a composite sample deposited on a concrete and cement–sand base. The adhesion strength of the coating to the substrate was evaluated by the shear method and the die block break-off method. The results of tests of Composition No. 5 are presented in
Table 6.
4. Discussion
The graph (
Figure 2) data show that when diatomite was modified at a temperature of 900 °C, the compressive strength was 5.02 ± 0.251 MPa, and at a temperature of 1100 °C, the compressive strength was 5.3 ± 0.265 MPa. In the future, research work will adopt a modification of diatomite at a temperature of 900 °C, since a higher temperature is less economically feasible and the strength gain is only 5.5%.
Modified diatomite and expanded perlite sand have low thermal conductivity and should be used in the manufacture of dry building mixes for thermal insulation. Therefore, compositions of dry construction thermal insulation mixtures were developed and tests of the developed compositions were carried out.
Analysis of the data in
Table 2 and
Figure 3 reveals that Compositions No. 2 and No. 3 showed compressive strength from 2.52 ± 0.126 to 2.75 ± 0.137 MPa, while the highest strength was observed in Compositions No. 4 and No. 5, which was due to a good binder content of ~33% and ~40% lime and an additional 5% white Portland cement and, accordingly, the optimal ratio of modified diatomite fillers was 39%–45.6% and expanded perlite sand 15%. In [
33], the results confirmed the effectiveness of using porous fillers such as expanded perlite to reduce the thermal conductivity of cement-based composites. The work found that the addition of perlite in amounts up to 20% helped to reduce the thermal conductivity coefficient to 0.16–0.23 W/m °C, while the compressive strength remained at 2.5–3.5 MPa depending on the composition. Freeze resistance was also evaluated in the study, and it was shown that the optimal combination of binder and porous fillers provided material resistance to repeated freezing and thawing cycles. These data are consistent with the results obtained in the present work, where diatomite and expanded perlite were also used, and the strength of the compositions reached up to 3.59 MPa with a low thermal conductivity of 0.128–0.152 W/m °C.
The use of white Portland cement in the amount of 5% by weight of lime contributes to an increase in the strength of the lime composite. Thus, the compressive strength of samples after 28 days of air hardening using white Portland cement was Rcom = 3.59 ± 0.179 MPa, while the strength of the control sample was Rcom = 2.0 ± 0.10 MPa. In a similar study [
34] analyzing the effect of adding 5 wt.% white Portland cement (CEM I 52.5 R) on the properties of NHL-based mortar, it was shown that even this small amount of cement significantly improved the mechanical performance and durability of the material. The authors noted, “white Portland cement very effectively improves the hydraulic hardening” and the introduction of 5% cement improved both the compressive strength and frost resistance of the mortar compared to pure NHL mortar.
Samples with a perlite sand content of more than 15% are characterized by increased shrinkage deformations, so compositions with a perlite sand content of no more than 15% are the most optimal.
Data analysis from
Table 3 and
Figure 4 shows that the amount of binder and additives based on modified hydroxypropyl methylcellulose, sodium olefin sulfonate, and redispersible copolymer powder had a structuring effect on the hardening process. Specifically, the presence of these additives led to an increase in shear stress and plastic viscosity of the mix. Thus, the dynamic shear stress of lime–cement compositions without additives is 200–400 rpm τ = 0.000187–0.000220 MPa, and for compositions based on three types of additives, τ = 0.000285–0.000321 MPa.
The use of special additives in the compositions significantly changed the adhesive ability and improved the cohesive–adhesive interaction of the compositions with different substrates. Also, this value was positively affected by modified diatomite due to the presence of active centers that consisted of products of chemical interaction of nanosized silica particles of diatomite with Ca(OH)2, as well as during their adsorption at the interface, which blocked the growth and recrystallization of lime crystals. In the presence of modified diatomite, the main hardening products are hydrate phases that are close in chemical composition to C–S–H (II), as well as calcite and lime and expanded perlite sand with pozzolanic activity.
In one experiment in [
35] devoted to the study of properties of cement mortar with diatomite and calcium stearate addition, it was found that diatomite increased adhesion properties and affected structure formation in the material. The authors observed that the porous structure of diatomite promoted the adsorption of hydration products and blocked the growth of Ca(OH)
2 crystals. As a consequence, hydrate phases close to C-S-H composition were formed in the presence of diatomite, and the tested material showed improved water resistance. Thus, when diatomite and stearate were added together, the activity of the material reached 83% compared to the control sample, reflecting the enhanced cohesion and adhesion characteristics due to the development of C-S-H structure at the interface.
The results of the compositions for water retention capacity showed the data that we expected; namely (
Figure 5), that without the use of special additives, regardless of the lime–diatomite ratio, they will be lower than the standard values, and in the presence of special additives, this value is normal; namely, the average in the presence of special additives was 97.84 ± 0.053%, and without additives 82.2 ± 0.071%. The data in
Figure 6 show that the coefficient of thermal conductivity of all compositions belonged to the category of thermal insulation and this value for the developed compositions varied from 0.128 ± 0.0064 to 0.152 ± 0.0076 W/m °C. Analysis of the data in
Figure 6 shows that there were no significant deformations for all compositions, since a ratio within 1 was observed: 2.55–3.2. The use of modified diatomite as a filler did not negatively affect shrinkage deformations, and varied for all compositions in the range of ε = 1.2–2.0 mm/m. According to the data in
Table 4, it was found that the adhesive strength values ranged from R
adg = 0.25–0.36 MPa on a concrete base and 0.26–0.38 MPa on a cement–sand base. Compositions without special additives demonstrated adhesive and cohesive strength values, regardless of the substrate, within 0.1 MPa, which is also attributed to their low water retention capacity. It was found that the coatings based on the lime–cement thermal insulation mixture withstood 35 test cycles (
Table 5). Tests of cube samples after 35 cycles of freezing and thawing showed a compressive strength loss of 9.8%, which corresponds to frost resistance grade F35, as the strength loss does not exceed 10%. Analysis of the data presented in
Table 6 allows us to conclude that the frost resistance grade of the contact zone of the coating was F35, since the loss in strength was not more than 20% and for 50 and 75 cycles there is a sharp drop in the strength of the adhesion.
5. Conclusions
The results of the conducted studies and the results obtained allowed us to formulate the following main conclusions.
The modification temperature of diatomite at a temperature of T = 900 °C, at which the compressive strength is 5.02 MPa, is established and proposed. The reasons for the hardening of composites were determined depending on the composition of the dry mix. It was established that the use of thermally activated diatomite increased the compressive strength of thermal insulating mixtures, increased the early structural strength, and accelerated the hardening processes of lime–cement diatomite compositions.
The compositions of the thermal insulation mixture were developed using lime (22.89%–39.89%), white Portland cement (5%), modified diatomite (39%–51%), perlite sand (15%–20%), and additives AstoCELL MV 50 G CS (0.1%), BerolanLP–W7 (0.01%), and Mowilith PulverDM 1142P (1%). The strength of the mixture showed that Compositions No. 2 and No. 3 had a compressive strength of 2.52 to 2.75 MPa, while the highest strength was observed in Compositions No. 4 and No. 5, which was due to a good binder content of ~33% and ~40% lime and an additional 5% white Portland cement and, accordingly, an optimal ratio of it was filled with modified diatomite at 39%–45.6% and expanded perlite sand at 15%. The use of white Portland cement in the amount of 5% by weight of lime increased the strength of the lime composite. Thus, the compressive strength of samples after 28 days of air hardening using white Portland cement was Rcom = 3.59 MPa, while the strength of the control sample was Rcom = 2.0 MPa.
Regularities of changes in rheological and technological properties of compositions depending on prescription and technological factors were established. The effect and optimal content of modified hydroxypropyl methyl cellulose AstoCELL MV 50 G CS, sodium olefin sulfonate, the surface-active powder used as an air-entrapping additive, Berolan LP–W7, and redispersible copolymer powder Mowilith PulverDM 1142P were established; namely, an increase in shear stress and an increase in the plastic viscosity of the dough in their presence. It was revealed that the combined introduction of modifying and special additives in the formulation of dry building thermal insulation mixtures contributed to an increase in water retaining capacity to an average of 97.84%, and without additives, 82.2%.
Modified diatomite and expanded perlite sand have low thermal conductivity and should be used in the production of dry construction mixes for thermal insulation. Studies of separation of compositions in terms of heat conductivity showed results from 0.128 to 0.152 W/m °C.
It was found that the values of the adhesive strength varied in the range of Radg = 0.25–0.36 MPa, for a concrete base and 0.26–0.38 MPa for a cement–sand base. Compositions without special additives showed values for adhesive and cohesive strength, regardless of the substrate, within 0.1 MPa, which is also associated with low water retention capacity. The frost resistance of composition No. 5, which was F35, was determined and the frost resistance of the contact zone was determined, which confirmed the F35 brand.
The scientific novelty of the research lies in the development of a recipe for a heat-insulating dry mixture based on thermally modified diatomite from the Zhalpak deposit in the Aktobe region. In the study and research of the main physical, mechanical, and operational properties of the developed compositions, the increase in compressive strength was almost two times, the water retention capacity improved by 16%, the frost resistance of the cube samples and the contact zone showed a frost resistance grade of F35, the adhesion strength on a concrete base as Radg = 0.25–0.36 MPa, and 0.26–0.38 MPa on a cement–sand base, and in terms of thermal conductivity, all compositions can be classified as heat-insulating.


 ,
, 

 ; Composition no. 2—
; Composition no. 2— ; Composition no. 3—
; Composition no. 3— ; Composition no. 4—
; Composition no. 4— ; Composition no. 5—
; Composition no. 5— .
.

 ; Composition No. 2—
; Composition No. 2— ; Composition No. 3—
; Composition No. 3— ; Composition No. 4—
; Composition No. 4— ; Composition No. 5—
; Composition No. 5— .
.
 ; Composition No. 2
; Composition No. 2  ; Composition No. 3
; Composition No. 3  ; Composition No. 4
; Composition No. 4  ; Composition No. 5
; Composition No. 5  .
.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}