
Preparation and Properties of a Composite Glass Protective Lubricating Coating for the Forging of Ti-6Al-4V Alloy

Abstract
1. Introduction
2. Experimental Section
2.1. Glass Powder Preparation
2.2. Preparation and Protection Performance Test of the Glass Coating
- (1)
- Preparation of Ti-6Al-4V alloy specimens: Cylindrical Ti-6Al-4V alloy specimens (18 mm in diameter and 5 mm in height) were first polished with 400 to 800 grit sandpaper. The polished specimens were then immersed in a 20 wt.% aqueous NaOH solution at 60 °C for decontamination. After alkali cleaning, the specimens were placed in 40 °C hot water for ultrasonic cleaning. Finally, the cleaned specimens were dried in an oven at 100 °C for subsequent use.
- (2)
- Preparation of glass coating: First, the as-prepared glass powder, organic binder (methylcellulose), and solvent (distilled water) were placed into a planetary ball mill jar containing mixed-size zirconia grinding balls (1 mm, 3 mm, and 5 mm; mass ratio 1:2:1). Wet ball milling was carried out at 200 rpm for 2 h to yield the desired slurry, with the component mass ratio of glass powder–methylcellulose–distilled water set at 0.75:0.75:1. The prepared slurry was then air-sprayed onto the surface of the pre-treated Ti-6Al-4V alloy substrate, followed by oven-drying.
- (3)
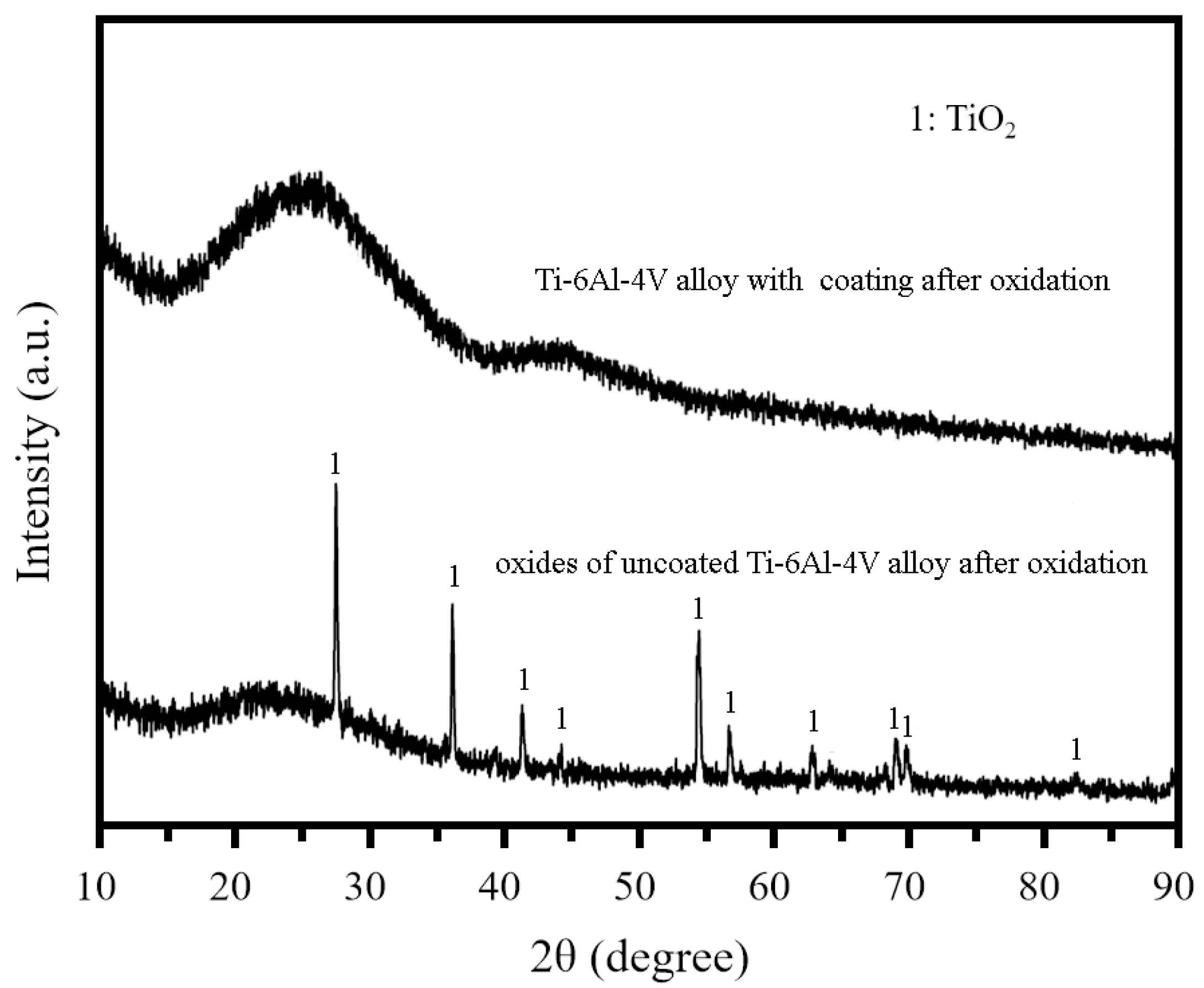
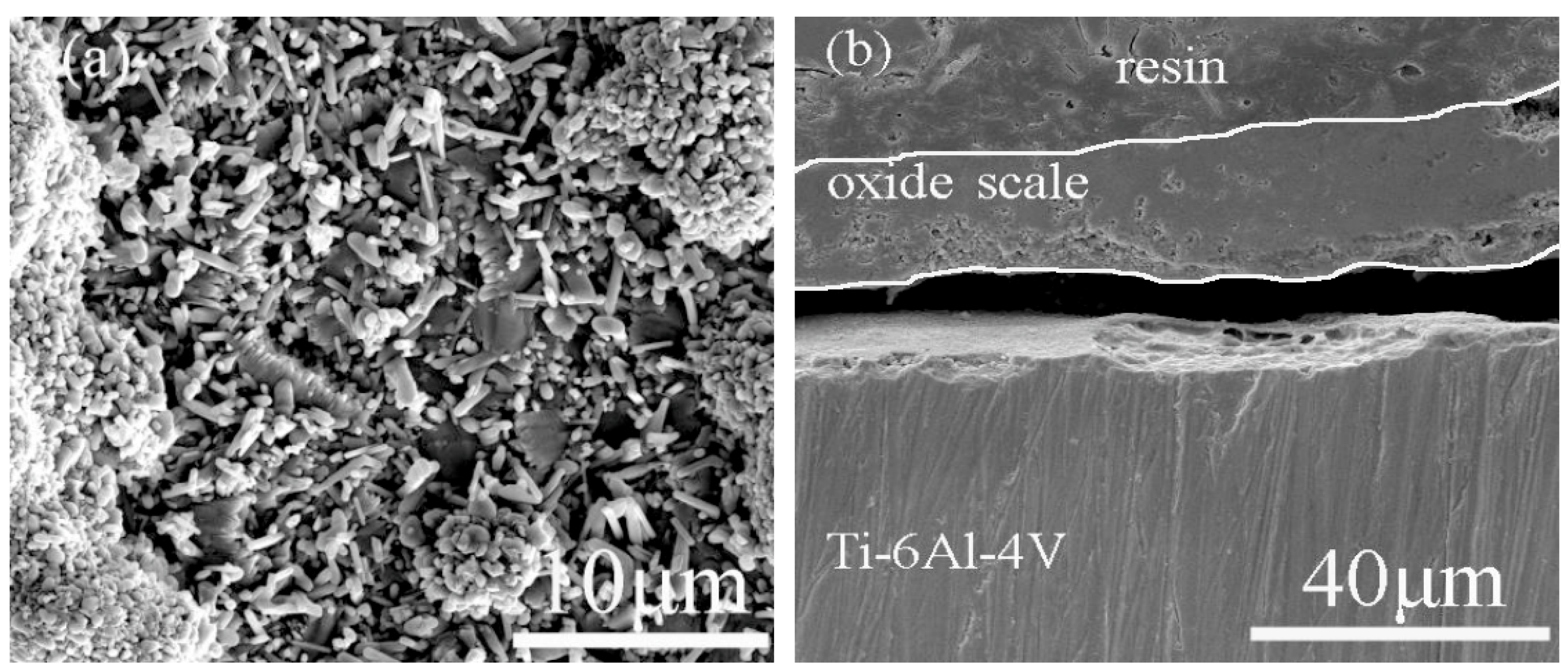
- First, both coated and uncoated Ti-6Al-4V alloy specimens were placed in a muffle furnace. The furnace temperature was then raised to 950 °C at a heating rate of 5 °C/min and held for 1 h. After cooling, specimens were removed for analysis via X-ray diffraction (XRD) and scanning electron microscopy (SEM). XRD characterized the phase compositions of oxidized specimens, while SEM with energy-dispersive spectroscopy (EDS) examined surface and cross-sectional morphologies to evaluate the glass coating’s protective efficacy.
2.3. Determination of the Wetting Angle
- (1)
- Preparation of the titanium alloy sample: First, the rectangular parallelepiped Ti-6Al-4V alloy sample (length: 30 mm, width: 20 mm, height: 2 mm) was polished on the sandpaper with a mesh size of 400 to 800. Then, the titanium alloy sample was cleaned and dried according to the method in Section 2.2.
- (2)
- Preparation of the glass powder cylinder: Glass No. 1 and Glass No. 2 glass powders were uniformly mixed in a certain proportion and then put into a mold to be pressed into a cylinder with a diameter of 10 mm and a height of 5 mm.
- (3)
- Heating test: The as-prepared glass powder cylinder was placed on the pre-treated Ti-6Al-4V alloy samples, which were then loaded into a muffle furnace. The furnace was heated to the target temperature (600~950 °C) at 5 °C/min and held isothermal for 15 min, and the samples were subsequently removed.
- (4)
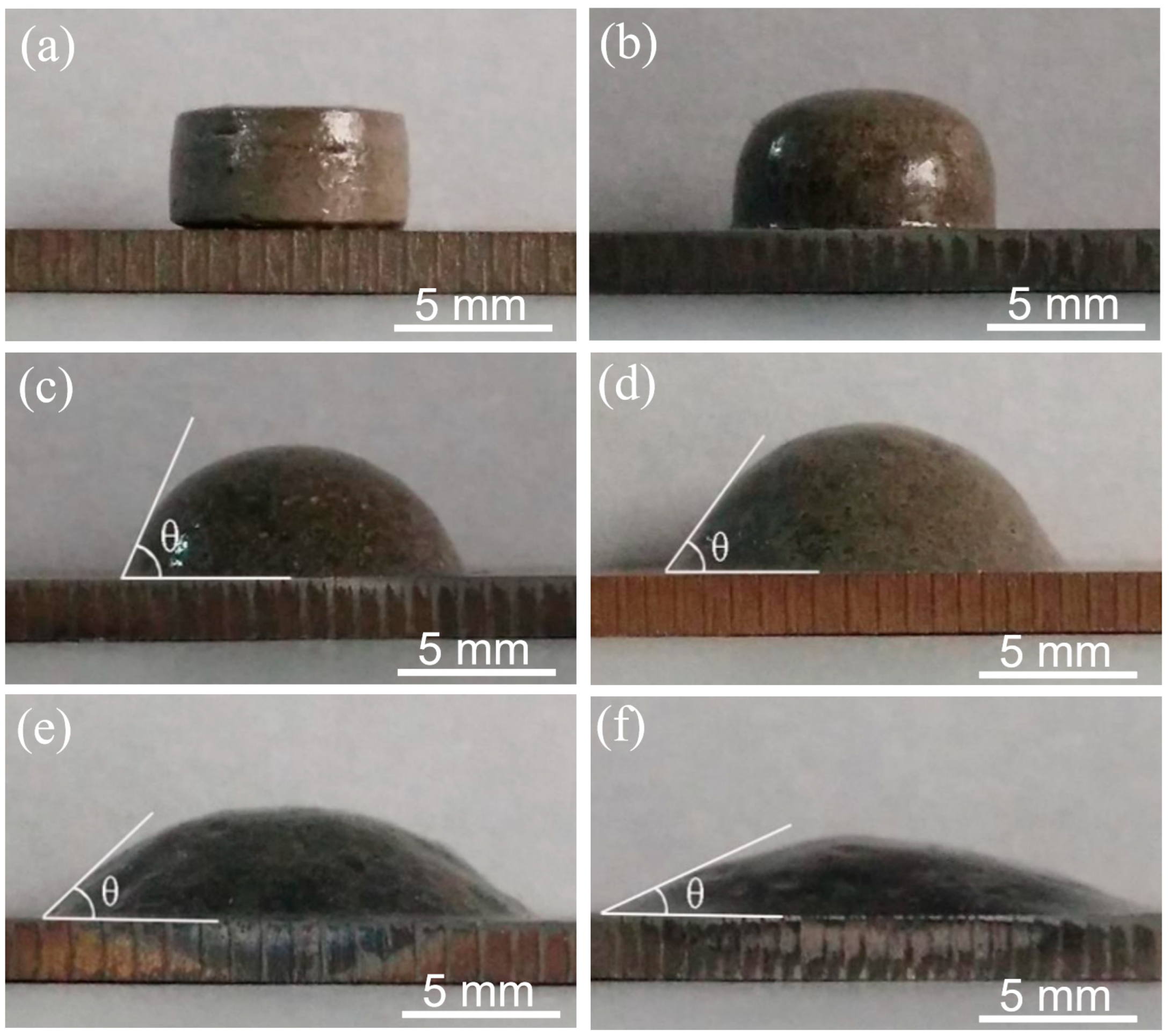
- Measurement of the wetting angle: After the sample was cooled, photos were taken with the rear camera of an Apple iPhone 8 (12 MP, 4032 × 3024 pixels). Then, a tangent was drawn to the gas–liquid interface, and the wetting angle θ between the glass droplet and the surface of the titanium alloy was measured.
2.4. Determination of the Friction Coefficient
- (1)
- Preparation of the titanium alloy sample: Ring upsetting specimens were fabricated from Ti-6Al-4V alloy. As shown in Figure 1, the ring dimensions followed an outer diameter–inner diameter–height ratio of 6:3:2. A 0.2 mm deep groove was machined on the specimen surface to retain the glass coating.
- (2)
- Preparation of the glass coating: The prepared glass slurry was brushed into the surface groove of the titanium alloy specimen, which was then oven-dried at 100 °C for 1 h to cure the coating.
- (3)
- Upsetting process: Specimens were placed in the Gleeble 3500 thermomechanical simulator mold and clamped. The system was rapidly heated to 950 °C and held for 5 min, and then axial compression was applied to induce deformation. The strain rate was set at 1/s, with a target height reduction (ΔH) of 40%. H13 tool steel was used for the upper/lower dies.
- (4)
2.5. Analytical Characterization
3. Results and Discussion
3.1. Determination of the Glass Proportion in the Composite Coating
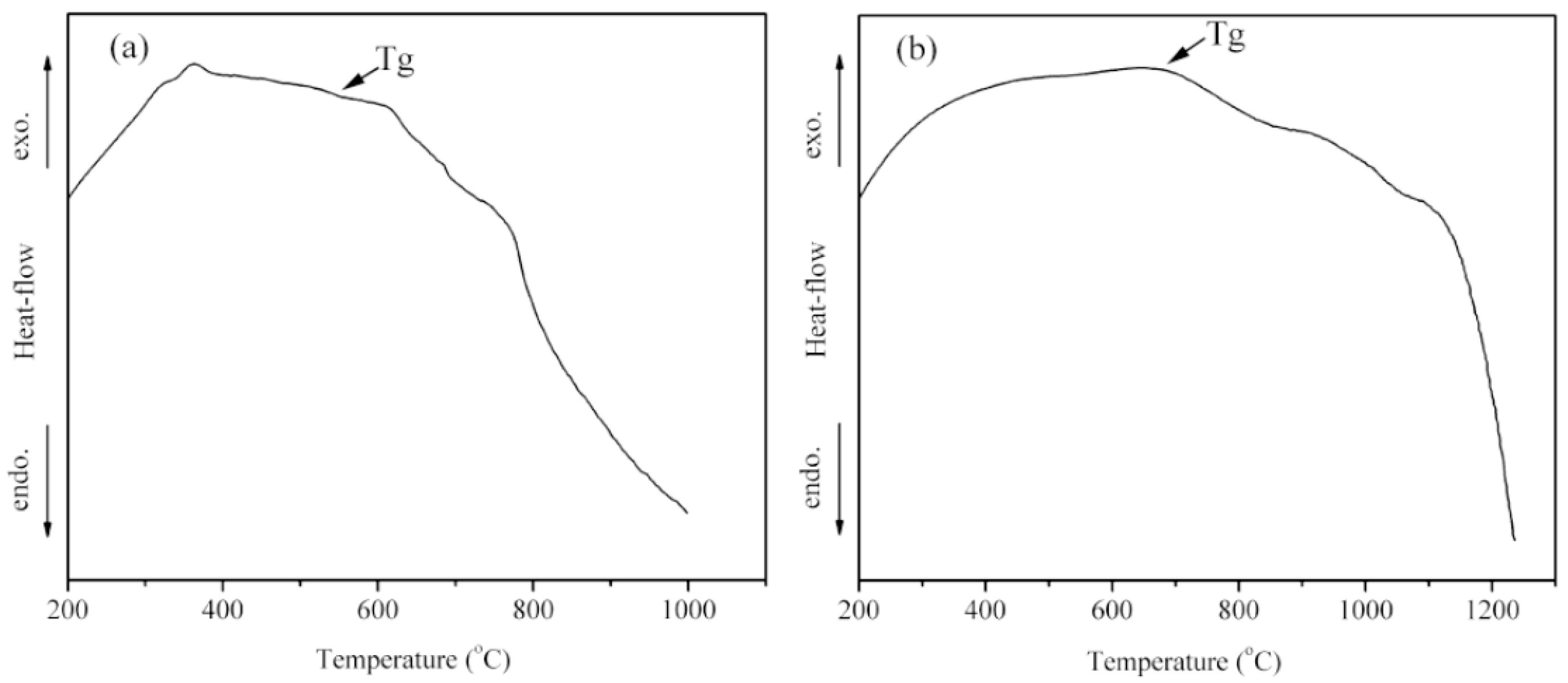
3.2. The High-Temperature Softening and Wetting Properties of Glass
- (a)
- Spreading: when θ = 0°, the glass melt completely spread over the titanium alloy surface.
- (b)
- Wetting: when θ < 90°, the glass melt adhered to the surface with partial coverage.
- (c)
- Non-wetting: when θ > 90°, the glass melt formed bead-like droplets and barely adhered to the surface.
- γgs is the surface tension of the solid;
- γls is the interfacial tension between solid and liquid;
- γgl is the surface tension of the liquid.
- γ is the surface tension of the glass melt;
- ni is the molar percentage of component i in the glass melt;
- γi is the surface tension of component i in the glass melt.
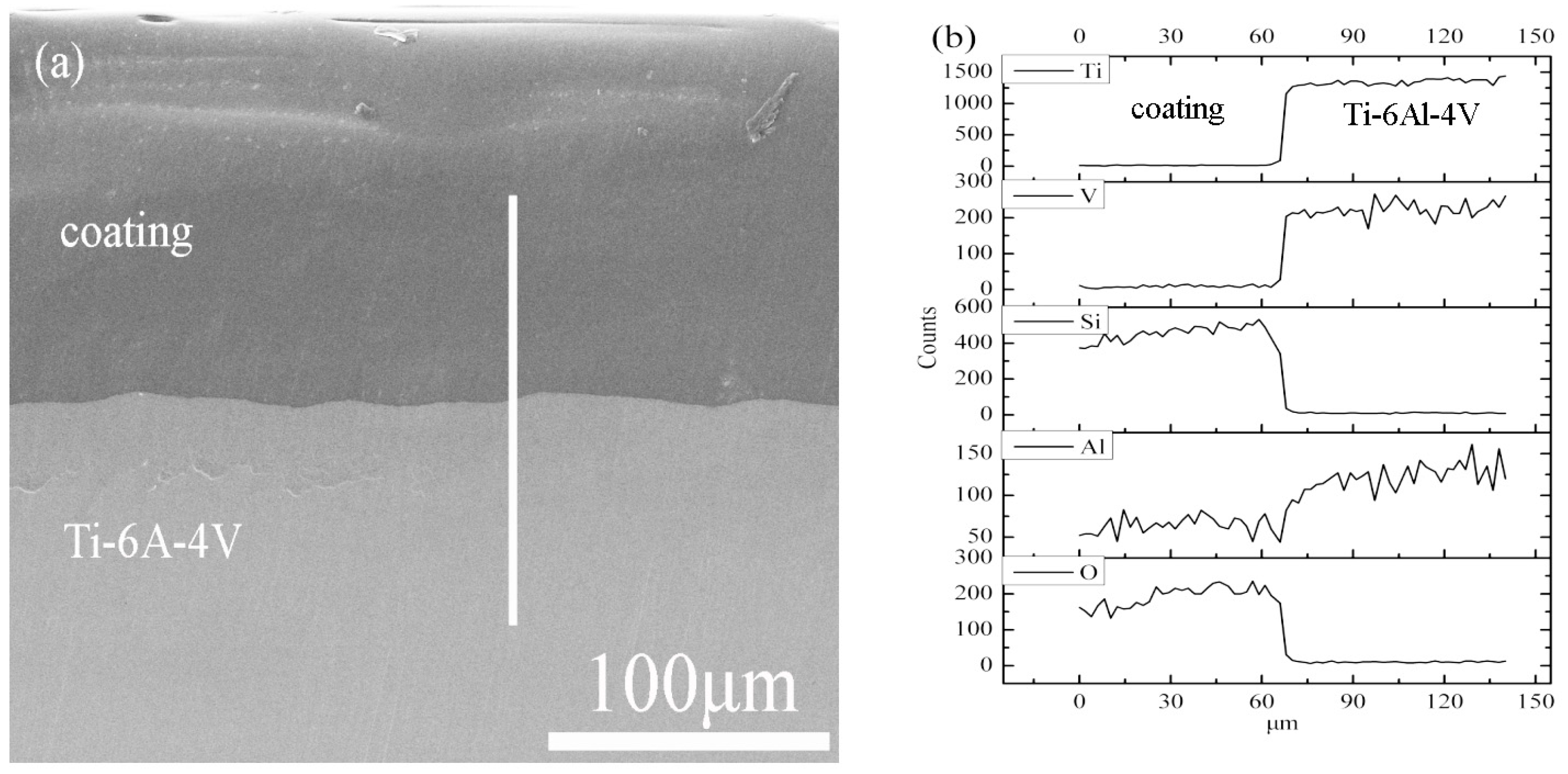
3.3. Protective Performance of the Coating
3.4. Lubricating Performance of the Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, A.; Wang, Q.; Chen, R.; Ding, X.; Su, Y.; Fu, H. Application of alloying for enhancing the corrosion resistance of titanium alloys: A review. Mater. Today Commun. 2025, 42, 111111. [Google Scholar] [CrossRef]
- Yang, J.; Song, Y.; Dong, K.; Han, E.H. Research progress on the corrosion behavior of titanium alloys. Corros. Rev. 2023, 41, 5–20. [Google Scholar] [CrossRef]
- Li, W.; Wang, S.; Yang, X.; Duan, H.; Wang, Y.; Yang, Z. Research progress on fatigue damage and surface strengthening technology of titanium alloys for aerospace applications. Metals 2025, 15, 192. [Google Scholar] [CrossRef]
- Qiu, S.; Wang, W.; Chen, S.; Zhang, R.; Chen, C.; Zhang, W.; Yang, F.; Guo, Z. Microstructural evolution and spheroidization mechanism of powder metallurgy Ti-6Al-4V alloys after high-temperature forging. J. Alloys Compd. 2024, 994, 174771. [Google Scholar] [CrossRef]
- Park, N.-K.; Yeom, J.-T.; Na, Y.-S. Characterization of deformation stability in hot forging of conventional Ti–6Al–4V using processing maps. J. Mater. Process. Technol. 2002, 130, 540–545. [Google Scholar] [CrossRef]
- Shafaat, M.A.; Omidvar, H.; Fallah, B. Prediction of hot compression flow curves of Ti-6Al-4V alloy in α + β phase region. Mater. Des. 2011, 32, 4689–4695. [Google Scholar] [CrossRef]
- Ohnishi, H.; Takamoto, K.; Matsumoto, H.; Matsumoto, R. Microstructural evolution of a Ti-6Al-4V alloy produced by forging process combined with torsional motion. J. Manuf. Process. 2020, 58, 1161–1170. [Google Scholar] [CrossRef]
- Li, L.X.; Peng, D.S.; Liu, J.A.; Liu, Z.Q. An experiment study of the lubrication behavior of graphite in hot compression tests of Ti–6Al–4V alloy. J. Mater. Process. Technol. 2001, 112, 1–5. [Google Scholar] [CrossRef]
- Zhu, S.; Cheng, J.; Qiao, Z.; Yang, J. High temperature solid-lubricating materials: A review. Tribol. Int. 2018, 133, 206–223. [Google Scholar] [CrossRef]
- Mendeza, P.F.; Powell, A.C. Influence of heat transfer on the application of solid lubricant on hot dies. Scr. Mater. 2008, 59, 784–787. [Google Scholar] [CrossRef]
- Xu, J.; Zhu, M.H.; Zhou, Z.R.; Kapsa, P.; Vincent, L. An investigation on fretting wear life of bonded MoS2 solid lubricant coatings in complex conditions. Wear 2003, 255, 253–258. [Google Scholar] [CrossRef]
- Ciszak, C.; Mermoux, M.; Connetable, D.; Proietti, A.; Chevallier, G.; Epifano, E.; Prillieux, A.; Monceau, D.; Perusin, S.; Hacquin, A. Protection of titanium alloys against high temperature oxidation during closed-die forging: Structural analysis of the boro-silicate glass coating/Ti-6Al-4V alloy interfacial region by correlative imaging. Corros. Sci. 2023, 220, 111198. [Google Scholar] [CrossRef]
- Fan, Q.; Zhou, D.; Yang, L.; Zhou, J.; Yang, S.; Yang, Y. Study on the oxidation resistance and tribological behavior of glass lubricants used in hot extrusion of commercial purity titanium. Colloids Surf. A Physicochem. Eng. Asp. 2018, 559, 251–257. [Google Scholar] [CrossRef]
- Shuang, Y.; Dali, Z.; Jiabei, Z.; Lei, Y.; Qing, F.; Qianqian, Y.; Yongqiang, Y. Study on modified water glass used in high temperature protective glass coating for Ti-6Al-4V titanium alloy. Coatings 2018, 8, 158. [Google Scholar]
- Wang, L.; Meng, C.; Liu, C.; Wang, L. Glass-Ceramic Protective Coating for Titanium Alloys. J. Am. Ceram. Soc. 2004, 85, 2867–2869. [Google Scholar] [CrossRef]
- Feng, C.; Duan, S. Research of MF series glass protective lubricant for titanium alloy precision forging process. Mater. Res. Proc. 2024, 44, 388–392. [Google Scholar]
- Tran, B.; Wan, S.; Tieu, A.K.; Zhu, H. Tribological Performance of Inorganic Borate at Elevated Temperatures. Tribol. Trans. 2020, 63, 796–805. [Google Scholar] [CrossRef]
- Wang, Y.; Tian, H.; Guo, L.; Ouyang, J.; Zhou, Y.; Jia, D. Amorphous AlPO4 coating formed on titanium alloy for high temperature oxidation protection: Oxidation kinetics and microstructure. Surf. Coat. Technol. 2014, 252, 134–141. [Google Scholar] [CrossRef]
- Han, R.; Tariq, N.U.H.; Li, J.; Kong, L.; Liu, J.; Shan, X.; Cui, X.; Xiong, T. A novel phosphate-ceramic coating for high temperature oxidation resistance of Ti65 alloys. Ceram. Int. 2019, 45, 23895–23901. [Google Scholar] [CrossRef]
- Kawamura, T.; Kitashima, T. Prediction of oxidation behavior of near-alpha titanium alloys. Scr. Mater. 2016, 124, 56–58. [Google Scholar]
- Guleryuz, H.; Cimenoglu, H. Surface modification of a Ti-6Al-4V alloy by thermal oxidation. Surf. Coat. Technol. 2005, 192, 164–170. [Google Scholar] [CrossRef]
- Xiao, L.; Huang, S.; Wang, Y.; He, X.; Long, C. Preparation and characterization of the anti-high temperature oxidation borosilicate glass coating on TC4 titanium alloy. J. Mater. Eng. Perform. 2022, 31, 534–541. [Google Scholar] [CrossRef]
- Roeper, D.F.; Chidambaram, D.; Clayton, C.R.; Halada, G.P. Development of an environmentally friendly protective coating for the depleted uranium-0.75wt.% titanium alloy: Part I. Surface morphology and electrochemistry. Electrochim. Acta 2005, 50, 3622–3633. [Google Scholar] [CrossRef]
- Wang, F.; Lenard, J.G. An Experimental Study of Interfacial Friction-Hot Ring Compression. J. Eng. Mater. Technol. 1992, 114, 13–18. [Google Scholar] [CrossRef]
- Zhu, Y.; Zeng, W.; Ma, X.; Tai, Q.; Li, Z.; Li, X. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [Google Scholar] [CrossRef]
- Hutchinson, J.M.J. Studying the Glass Transition by DSC and TMDSC. J. Therm. Anal. Calorim. 2003, 72, 619–629. [Google Scholar] [CrossRef]
- Rivollet, I.; Chatain, D.; Eustathopoulos, N. Simultaneous measurement of contact angles and work of adhesion in metal-ceramic systems by the immersion-emersion technique. J. Mater. Sci. 1990, 25, 3179–3185. [Google Scholar] [CrossRef]
- Wang, S.; Li, H.; Li, H.; Ji, S.; Li, G. Study on glass-protective lubricants for titanium alloy forging. Forg. Stamp. Technol. 2003, 28, 3–4+31. [Google Scholar]
- Feng, C.; Sun, G.; Zhang, X.; Li, Y.; Gu, J.; Lu, Z.; Li, G. Study on protective lubricating technology for forging shin bone platform of TC4 titanium alloy knee joint. Forg. Stamp. Technol. 2006, 31, 4–6. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types of Glass | Content (wt%) | |||||
|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | B2O3 | CaO | MgO | Na2O | |
| Glass No. 1 | 30~40 | 2~5 | 25~35 | 5~10 | 5~10 | 10~15 |
| Glass No. 2 | 60~70 | 10~15 | 5~10 | 5~10 | 0~5 | 5~10 |
| Types of Coating | Content of Glass No. 1 (wt%) | Content of Glass No. 2 (wt%) |
|---|---|---|
| Coating A | 80 | 20 |
| Coating B | 50 | 50 |
| Coating C | 20 | 80 |
| Composition | Surface Tension Value (σ × 10−3 n/m) |
|---|---|
| SiO2 | 290 |
| A12O3 | 380 |
| MgO | 520 |
| CaO | 510 |
| BaO | 470 |
| TiO2 | 250 |
| Na2O | 250 |
| K2O | Variable; very small; may be negative |
| B2O3 | Variable; very small; may be negative |
| Sample | The Amount of Height Reduction ΔH | The Amount of Inner Diameter Reduction ΔD | The Friction Coefficient µ |
|---|---|---|---|
| Ti-6Al-4V alloy without glass coating | 40% | 22% | 0.5~0.7 |
| Ti-6Al-4V alloy with glass coating | 40% | 8% | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Z.; Xie, Q.; Zhang, B.; Ren, B.; Tian, S. Preparation and Properties of a Composite Glass Protective Lubricating Coating for the Forging of Ti-6Al-4V Alloy. Coatings 2025, 15, 792. https://doi.org/10.3390/coatings15070792
Xiao Z, Xie Q, Zhang B, Ren B, Tian S. Preparation and Properties of a Composite Glass Protective Lubricating Coating for the Forging of Ti-6Al-4V Alloy. Coatings. 2025; 15(7):792. https://doi.org/10.3390/coatings15070792
Chicago/Turabian StyleXiao, Zunqi, Qiuyue Xie, Bin Zhang, Bing Ren, and Shujian Tian. 2025. "Preparation and Properties of a Composite Glass Protective Lubricating Coating for the Forging of Ti-6Al-4V Alloy" Coatings 15, no. 7: 792. https://doi.org/10.3390/coatings15070792
APA StyleXiao, Z., Xie, Q., Zhang, B., Ren, B., & Tian, S. (2025). Preparation and Properties of a Composite Glass Protective Lubricating Coating for the Forging of Ti-6Al-4V Alloy. Coatings, 15(7), 792. https://doi.org/10.3390/coatings15070792