
Erosive Wear of Stainless Steel-Based Hardfacings with Ex-Situ and In-Situ Synthesized TiC


Abstract

1. Introduction
2. Materials and Methods
2.1. Substrate and Hardfacing Materials
2.2. Sample Preparation
2.3. Cladding Process
2.4. Microstructural Studies
2.5. Mechanical Testing
2.6. Erosive Wear Testing
3. Results and Discussion
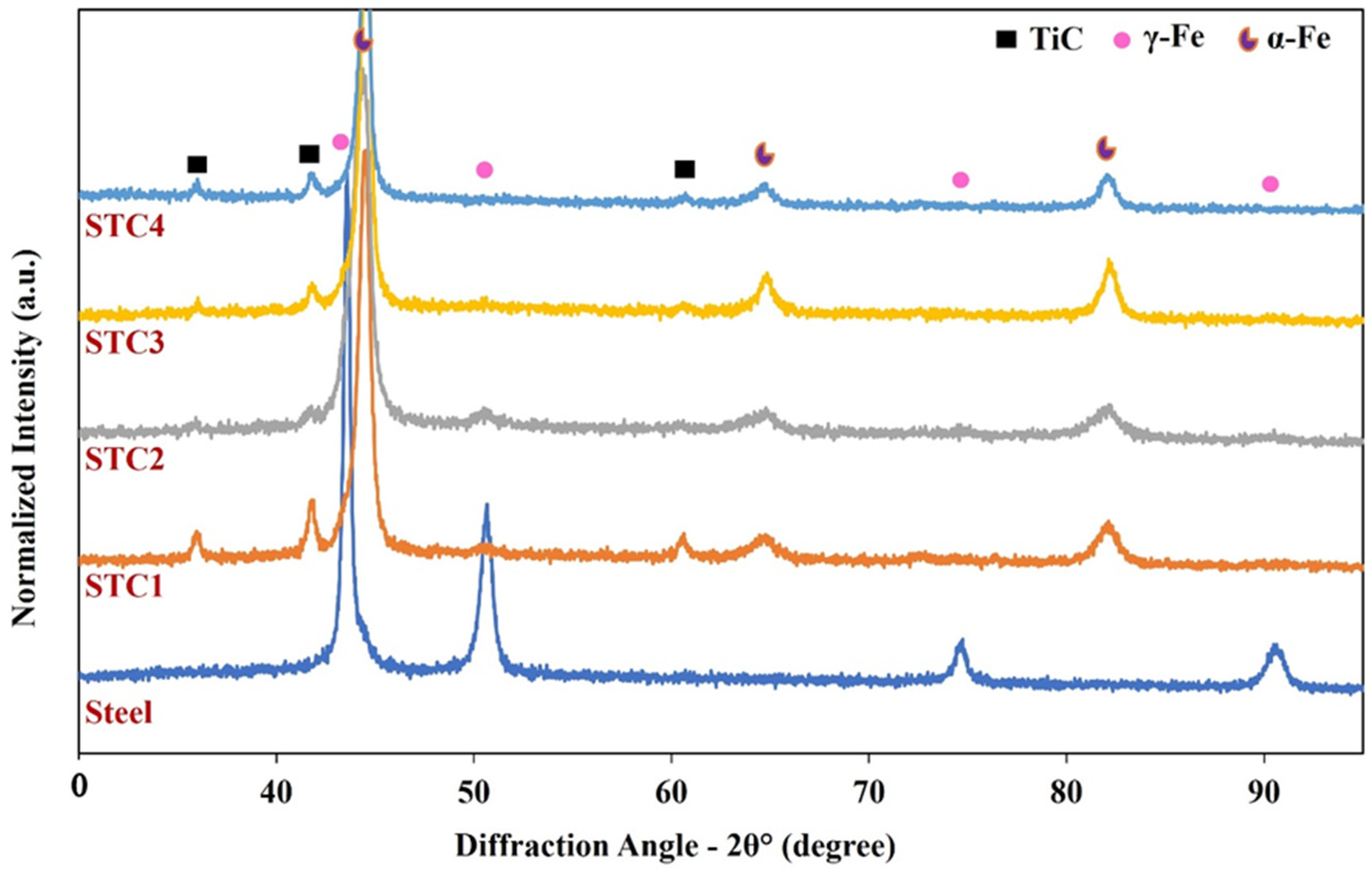
3.1. Phase Analysis
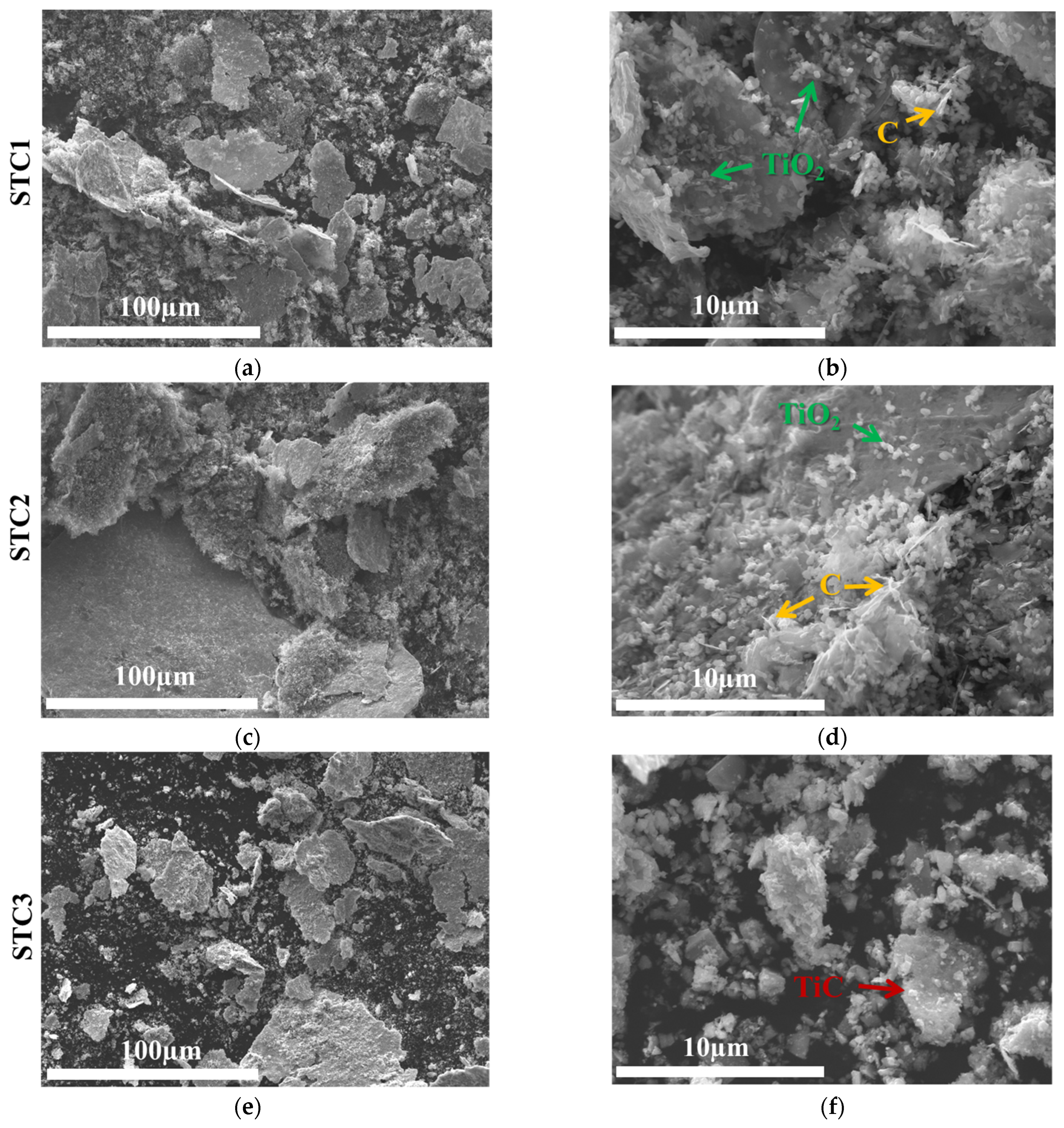
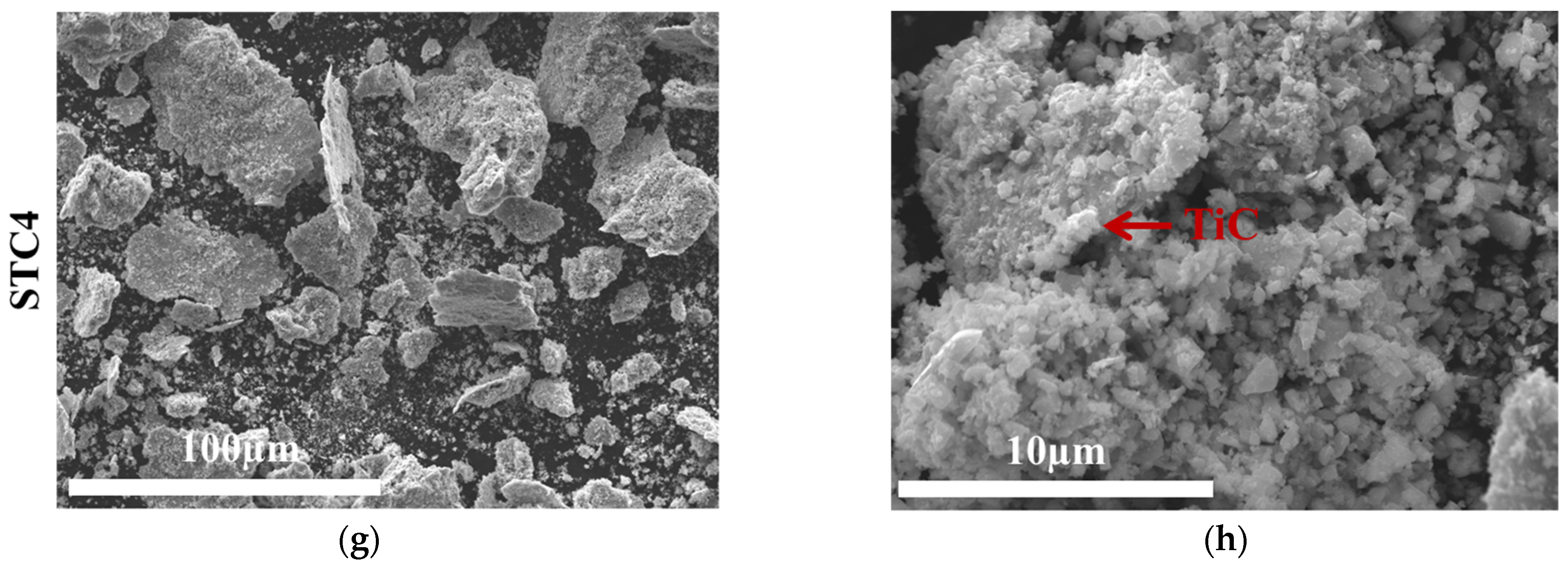
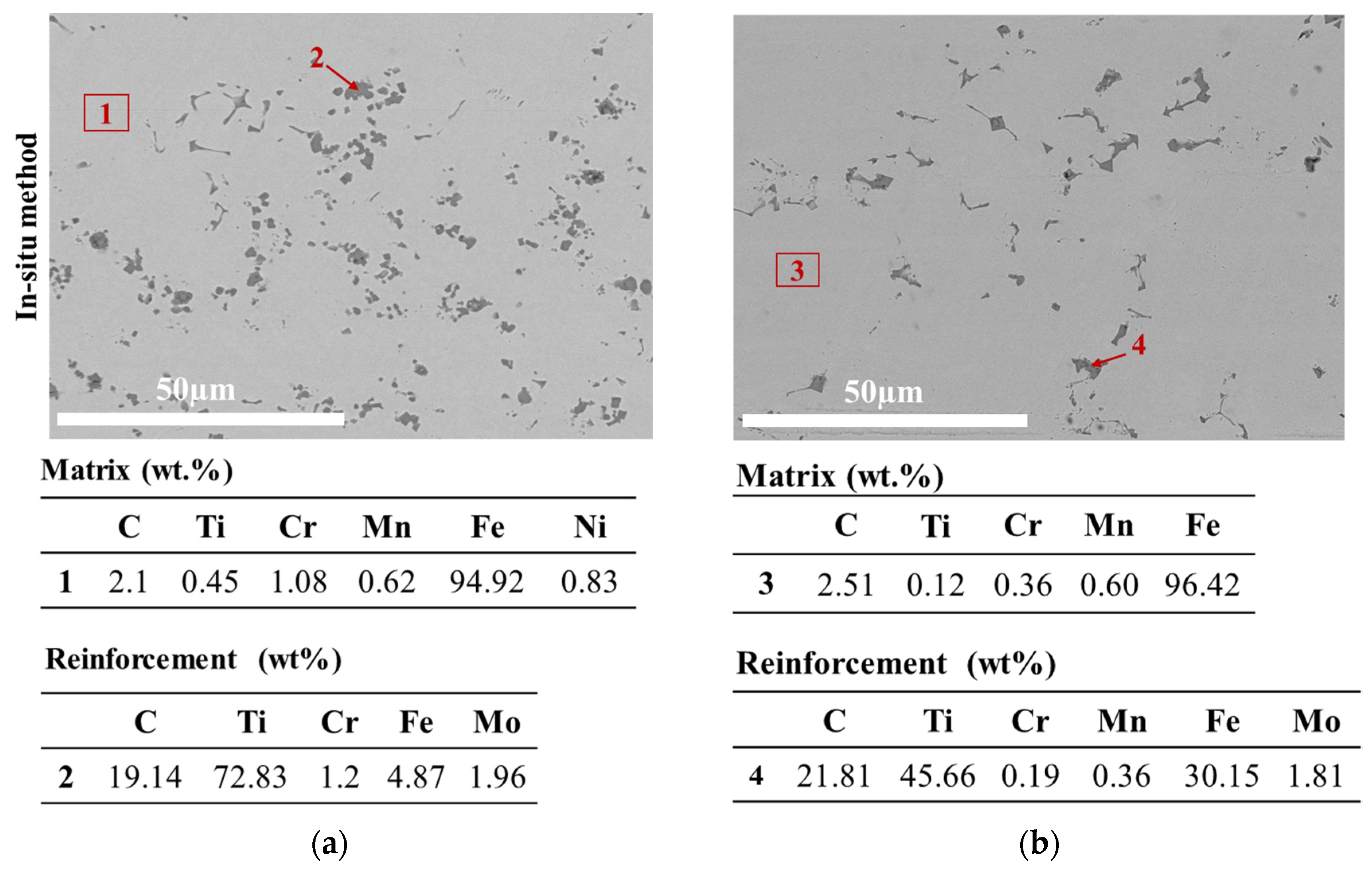
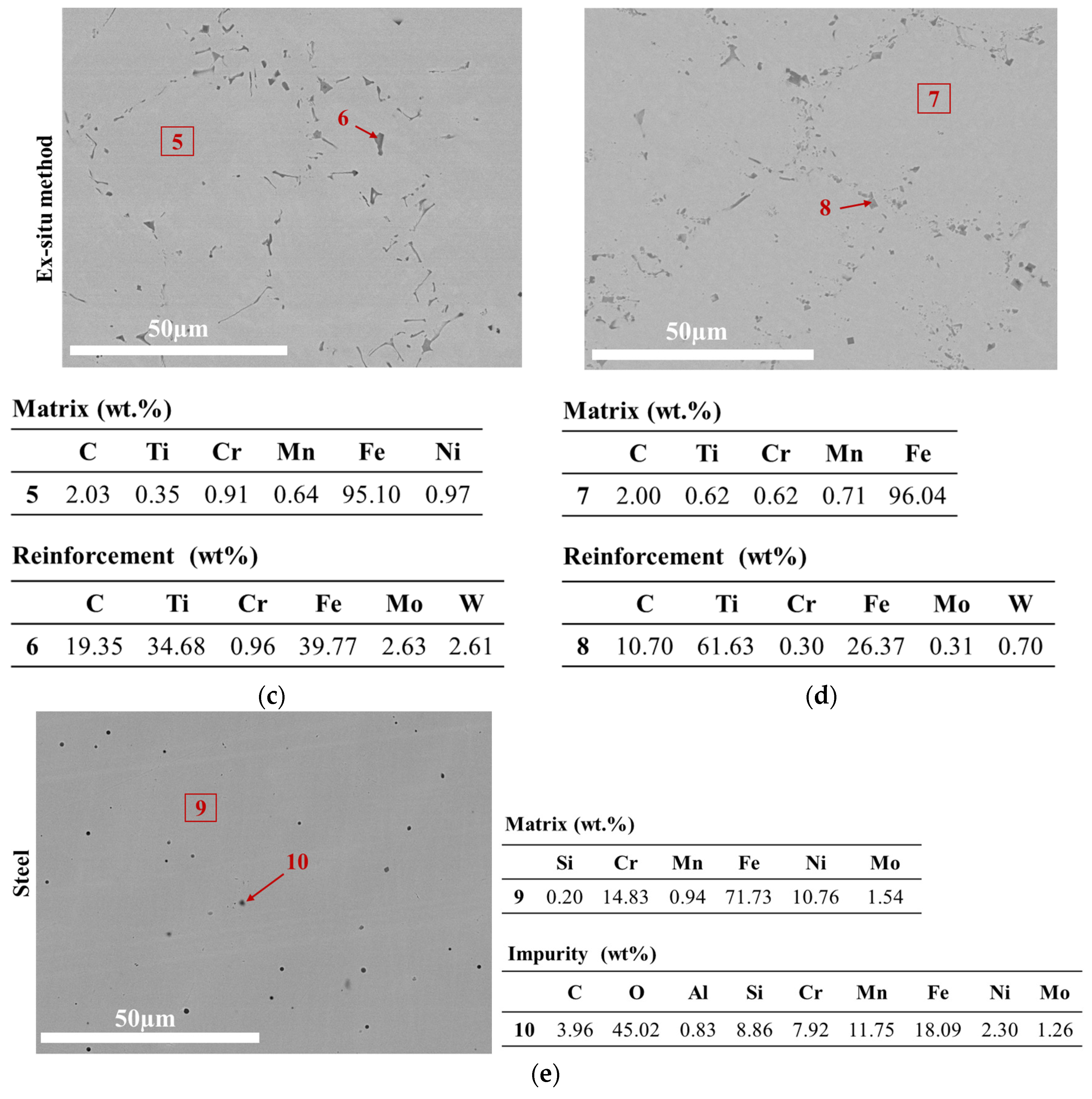
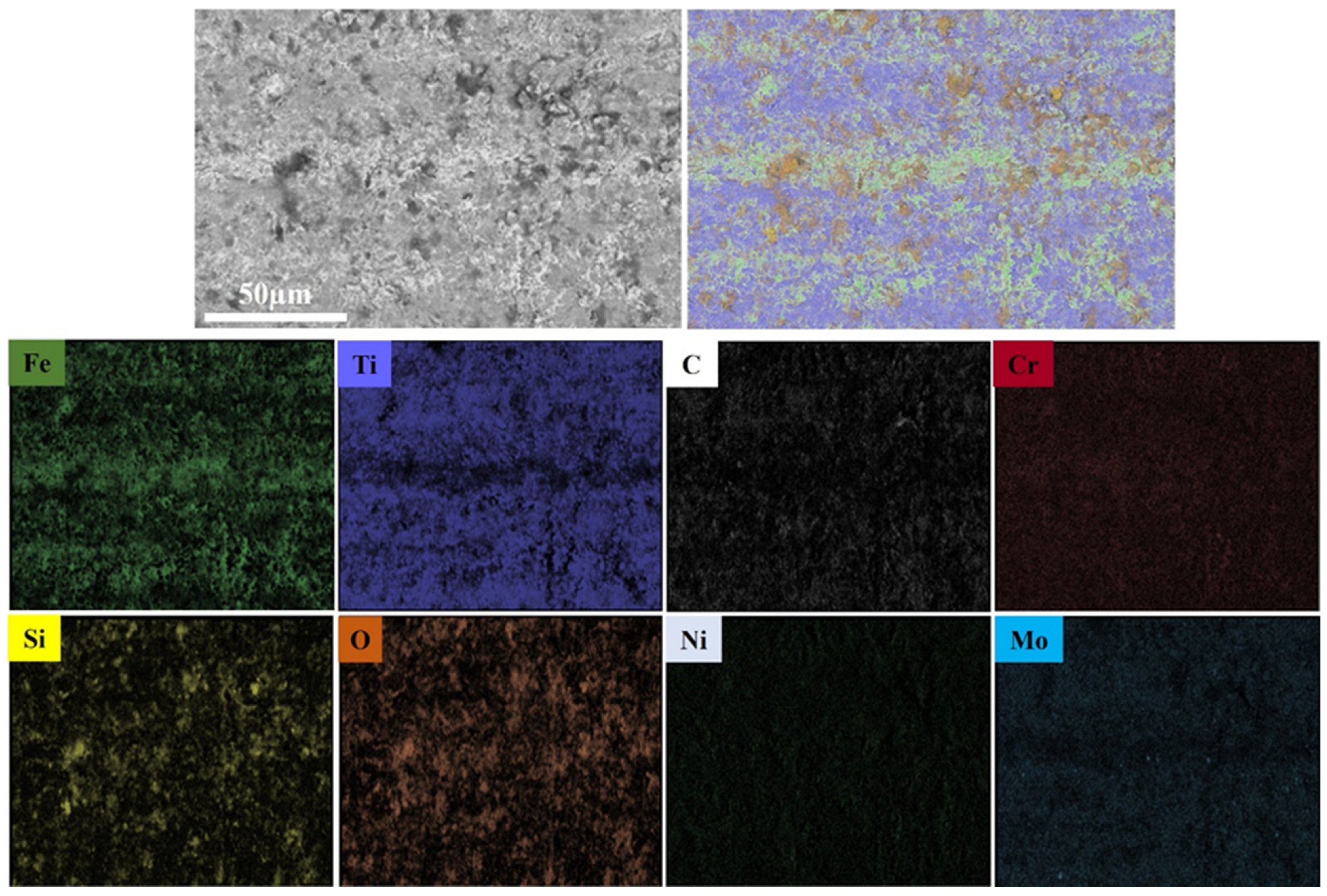
3.2. Microstructural Characterization
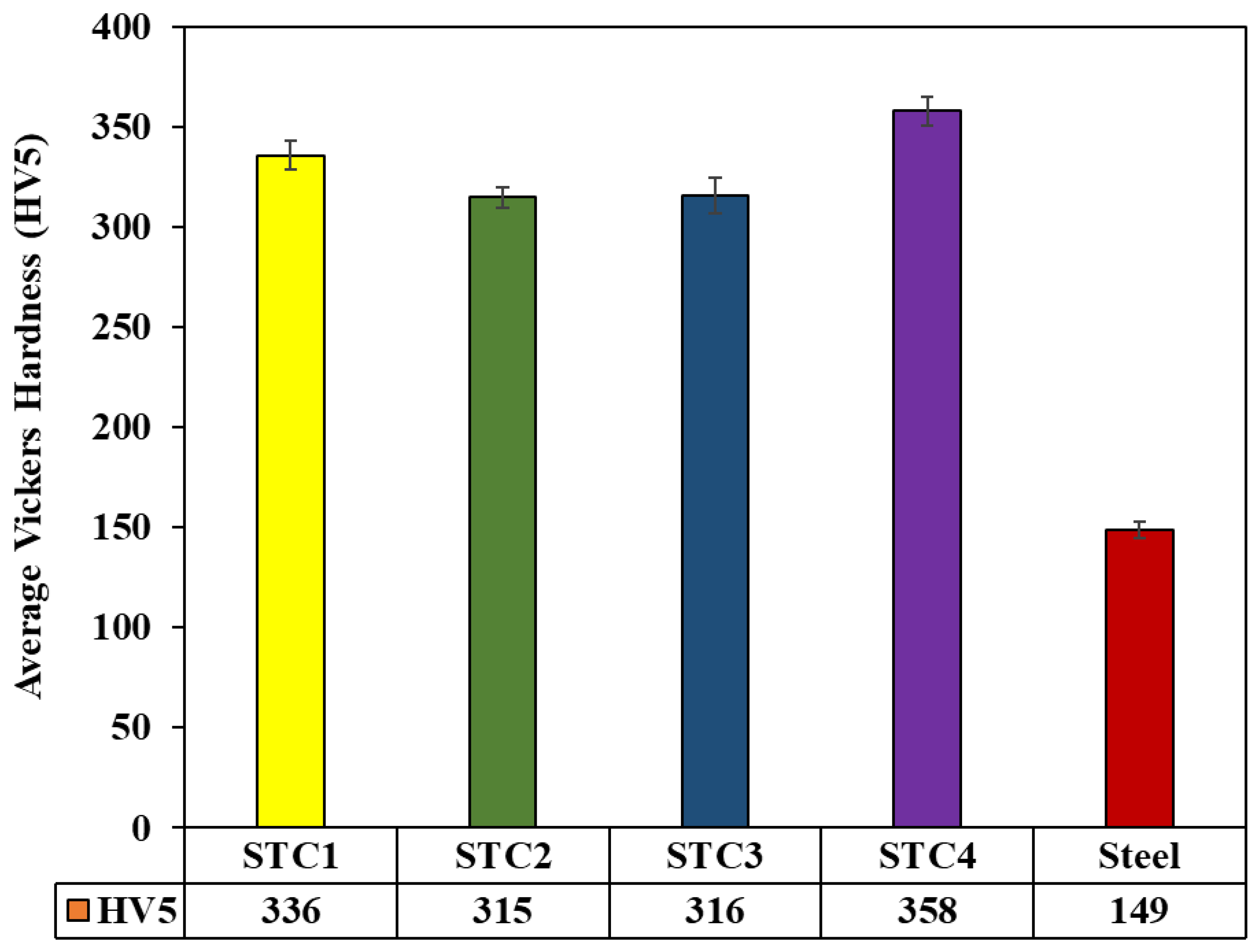
3.3. Hardness of the Hardfacings
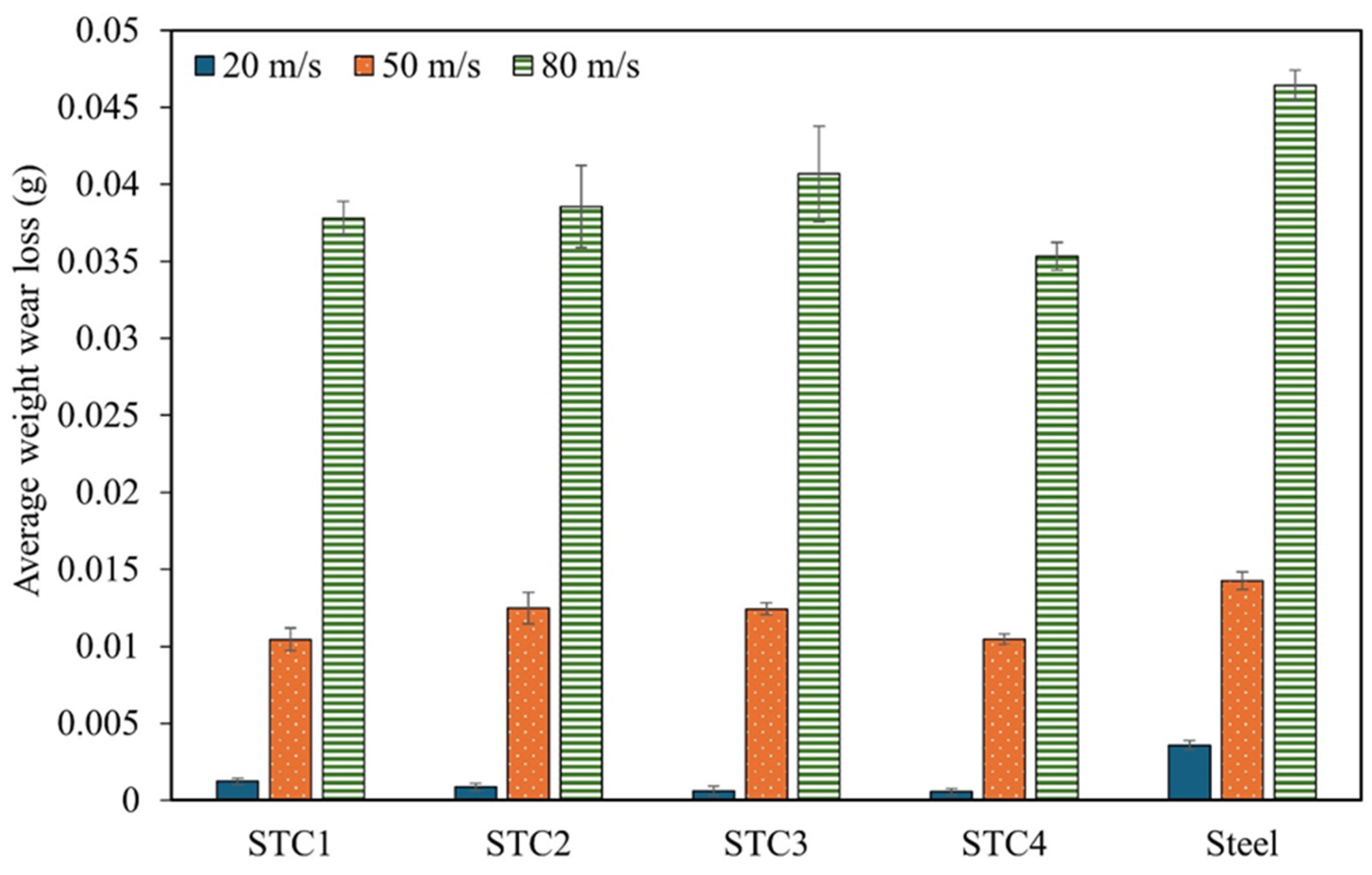
3.4. Erosive Wear
4. Conclusions
- The formation reaction of TiC from TiO2 and graphite starts at the ball milling stage and is completed during cladding.
- The resulting content of TiC was far below nominal in both hardfacings with the in-situ- and ex-situ-synthesized carbide, presumably due to its segregation during cladding.
- The highest hardness (2.4 times that of the reference hardfacing) was observed for the cladded deposit, projected to contain 60 vol.% of ex-situ-synthesized TiC, while the remaining hardfacings exhibited comparative hardness values.
- Hardfacings with both ex-situ-added and in-situ-synthesized TiC reinforcement exhibited similar resistance to erosion (up to 1.5 times under the shallow impact angle (30°) and up to 6.3 times under the normal impact angle (90°)), while hardfacings with the ex-situ introduced TiC reinforcement generally exhibited slightly lower wear.
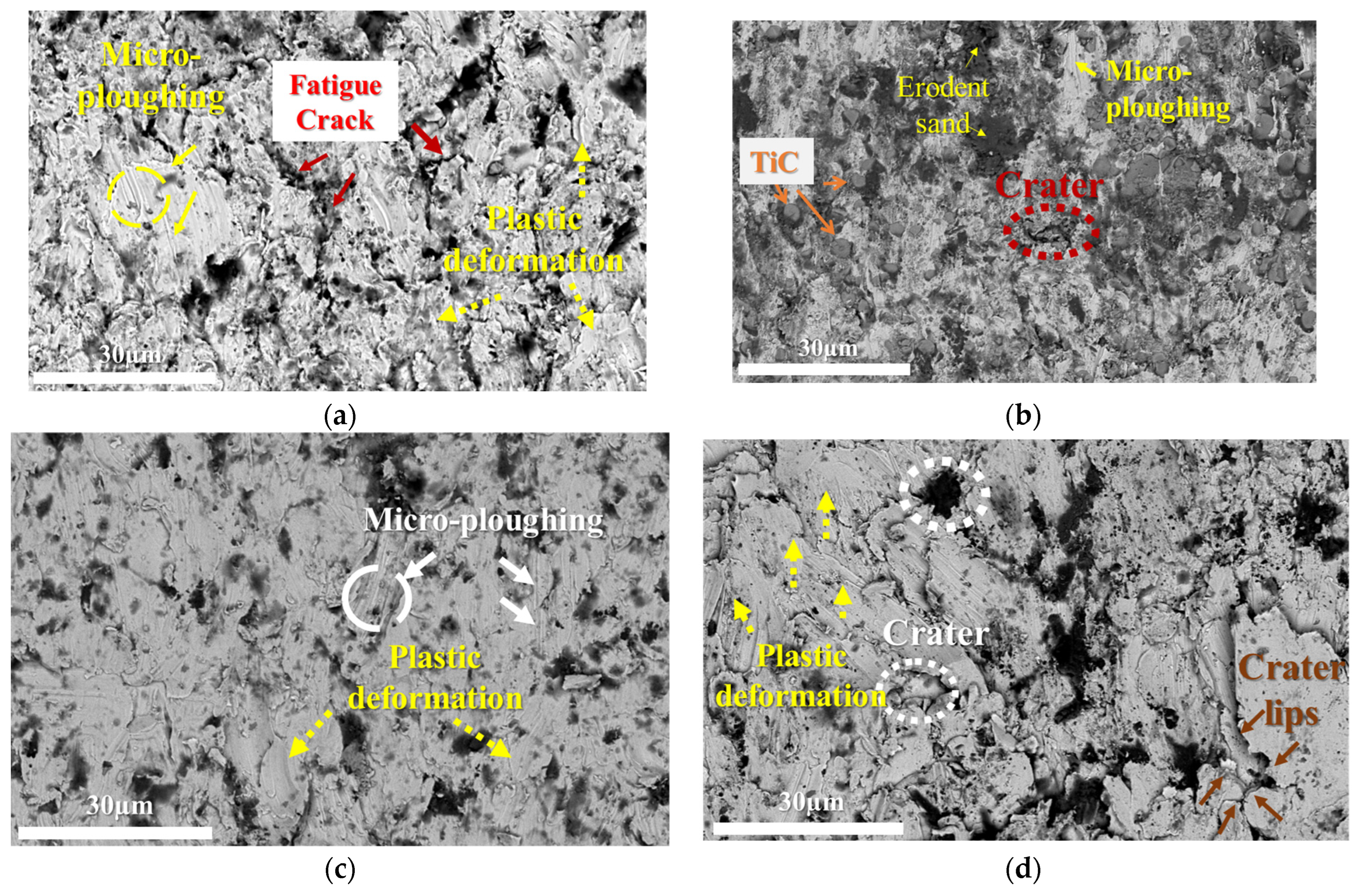
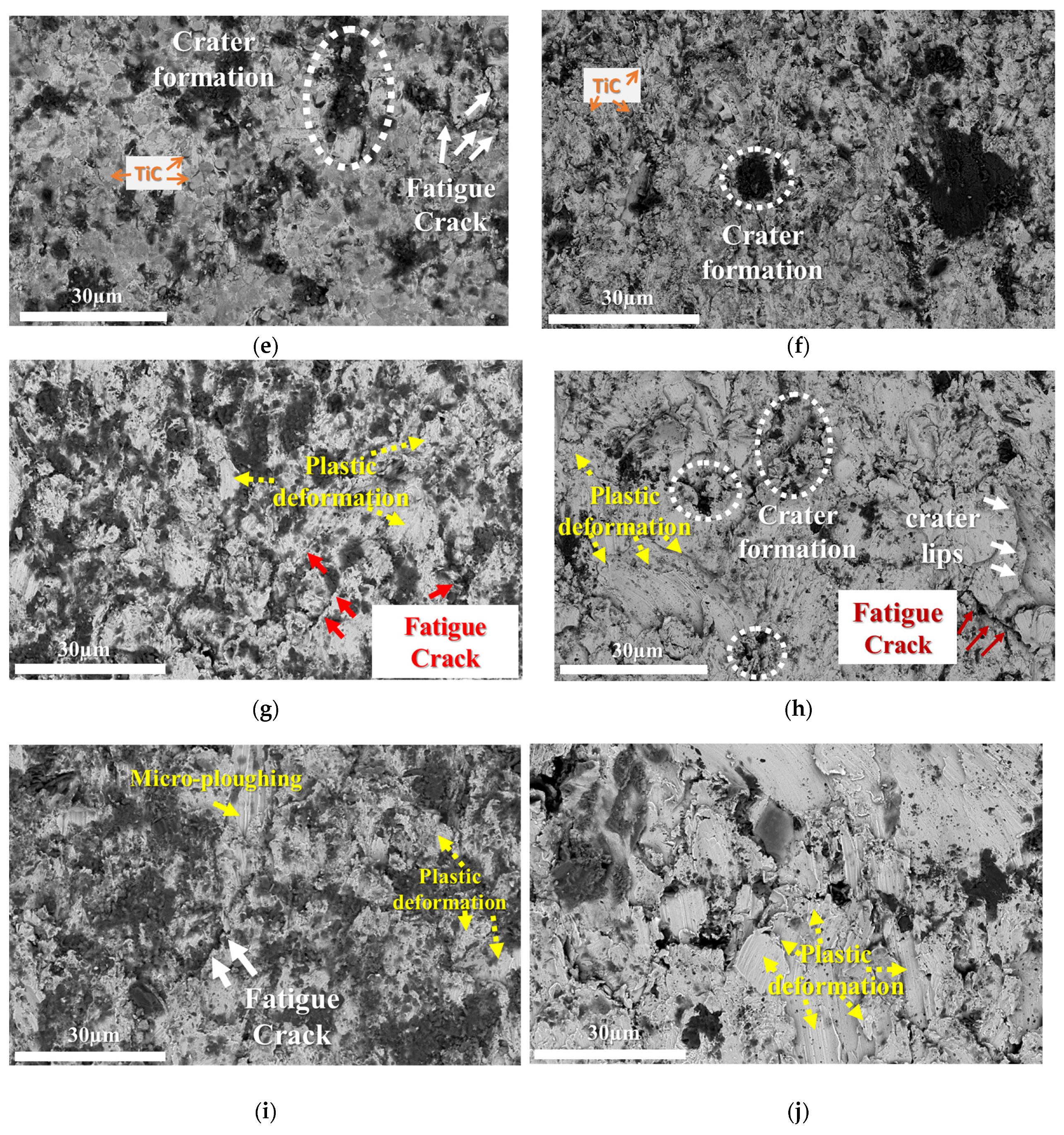
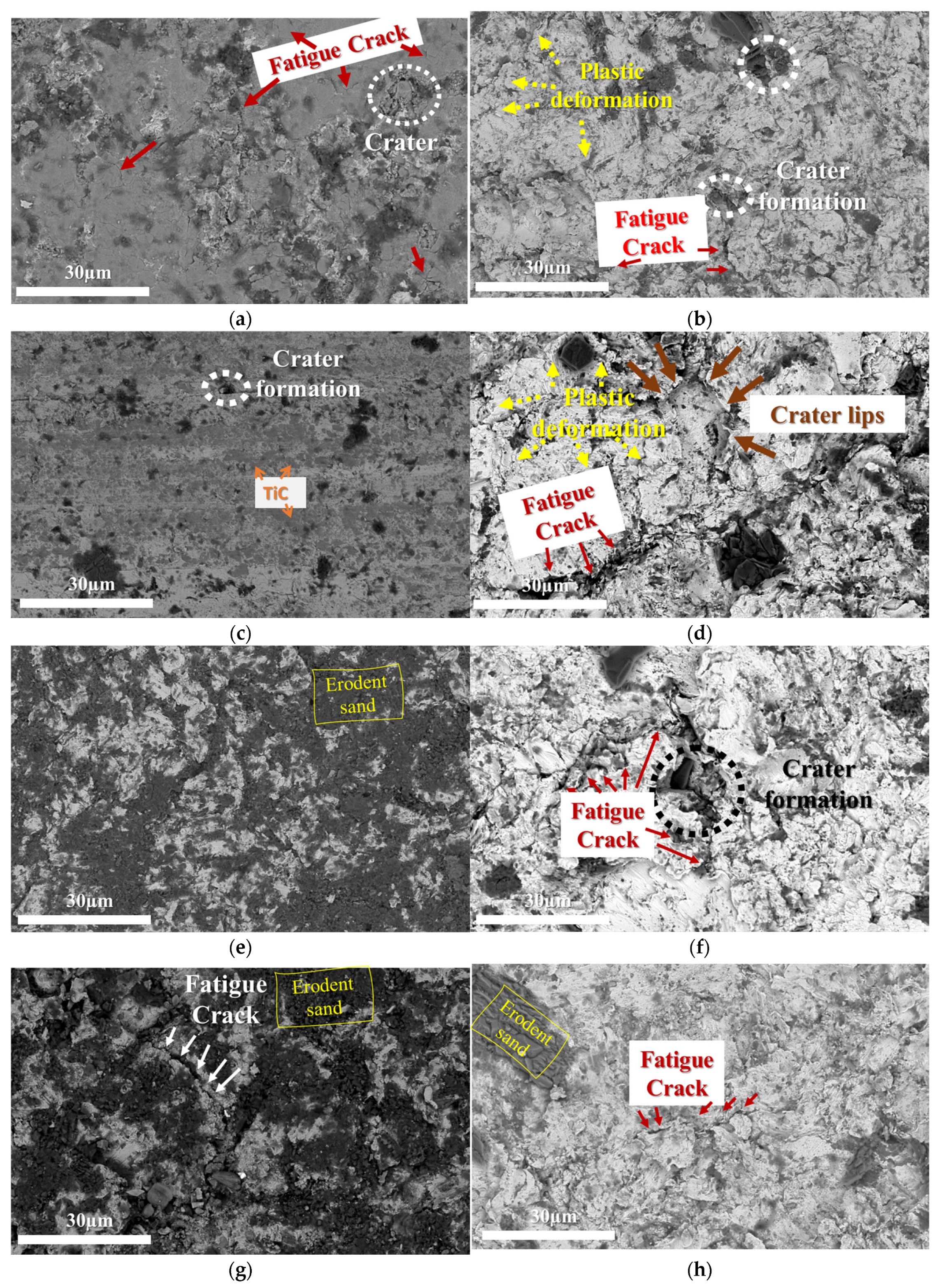
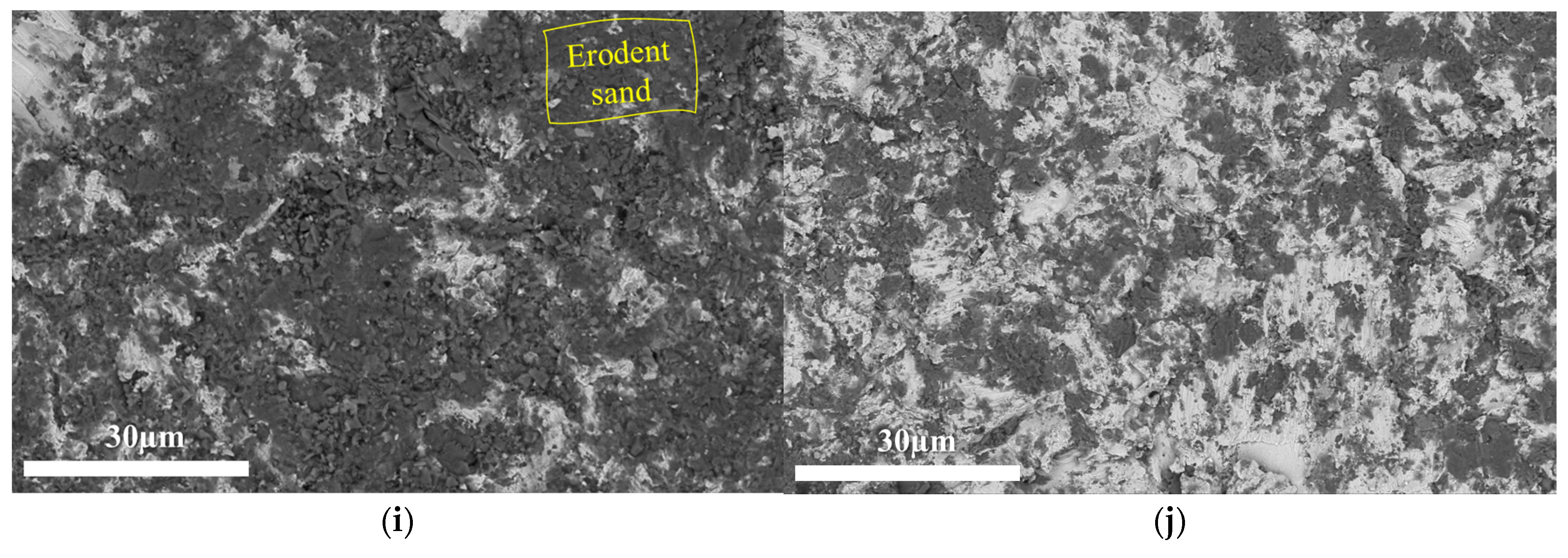
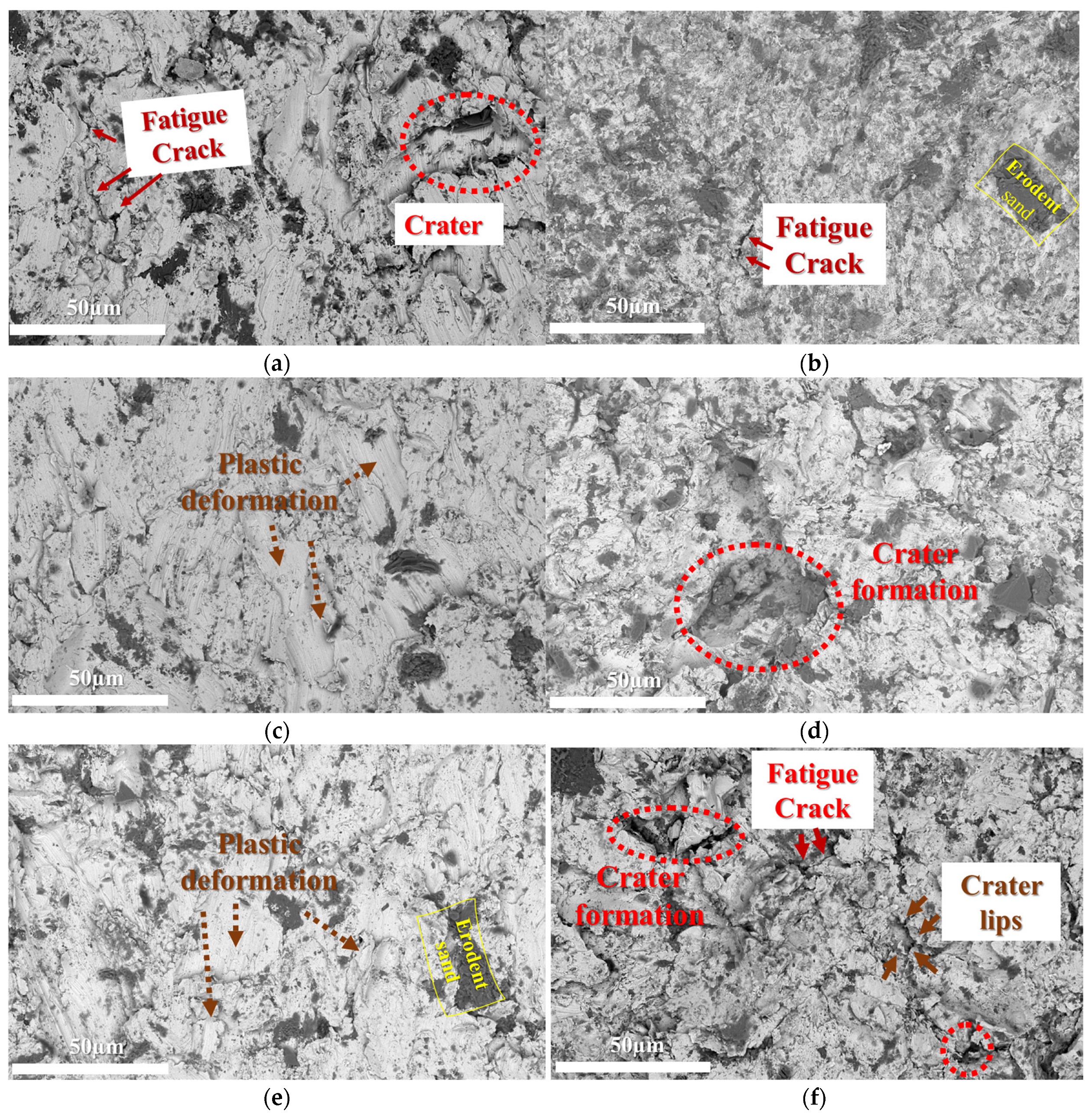
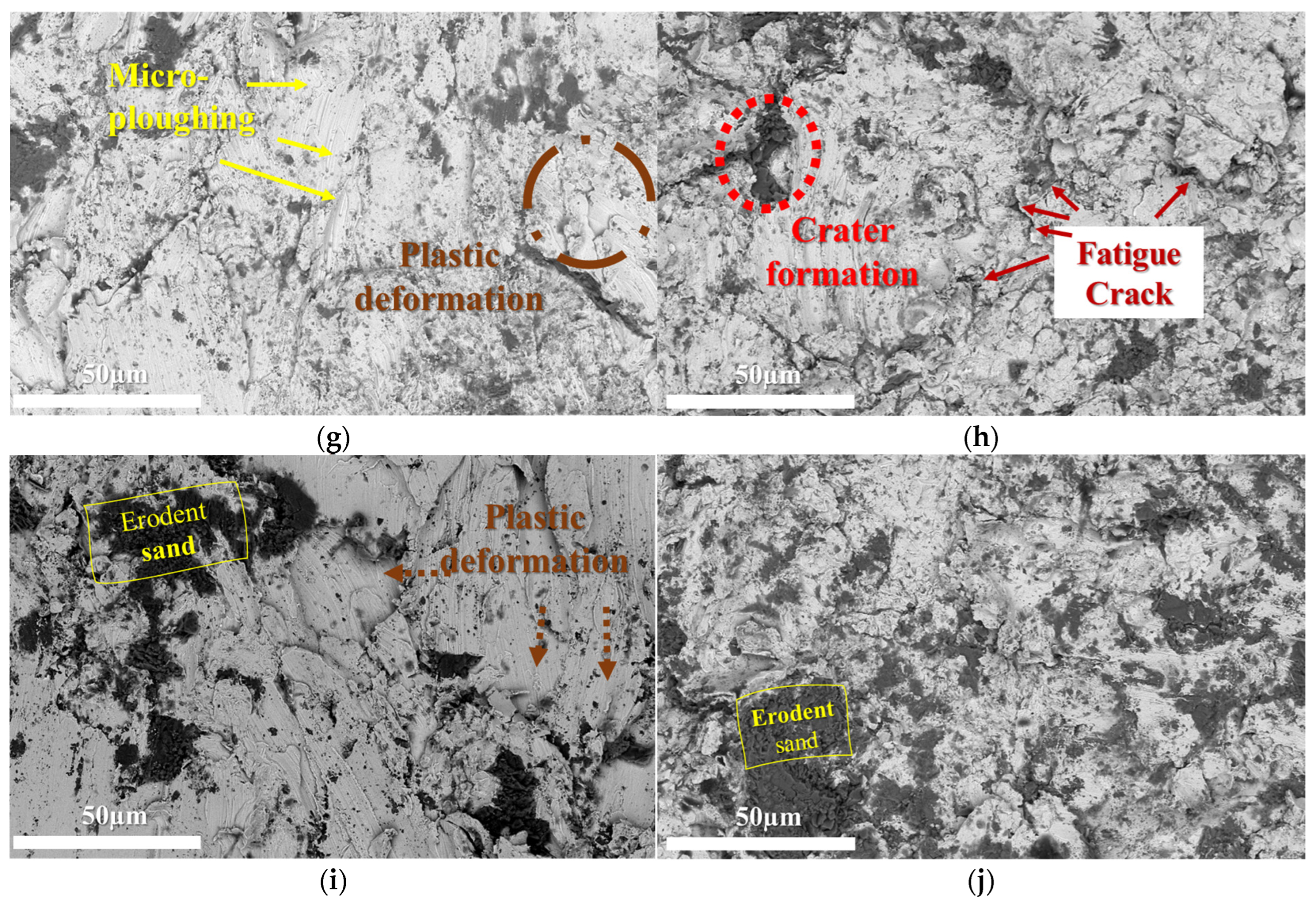
- The principal wear mechanisms for all the hardfacings were micro-ploughing under a shallow impact angle (30°) and surface fatigue under a normal impact angle (90°), except for the impact velocity 80 m/s, when both mechanisms occurred simultaneously under both angles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PTA | plasma transferred arc |
| SEM | scanning electron microscopy |
| XRD | X-ray diffraction |
| EDS | energy-dispersive X-ray spectroscopy |
References
- Kübarsepp, J.; Juhani, K. Cermets with Fe-alloy binder: A review. Int. J. Refract. Met. Hard Mater. 2020, 92, 105290. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, S.; Zhang, C.H.; Zhang, J.B.; Liu, Y. Formation mechanism and phase evolution of in-situ synthesizing TiC-reinforced 316L stainless steel matrix composites by laser melting deposition. Mater. Lett. 2018, 217, 304–307. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, M.; Zhu, M.; Jiang, Y.; Sui, Y. Effect of precursor density on the wear resistance of in-situ TiC/Fe matrix composites based on Fe–Cr system moderator. Ceram. Int. 2023, 49, 18925–18936. [Google Scholar] [CrossRef]
- Razavi, M.; Yaghmaee, M.S.; Rahimipour, M.R.; Razavi-Tousi, S.S. The effect of production method on properties of Fe-TiC composite. Int. J. Miner. Process. 2010, 94, 97–100. [Google Scholar] [CrossRef]
- Chen, M.; Zhuang, Q.; Lin, N.; He, Y. Improvement in microstructure and mechanical properties of Ti(C,N)-Fe cermets with the carbon additions. J. Alloys Compd. 2017, 701, 408–415. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloys Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- He, S.; Fan, X.; Chang, Q.; Xiao, L. TiC-Fe-Based Composite Coating Prepared by Self-Propagating High-Temperature Synthesis. Metall. Mater. Trans. B 2017, 48, 1748–1753. [Google Scholar] [CrossRef]
- Maurya, H.S.; Kollo, L.; Tarraste, M.K.; Juhani; Sergejev, F.; Prashanth, K.G. Effect of the Laser Processing Parameters on the Selective Laser Melting of TiC–Fe-Based Cermets. J. Manuf. Mater. Process. 2022, 6, 35. [Google Scholar] [CrossRef]
- Kim, Y.I.; An, G.S.; Lee, W.; Jang, J.M.; Park, B.G.; Jung, Y.G.; Choi, S.C.; Ko, S.H. In-situ fabrication of TiC-Fe3Al cermet. Ceram. Int. 2017, 43, 5907–5913. [Google Scholar] [CrossRef]
- Szymański, Ł.; Olejnik, E.; Sobczak, J.J.; Szala, M.; Kurtyka, P.; Tokarski, T.; Janas, A. Dry sliding, slurry abrasion and cavitation erosion of composite layers reinforced by TiC fabricated in-situ in cast steel and gray cast iron. J. Mater. Process. Technol. 2022, 308, 117688. [Google Scholar] [CrossRef]
- Tkachivskyi, D.; Viljus, M.; Traksmaa, R.; Antonov, M.; Surzhenkov, A.; Juhani, K.; Kulu, P. Comparative study of plasma cladded Fe-based composite hardfacings with in-situ synthesized Cr and Ti carbide reinforcement. Solid State Phenom. 2021, 320, 83–89. [Google Scholar] [CrossRef]
- Tee, K.L.; Lü, L.; Lai, M.O. Improvement in mechanical properties of in-situ Al-TiB2 composite by incorporation of carbon. Mater. Sci. Eng. A 2003, 339, 227–231. [Google Scholar] [CrossRef]
- Franklin, J.; Franklin, J.S. In-Situ Synthesis of Piezoelectric-Reinforced Metal Matrix Composites. Master’s Thesis, Materials Science and Engineering, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2003. [Google Scholar]
- Tkachivskyi, D.; Juhani, K.; Surženkov, A.; Kulu, P.; Tesař, T.; Mušálek, R. HVOF sprayed fe-based wear-resistant coatings with carbide reinforcement, synthesized in-situ and by mechanically activated synthesis. Coatings 2020, 10, 1092. [Google Scholar] [CrossRef]
- Zhao, T.; Zhang, S.; Zhou, F.Q.; Zhang, H.F.; Zhang, C.H.; Chen, J. Microstructure evolution and properties of in-situ TiC reinforced titanium matrix composites coating by plasma transferred arc welding (PTAW). Surf. Coat. Technol. 2021, 424, 127637. [Google Scholar] [CrossRef]
- Gallo, S.C.; Alam, N.; O’Donnell, R. In-situ synthesis of titanium carbides in iron alloys using plasma transferred arc welding. Surf. Coat. Technol. 2013, 225, 79–84. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, Y.; Zhou, X.; You, M.; Zhang, Y.; Li, Z. Effects of Ti Addition on Microstructure and Tribological Properties of In-situ Composite Carbide Coating WC-TiC/FeNi Fabricated by Plasma Transferred Arc Metallurgical Reaction. J. Mater. Eng. Perform. 2020, 29, 8093–8106. [Google Scholar] [CrossRef]
- Mohammadikhah, M.; Hadizadeh, A.; Mehrabeian, S. Investigation of the In-situ Ceramic Particles (TiCN, TiC) Composite Cladding on the Abrasive Wear Resistance of the Steel Substrate. J. Environ. Friendly Mater. 2019, 3, 17–23. [Google Scholar]
- Zhang, Z.; Wang, X.; Zhang, Q.; Liang, Y.; Ren, L.; Li, X. Fabrication of Fe-based composite coatings reinforced by TiC particles and its microstructure and wear resistance of 40Cr gear steel by low energy pulsed laser cladding. Opt. Laser Technol. 2019, 119, 105622. [Google Scholar] [CrossRef]
- Tkachivskyi, D.; Juhani, K.; Surženkov, A.; Kulu, P.; Tesař, T.; Mušálek, R. Effect of Ti and TiC additions on the microstructure and wear resistance of high chromium white irons produced by laser directed energy deposition. Wear 2022, 510, 204519. [Google Scholar] [CrossRef]
- Yöyler, S.; Surzhenkov, A.; Antonov, M.; Viljus, M.; Traksmaa, R.; Juhani, K. Analysis of Microstructure and Abrasive Wear of Fe-based Hardfacings with TiC, In-situ Synthesized from TiO2. In Proceedings of the Euro PM 2023 Congress and Exhibition, Lisbon, Portugal, 1–4 October 2023. [Google Scholar] [CrossRef]
- Yöyler, S.; Surzhenkov, A.; Viljus, M.; Traksmaa, R.; Juhani, K. Application of Taguchi method for in-situ synthesis of TiC from TiO2–graphite powders in PTAW hardfacings and characterization thereof. AIP Conf. Proc. 2024, 2989, 40007. [Google Scholar] [CrossRef]
- Yöyler, S.; Surzhenkov, A.; Viljus, M.; Traksmaa, R.; Juhani, K. The Effect of Niobium on In-situ Synthesis of Titanium Carbide in Composite Hardfacings. Mater. Sci. Forum 2023, 1104, 55–60. [Google Scholar] [CrossRef]
- Kotarska, A.; Poloczek, T.; Janicki, D. Characterization of the structure, mechanical properties and erosive resistance of the laser cladded inconel 625-based coatings reinforced by TiC particles. Materials 2021, 14, 2225. [Google Scholar] [CrossRef] [PubMed]
- EN ISO 6507-1:2018; Metallic Materials, Vickers Hardness Test, Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2018.
- GOST 23.208–78; Products Wear Resistance Assurance. Gas Abrasive Wear Testing of Materials and Coatings with Centrifugal Accelerator. Izdatelstvo Standartov: Moscow, Russia, 1978.
- Kleis, I.; Kulu, P. Solid Particle Erosion: Occurrence, Prediction and Control; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar] [CrossRef]
- Yen, B.K.; Aizawa, T.; Kihara, J. Synthesis and formation mechanisms of molybdenum silicides by mechanical alloying. Mater. Sci. Eng. A 1996, 220, 8–14. [Google Scholar] [CrossRef]
- Takacs, L. Self-sustaining reactions induced by ball milling. Prog. Mater. Sci. 2002, 47, 355–414. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S. Synthesis of nanocrystalline titanium carbide alloy powders by mechanical solid state reaction. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 2374–2382. [Google Scholar] [CrossRef]
- Delogu, F.; Deidda, C.; Mulas, G.; Schiffini, L.; Cocco, G. A quantitative approach to mechanochemical processes. J. Mater. Sci. 2004, 39, 5121–5124. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S.; Al-Hazza, A. Mechanically induced self-propagating reaction and consequent consolidation for the production of fully dense nanocrystalline Ti55C45 bulk material. Mater. Charact. 2014, 97, 92–100. [Google Scholar] [CrossRef]
- Oghenevweta, J.E.; Wexler, D.; Calka, A. Early stages of phase formation before the ignition peak during mechanically induced self-propagating reactions (MSRs) of titanium and graphite. Scr. Mater. 2016, 122, 93–97. [Google Scholar] [CrossRef]
- Cui, X.; Cui, L.; Wang, L.; Qi, M. Synthesis of titanium carbide powder from TiO2 and petroleum coke by reactive milling. Pet. Sci. Technol. 2002, 20, 999–1007. [Google Scholar] [CrossRef]
- Ali, M.; Basu, P. Mechanochemical synthesis of nano-structured TiC from TiO2 powders. J. Alloys Compd. 2010, 500, 220–223. [Google Scholar] [CrossRef]
- Boldyreva, L.B. The Physical Aspect of Action of Biologically Active Substances in Ultra-Low Doses and Low-Intensity Physical Factors on Biological Objects: Spin Supercurrents. Altern. Integr. Med. 2013, 2, 110. [Google Scholar] [CrossRef]
- Naseem, K.; Ali, Z.; Chen, P.; Tahir, A.; Qin, F.; Fayyaz, A. Supercapacitive behavior and energy storage properties of molybdenum carbide ceramics synthesized via ball milling technique. Ceram. Int. 2024, 50, 9572–9580. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, H.; Lai, Y.; Xiao, G.; Zhao, W.; Zhang, Y.; Cha, X. Effect of pulse frequency on microstructure and properties of in-situ TiC reinforced Fe-based tungsten argon arc composite layers. Ceram. Int. 2023, 49, 16089–16098. [Google Scholar] [CrossRef]
- Mao, H.; Zhang, Y.; Wang, J.; Cui, K.; Liu, H.; Yang, J. Microstructure, Mechanical Properties, and Reinforcement Mechanism of Second-Phase Reinforced TiC-Based Composites: A Review. Coatings 2022, 12, 801. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Wang, S.; Chi, J.; Ren, L.; Fang, M. Enhanced wear resistance and new insight into microstructure evolution of in-situ (Ti,Nb)C reinforced 316 L stainless steel matrix prepared via laser cladding. Opt. Lasers Eng. 2020, 128, 106043. [Google Scholar] [CrossRef]
- Yöyler, S.; Surženkov, A.; Viljus, M.; Juhani, K. Effect of feedstock nature and cladding parameters on in-situ synthesis of TiC during PTA cladding. In Proceedings of the 2024 International Conference on Powder Metallurgy World Congress and Exhibition, Yokohama, Japan, 13–17 October 2024; pp. 1781–1785. [Google Scholar]
- Antonov, M.; Hussainova, I.; Pirso, J.; Volobueva, O. Assessment of mechanically mixed layer developed during high temperature erosion of cermets. Wear 2007, 263, 878–886. [Google Scholar] [CrossRef]
- Rojacz, H.; Katsich, C.; Kirchgaßner, M.; Kirchmayer, R.; Badisch, E. Impact-abrasive wear of martensitic steels and complex iron-based hardfacing alloys. Wear 2022, 492–493, 204183. [Google Scholar] [CrossRef]
- Javaheri, V.; Porter, D.; Kuokkala, V.T. Slurry erosion of steel—Review of tests, mechanisms and materials. Wear 2018, 408, 248–273. [Google Scholar] [CrossRef]
- Surzhenkov, A.; Antonov, M.; Goljandin, D.; Kulu, P.; Viljus, M.; Traksmaa, R. High-temperature erosion of Fe-based coatings reinforced with cermet particles. Surf. Eng. 2016, 32, 624–630. [Google Scholar] [CrossRef]
- Camurri, C.; Maril, J.; Romero, E. Effect of the morphology, size, distribution and homogeneity of carbides and matrix on wear resistance in high Cr-alloys white cast iron. Mater. Sci. Forum 2021, 1016, 56–62. [Google Scholar] [CrossRef]
- Radziejewska, J. Influence of laser-mechanical treatment on surface topography, erosive wear and contact stiffness. Mater. Des. 2011, 32, 5073–5081. [Google Scholar] [CrossRef]
- Chen, S.; Richter, B.; Morrow, J.D.; Sridharan, K.; Pfefferkorn, F.E.; Eriten, M. Pulsed laser remelting of A384 aluminum, part I: Measuring homogeneity and wear resistance. J. Manuf. Process. 2018, 32, 606–614. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders/Hardfacings | Chemical Composition of Feedstock Powders and Hardfacings, wt.% |
|---|---|
| Steel | AISI 316L: 0.03 C, 17.5 Cr, 13 Ni, 2.7 Mo, bal. Fe |
| STC1 | 43.3 AISI 316L, 38.6 TiO2, 18.1 graphite |
| STC2 | 40.4 AISI 316L, 36.0 TiO2, 23.6 graphite |
| STC3 | 65.4 AISI 316L, 34.6 TiC |
| STC4 | 55.8 AISI 316L, 44.2 TiC |
| Erosion Condition Category | Experimental Setting | |
|---|---|---|
| Solid erodent | Quartz sand | |
| Erodent particle size (mm) | 0.2–0.3 | |
| Erodent mass (kg) | run-in: 6 erosion wear test: 15 | Total: 21 |
| Impact angle (°) | 30; 90 | |
| Impact velocity (m/s) | 20; 50; 80 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yöyler, S.; Surženkov, A.; Tarraste, M.; Kolnes, M.; Juhani, K. Erosive Wear of Stainless Steel-Based Hardfacings with Ex-Situ and In-Situ Synthesized TiC. Coatings 2025, 15, 658. https://doi.org/10.3390/coatings15060658
Yöyler S, Surženkov A, Tarraste M, Kolnes M, Juhani K. Erosive Wear of Stainless Steel-Based Hardfacings with Ex-Situ and In-Situ Synthesized TiC. Coatings. 2025; 15(6):658. https://doi.org/10.3390/coatings15060658
Chicago/Turabian StyleYöyler, Sibel, Andrei Surženkov, Marek Tarraste, Mart Kolnes, and Kristjan Juhani. 2025. "Erosive Wear of Stainless Steel-Based Hardfacings with Ex-Situ and In-Situ Synthesized TiC" Coatings 15, no. 6: 658. https://doi.org/10.3390/coatings15060658
APA StyleYöyler, S., Surženkov, A., Tarraste, M., Kolnes, M., & Juhani, K. (2025). Erosive Wear of Stainless Steel-Based Hardfacings with Ex-Situ and In-Situ Synthesized TiC. Coatings, 15(6), 658. https://doi.org/10.3390/coatings15060658