
Effects of Laser Bionic Textures and Diamond-like Carbon Coatings on Tribological Properties of CuAl10Fe5Ni5 Under Oil Lubrication

Abstract
1. Introduction
2. Experimental Details
2.1. Materials
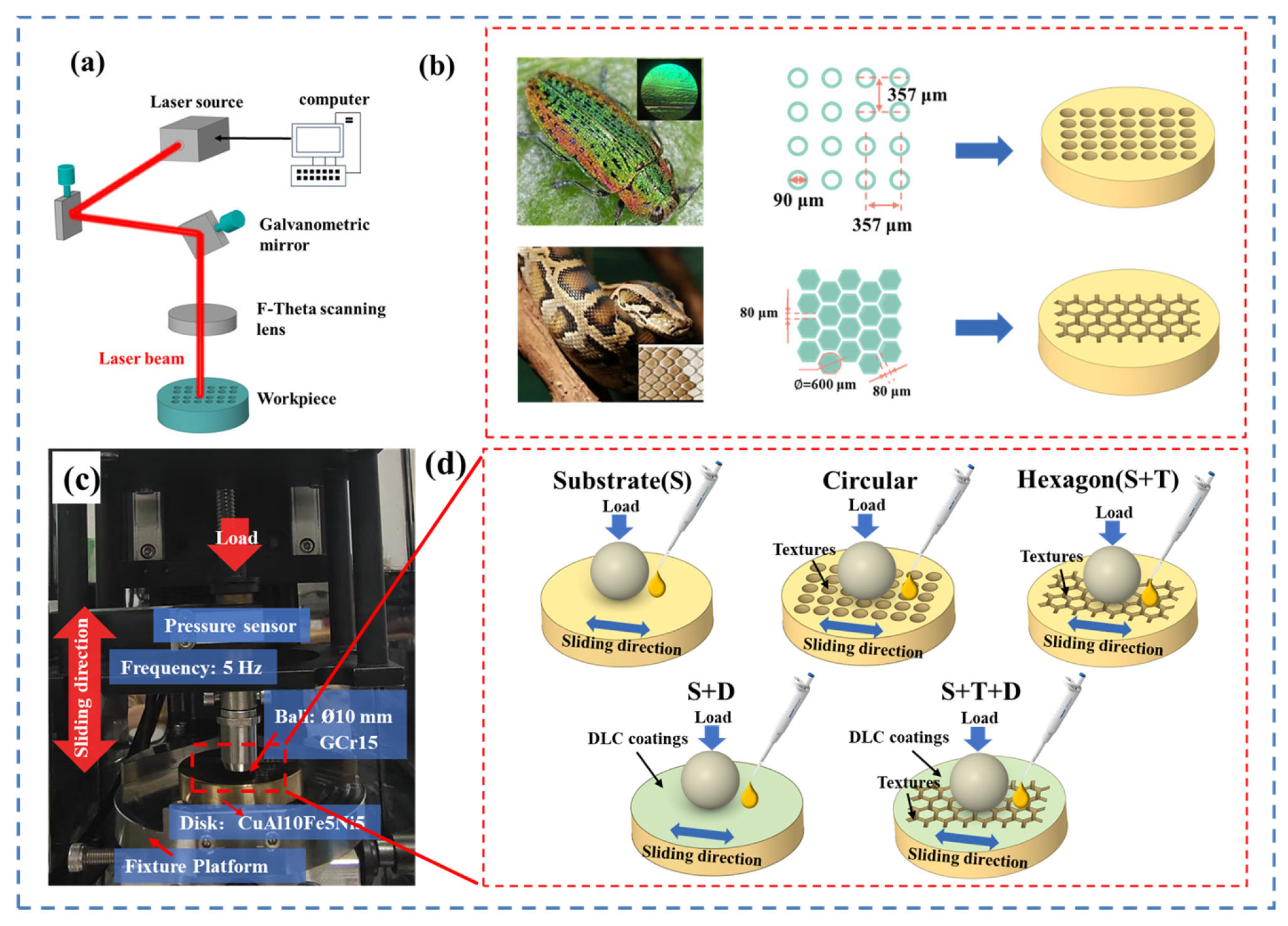
2.2. Laser Surface Texturing and Coating Deposition
2.3. Friction and Wear Tests
2.4. Characterization of the Samples
3. Results and Discussion
3.1. Characterization of the Morphology and Contact Angle
3.2. Influence of the Bionic Texture Shape on the Tribological Properties of the CuAl10Fe5Ni5 Surface
3.3. Influence of Textured DLC Coatings on the Tribological Properties of the CuAl10Fe5Ni5 Surface
3.4. Discussion
4. Conclusions
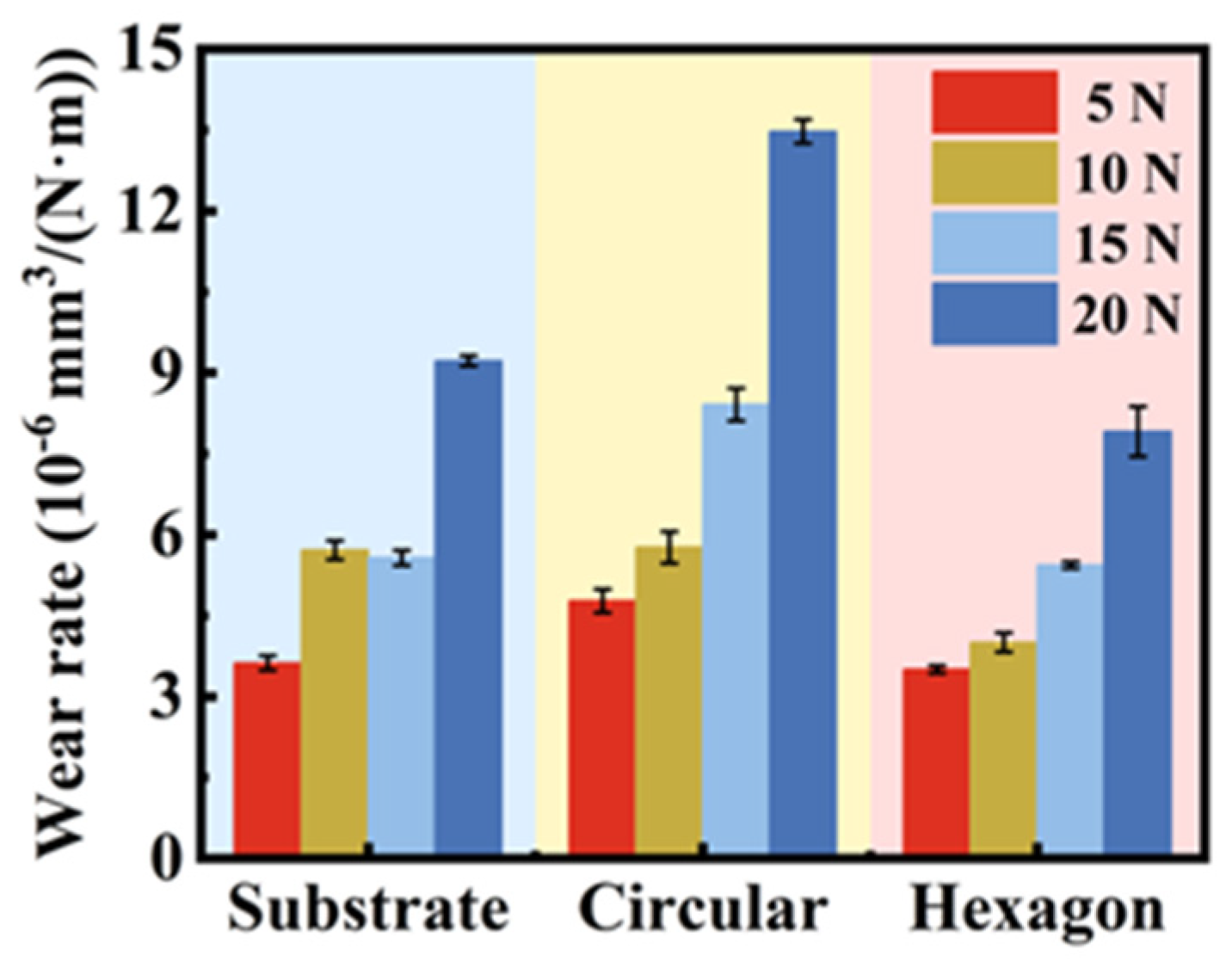
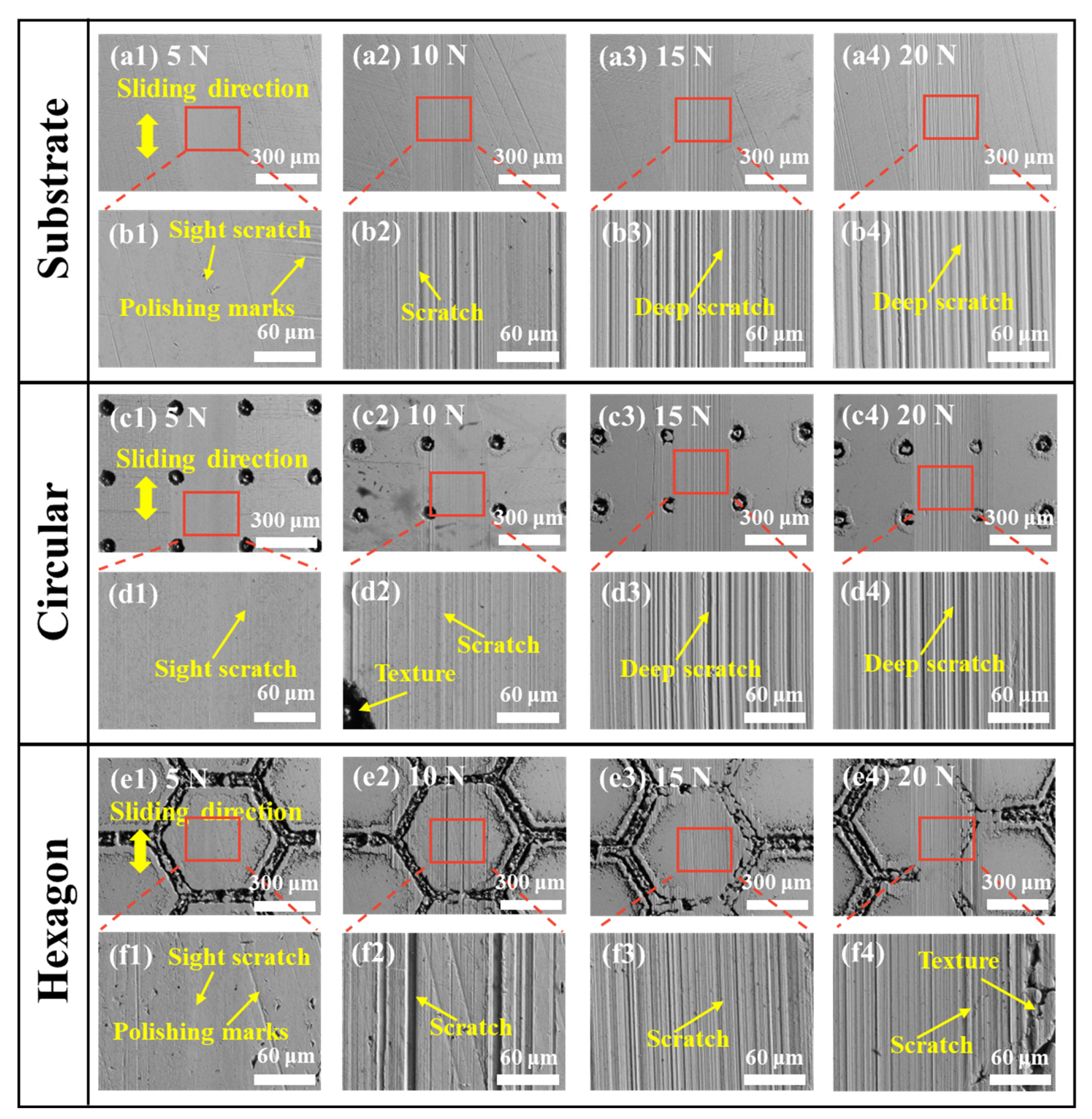
- Compared with substrate, texture reduced and inhibited the generation of wear particles under various loads, thereby enhancing the stability of the CuAl10Fe5Ni5 surface during friction and minimizing surface wear. Moreover, textures provided an excellent oil retention effect and promoted secondary lubrication, further reducing wear.
- The hexagonal texture exhibited excellent friction and wear resistance, particularly under high loads of 15 N and 20 N. Compared with a smooth surface, the average friction coefficient of the hexagonal textures decreased by 25% and 16%, respectively, whereas the wear rate was reduced by 64% and 12%, respectively.
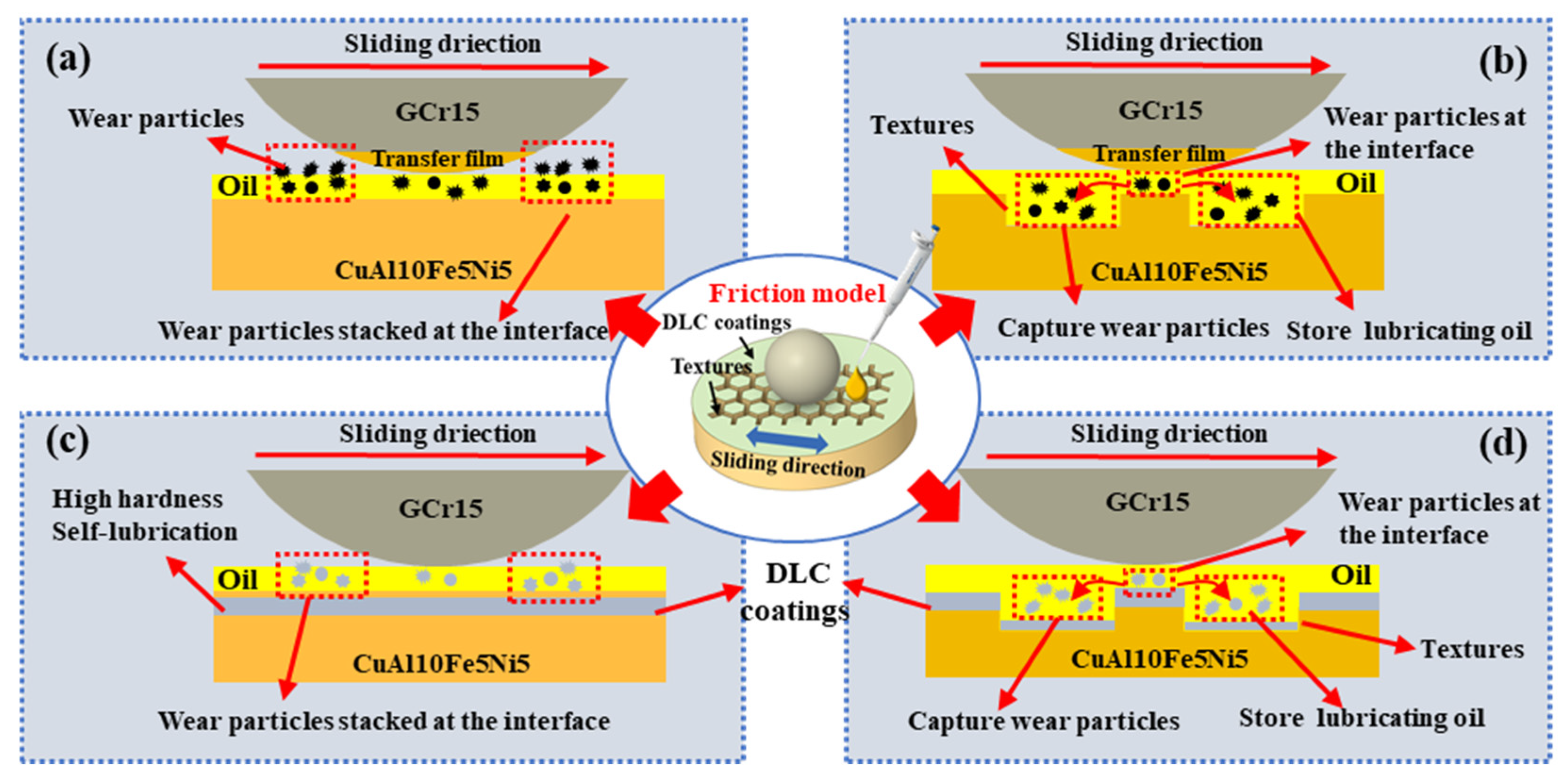
- DLC coatings can significantly enhance the tribological properties of CuAl10Fe5Ni5 materials. Owing to the high hardness and self-lubricating characteristics of DLC coatings, the textured storage lubricating oil supplements secondary lubrication and stores wear debris to reduce abrasive wear. Compared with those of S, the friction coefficients of S + D and S + T + D were 25% and 20% lower, and the wear rates of S + D and S + T + D were 95% and 96% lower, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huttunen-Saarivirta, E.; Isotahdon, E.; Metsäjoki, J.; Salminen, T.; Carpén, L.; Ronkainen, H. Tribocorrosion behaviour of aluminium bronze in 3.5 wt.% NaCl solution. Corros. Sci. 2018, 144, 207–223. [Google Scholar] [CrossRef]
- Öztürk, S.; Sünbül, S.E.; Metoğlu, A.; Kürşat, İ.Ç.İ.N. Improvement of microstructure, tribology and corrosion characteristics of nickel-aluminum bronze by P/M method. Tribol. Int. 2020, 151, 106519. [Google Scholar] [CrossRef]
- Rashidi, M.M.; Ahmad, A.H. Investigation of nickel aluminium bronze castings properties by degassing agent technique. Mater. Sci. Eng. A 2019, 469, 012037. [Google Scholar]
- Lin, G.; Wang, H.; Wei, Y.; Zhang, Z.; Zhou, K. Effects of heat treatments on microstructure and properties of nickel-aluminum bronze fabricated by centrifugal casting. J. Mater. Res. 2016, 31, 3832–3840. [Google Scholar] [CrossRef]
- Nnakwo, C.; Obi, A.; Odo, J.U. Effect of heat treatment parameters on the structure and mechanical properties of aluminium bronze (Cu-10wt% Al). Am. J. Mater. Sci. Appl. A 2017, 5, 16–24. [Google Scholar]
- Nair, S.; Sellamuthu, R.; Saravanan, R. Effect of nickel content on hardness and wear rate of surface modified cast aluminum bronze alloy. Mater. Today 2018, 5, 6617–6625. [Google Scholar] [CrossRef]
- Tao, X.P.; Zhang, S.; Wu, C.L.; Zhang, C.H.; Zhang, J.B.; Liu, Y. Thermal stability and corrosion resistance in a novel nickle aluminum bronze coating by laser cladding. Mater. Res. Express 2018, 5, 116527. [Google Scholar] [CrossRef]
- Wang, W.; Yuan, W.; Guo, Q.; Wang, N.; Chi, B.; Yu, J. Effect of picosecond laser surface texturing under babbitt coating mask on friction and wear properties of GCr15 bearing steel surface. Eng. Fail. Anal. 2024, 157, 107878. [Google Scholar] [CrossRef]
- Profito, F.J.; Vladescu, S.C.; Reddyhoff, T.; Dini, D. Numerical and experimental investigation of textured journal bearings for friction reduction. Tribol. Int. 2024, 195, 109643. [Google Scholar] [CrossRef]
- Butler-Smith, P.; Burtt, N.; See, T. The friction of surface textured cylinder liner segments modified by direct laser writing and direct laser interference patterning processes. J. Manuf. Process. 2024, 117, 366–374. [Google Scholar] [CrossRef]
- Schnell, G.; Studemund, H.; Thomas, R.; Seitz, H. Experimental investigations on the friction behavior of partially femtosecond laser-textured journal bearing shells. Tribol. Int. 2023, 188, 108764. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, Y.; Li, Z.; Zhan, X. Sealing performance and optimization design of squamous textured mechanical seal. Tribol. Int. 2024, 193, 109425. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, W.; Wang, M.; Sun, T.; Zhang, X.; Wu, Y.; Zheng, H. Attaining superhydrophobic and superoleophilic bronze surface by picosecond laser texturing and post-heat treatment. Opt. Laser Technol. 2024, 177, 111139. [Google Scholar] [CrossRef]
- Bharatish, A.; Rajkumar, G.R.; Gurav, P.; Babu, G.S.; Murthy, H.N.; Roy, M. Optimization of laser texture geometry and resulting functionality of nickel aluminium bronze for landing gear applications. Int. J. Lightweight Mater. Manuf. 2021, 4, 346–357. [Google Scholar] [CrossRef]
- Wu, G.; Zhu, L.; Chen, X.; Li, L.; Zhang, S.; Wang, Y.; Yao, J. Growth characteristics and wear properties of micro-arc oxidation coating on Ti-6Al-4V with different laser texture shapes. Surf. Coat. Technol. 2023, 475, 130108. [Google Scholar] [CrossRef]
- Yang, X.; Chen, W.; Zhang, Y.; Li, Z.; Yang, J.; Dai, B.; Qiu, Z. Tribological properties of MAO coating deposited on aluminum base bearing alloy with different texture shapes. Surf. Coat. Technol. 2024, 492, 131191. [Google Scholar] [CrossRef]
- Segu, D.Z.; Hwang, P. Friction control by multi-shape textured surface under pin-on-disc test. Tribol. Int. 2015, 91, 111–117. [Google Scholar] [CrossRef]
- Chen, Y.; Meng, J.; Gu, Z.; Wan, X.; Jiang, L.; Wang, S. Bioinspired multiscale wet adhesive surfaces: Structures and controlled adhesion. Adv. Funct. Mater. 2020, 30, 1905287. [Google Scholar] [CrossRef]
- Zhong, Y.; Zheng, L.; Gao, Y.; Liu, Z. Numerical simulation and experimental investigation of tribological performance on bionic hexagonal textured surface. Tribol. Int. 2019, 129, 151–161. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, T.; Zhou, H.; Chen, Z.; Yang, W.; Ren, L. Effects of different bionic units coupling on the sliding wear of gray cast iron. Surf. Coat. Technol. 2017, 309, 96–105. [Google Scholar] [CrossRef]
- Su, Y.; Ma, Y.; Huang, W.; Zhang, T.; Yu, W.; Hu, R.; Ruan, H. The effects of medium and friction pair on the tribological behavior of Mo-doped DLC films. Diam. Relat. Mater. 2024, 148, 111464. [Google Scholar] [CrossRef]
- Masuko, M.; Ono, T.; Aoki, S.; Suzuki, A.; Ito, H. Friction and wear characteristics of DLC coatings with different hydrogen content lubricated with several Mo-containing compounds and their related compounds. Tribol. Int. 2015, 82, 350–357. [Google Scholar] [CrossRef]
- Pires, M.S.T.; Doca, T.; Steier, V.F.; da Silva, W.M.; Júnior, M.O. Wear resistance of coated SAE 305 aluminum alloy under dry friction reciprocate sliding. Tribol. Lett. 2018, 66, 57. [Google Scholar] [CrossRef]
- Hao, T.; Du, J.; Su, G.; Zhang, P.; Sun, Y.; Zhang, J. Mechanical and cutting performance of cemented carbide tools with Cr/x/DLC composite coatings. Int. J. Adv. Manuf. Technol. 2020, 106, 5241–5254. [Google Scholar] [CrossRef]
- Mousavi, S.E.; Naghshehkesh, N.; Amirnejad, M.; Shammakhi, H.; Sonboli, A. Corrosion performance and tribological behavior of diamond-like carbon based coating applied on Ni-Al-bronze alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 499–511. [Google Scholar] [CrossRef]
- Javidparvar, A.A.; Mosavi, M.A.; Ramezanzadeh, B. Nickel-aluminium bronze (NiBRAl) casting alloy tribological/corrosion resistance properties improvement via deposition of a Cu-doped diamond-like carbon (DLC) thin film; optimization of sputtering magnetron process conditions. Mater. Chem. Phys. 2023, 296, 127279. [Google Scholar] [CrossRef]
- Cicek, H. Wear behaviors of TiN/TiCN/DLC composite coatings in different environments. Ceram. Int. 2018, 44, 4853–4858. [Google Scholar] [CrossRef]
- Dhandapani, V.S.; Kang, K.M.; Seo, K.J.; Kim, C.L.; Kim, D.E. Enhancement of tribological properties of DLC by incorporation of amorphous titanium using magnetron sputtering process. Ceram. Int. 2019, 45, 11971–11981. [Google Scholar] [CrossRef]
- Zavaleyev, V.; Walkowicz, J.; Kuznetsova, T.; Zubar, T. The dependence of the structure and mechanical properties of thin ta-C coatings deposited using electromagnetic venetian blind plasma filter on their thickness. Thin Solid Film. 2017, 638, 153–158. [Google Scholar] [CrossRef]
- Wu, J.; Deng, J.; Bao, Y.; Zhang, Z. Synergistic effects of heat-assisted ultrasonic rolling textures and self-lubricating coatings on the friction and wear properties of AISI 52100 steel. Mater. Today Commun. 2024, 38, 108256. [Google Scholar] [CrossRef]
- Xing, Y.; Wu, Z.; Yang, J.; Wang, X.; Liu, L. LIPSS combined with ALD MoS2 nano-coatings for enhancing surface friction and hydrophobic performances. Surf. Coat. Technol. 2020, 385, 125396. [Google Scholar] [CrossRef]
- Wang, H.; Tian, L.; Zheng, J.; Yang, D.; Zhang, Z. The synergetic effects of laser texturing and super-hydrophobic coatings on improving wear properties of steel. Tribol. Int. 2022, 173, 107657. [Google Scholar] [CrossRef]
- Wang, R.; Deng, J.; Zhang, Z.; Sun, Q. Tribological properties of Ni3Al-Ti3SiC2-MoS2 composite films deposited on textured surfaces by electrohydrodynamic atomization. Wear 2022, 508, 204486. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Baykara, M.Z.; Martini, A. Synergetic effects of surface texturing and solid lubricants to tailor friction and wear-a review. Tribol. Int. 2021, 155, 106792. [Google Scholar] [CrossRef]
- He, D.; He, C.; Li, W.; Shang, L.; Wang, L.; Zhang, G. Tribological behaviors of in-situ textured DLC films under dry and lubricated conditions. Appl. Surf. Sci. 2020, 525, 146581. [Google Scholar] [CrossRef]
- Xing, Y.; Wang, X.; Du, Z.; Zhu, Z.; Wu, Z.; Liu, L. Synergistic effect of surface textures and DLC coatings for enhancing friction and wear performances of Si3N4/TiC ceramic. Ceram. Int. 2022, 48, 514–524. [Google Scholar] [CrossRef]
- Toro, A.; Abdel-Aal, H.A.; Zuluaga, E.; Cuervo, P.; Ballesteros, L.M.; Sánchez, J.C.; Rudas, J.S.; Isaza, C.; Misiolek, W.Z. Influence of surface morphology and internal structure on the mechanical properties and tribological response of Boa Red Tail and Python Regius snake skin. J. Mech. Behav. Biomed. Mater. 2021, 119, 104497. [Google Scholar] [CrossRef]
- Huang, Q.; Shi, X.; Xue, Y.; Zhang, K.; Gao, Y.; Wu, C. Synergetic effects of biomimetic microtexture with multi-solid lubricants to improve tribological properties of AISI 4140 steel. Tribol. Int. 2022, 167, 107395. [Google Scholar] [CrossRef]
- Baumann, R.; Heilmann, S.; Köberlin, D.; Füssel, U.; Lasagni, A.F. Influencing the contact angle during brazing by direct laser interference structured textures on the substrate surface. Mater. Lett. 2022, 13, 100129. [Google Scholar] [CrossRef]
- Guo, P.; Geng, Z.; Lu, Z.; Zhang, G.; Wu, Z. Probing the lubrication mechanism of rough diamond-like carbon films against silicon nitride under water. Tribol. Int. 2018, 128, 248–259. [Google Scholar] [CrossRef]
- Zhang, Y.; Deng, J.; Meng, Y.; Yue, H. Tribological performance of steel guideway with biomimetic hexagonal micro-textures. Surf. Eng. 2020, 36, 756–764. [Google Scholar] [CrossRef]
- Li, L.; Li, Z.; Xing, Z.; Guo, W.; Huang, Y.; Wang, H. Effect of femtosecond laser bionic texture on anti-wear properties of medical Ti-6Al-4 V. Tribol. Int. 2023, 190, 109062. [Google Scholar] [CrossRef]
- Kasiorowski, T.; Lin, J.; Soares, P.; Lepienski, C.M.; Neitzke, C.A.; De Souza, G.B.; Torres, R.D. Microstructural and tribological characterization of DLC coatings deposited by plasma enhanced techniques on steel substrates. Surf. Coat. Technol. 2020, 389, 125615. [Google Scholar] [CrossRef]
- Zhang, S.; Zeng, X.T.; Xie, H.; Hing, P. A phenomenological approach for the Id/Ig ratio and sp3 fraction of magnetron sputtered a-C films. Surf. Coat. Technol. 2000, 123, 256–260. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Liu, T.; Zhang, P. Effect of normal loads and mating pairs on the tribological properties of diamond-like carbon film. Wear 2021, 486, 204083. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Al | Fe | Ni |
|---|---|---|---|---|
| Content/wt% | Bal | 10.6 | 4.0 | 5.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Zhu, M.; Meng, X.; Peng, X. Effects of Laser Bionic Textures and Diamond-like Carbon Coatings on Tribological Properties of CuAl10Fe5Ni5 Under Oil Lubrication. Coatings 2025, 15, 446. https://doi.org/10.3390/coatings15040446
Wang M, Zhu M, Meng X, Peng X. Effects of Laser Bionic Textures and Diamond-like Carbon Coatings on Tribological Properties of CuAl10Fe5Ni5 Under Oil Lubrication. Coatings. 2025; 15(4):446. https://doi.org/10.3390/coatings15040446
Chicago/Turabian StyleWang, Mengjiao, Mingbo Zhu, Xiangkai Meng, and Xudong Peng. 2025. "Effects of Laser Bionic Textures and Diamond-like Carbon Coatings on Tribological Properties of CuAl10Fe5Ni5 Under Oil Lubrication" Coatings 15, no. 4: 446. https://doi.org/10.3390/coatings15040446
APA StyleWang, M., Zhu, M., Meng, X., & Peng, X. (2025). Effects of Laser Bionic Textures and Diamond-like Carbon Coatings on Tribological Properties of CuAl10Fe5Ni5 Under Oil Lubrication. Coatings, 15(4), 446. https://doi.org/10.3390/coatings15040446