
Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings


Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- (1)
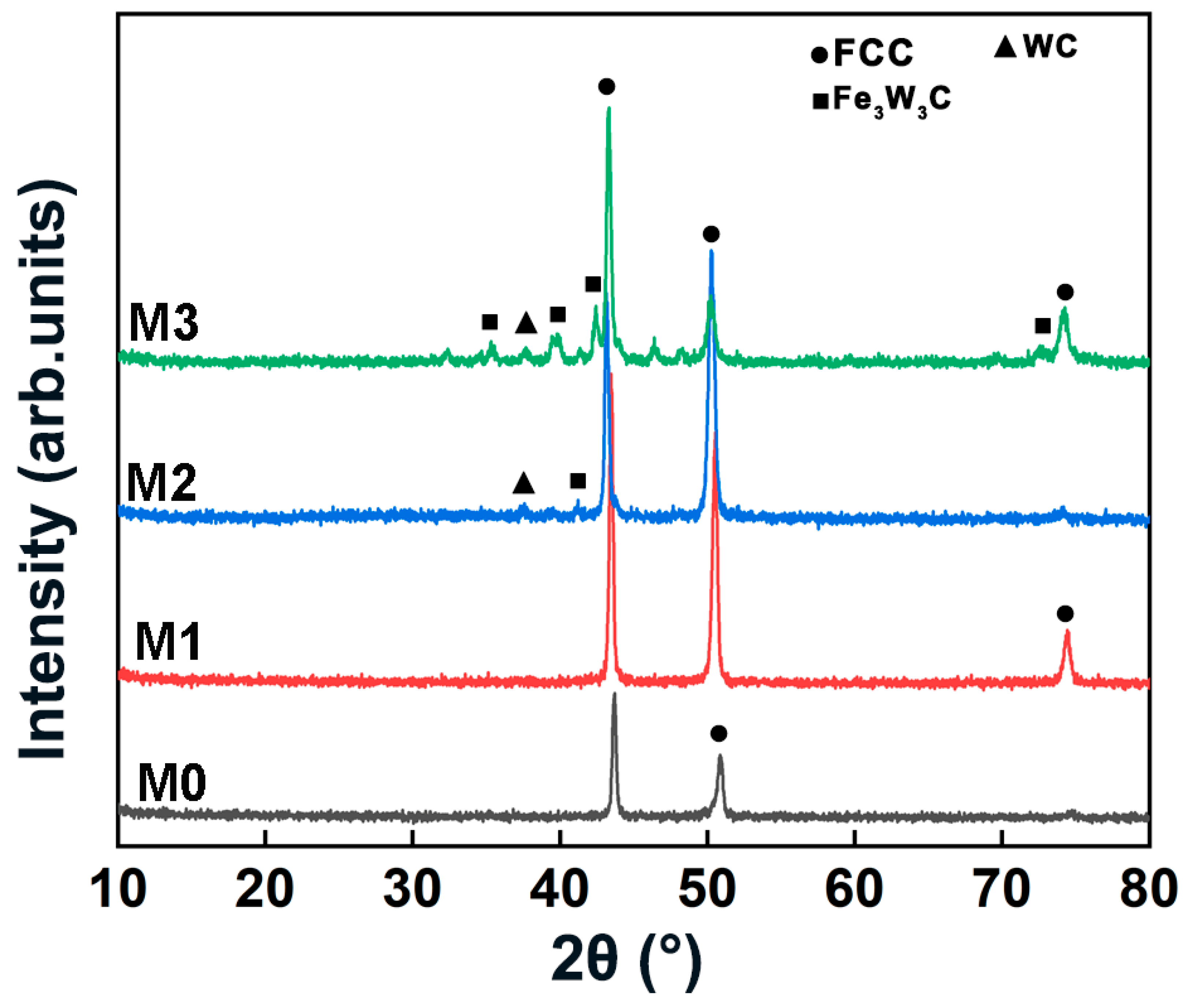
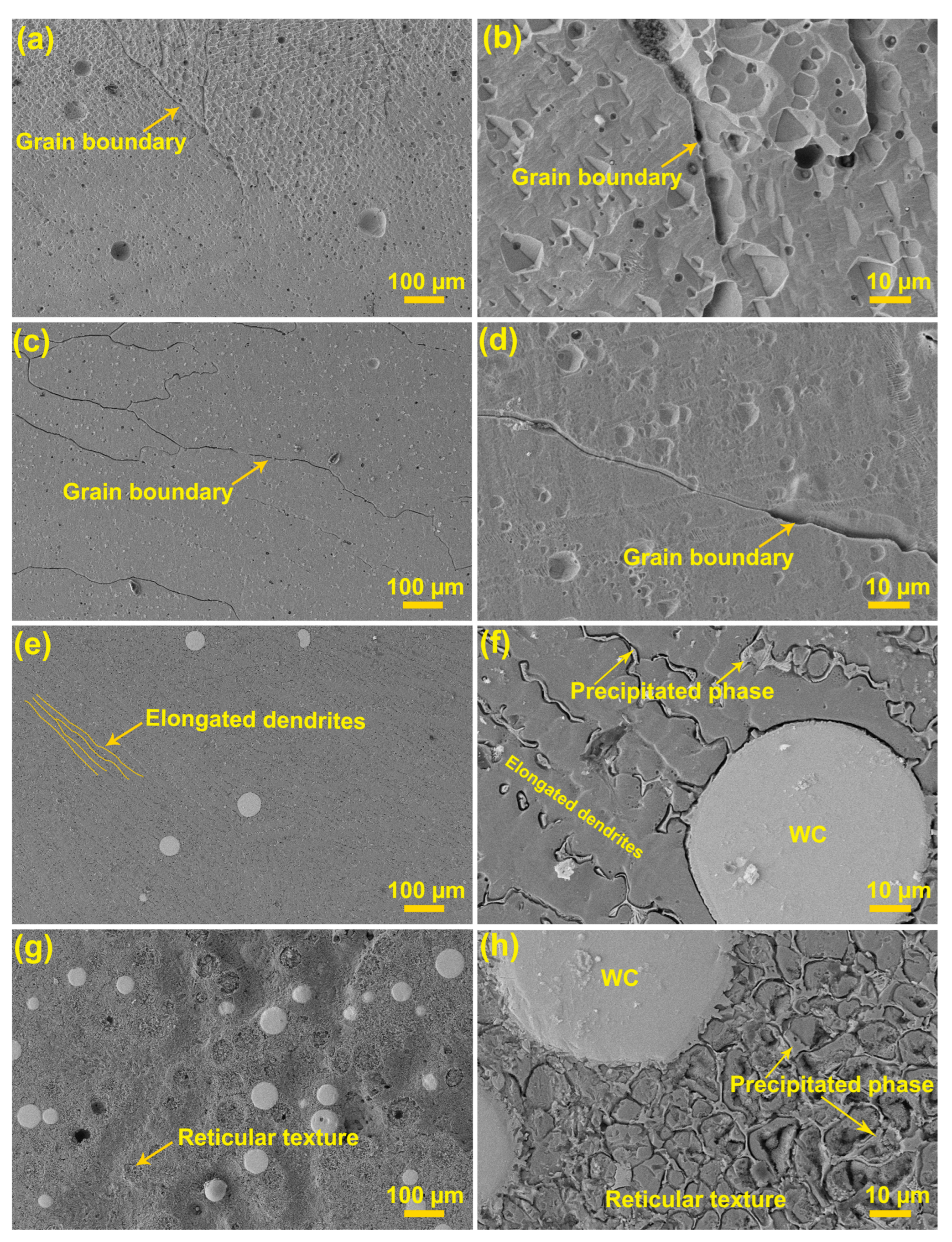
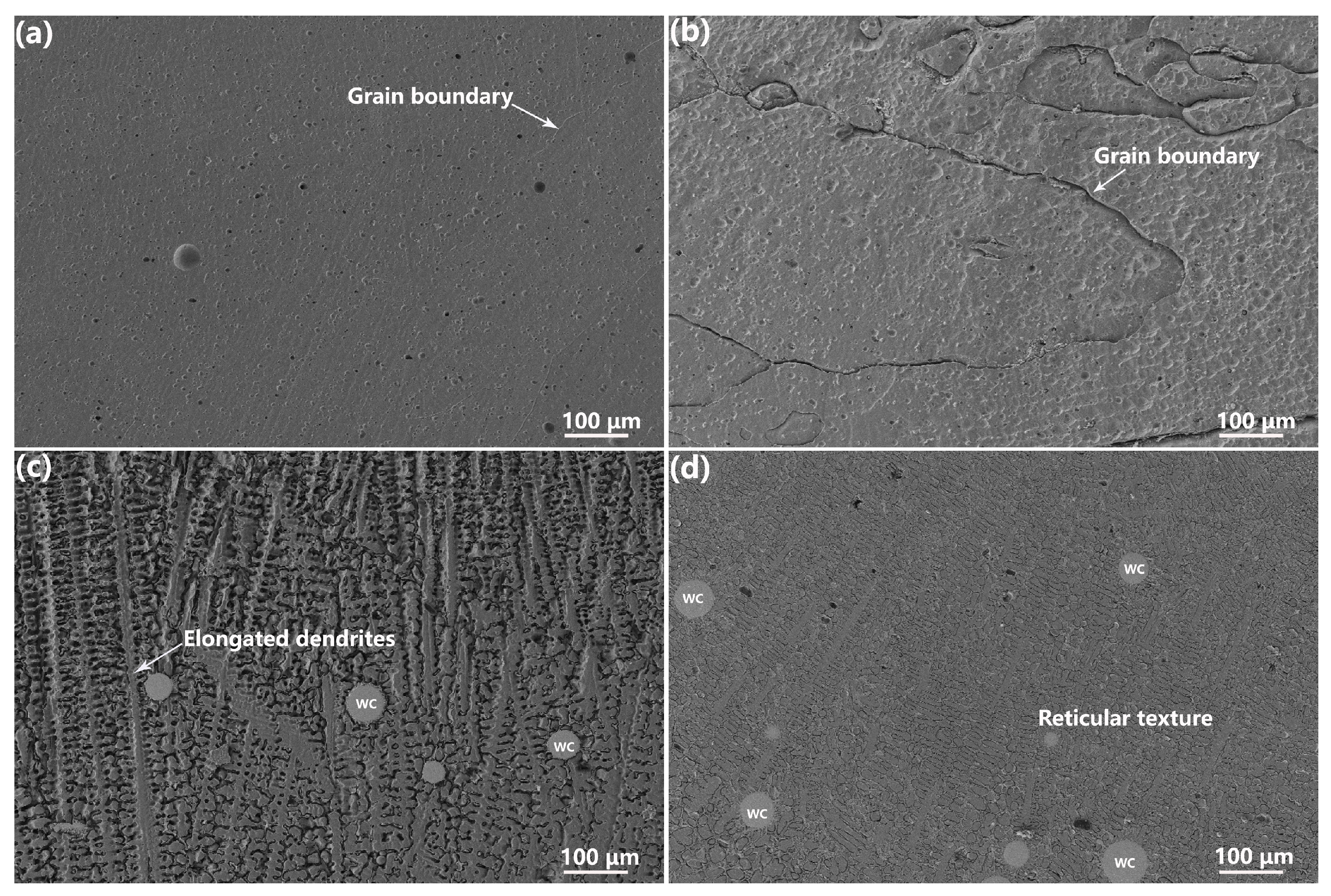
- The decomposition of WC particles during the surfacing process induced the formation of massive carbides and eutectic carbides but also simultaneously triggered a significant refinement effect of grain size. These W and C atoms diffused into the matrix and thereby initiated the formation of supersaturated solid solutions.
- (2)
- The coating showed a consistent hardness enhancement with an increasing WC doping content due to a synergistic strengthening of the solid solution, second hard phase, and grain refinement. The hardness was 198.8 ± 15.6 HV for the coating without WC doping, but it increased to 222.3 ± 34.4 HV for the coating with 10% WC doping and 355.6 ± 51.6 HV for the coating with 20% WC doping, and it reached the highest value of 514.9 ± 48.1 HV for the coating with 40% WC doping.
- (3)
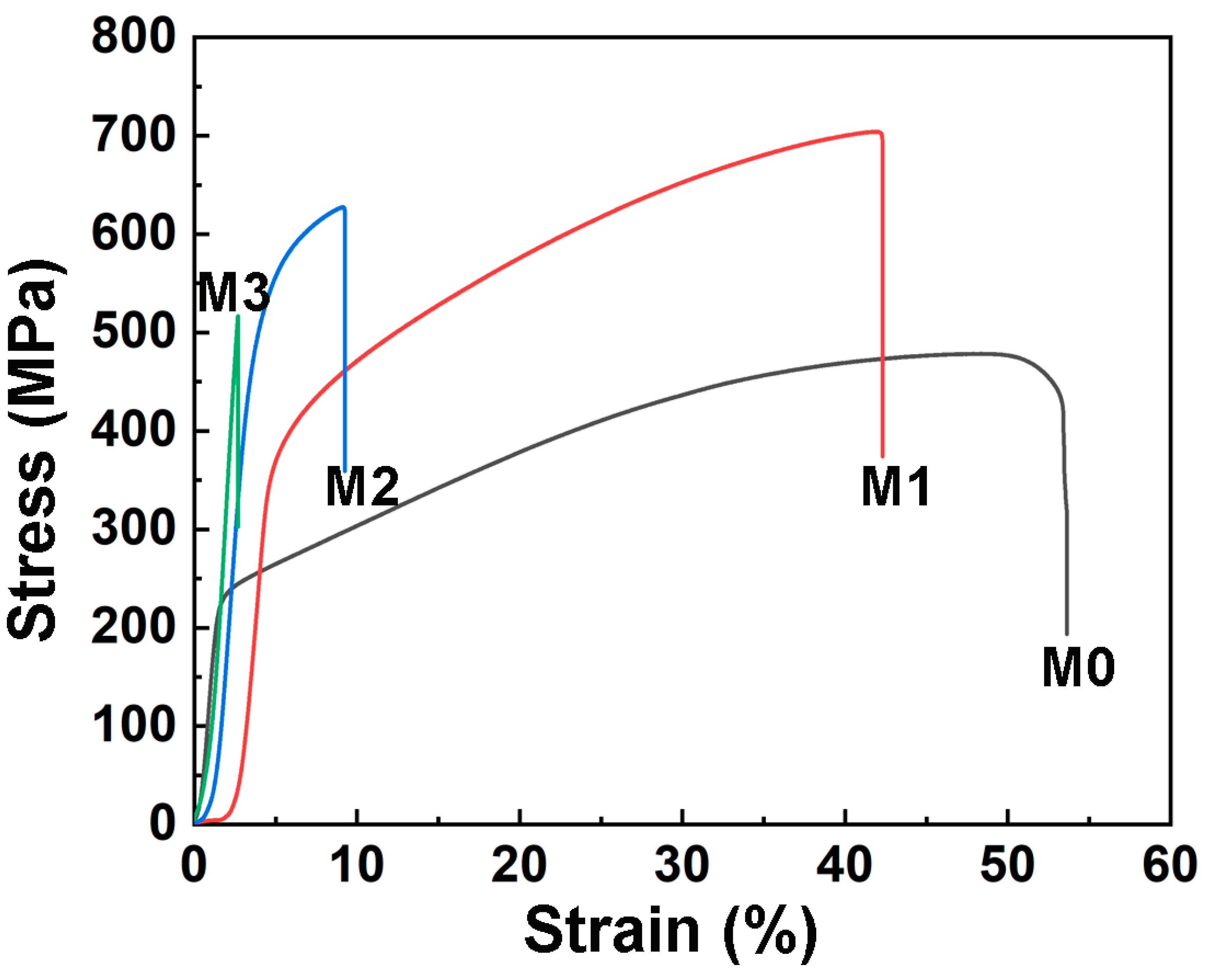
- The supersaturated solid solutions, carbides, WC particles, and refined grains effectively reinforced the matrix alloy of the coating, leading to a substantial enhancement in yield strength with an increasing WC content. The yield strength was 225 MPa for the coating without WC doping, but it increased to 353 MPa for the coating with 10% WC doping and 454 MPa for the coating with 20% WC doping, and it reached the highest value of 457 MPa for the coating with 40% WC doping.
- (4)
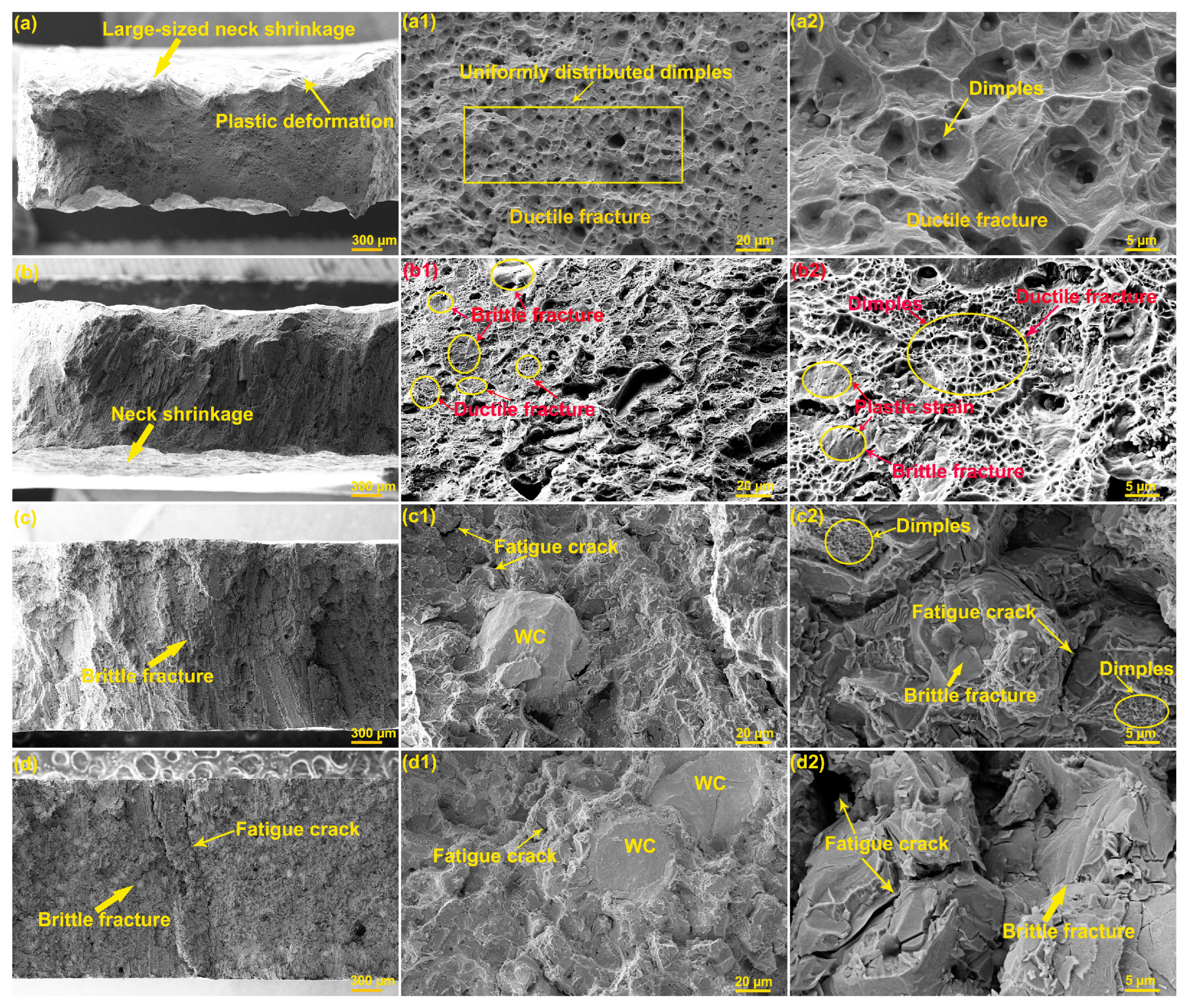
- The inherent high brittleness of these supersaturated solid solutions and carbides greatly degraded the ductility of the matrix alloy. The strain was 53.7% for the coating without WC doping and it was 42.6% for the coating with 10% WC doping, but that rapidly decreased to 9.4% for the coating with 20% WC doping and reached the lowest value of 2.7% for the coating with 40% WC doping.
- (5)
- The coating with a 10% WC content demonstrated an exceptional balance between strength and toughness, showing the highest tensile strength value of 704 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, Z.; Guo, F.; Huang, X.; Li, K.; Chen, Q.; Chen, Y.; Gong, F. Understanding the anti-wear mechanism of SiCp/WE43 magnesium matrix composite. Vacuum 2020, 172, 109049. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R.; Huang, Y. Effect of strengthening particles on the dry sliding wear behavior of Al2O3-M7C3/Fe metal matrix composite coatings produced by laser cladding. Wear 2015, 324–325, 36–44. [Google Scholar] [CrossRef]
- Dai, Y.; Li, K.; Xiang, Q.; Ou, M.; Yang, F.; Liu, J. Microstructure and tribology behaviors of WC coating fabricated by surface mechanical composite strengthening. Appl. Surf. Sci. 2023, 619, 156759. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhang, M.; Du, B.S.; Li, S. Microstructure and wear properties of laser clad (TiB2+TiC)/Fe composite coating. Surf. Rev. Lett. 2012, 19, 1250052. [Google Scholar] [CrossRef]
- Wei, M.; Yu, H.; Song, Z.; Yin, Y.; Zhou, X.; Wang, H.; Ji, X.; Li, X.; Shi, P.; Zhang, W. Microstructural evolution, mechanical properties and wear behavior of in-situ TiC-reinforced Ti matrix composite coating by induction cladding. Surf. Coat. Technol. 2021, 412, 127048. [Google Scholar] [CrossRef]
- Yin, Z.; Tao, S.; Zhou, X.; Ding, C. Tribological properties of plasma sprayed Al/Al2O3 composite coatings. Wear 2007, 263, 1430–1437. [Google Scholar] [CrossRef]
- Wu, P.; Du, H.M.; Chen, X.L.; Li, Z.Q.; Bai, H.L.; Jiang, E.Y. Influence of WC particle behavior on the wear resistance properties of Ni–WC composite coatings. Wear 2004, 257, 142–147. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.Q. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coating. Appl. Surf. Sci. 2010, 256, 4708–4714. [Google Scholar] [CrossRef]
- He, L.; Tan, Y.F.; Wang, X.L.; Jing, Q.F.; Hong, X. Tribological properties of laser cladding TiB2 particles reinforced Ni-base alloy composite coatings on aluminum alloy. Rare Met. 2015, 34, 789–796. [Google Scholar] [CrossRef]
- Wei, H.; Feng, G.; Li, X.; Zhan, W.; Li, F.; Dai, Y.; Zou, J. Preparation and tribological properties of Cr-C reinforced Cu/graphite composites decomposed in situ by Cr2AlC. Tribol. Int. 2023, 189, 108911. [Google Scholar] [CrossRef]
- Du, M.; Dong, W.; Dong, L.; Li, X.; Wang, L. Nanostructure modification of titanium alloy to achieve ultra-high interfacial bond strength between titanium alloy and polyphenylene sulfide. J. Mater. Res. Technol. 2023, 26, 3383–3394. [Google Scholar] [CrossRef]
- Chung, K.H.; Hwang, Y.C. Bonding strengths of porcelain repair systems with various surface treatments. J. Prosthet. Dent. 1997, 78, 267–274. [Google Scholar] [CrossRef] [PubMed]
- Yang, T.; Zhao, Y.L.; Cao, B.X.; Kai, J.J.; Liu, C.T. Towards superior mechanical properties of hetero-structured high-entropy alloys via engineering multicomponent intermetallic nanoparticles. Scr. Mater. 2020, 183, 39–44. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Yang, T.; Zhu, J.H.; Chen, D.; Yang, Y.; Hu, A.; Liu, C.T.; Kai, J.-J. Development of high-strength Co-free high-entropy alloys hardened by nanosized precipitates. Scr. Mater. 2018, 148, 51–55. [Google Scholar] [CrossRef]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Dai, C.; Zhao, T.; Du, C.; Liu, Z.; Zhang, D. Effect of molybdenum content on the microstructure and corrosion behavior of FeCoCrNiMox high-entropy alloys. J. Mater. Sci. Technol. 2020, 46, 64–73. [Google Scholar] [CrossRef]
- Zhou, S.; Liang, Y.J.; Zhu, Y.; Jian, R.; Wang, B.; Xue, Y.; Wang, L.; Wang, F. High entropy alloy: A promising matrix for high-performance tungsten heavy alloys. J. Alloys Compd. 2019, 777, 1184–1190. [Google Scholar] [CrossRef]
- Luo, W.; Liu, Y.; Shen, J. Effects of binders on the microstructures and mechanical properties of ultrafine WC-10% AlxCoCrCuFeNi composites by spark plasma sintering. J. Alloys Compd. 2019, 791, 540–549. [Google Scholar] [CrossRef]
- Peng, Y.B.; Zhang, W.; Li, T.C.; Zhang, M.Y.; Wang, L.; Song, Y.; Hu, S.H.; Hu, Y. Microstructures and mechanical properties of FeCoCrNi high entropy alloy/WC reinforcing particles composite coatings prepared by laser cladding and plasma cladding. Int. J. Refract. Met. Hard Mater. 2019, 84, 105044. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, W.; Li, T.; Zhang, M.; Liu, B.; Liu, Y.; Wang, L.; Hu, S. Effect of WC content on microstructures and mechanical properties of FeCoCrNi high-entropy alloy/WC composite coatings by plasma cladding. Surf. Coat. Technol. 2020, 385, 125326. [Google Scholar] [CrossRef]
- Xie, G.Z.; Song, X.L.; Zhang, D.J.; Wu, Y.P.; Lin, P.H. Microstructure and corrosion properties of thick WC composite coating formed by plasma cladding. Appl. Surf. Sci. 2010, 256, 6354–6358. [Google Scholar] [CrossRef]
- Zhou, P.L.; Xiao, D.H.; Zhou, P.F.; Yuan, T.C. Microstructure and properties of ultrafine grained AlCrFeCoNi/WC cemented carbides. Ceram. Int. 2018, 44, 17160–17166. [Google Scholar] [CrossRef]
- Huang, J.; He, J.; Li, Z.; Shen, L.; Chen, L.; Chang, F.; Tang, Q. Effect of WC Addition on Microstructure and Properties of Powder Metallurgy CoCrNi Medium Entropy Alloy. Mater. Today Commun. 2023, 36, 106435. [Google Scholar] [CrossRef]
- Adachi, S.; Yamaguchi, T.; Tanaka, K.; Nishimura, T.; Ueda, N. Effects of Solid-Solution Carbon and Eutectic Carbides in AISI 316L Steel-Based Tungsten Carbide Composites on Plasma Carburizing and Nitriding. Metals 2023, 13, 1350. [Google Scholar] [CrossRef]
- Lou, D.; Hellman, J.; Luhulima, D.; Liimatainen, J.; Lindroos, V.K. Interactions between tungsten carbide (WC) particulates and metal matrix in WC-reinforced composites. Mater. Sci. Eng. A 2003, 340, 155–162. [Google Scholar] [CrossRef]
- Cao, F.; Chen, C.; Wang, Z.; Muthuramalingam, T.; Anbuchezhiyan, G. Effects of silicon carbide and tungsten carbide in aluminium metal matrix composites. Silicon 2019, 11, 2625–2632. [Google Scholar] [CrossRef]
- Zhou, R.; Jiang, Y.; Lu, D. The effect of volume fraction of WC particles on erosion resistance of WC reinforced iron matrix surface composites. Wear 2003, 255, 134–138. [Google Scholar] [CrossRef]
- Pan, Y.; Liu, A.; Huang, L.; Du, Y.; Jin, Y.; Yang, X.; Zhang, J. Effects of metal binder content and carbide grain size on the microstructure and properties of SPS manufactured WC–Fe composites. J. Alloys Compd. 2019, 784, 519–526. [Google Scholar] [CrossRef]
- Hussain, S.W.; Mehmood, M.A.; Karim, M.R.A.; Godfrey, A.; Yaqoob, K. Microstructural evolution and mechanical characterization of a WC-reinforced CoCrFeNi HEA matrix composite. Sci. Rep. 2022, 12, 9822. [Google Scholar] [CrossRef] [PubMed]
- Ravikumar, K.; Kiran, K.; Sreebalaji, V.S. Characterization of mechanical properties of aluminium/tungsten carbide composites. Measurement 2017, 102, 142–149. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Percentage of WC (wt. %) | Welding Current (A) | Swinging Arc Speed (mm/min) | Thickness (mm) |
|---|---|---|---|---|
| M0 | 0 | 150 | 170 | 4.0 ± 0.25 |
| M1 | 10 | 150 | 170 | 4.0 ± 0.25 |
| M2 | 20 | 150 | 170 | 4.0 ± 0.25 |
| M3 | 40 | 150 | 170 | 4.0 ± 0.25 |
| Samples | Yield Strength (MPa) | Tensile Strength (MPa) | Strain (%) |
|---|---|---|---|
| M0 | 225 | 478 | 53.7 |
| M1 | 353 | 704 | 42.6 |
| M2 | 454 | 627 | 9.4 |
| M3 | 457 | 517 | 2.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhang, S.; Zhao, F.; Wu, Z.; Xie, Z. Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings. Coatings 2024, 14, 403. https://doi.org/10.3390/coatings14040403
Wang X, Zhang S, Zhao F, Wu Z, Xie Z. Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings. Coatings. 2024; 14(4):403. https://doi.org/10.3390/coatings14040403
Chicago/Turabian StyleWang, Xinbo, Shihan Zhang, Fei Zhao, Zhisheng Wu, and Zhiwen Xie. 2024. "Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings" Coatings 14, no. 4: 403. https://doi.org/10.3390/coatings14040403
APA StyleWang, X., Zhang, S., Zhao, F., Wu, Z., & Xie, Z. (2024). Structural Evolution and Fracture Mechanism of WC-Particle-Reinforced FeCoCrNiMn High-Entropy Alloy Coatings. Coatings, 14(4), 403. https://doi.org/10.3390/coatings14040403