
The Effect of Steaming Beech, Birch and Maple Woods on Qualitative Indicators of the Surface




Abstract
1. Introduction
2. Material and Methods
2.1. Material
2.2. Steaming and Drying of Blanks
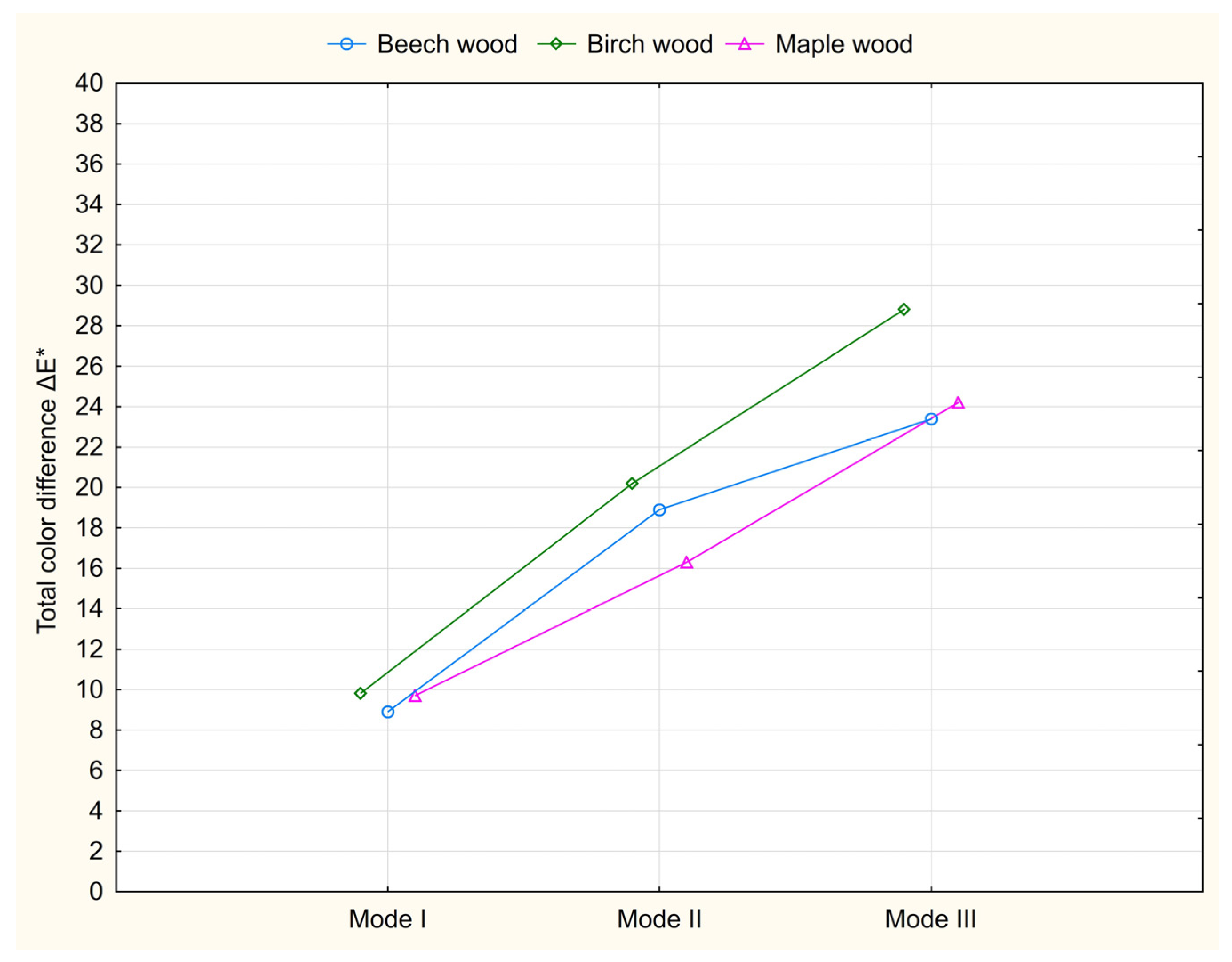
2.3. Measuring the Color of Wood
2.4. Milling of Blanks
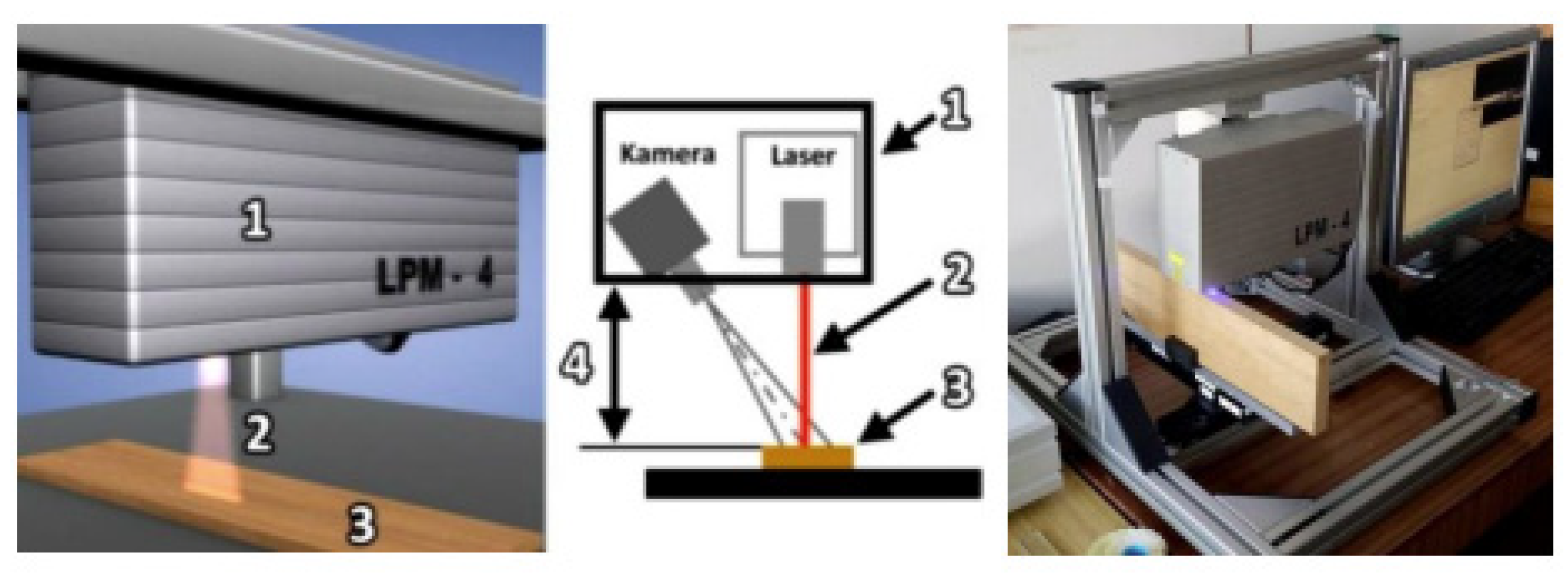
2.5. Measuring the Surface Roughness of Milled Wood
2.6. Statistical Processing of Measured Data
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kminiak, R. Effect of the saw blade construction on the surface quality when transverse sawing spruce lumber on crosscut miter saw. Acta Fac. Xylologiae Zvolen 2014, 56, 87–96. [Google Scholar]
- Kvietková, M.; Gaff, M.; Gašparík, M.; Kaplan, L.; Barcík, Š. Surface quality of milled birch wood after thermal treatment at various temperatures. BioResources 2015, 10, 6512–6521. [Google Scholar] [CrossRef]
- Kvietková, M.; Gašparík, M.; Gaff, M. Effect of thermal treatment on surface quality of beech wood after plane milling. BioResources 2015, 10, 4226–4238. [Google Scholar] [CrossRef]
- Gaff, M.; Kaplan, L. Effect of feed and cutting speed on machining quality. Woodwork. Mag. Banská Bystrica: Trendwood—Twd Ltd. 2016, 16, 3–4. [Google Scholar]
- Kubš, J.; Gaff, M.; Barcík, Š. Factors affecting the consumption of energy during the of thermally modified and unmodified beech wood. BioResources 2016, 11, 736–747. [Google Scholar] [CrossRef]
- Kaplan, L.; Sedlecký, M.; Kvietková, M.; Sikora, A. The Effect of Thermal Modification of Oak Wood on Waviness Values in the Planar Milling Process, Monitored with a Contact Method. BioResources 2018, 13, 1591–1604. [Google Scholar] [CrossRef]
- Kaplan, L.; Kvietková, M.; Sikora, A.; Sedlecký, M. Evaluation of the effect of individual paramaters of oak wood machining and their impact on the values of waviness measured by a laser profilometer. Wood Res. 2018, 63, 127–140. [Google Scholar]
- Kúdela, J.; Mrenica, L.; Javorek, Ľ. The influence of milling and sanding on wood surface morphology. Acta Fac. Xylologiae Zvolen 2018, 60, 71–83. [Google Scholar]
- Zhong, Z.W.; Hiziroglu, S.; Chan, C. Measurement of the surface roughness of wood based materials used in furniture manufacture. Measurement 2013, 46, 1482–1487. [Google Scholar] [CrossRef]
- Sedliačiková, M.; Moresová, M. Are consumers interested in colored beech wood and furniture products? Forests. 2022, 13, 1470. [Google Scholar] [CrossRef]
- Sandak, J.; Negri, M. Wood surface roughness—What is it? In Proceedings of the 17th International Wood Machining Seminar (IWMS 17), Rosenheim, Germany, 26–28 September 2005; pp. 242–250. [Google Scholar]
- STN EN ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions andSurface Texture Parameter. International Organization for Standardization: Geneva, Switzerland, 2022.
- Chuchala, D.; Orlowski, K.A.; Hiziroglu, S.; Wilmanska, A.; Pradlik, A.; Mietka, K. Analysis of surface roughness of chemically impregnated Scots pine processed usingframe-sawing machine. Wood Mater. Sci. Eng. 2023, 18, 1809–1815. [Google Scholar] [CrossRef]
- Kamperidou, V.; Aidinidis, E.; Barboutis, I. Impact of Structural Defects on the Surface Quality of Hardwood Species Sliced Veneers. Appl. Sci. 2020, 10, 6265. [Google Scholar] [CrossRef]
- Repellin, V.; Guyonnet, R. Evaluation of heat-treated wood swelling by differential scanning calorimetry in Relation with Chemical Composition. Holzforschung 2007, 59, 28–34. [Google Scholar] [CrossRef]
- Barcík, Š.; Gašparík, M. Effect of tool and milling parameters on the sizedistribution of splinters of planed native and thermally modified beech wood. BioResources 2014, 9, 1346–1360. [Google Scholar] [CrossRef]
- Kučerka, M.; Očkajová, A. Thermowood and granularity of abrasive wood dust. Acta Fac. Xylologiae Zvolen 2018, 60, 43–51. [Google Scholar]
- Očkajová, A.; Barcík, Š.; Kučerka, M.; Koleda, P.; Korčok, M.; Vyhnáliková, Z. Wood dust granular analysis in the sanding process of thermally modified wood versus its density. BioResources 2019, 14, 8559–8572. [Google Scholar] [CrossRef]
- Konopka, A.; Chuchala, D.; Orlowski, K.A.; Vilkovská, T.; Klement, I. The efect of beech wood (Fagus sylvatica L.) steaming process on the colour change versus depth of tested wood layer. Wood Mater. Sci. Eng. 2021, 17, 420–428. [Google Scholar] [CrossRef]
- Tolvaj, L.; Nemeth, R.; Varga, D.; Molnar, S. Colour homogenisation of beech wood by steam treatment. Drewno 2009, 181, 5–17. [Google Scholar]
- Dzurenda, L. Colouring of Beech Wood during Thermal Treatment using Saturated Water Steams. Acta Fac. Xylologiae Zvolen 2014, 56, 13–22. [Google Scholar]
- Hadjiski, M.; Deliiski, N. Advanced Control of the Wood Thermal Treatment Processing. Cybern. Inf. Technol. 2016, 16, 176–197. [Google Scholar] [CrossRef]
- Dzurenda, L.; Geffert, A.; Geffertová, J.; Dudiak, M. Evaluation of the Process Thermal Treatment of Maple Wood Saturated Water Steam in Terms of Change of pH and Color of Wood. BioResources 2020, 15, 2550–2559. [Google Scholar] [CrossRef]
- Dzurenda, L.; Dudiak, M. The effect of the temperature of saturated water steam on the colour change of wood Acer pseudoplatanus L. Acta Fac. Xylologiae Zvolen 2020, 62, 19–28. [Google Scholar]
- Dzurenda, L.; Dudiak, M. Cross-correlation of color and acidity of wet beech wood in the process of thermal treatment with saturated steam. Wood Res. 2021, 66, 105–116. [Google Scholar] [CrossRef]
- Dudiak, M.; Dzurenda, L. Changes in the physical and chemical properties of alder wood in the process of thermal treatment with saturated water steam. Coatings 2021, 11, 898. [Google Scholar] [CrossRef]
- Dzurenda, L. Mode for hot air drying of steamed beech blanks while keeping the colours acquired in the steaming process. Acta Facultatis Xylologiae Zvolen. Zvolen 2022, 64, 81–88. [Google Scholar]
- Šustek, J. LPM laser profilometer with horizontal displacement for tracking surface unevenness. In Chip and Chipless Woodworking Processes; Technical University in Zvolen: Zvolen, Slovakia, 2010; pp. 187–192. ISSN 1339-8350. [Google Scholar]
- Babiak, M.; Kubovský, I.; Mamoňová, M. Color space of selected domestic trees. In Interaction of Wood with Various Forms of Energy; Technical University in Zvolen: Zvolen, Slovakia, 2004; pp. 113–117. [Google Scholar]
- Meints, T.; Teischinger, A.; Stingl, R.; Hassmann, C. Wood colour of central European wood species: CIELAB characterisation and colour intensification. Eur. J. Wood Prod. 2017, 75, 499–509. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions, 2nd ed.; Walter de Gruyter: Berlin, Germany, 1989; p. 613. [Google Scholar]
- Bučko, J. Hydrolysis Processes; Technical University in Zvolen: Zvolen, Slovakia, 1995. [Google Scholar]
- Hon, N.S.D.; Shiraishi, N. Wood and Cellulosic Chemistry; CRC Press: New York, NY, USA, 2001; p. 928. [Google Scholar]
- Geffert, A.; Geffertová, J.; Výbohová, E.; Dudiak, M. Impact of Steaming Mode on Chemical Characteristics and Colour of Birch Wood. Forests 2020, 11, 478. [Google Scholar] [CrossRef]
- Varga, D.; Van der Zee, M.E. Influence of steaming on selected wood properties of four hardwood species. HolzRoh. Werkst. 2008, 66, 11–18. [Google Scholar] [CrossRef]
- Tolvaj, L.; Molnar, S.; Nemeth, R.; Varga, D. Color modification of black locust depending on the steaming parameters. Wood Res. 2010, 55, 81–88. [Google Scholar]
- Banski, A.; Dudiak, M. Dependence of color on the time and temperature of saturated water steam in the process of thermal modification of beech wood. AIP Conf. Proc. 2019, 2118, 030003. [Google Scholar]
- Klement, I.; Marko, P. Colour changes of beech wood (Fagus sylvatica L.) during high temperature drying process. Wood Res. 2009, 54, 45–54. [Google Scholar]
- Barański, J.; Klement, I.; Vilkovská, T.; Konopka, A. High Temperature Drying Process of Beech Wood (Fagus sylvatica L.) with Different Zones of Sapwood and Red False Heartwood. BioResources 2017, 12, 1861–1870. [Google Scholar] [CrossRef]
- Dzurenda, L. Range of Color Changes of Beech Wood in the Steaming Process. BioResources 2022, 17, 1690–1702. [Google Scholar] [CrossRef]
- Esteves, B.; Pereira, H.M. Wood modification by heat treatment: A review. BioResources 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Vančo, M.; Mazáň, A.; Barcík, Š.; Rajko, Ľ.; Koleda, P.; Vyhnáliková, Z.; Safin, R. Impact of Selected Technological, Technical, and Material Factors on the Quality of Machined Surface at Face Milling of Thermally Modified Pine Wood. BioResources 2017, 12, 5140–5154. [Google Scholar] [CrossRef][Green Version]
- Gochev, Z.; Vukov, G.; Vitchev, P.; Atanasov, V.; Kovatchev, G. Modeling andexperimental study of the processes in longitudinal milling of solid wood. Theme 2017, 22, 76. [Google Scholar]
- Vitchev, P. Evaluation of the surface quality of the processed wood material depending on theconstruction of the wood milling tool. Acta Fac. Xylologiae Zvolen 2019, 61, 81–90. [Google Scholar]
- Atanasov, V. Experimental research on the cutting force during longitudinal milling of solid wood and wood-based composite. Acta Fac. Xylologiae Zvolen 2021, 63, 73–84. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modes | Saturated Steam Temperature [°C] | Technological Operation Time [h] | ||||
|---|---|---|---|---|---|---|
| tmin | tmax | t4 | τ1-Phase | τ2-Phase | Total Time | |
| Mode I | 102.5 | 107.5 | 100 | 1.5 | 7.5 | 9.0 |
| Mode II | 122.5 | 127.5 | 100 | |||
| Mode III | 132.5 | 137.5 | 100 | |||
| Technical Parameters of CNC Machining Center SCM Tech Z5 | |
|---|---|
| Useful desktop (mm) | X = 3050, y = 1300, z = 3000 |
| Speed x-axis (m.min−1) | 0 ÷ 70 |
| Speed y-axis (m.min−1) | 0 ÷ 40 |
| Speed z-axis (m.min−1) | 0 ÷ 15 |
| Vector rate (m.min−1) | 0 ÷ 83 |
| Technical parameters of the main electric spindle with HSK F63 connection | |
| Rotation axis C 640° | 640° |
| Rotation axis B | 320° |
| Revolutions (rpm) | 600 ÷ 24 000 |
| Power (kW) | 11 |
| Maximum tool dimensions (mm) | D = 160 |
| L = 180 | |
| Parameter | Value |
|---|---|
| Feed per edge (fz) | 0.074 mm |
| Depth of cut (ae) | 3 mm |
| Tool rotates (n) | 18 000 rpm |
| Wood | Native Wood | Wood Color Modification Modes | ||
|---|---|---|---|---|
| Mode I | Mode II | Mode III | ||
| Beech |  |  |  |  |
| Birch |  |  |  |  |
| Maple |  |  |  |  |
| Wood | Coordinates CIE L*a*b* | Native Wood | Wood Color Modification Modes | ||
|---|---|---|---|---|---|
| Mode I | Mode II | Mode III | |||
| Beech | L* | 76.6 ± 2.3 | 66.7 ± 2.0 | 57.0 ± 2.1 | 52.5 ± 1.8 |
| a* | 6.8 ± 1.8 | 10.1 ± 1.0 | 12.3 ± 0.9 | 12.7 ± 1.1 | |
| b* | 19.8 ± 1.7 | 20.6 ± 1.1 | 20.9 ± 1.1 | 20.3 ± 1.1 | |
| Birch | L* | 83.7 ± 1.3 | 74.7 ± 0.8 | 64.3 ± 1.2 | 55.6 ± 0.9 |
| a* | 6.8 ± 0.6 | 10.5 ± 0.7 | 12.5 ± 0.7 | 12.5 ± 0.3 | |
| b* | 19.8 ± 0.9 | 21.4 ± 0.6 | 18.5 ± 0.5 | 19.5 ± 0.6 | |
| Maple | L* | 86.6 ± 1.2 | 77.4 ± 0.6 | 69.7 ± 0.8 | 61.8 ± 0.7 |
| a* | 5.9 ± 0.5 | 10.6 ± 0.6 | 12.3 ± 0.5 | 11.6 ± 0.2 | |
| b* | 16.4 ± 0.5 | 18.3 ± 0.6 | 16.6 ± 0.5 | 17.3 ± 0.4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dudiak, M.; Kminiak, R.; Banski, A.; Chuchala, D. The Effect of Steaming Beech, Birch and Maple Woods on Qualitative Indicators of the Surface. Coatings 2024, 14, 117. https://doi.org/10.3390/coatings14010117
Dudiak M, Kminiak R, Banski A, Chuchala D. The Effect of Steaming Beech, Birch and Maple Woods on Qualitative Indicators of the Surface. Coatings. 2024; 14(1):117. https://doi.org/10.3390/coatings14010117
Chicago/Turabian StyleDudiak, Michal, Richard Kminiak, Adrián Banski, and Daniel Chuchala. 2024. "The Effect of Steaming Beech, Birch and Maple Woods on Qualitative Indicators of the Surface" Coatings 14, no. 1: 117. https://doi.org/10.3390/coatings14010117
APA StyleDudiak, M., Kminiak, R., Banski, A., & Chuchala, D. (2024). The Effect of Steaming Beech, Birch and Maple Woods on Qualitative Indicators of the Surface. Coatings, 14(1), 117. https://doi.org/10.3390/coatings14010117