
A Novel Diamond/AlSi Composite Coating on Ti-6Al-4V SubStrate Made by Ultrasonic-Assisted Brazing

Abstract
:1. Introduction
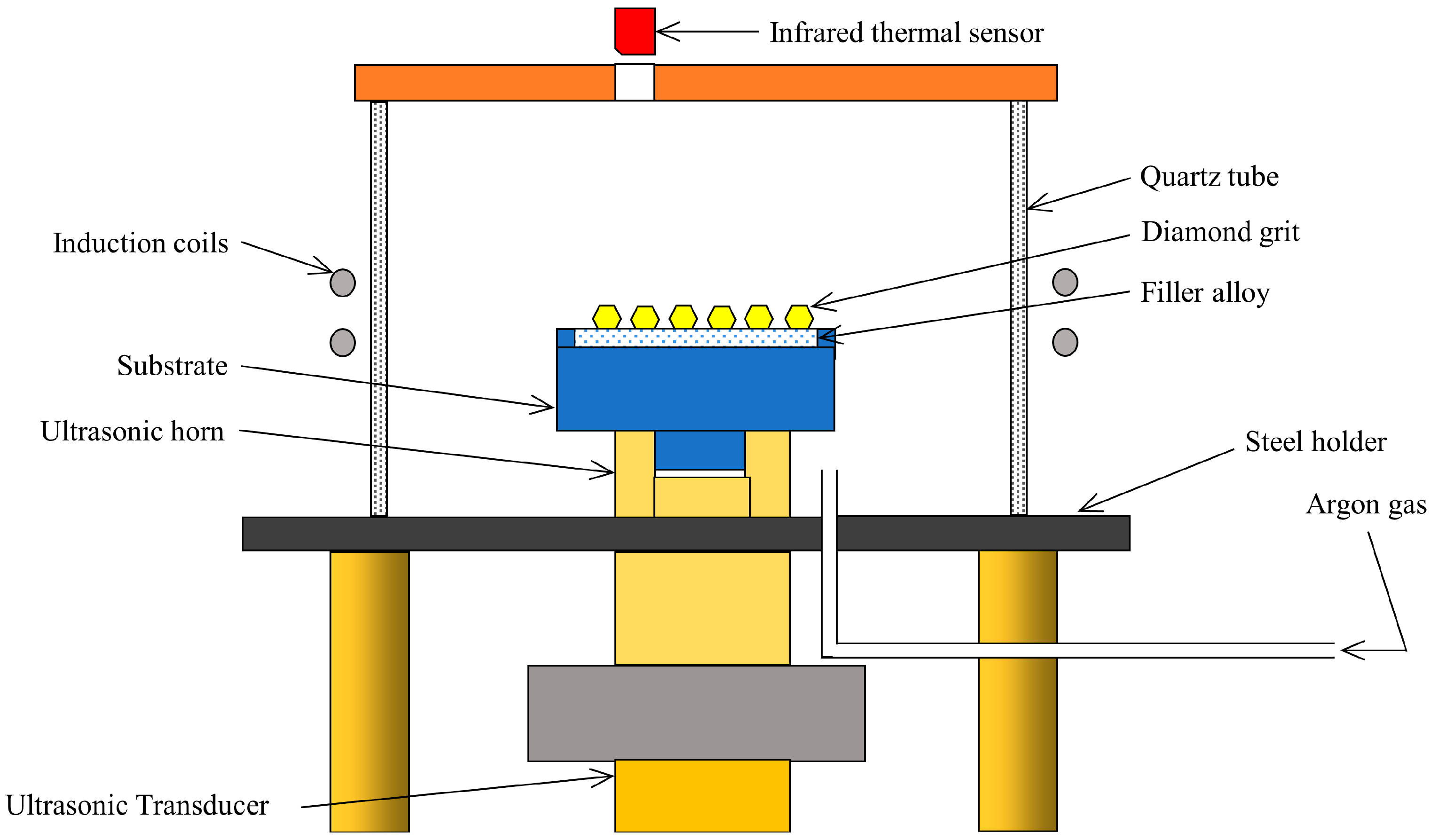
2. Experiment
3. Result and Discussion
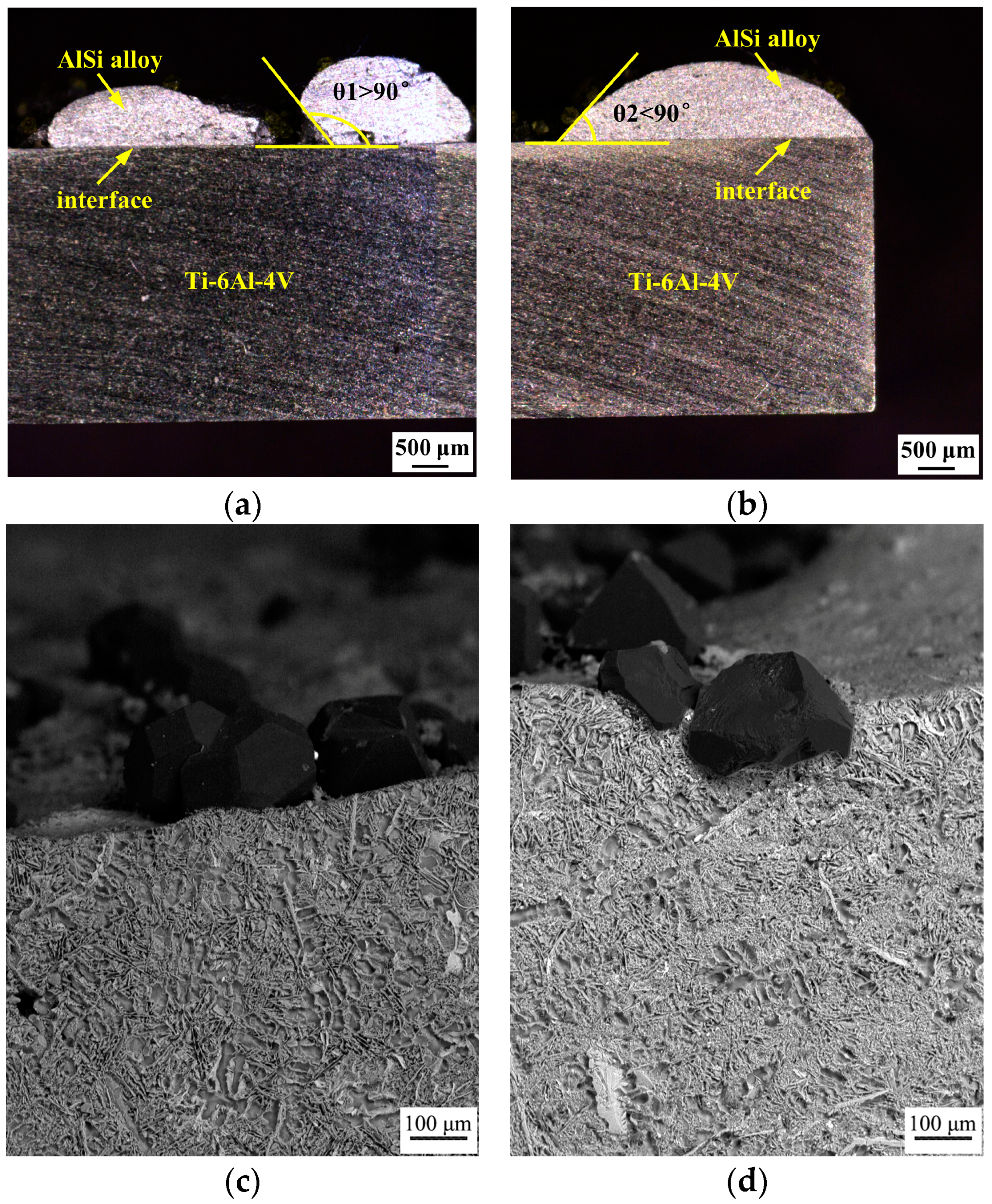
3.1. The Wettability of Al12Si Alloy on Ti-6Al-4V Substrate and Diamond
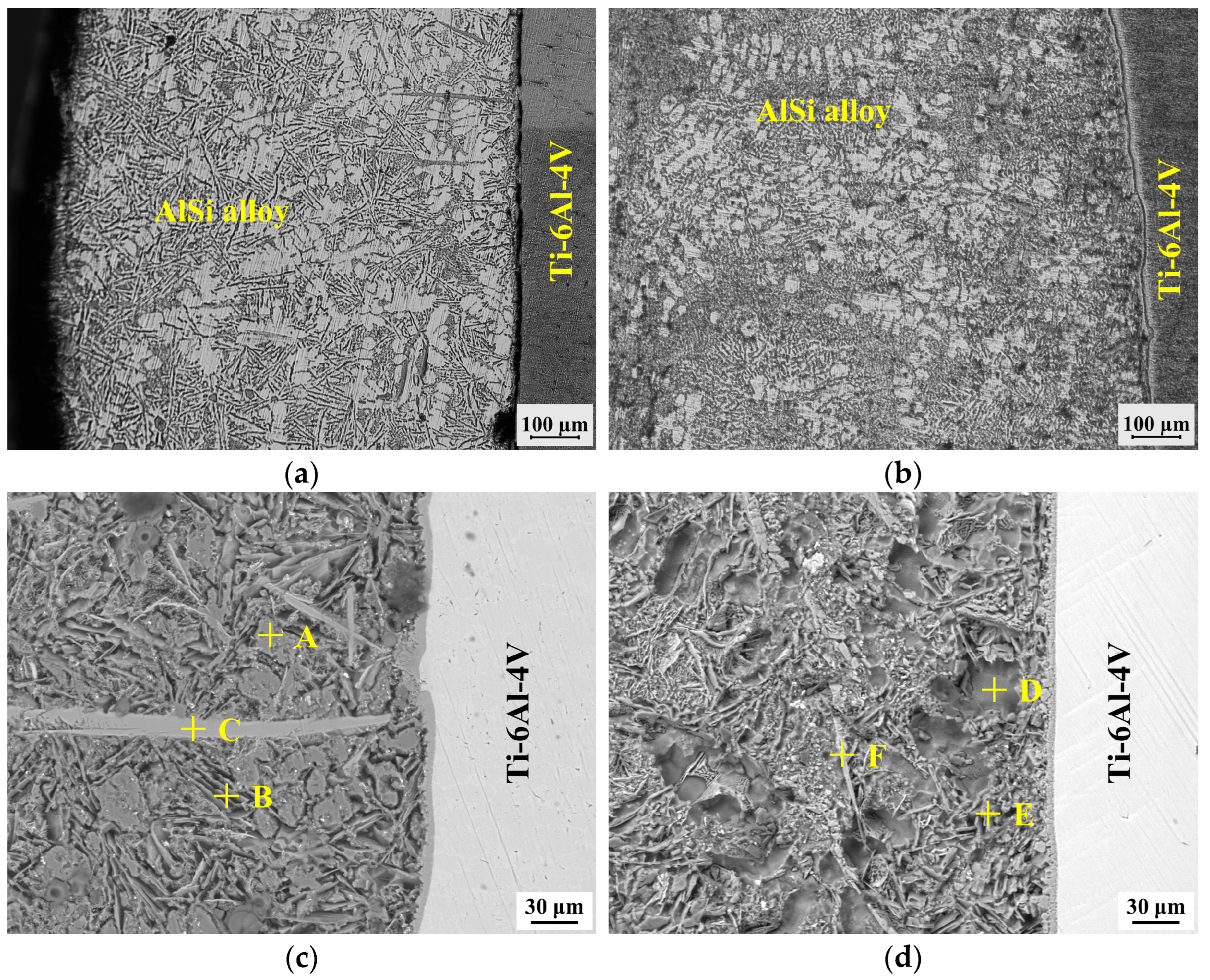
3.2. Characterization of the Diamond Composite Coatings
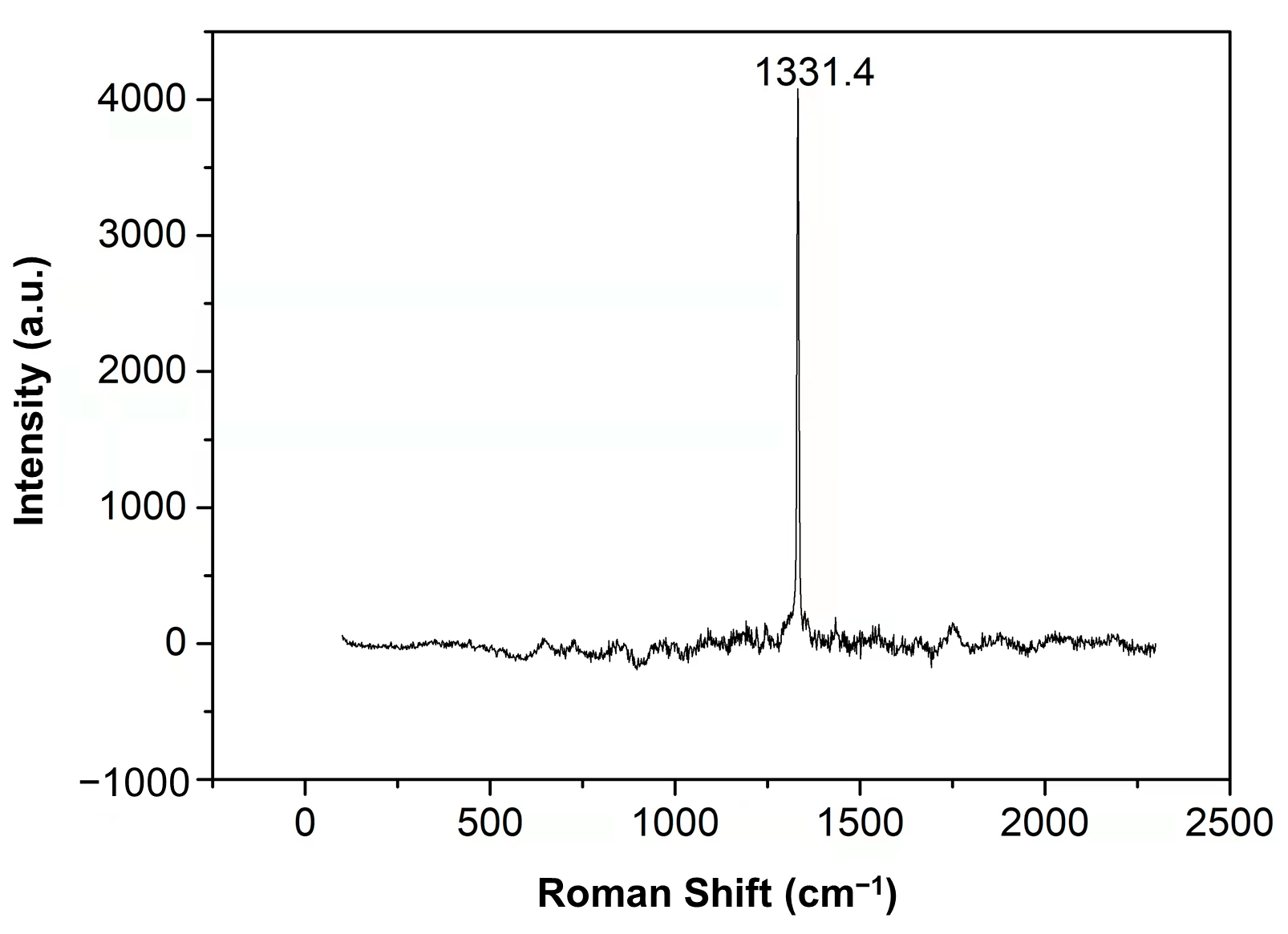
3.3. Raman Spectra Analysis
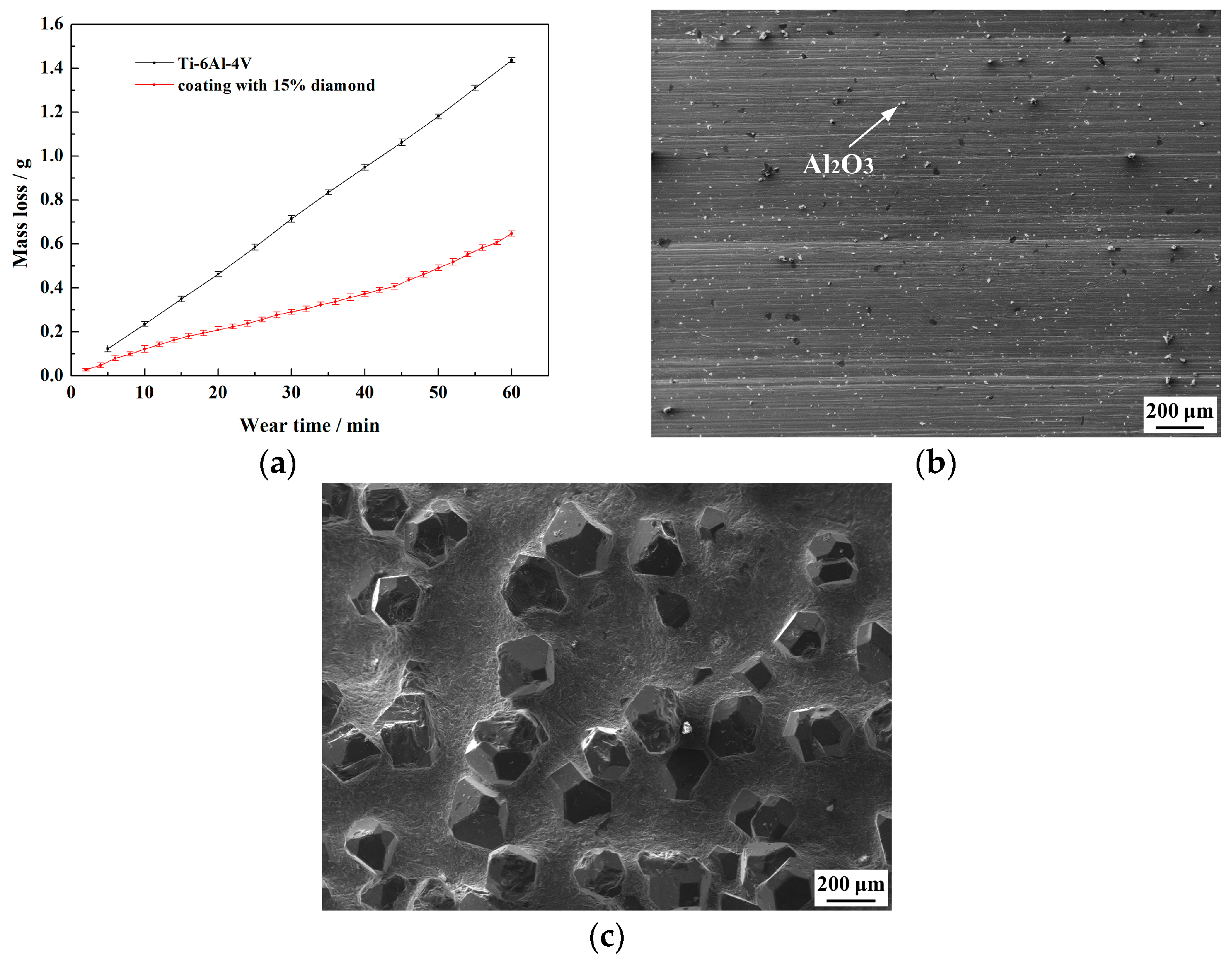
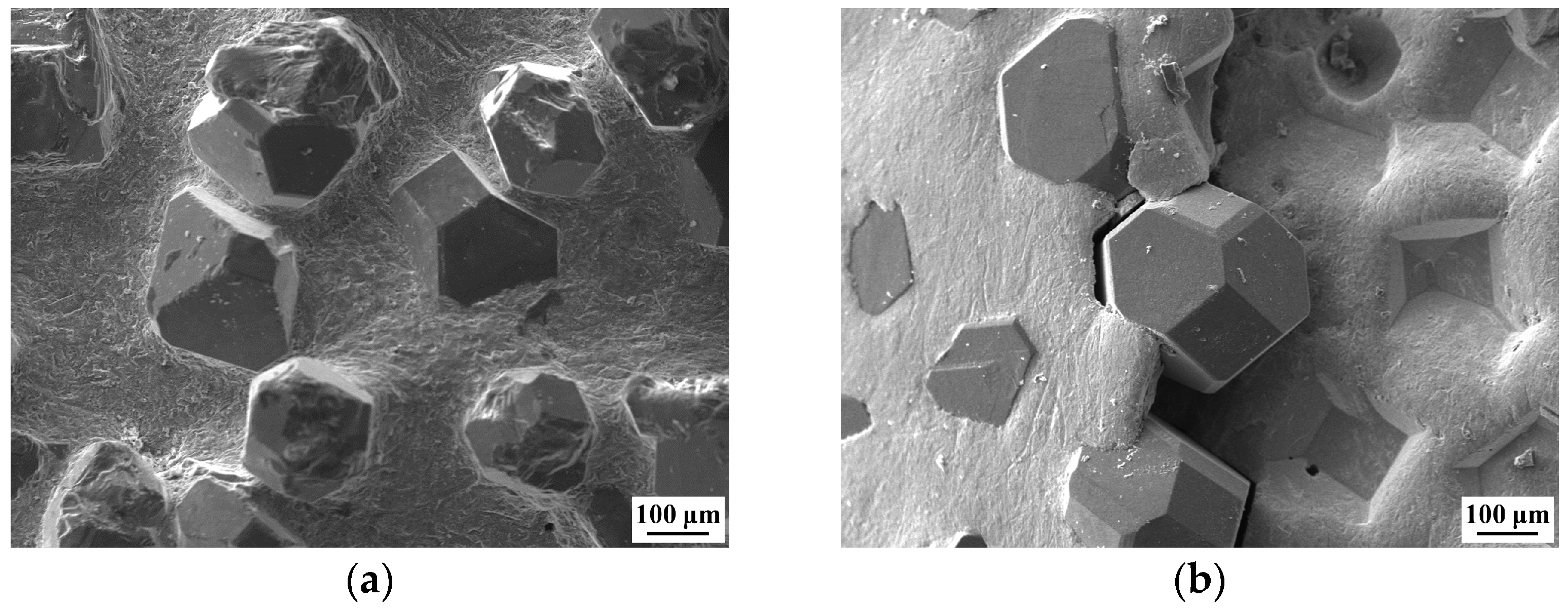
3.4. Wear Behavior Mechanism of the Composite Coatings
4. Conclusions
- (1)
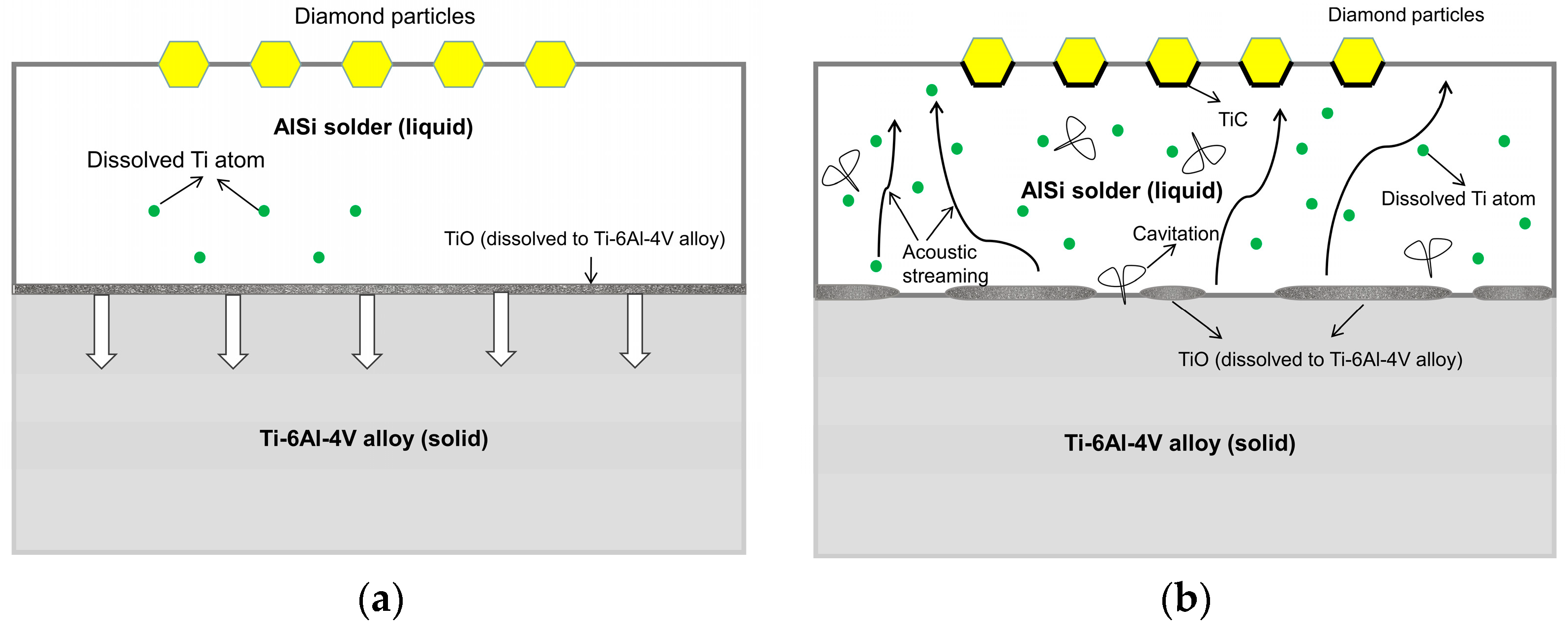
- AlSi filler metal had a certain spreading and climbing phenomenon on the surfaces of diamond particles, indicating a significant improvement in the wettability between AlSi filler metal and diamond particles via UAB.
- (2)
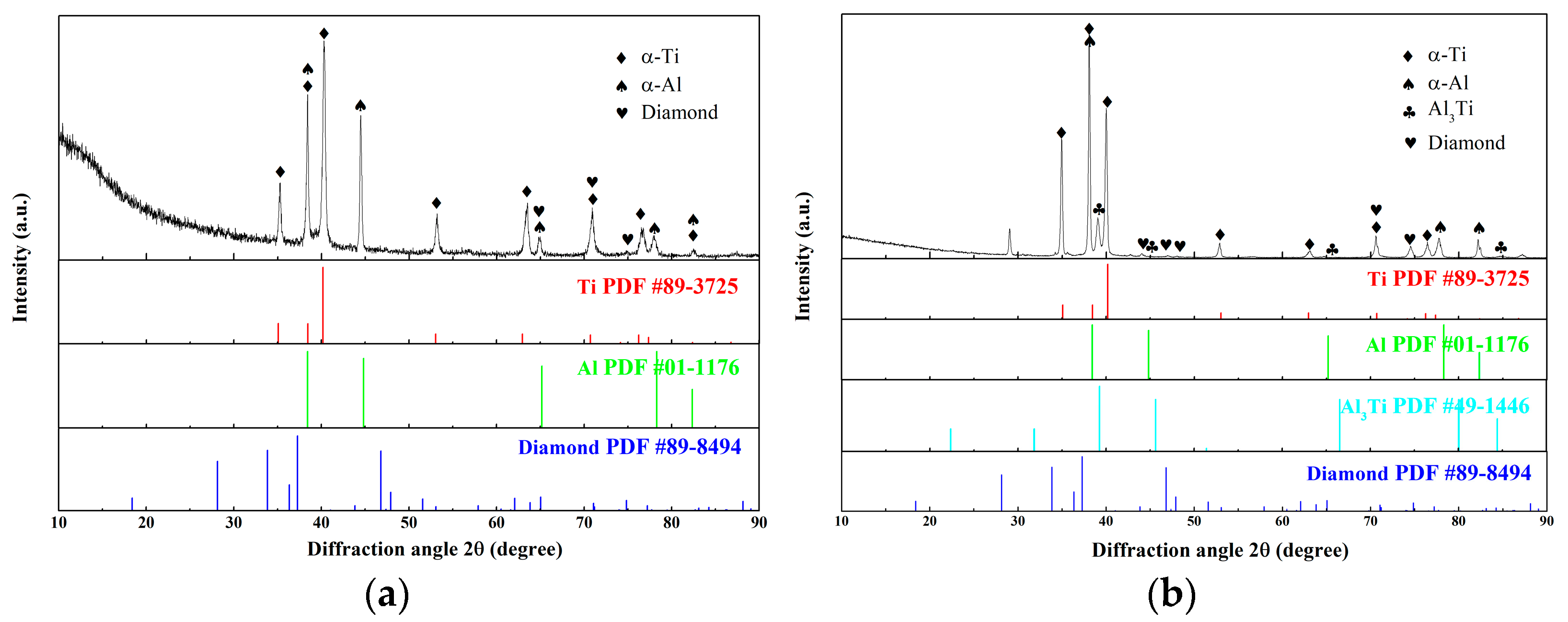
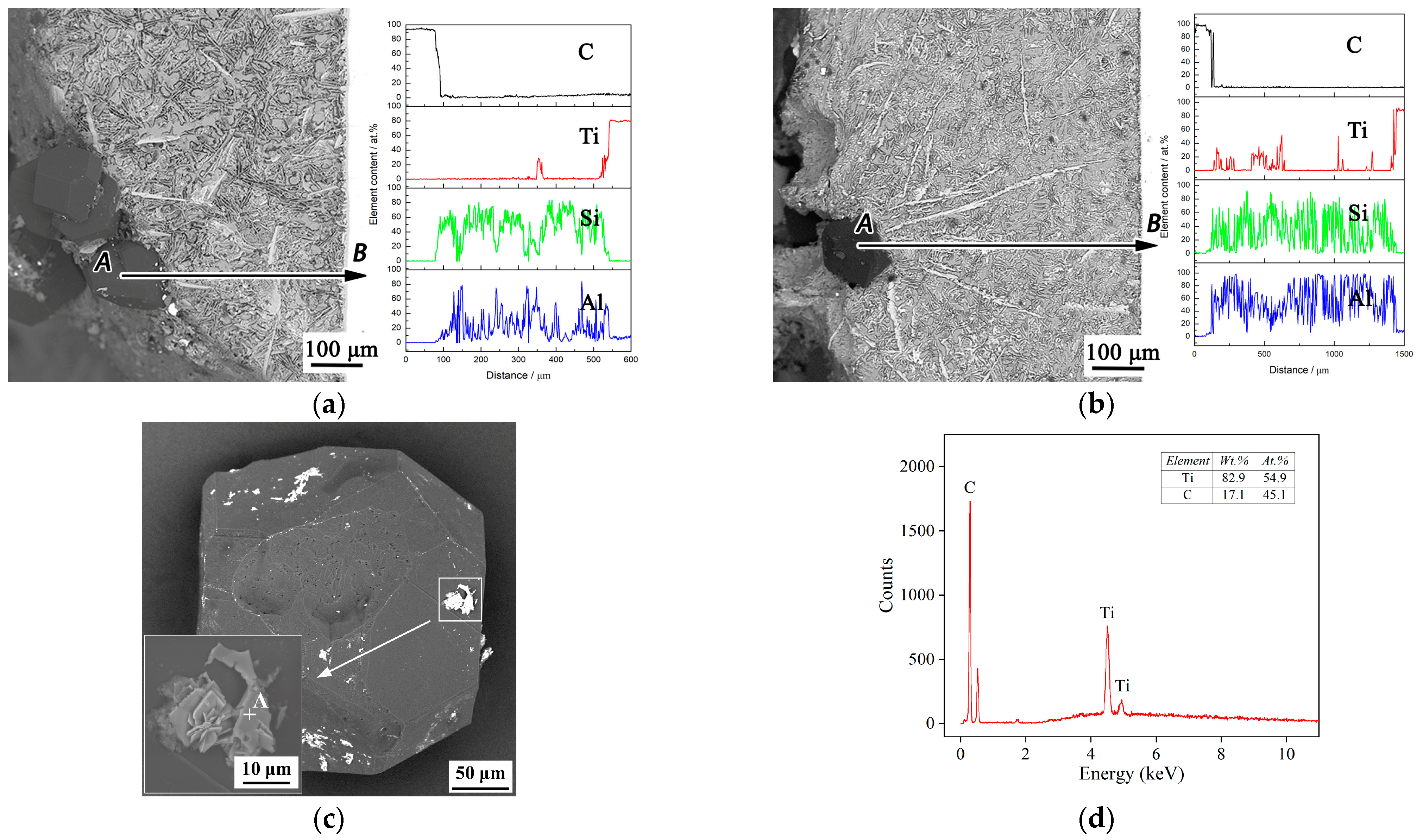
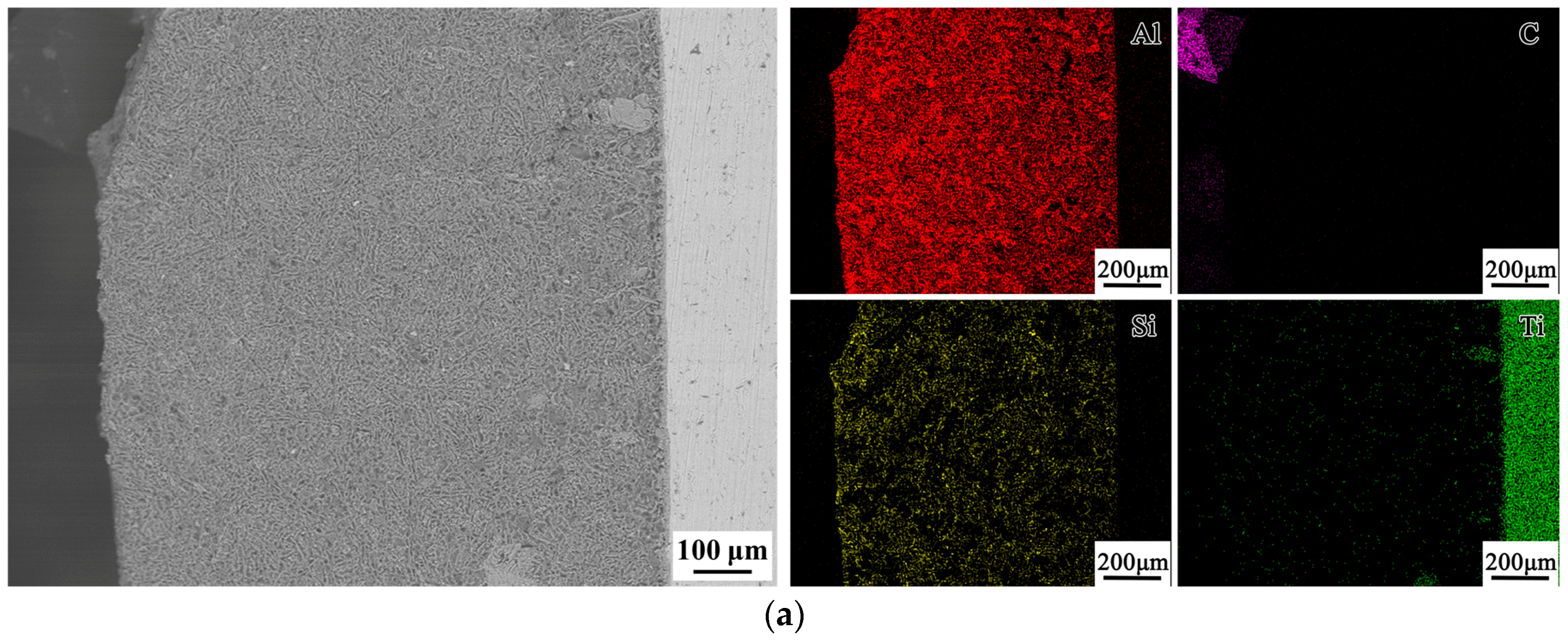
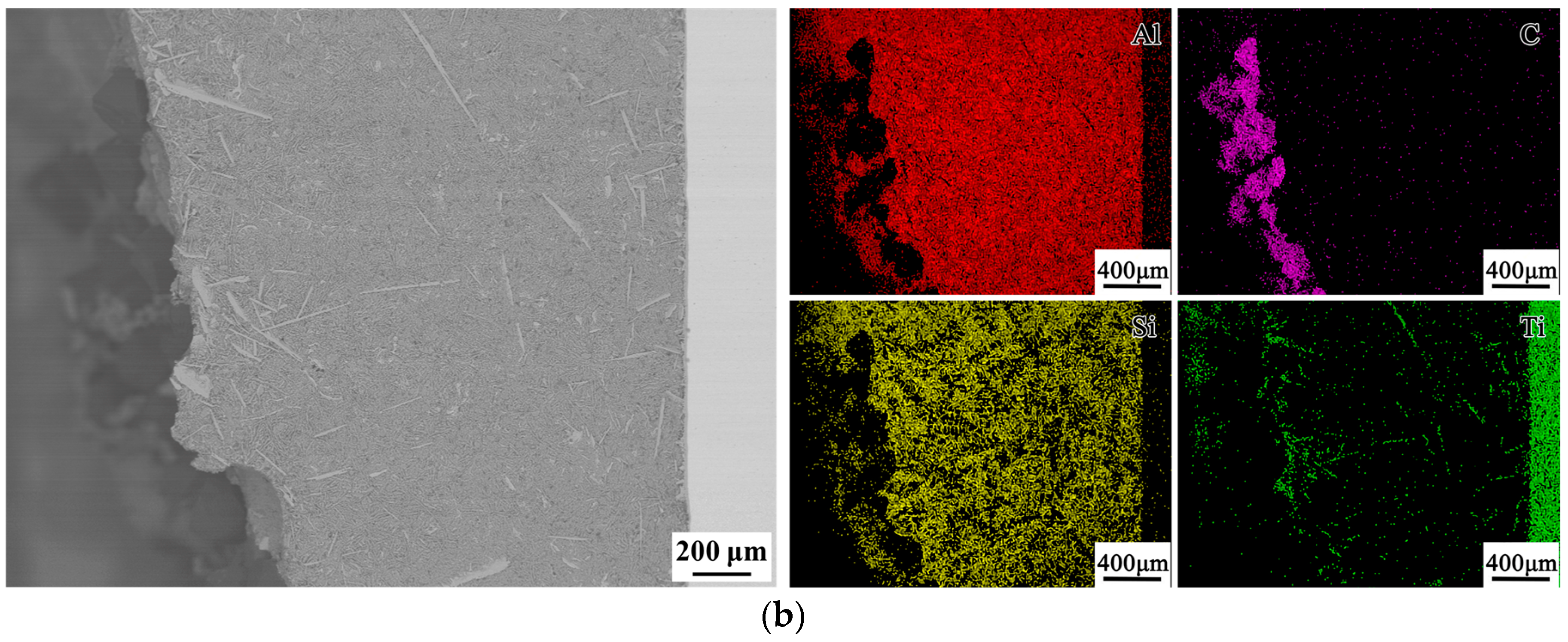
- Under ultrasound action, the microstructure of AlSi brazing alloy was greatly refined, and the Ti atoms in the Ti-6Al-4V substrate diffused to the interface between diamond and AlSi brazing alloy and formed TiC on diamond particles. There was no thermal damage to diamond particles when the brazing temperature was 750 °C.
- (3)
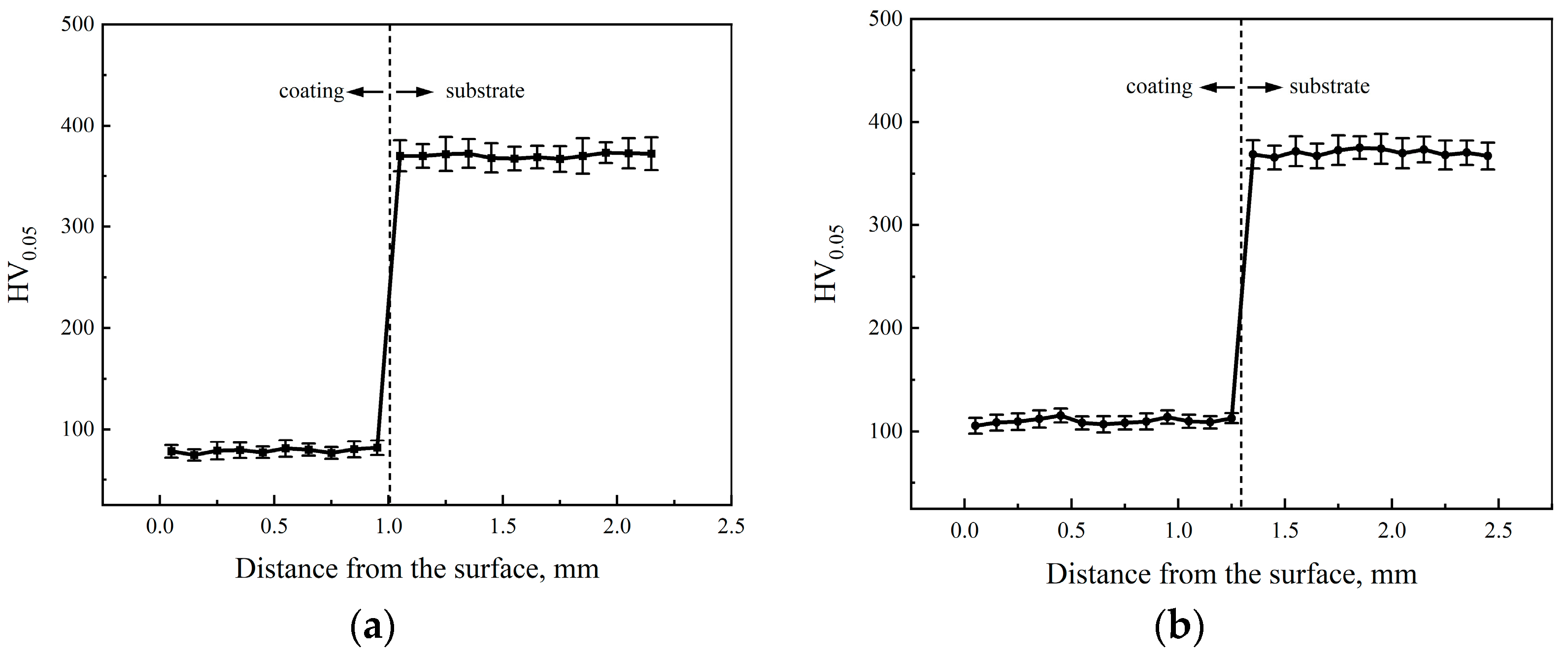
- UAB improved the microhardness of the coating alloy matrix due to the increasing quantity and distribution range of TiAl3 as reinforced particles. The wear resistance of the Ti-6Al-4V substrate with diamond/AlSi composite coating was promoted due to the dense diamond particles, the formed TiC on diamond particles, and the increase in microhardness of the matrix of diamond/AlSi coating.
- (4)
- In the early wear stages, the diamond particles were crushed via the continuous sliding and scratching of the corundum abrasive. In the later wear stages, the diamond particles were pulled out via the corundum abrasive due to the loss of support from the coating alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mat. Sci. Eng. A. 2022, 845, 143260. [Google Scholar] [CrossRef]
- Xie, R.; Lin, N.; Zhou, P.; Zou, J.; Han, P.; Wang, Z.; Tang, B. Surface damage mitigation of TC4 alloy via micro arc oxidation for oil and gas exploitation application: Characterizations of microstructure and evaluations on surface performance. Appl. Surf. Sci. 2018, 436, 467–476. [Google Scholar] [CrossRef]
- Jiang, J.; Han, G.; Zheng, X.; Chen, G.; Zhu, P. Characterization and biocompatibility study of hydroxyapatite coating on the surface of titanium alloy. Surf. Coatings Technol. 2019, 375, 645–651. [Google Scholar] [CrossRef]
- Richard, C.; Kowandy, C.; Landoulsi, J.; Geetha, M.; Ramasawmy, H. Corrosion and wear behavior of thermally sprayed nano ceramic coatings on commercially pure Titanium and Ti-13Nb-13Zr substrates. Int. J. Refract. Met. Hard Mater. 2010, 28, 115–123. [Google Scholar] [CrossRef]
- Agullo, J.; Bataillon, C.; Roy, M. Electrochemical dissolution of magnetite electroplated coatings on titanium. Electrochim. Acta 2018, 260, 890–897. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Design 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Luo, X.; Wu, S.; Yang, Y.; Jin, N.; Liu, S.; Huang, B. Deposition of titanium coating on SiC fiber by chemical vapor deposition with Ti-I2 system. Appl. Surf. Sci. 2017, 406, 62–68. [Google Scholar] [CrossRef]
- Zhang, M.; Li, X.; Mao, C.; Hu, Y.; Li, K.; Zhang, J.; Tang, K.; Bi, Z. Microstructure and properties at bonds of diamond grains and NiCr filler alloy by fiber laser brazing. Diam. Relat. Mater. 2022, 125, 108969. [Google Scholar] [CrossRef]
- Duan, D.; Han, F.; Ding, J.; Lin, Q.; Li, C.; Wang, C.; Jiang, Z. Microstructure and performance of brazed diamonds with multilayer graphene-modified Cu-Sn-Ti solder alloys. Ceram. Int. 2021, 47, 22854–22863. [Google Scholar] [CrossRef]
- Huang, G.; Wang, Y.; Zhang, M.; Cui, C.; Tong, Z. Brazing diamond grits onto AA7075 aluminium alloy substrate with Ag-Cu-Ti filler alloy by laser heating. Chin. J. Aeronaut. 2021, 34, 67–78. [Google Scholar] [CrossRef]
- Long, W.; Liu, D.; Dong, X.; Wu, A. Laser power effects on properties of laser brazing diamond coating. Surf. Eng. 2020, 36, 1315–1326. [Google Scholar] [CrossRef]
- Mishra, S.; Sharma, A.; Jung, D.; Jung, J. Recent Advances in Active Metal Brazing of Ceramics and Process. Met. Mater. Int. 2020, 26, 1087–1098. [Google Scholar] [CrossRef]
- Sharma, A.; Ahn, B. Vacuum brazing of Al2O3 and 3D printed Ti6Al4V lap-joints using high entropy driven AlZnCuFeSi filler. Sci. Rep. 2021, 11, 9345. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Sharma, A.; Jung, D.; Jung, J. Influence of Arc Brazing Parameters on Microstructure and Joint Properties of Electro-Galvanized Steel. Metals 2019, 9, 1006. [Google Scholar] [CrossRef]
- Yin, X.; Xu, F.; Min, C.; Cheng, Y.; Dong, X.; Cui, B.; Xu, D. Promoting the bonding strength and abrasion resistance of brazed diamond using Cu-Sn-Ti composite alloys reinforced with tungsten carbide. Diam. Relat. Mater. 2021, 112, 108239. [Google Scholar] [CrossRef]
- Long, W.; Liu, D.; Wu, A.; Wang, D.; Huang, G. Influence of laser scanning speed on the formation property of laser brazing diamond coating. Diam. Relat. Mater. 2020, 110, 108085. [Google Scholar] [CrossRef]
- Zhao, J.; Guo, M.; Hu, S.P.; Lei, Y.Z.; Song, X.G.; Liu, D.; Long, W.; Yu, Z. Brazing of large synthetic diamond grits using graphene nanoplatelets reinforced NiCr composite fillers. Diam. Relat. Maert. 2020, 109, 108004. [Google Scholar] [CrossRef]
- Zhang, C.; Ji, H.; Xu, H.; Liang, M.; Huang, J.; Pei, S.; Li, M. Interfacial microstructure and mechanical properties of ultrasonic-assisted brazing joints between Ti-6Al-4V and ZrO2. Ceram. Int. 2020, 46, 7733–7740. [Google Scholar] [CrossRef]
- Huang, G.; Huang, J.; Zhang, M.; Mu, D.; Zhou, G.; Xu, X. Fundamental aspects of ultrasonic assisted induction brazing of diamond onto 1045 steel. J. Mater. Process. Technol. 2018, 260, 123–136. [Google Scholar] [CrossRef]
- Chen, X.; Yan, J.; Ren, S.; Wei, J.; Wang, Q. Ultrasonic-assisted brazing of SiC ceramic to Ti-6Al-4V alloy using a novel AlSnSiZnMg filler metal. Mater. Lett. 2013, 105, 120–123. [Google Scholar] [CrossRef]
- Zhang, M.; Li, K.; Huang, Y.; Hu, Y.; Mao, C.; Zhang, J.; Tong, Y.; Bi, Z. Impact of ultrasonic vibration on microstructure and mechanical properties of diamond in laser brazing with Ni-Cr filler alloy. Ceram. Int. 2022, 48, 4096–4104. [Google Scholar] [CrossRef]
- Gao, T.; Liu, G.; Liu, X. Compositions and morphologies of TiAlSi intermetallics in different diffusion couples. Mater. Charact. 2014, 95, 285–290. [Google Scholar] [CrossRef]
- Ma, L.; Xu, Z.; Zheng, K.; Yan, J.; Yang, S. Vibration characteristics of aluminum surface subjected to ultrasonic waves and their effect on wetting behavior of solder droplets. Ultrasonics 2014, 54, 929–937. [Google Scholar] [CrossRef] [PubMed]
- Barin, I. Thermochemical Data of Pure Substances, 3rd ed.; VCH Verlagsgesellschaft Mbh: Weinheim, Germany, 1995; pp. 1674–1675. [Google Scholar]
- Chen, S.; Li, L.; Chen, Y.; Huang, J. Joining mechanism of Ti/Al dissimilar alloys during laser welding-brazing process. J. Alloys Compd. 2011, 509, 891–898. [Google Scholar] [CrossRef]
- Cheng, W.; Liu, Z.; Lin, Q.; Huang, G.; Xu, X.; Huang, H.; Mu, D. Towards tailorable interface microstructure through Solid-state interface reaction between synthetic diamond grits and sputtered Ni-Cr binary alloy. Appl. Surf. Sci. 2022, 596, 153531. [Google Scholar] [CrossRef]
- Qin, J.; Chen, G.; Wang, B.; Du, Z. Formation of in-situ Al3Ti particles alloy melt from globular Ti powders and Al under ultrasonic vibration. J. Alloys Compd. 2015, 653, 32–38. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spot | Elements (at.%) | Possible Phases | ||
|---|---|---|---|---|
| Al | Si | Ti | ||
| A | 98.5 | 1.5 | — | ɑ-Al |
| B | 9.3 | 90.7 | — | Eutectic Si |
| C | 62.9 | 12.5 | 25.5 | Ti (Al1−xSix)3 |
| D | 94.2 | 5.8 | — | ɑ-Al |
| E | 10.9 | 89.1 | — | Eutectic Si |
| F | 61.6 | 24.8 | 13.6 | Ti (Al1−xSix)3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Long, W.; Du, D.; Fan, Z.; Jiang, C.; Jin, X. A Novel Diamond/AlSi Composite Coating on Ti-6Al-4V SubStrate Made by Ultrasonic-Assisted Brazing. Coatings 2023, 13, 1596. https://doi.org/10.3390/coatings13091596
Zhang L, Long W, Du D, Fan Z, Jiang C, Jin X. A Novel Diamond/AlSi Composite Coating on Ti-6Al-4V SubStrate Made by Ultrasonic-Assisted Brazing. Coatings. 2023; 13(9):1596. https://doi.org/10.3390/coatings13091596
Chicago/Turabian StyleZhang, Lei, Weimin Long, Dong Du, Zhibin Fan, Chao Jiang, and Xia Jin. 2023. "A Novel Diamond/AlSi Composite Coating on Ti-6Al-4V SubStrate Made by Ultrasonic-Assisted Brazing" Coatings 13, no. 9: 1596. https://doi.org/10.3390/coatings13091596
APA StyleZhang, L., Long, W., Du, D., Fan, Z., Jiang, C., & Jin, X. (2023). A Novel Diamond/AlSi Composite Coating on Ti-6Al-4V SubStrate Made by Ultrasonic-Assisted Brazing. Coatings, 13(9), 1596. https://doi.org/10.3390/coatings13091596