
The Polishing of Inner Wall on Medical Device Hole by Shear Thickening Abrasive Flow

Abstract
:1. Introduction
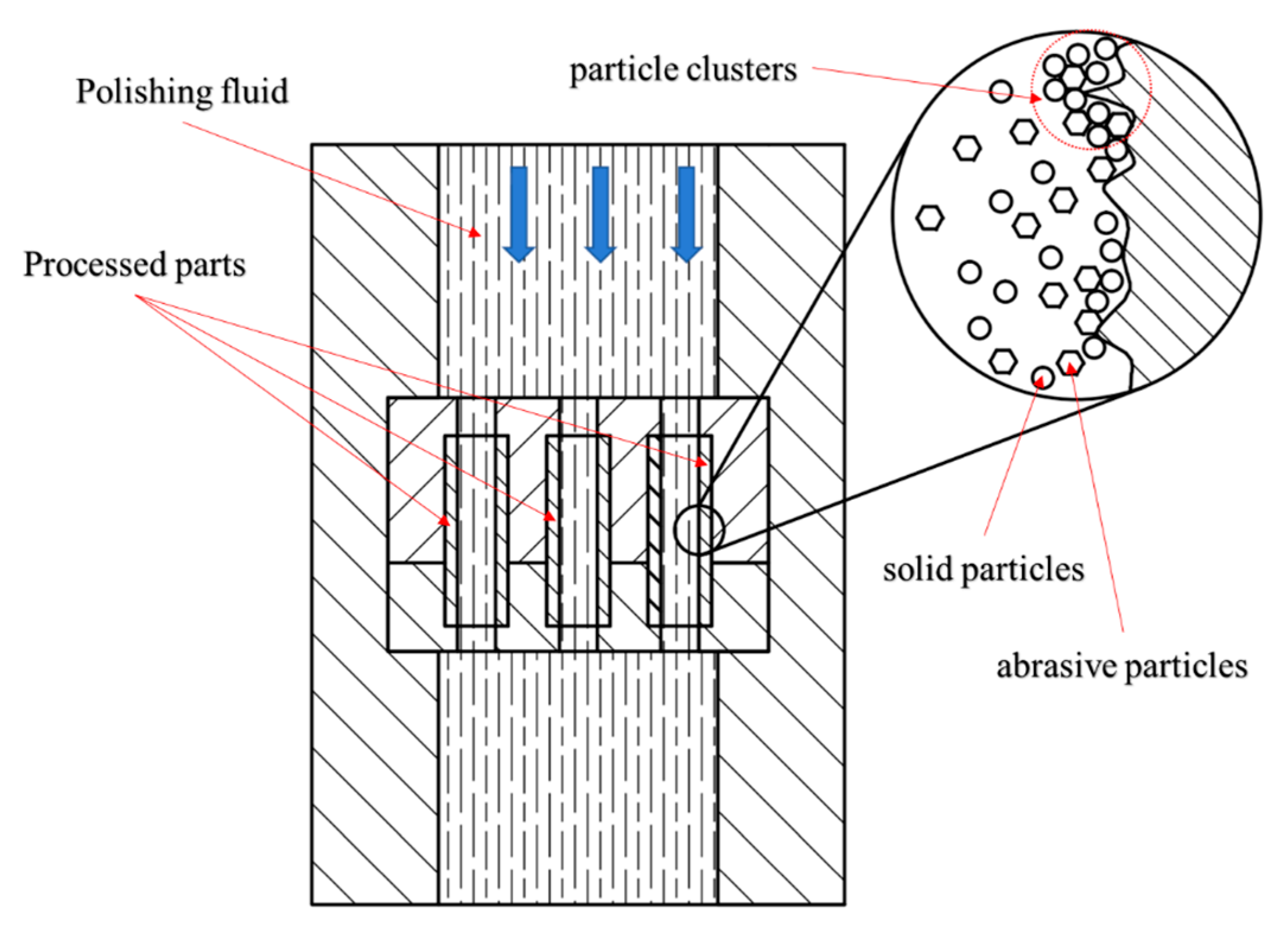
2. Machining Principle of Shear Thickening Abrasive Flow
3. Mathematical Model of Shear Thickening Abrasive Flow
3.1. Constitutive Equation of Shear Thickening Abrasive Flow
3.2. Laminar Model and Multiphase Flow Model
3.3. Material Removal Model of Shear Thickening Abrasive Flow
4. Simulation and Results Discussion
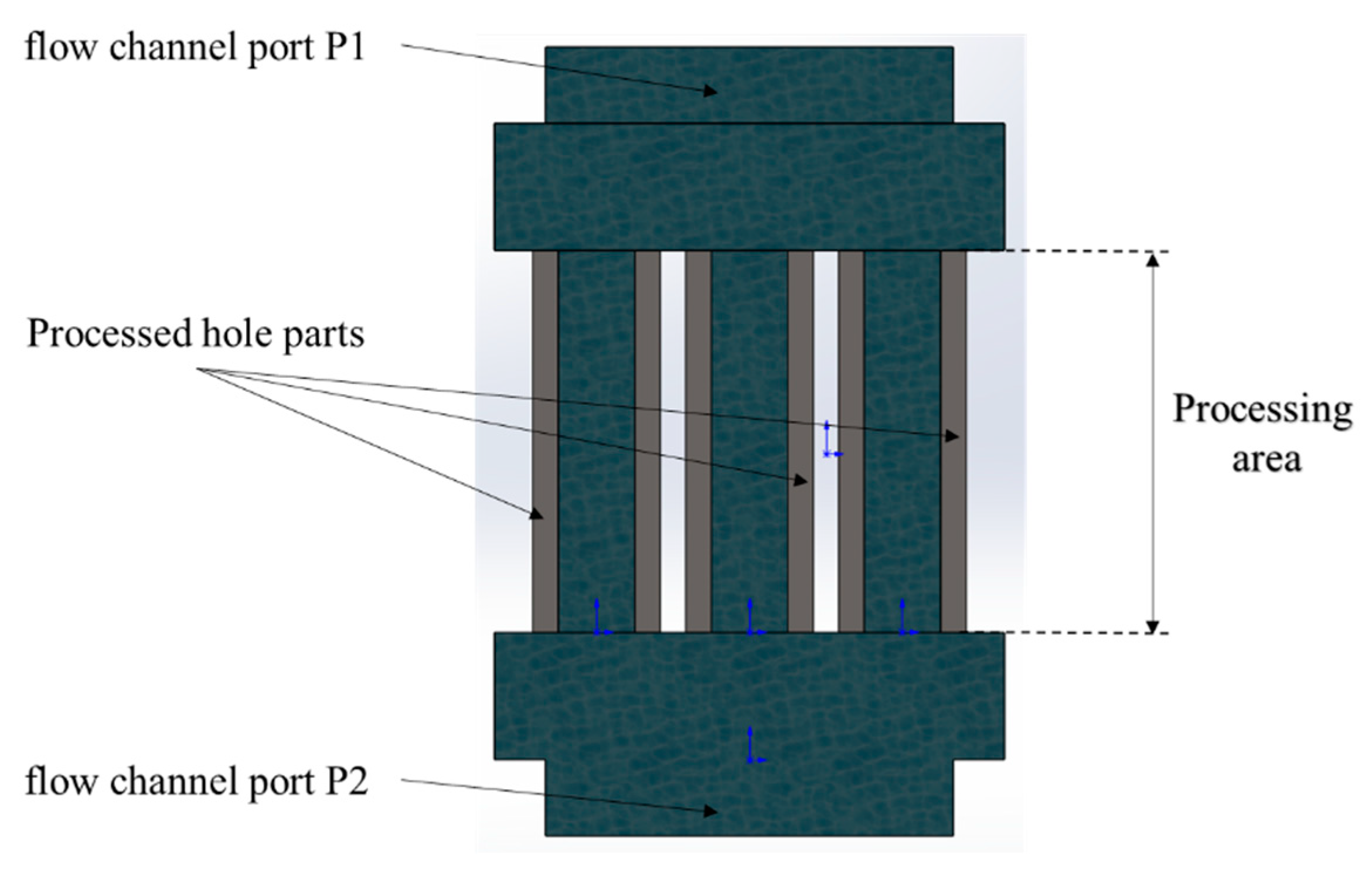
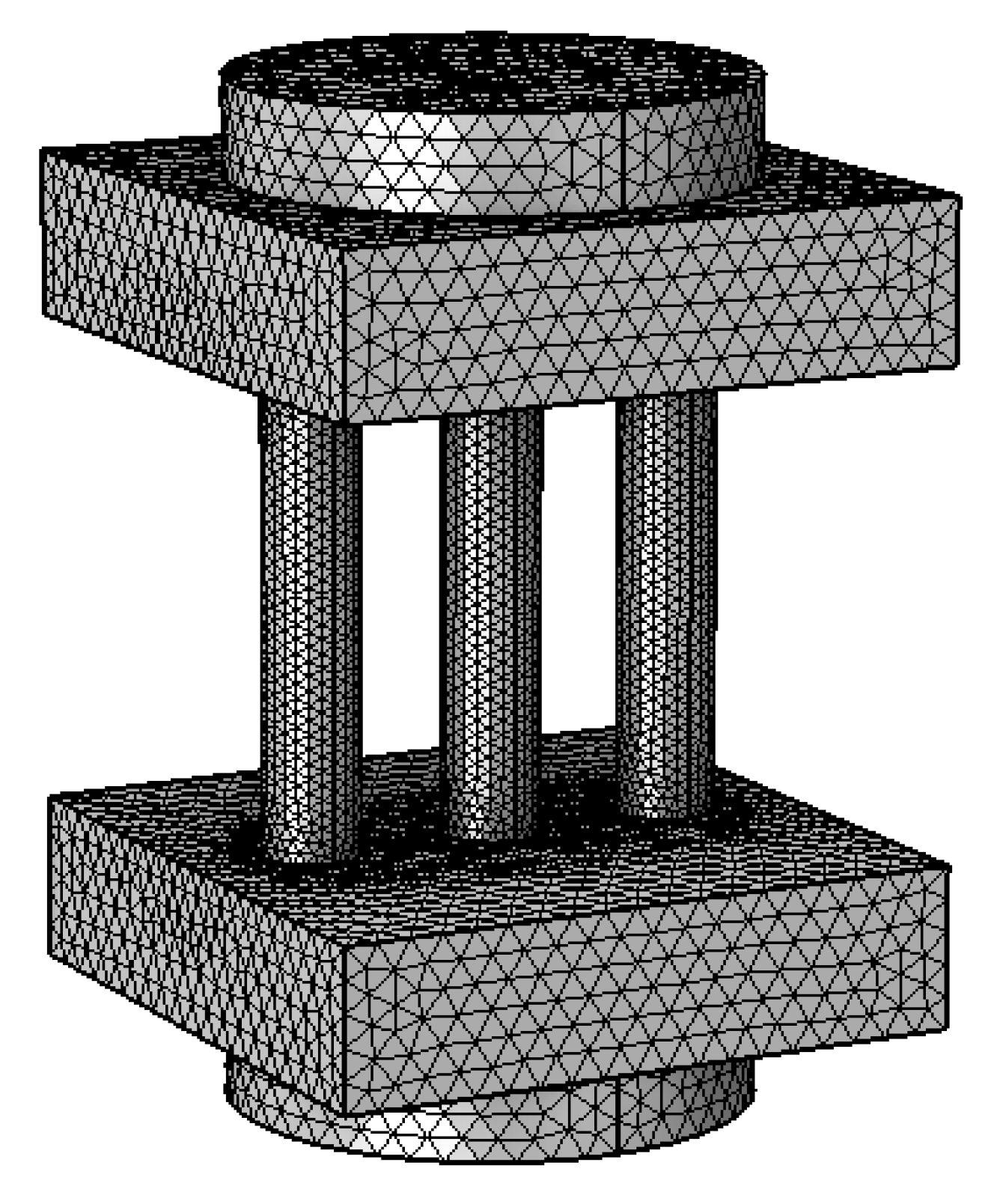
4.1. Model Development
4.2. Results and Discussion
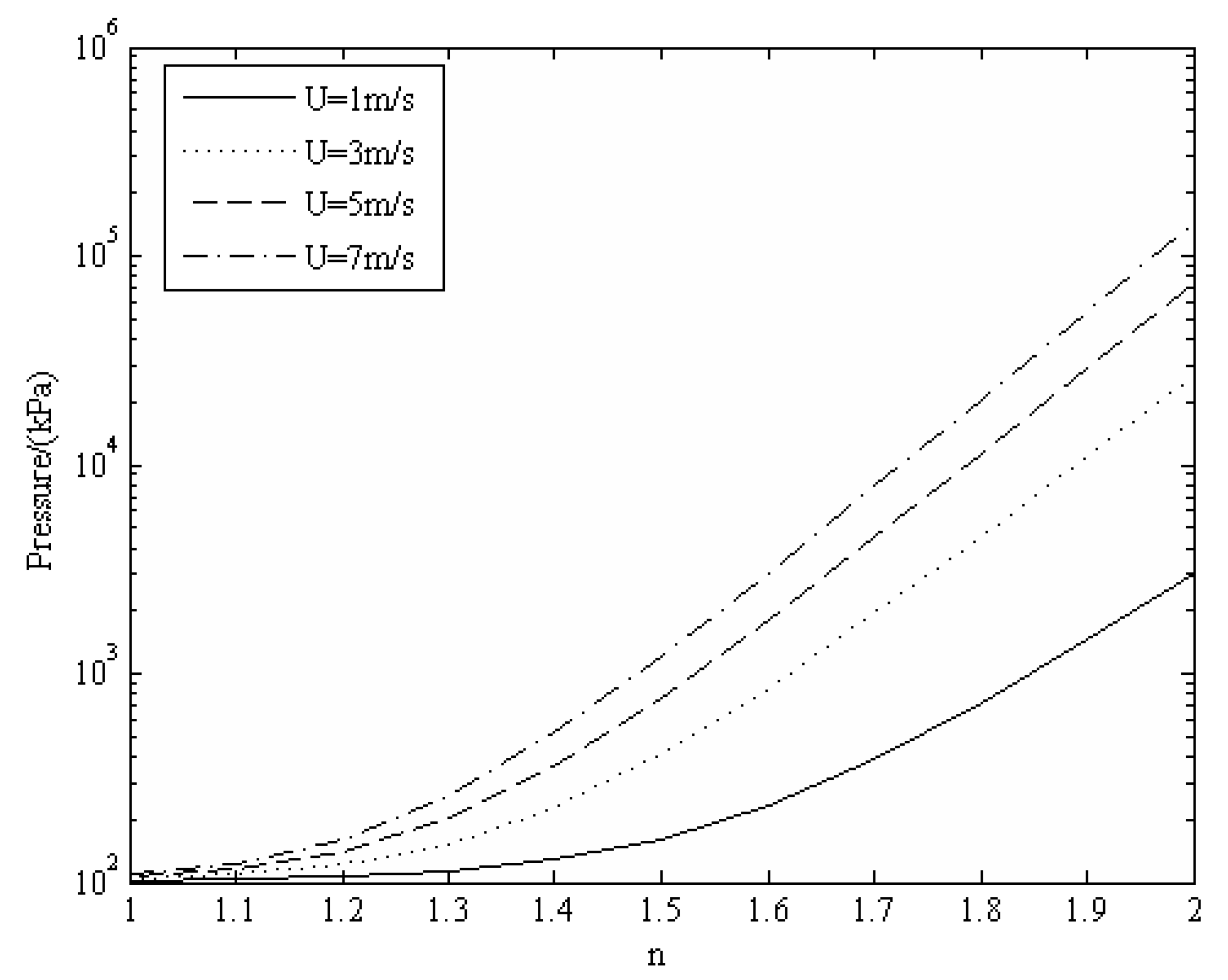
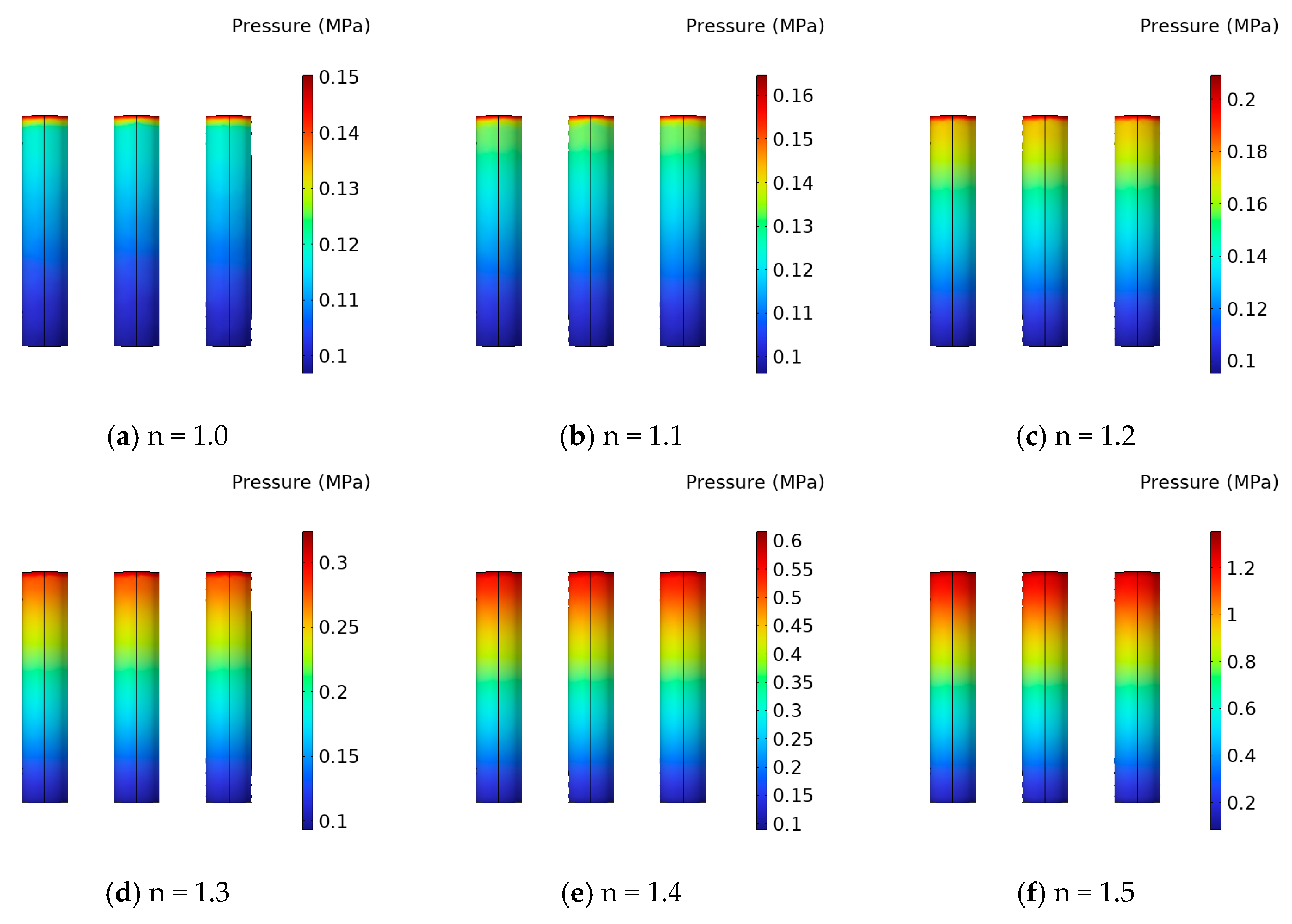
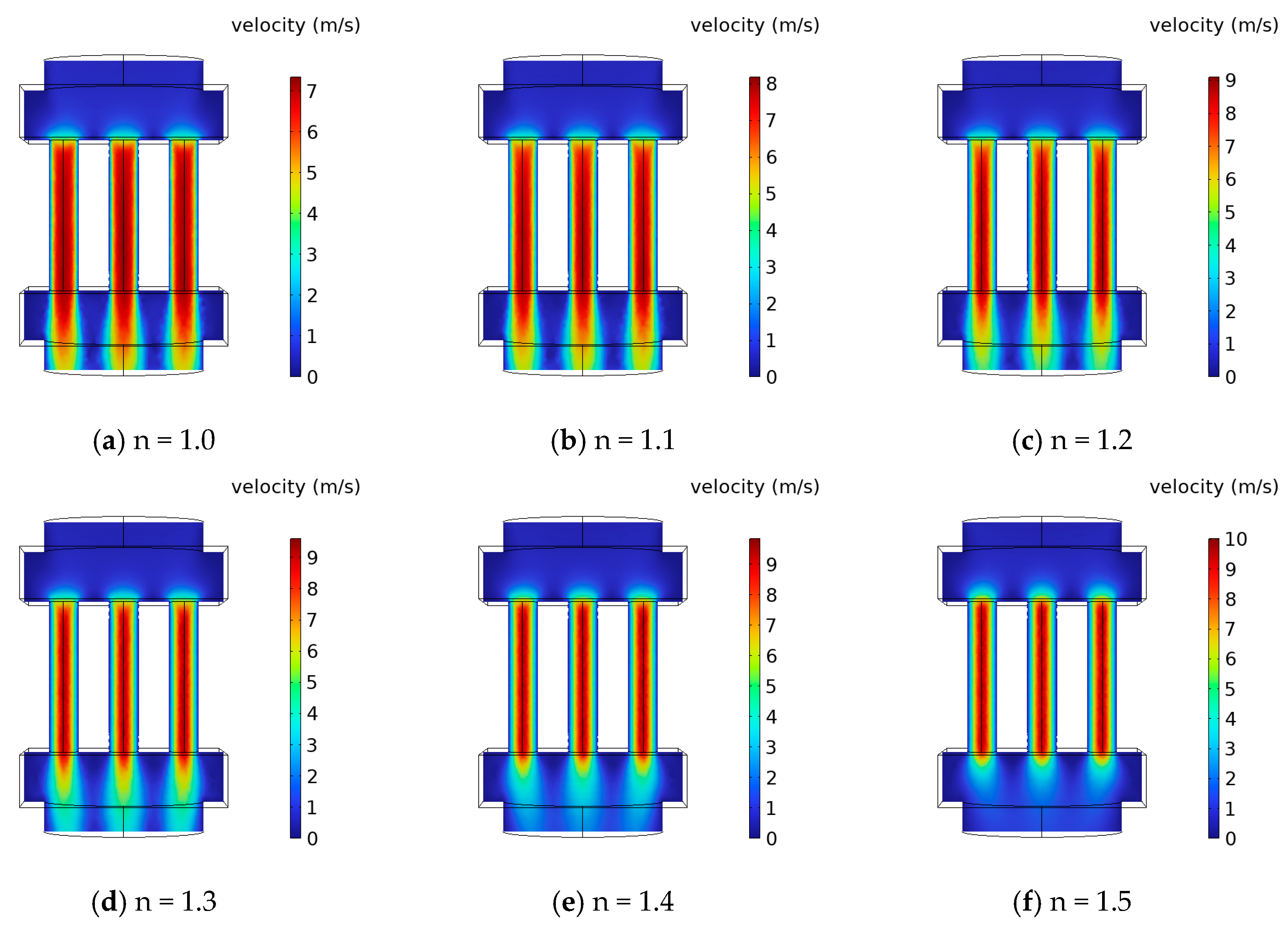
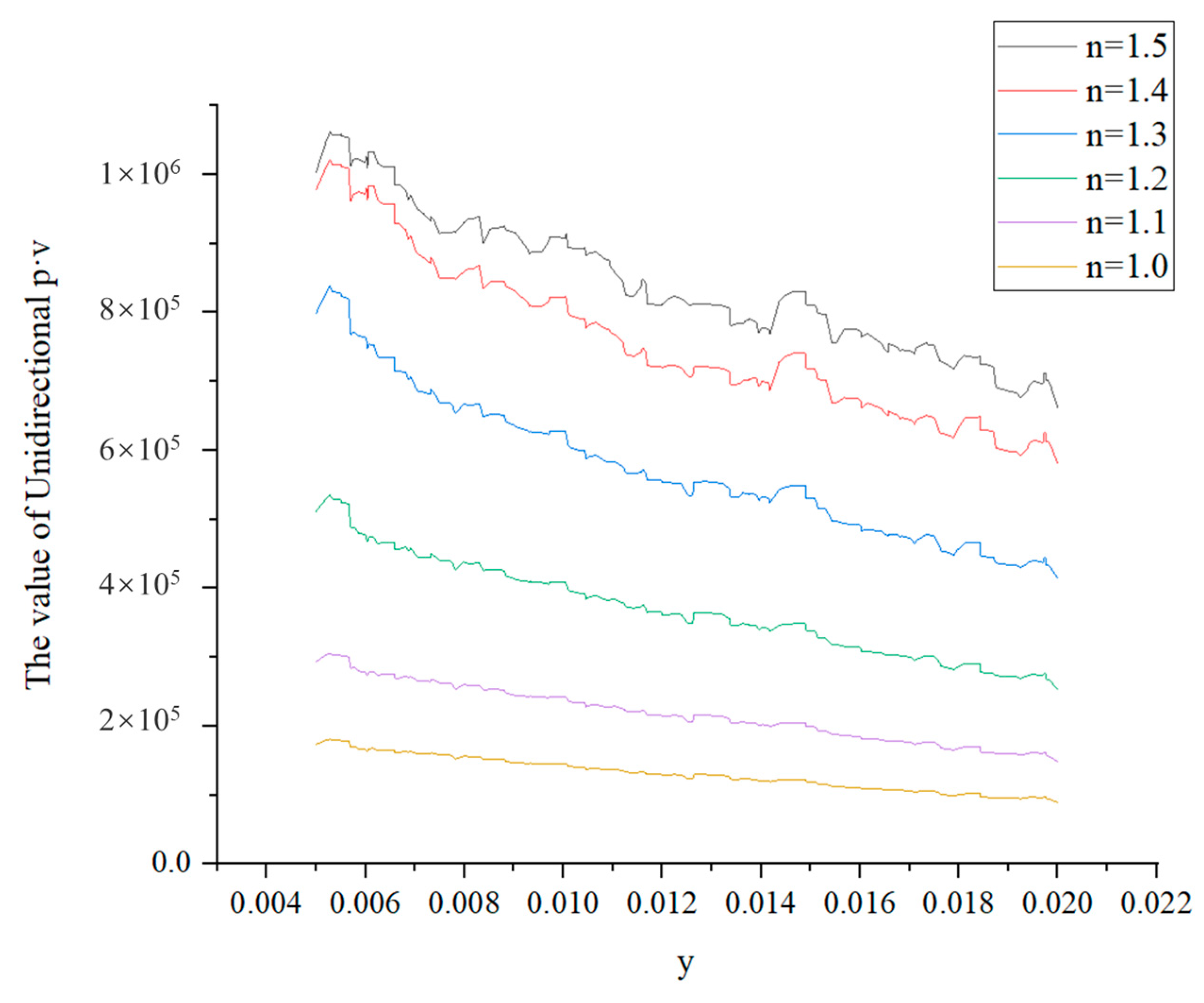
4.2.1. Effect of Flow Behavior Index on the Polishing Process
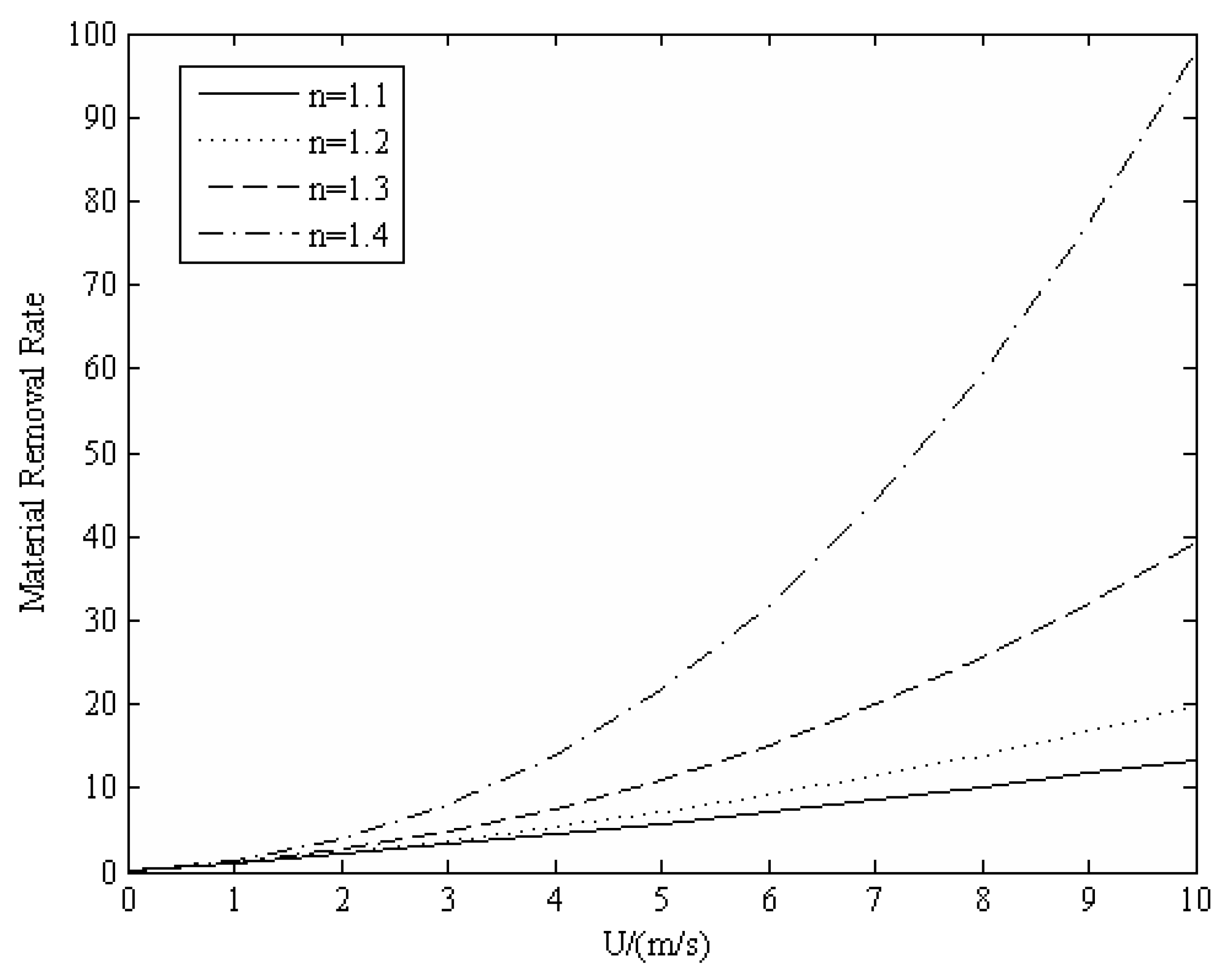
4.2.2. Effect of Flow Velocity on the Polishing Process
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, X.; Zhang, B.; Qiao, Y.; Sun, F. Chemo-mechanical abrasive flow machining (CM-AFM): A novel high-efficient technique for polishing diamond thin coatings on inner hole surfaces. J. Manuf. Process. 2021, 69, 152–164. [Google Scholar] [CrossRef]
- Zhang, L.; Yuan, Z.; Qi, Z.; Cai, D.; Cheng, Z.; Qi, H. CFD-based study of the abrasive flow characteristics within constrained flow passage in polishing of complex titanium alloy surfaces. Powder Technol. 2018, 333, 209–218. [Google Scholar] [CrossRef]
- Ji, R.; Qi, Z.; Chen, J.; Zhang, L.; Lin, K.; Lu, S.; Li, Y. Numerical and Experimental Investigation on the Abrasive Flow Machining of Artificial Knee Joint Surface. Crystals 2023, 13, 430. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Liu, L.; Xu, G.; Wang, G.; Zhao, M. Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J. Mater. Res. Technol. 2023, 24, 3870–3888. [Google Scholar] [CrossRef]
- Ming, W.; Guo, X.; Xu, Y.; Zhang, G.; Jiang, Z.; Li, Y.; Li, X. Progress in non-traditional machining of amorphous alloys. Ceram. Int. 2023, 49, 1585–1604. [Google Scholar] [CrossRef]
- Zhao, J.; Jiang, E.; Qi, H.; Ji, S.; Chen, Z. A novel polishing method for single-crystal silicon using the cavitation rotary abrasive flow. Precis. Eng. 2020, 61, 72–81. [Google Scholar] [CrossRef]
- Hu, W.; Teng, Q.; Hong, T.; Saetang, V.; Qi, H. Stress field modeling of single-abrasive scratching of BK7 glass for surface integrity evaluation. Ceram. Int. 2022, 48, 12819–12828. [Google Scholar] [CrossRef]
- Qian, H.; Chen, M.; Qi, Z.; Teng, Q.; Qi, H.; Zhang, L.; Shan, X. Review on Research and Development of Abrasive Scratching of Hard Brittle Materials and Its Underlying Mechanisms. Crystals 2023, 13, 428. [Google Scholar] [CrossRef]
- Qi, H.; Wen, D.; Lu, C.; Li, G. Numerical and experimental study on ultrasonic vibration-assisted micro-channelling of glasses using an abrasive slurry jet. Int. J. Mech. Sci. 2016, 110, 94–107. [Google Scholar] [CrossRef]
- Qi, H.; Wen, D.; Yuan, Q.; Zhang, L.; Chen, Z. Numerical investigation on particle impact erosion in ultrasonic-assisted abrasive slurry jet micro-machining of glasses. Powder Technol. 2017, 314, 627–634. [Google Scholar] [CrossRef]
- Qi, H.; Qin, S.; Cheng, Z.; Teng, Q.; Hong, T.; Xie, Y. Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J. Manuf. Process. 2021, 64, 585–593. [Google Scholar] [CrossRef]
- Qi, H.; Qin, S.; Cheng, Z.; Zou, Y.; Cai, D.; Wen, D. DEM and experimental study on the ultrasonic vibration-assisted abrasive finishing of WC-8Co cemented carbide cutting edge. Powder Technol. 2021, 378, 716–723. [Google Scholar] [CrossRef]
- Jain, V.K.; Adsul, S.G. Experimental investigations into abrasive flow machining (AFM). Int. J. Mach. Tools Manuf. 2000, 40, 1003–1021. [Google Scholar] [CrossRef]
- Ge, J.; Li, C.; Gao, Z.; Ren, Y.; Xu, X.; Li, C.; Xie, Y. Softness abrasive flow polishing method using constrained boundary vibration. Powder Technol. 2021, 382, 173–187. [Google Scholar] [CrossRef]
- Li, M.; Lyu, B.; Yuan, J.; Dong, C.; Dai, W. Shear-thickening polishing method. Int. J. Mach. Tools Manuf. 2015, 94, 88–99. [Google Scholar] [CrossRef]
- Li, M.; Lyu, B.; Yuan, J.; Yao, W.; Zhou, F.; Zhong, M. Evolution and equivalent control law of surface roughness in shear-thickening polishing. Int. J. Mach. Tools Manuf. 2016, 108, 113–126. [Google Scholar] [CrossRef]
- Lyu, B.H.; Shao, Q.; Hang, W.; Chen, S.H.; He, Q.K.; Yuan, J.L. Shear Thickening Polishing of Black Lithium Tantalite Substrate. Int. J. Precis. Eng. Manuf. 2020, 21, 1663–1675. [Google Scholar] [CrossRef]
- Hoyt, J.W. Some applications of non-newtonian fluid flow. In Rheology Series; Siginer, D.A., De Kee, D., Chhabra, R.P., Eds.; Elsevier: Amsterdam, The Netherlands, 1999; Volume 8, pp. 797–826. [Google Scholar]
- Li, M.; Liu, M.; Riemer, O.; Karpuschewski, B.; Tang, C. Origin of material removal mechanism in shear thickening-chemical polishing. Int. J. Mach. Tools Manuf. 2021, 170, 103800. [Google Scholar] [CrossRef]
- Yuan, H.Y.; Yang, W.B.; Zhang, L.; Hong, T. Model development of stress intensity factor on 7057T6 aluminum alloy using extended finite element method. Coatings 2023, 13, 581. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Wang, Z.; Ni, P.C.; Wang, D.J.; Guo, S.H.; Chen, Z.Z. Experimental and numerical study on regulation of cutting temperature during the circular sawing of 45 steel. Coatings 2023, 13, 758. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameters | Values |
|---|---|
| Material of hole inner wall | Ti-6Al-4V |
| Fluid density/(kg m−3) | 1500 |
| Fluid dynamic viscosity/(Pa s) | |
| Flow behavior index n | 1.0, 1.1, 1.2, 1.3, 1.4, 1.5 |
| Density of abrasive particles/(kg m−3) | 3170 |
| Size of abrasive particles/(μm) | 10 |
| Volume fraction of abrasive particles (%) | 10 |
| Boundary condition of inlet 1 Boundary condition of inlet 2 Boundary condition of inlet 3 | Speed control, normal flow is 0.5 m/s Pressure control, pressure is 0.1 MPa Velocity control, normal flow 0. 1–1.1 m/s (interval is 0.2 m/s) |
| Boundary condition of Outlet | Pressure control (p = 0), Inhibition of reflux |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, B.; Mao, W.; Ji, R.; Zeng, X.; Zhang, L. The Polishing of Inner Wall on Medical Device Hole by Shear Thickening Abrasive Flow. Coatings 2023, 13, 1492. https://doi.org/10.3390/coatings13091492
Ye B, Mao W, Ji R, Zeng X, Zhang L. The Polishing of Inner Wall on Medical Device Hole by Shear Thickening Abrasive Flow. Coatings. 2023; 13(9):1492. https://doi.org/10.3390/coatings13091492
Chicago/Turabian StyleYe, Biqing, Wenbin Mao, Renquan Ji, Xi Zeng, and Li Zhang. 2023. "The Polishing of Inner Wall on Medical Device Hole by Shear Thickening Abrasive Flow" Coatings 13, no. 9: 1492. https://doi.org/10.3390/coatings13091492
APA StyleYe, B., Mao, W., Ji, R., Zeng, X., & Zhang, L. (2023). The Polishing of Inner Wall on Medical Device Hole by Shear Thickening Abrasive Flow. Coatings, 13(9), 1492. https://doi.org/10.3390/coatings13091492