
A Review of Advances in Cold Spray Additive Manufacturing

 ,
,  ,
, 
Abstract
1. Introduction
2. Cold Spray Process
2.1. Cold Spray Parameters
2.2. Challenges for CSAM
2.2.1. Possible CSAM Geometries
2.2.2. Improving the Mechanical Properties
2.2.3. Avoiding Post-Treatments
2.2.4. Measuring of Properties
3. Bibliometric Analysis
3.1. Data Mining Strategy
3.2. Results and Discussions
4. Summary and CSAM Future Trends
- CSAM for repairing services, with its application on expensive components or damages that do not need extensive restoration [2]. Improving the CSAM-ed geometries control generates a hot topic for research, including geometry construction simulation, robot programming, and robot self-learning for an adaptative path, spraying angle, or gun displacement velocity. Research on this theme has been done by the Italian group of Politecnico di Milano [375], the Spanish group of Thermal Spray Center [144], and the Australian company Speed3D, among others;
- CSAM for hard materials, improving the CSAM-ed deposit adherence on materials such as Inconel, Ti6Al4V, HEA, or martensitic steels. For this, studies on the optimization of pre- and process-heating or CS parameters must be exploited. Some examples are using the expensive He as a working gas only for the first layers and N2 for the others, the CS-SP process, or introducing HT between the layers to reduce the tensile residual stress on the CSAM/substrate interface and improve the adhesion and repairing quality;
- Improve CSAM-ed properties, reaching close or better than the wrought reference materials. As well as the well-established HT and HIP, new post-treatments have to be investigated in this theme. SPS presented good properties, but strict limitations in the geometries are feasible, requiring more flexibility for more complex geometries;
- CS hybrid systems consolidation, such as CS-SP or LACS, to avoid post-treatments and eliminate steps in the AM production chain [286]. Most studies are related to CS-ed coatings, promoting a better adhesion to the substrate and cohesion of particles, besides a low porosity. Therefore, CSAM hybrid systems’ use is a hot topic to provide a good performance CSAM-ed parts;
- CSAM applied with other AM processes, optimizing the manufacturing chain to make the low complexity part areas by the fast CSAM process and dedicate the slower but more accurate laser process to the areas that demand more geometrical control. It is feasible because other AM techniques have increased their maturity as industrial processes; however, this mixing of methods is a lack in R & D, which is a hot topic for scholars.
- A total of 56% of the total publications in the CSAM theme were registered during the last three years, indicating the increase of academic interest in this research field, considering that in 2010 the number of documents published was zero. The main topics actively explored in the papers were related to the processing parameters’ optimization and other experiments focused on improving the CSAM-ed material’s performance to make this process more industrially mature;
- China is the country with more documents published, followed by the United States and France, where the most relevant research group in CSAM is from, the Université de Technologie de Belfort-Montbéliard, which is the affiliation of Liao, the author with the most documents published. The publishing mapping presents a collaboration between Chinese and European institutions, signing for a fast CSAM industry maturity since the Chinese founding objectives are scientific development and even more advances in mass production;
- The current scenario of publication in CSAM points to a future consolidation of CSAM as an industrial technique, first for specific applications in high-cost components, such as multi-alloy nozzles for rockets in the aerospace industry or repairing expensive components, such as turbine blades or vanes. However, in the medium-term and long-term, CSAM applications tend to expand their use;
- “Costs” is the keyword that indicates a crucial point for CSAM advances. For the feedstocks, scholars have studied less expensive materials and improved DE, reaching more than 95% for some materials. A considerable challenge and trend for reducing processing costs and improving CSAM reliability is making the processing more independent of experts but easier for industrialization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| APS | Air Plasma Spray |
| ASI | Adiabatic Shear Instability |
| BB | Ball-Burnishing |
| BJ | Binder Jetting |
| CFD | Computational Fluid Dynamics |
| CR | Cold Rolling |
| CS | Cold Spray |
| CSAM | Cold Spray Additive Manufacturing |
| CS-SP | Cold Spray Shot Peening |
| DE | Deposition Efficiency |
| DMLM | Direct Metal Laser Melting |
| DMLS | Direct Metal Laser Sintering |
| EBM | Electron Beam Melting |
| EBSD | Electron Back Scattering Diffraction |
| EPP | Electric Pulsing Processing |
| FR | Flattening Ratio |
| FS | Flame Spraying |
| FSP | Friction Stir Processing |
| FSAM | Friction Stir Additive Manufacturing |
| FSW | Friction Stir Welding |
| GMAW | Gas Metal Arc Welding |
| GTAW | Gas Tungsten Arc Welding |
| HEA | High Entropy Alloy |
| HIP | Hot Isostatic Pressing |
| HPCS | High-Pressure Cold Spray |
| HR | Hot Rolling |
| HT | Heat Treatment |
| HVOF | High-Velocity Oxy-Fuel |
| ICP | In situ Coating Properties |
| IHD | Incremental Hole Drilling |
| JTST | Journal of Thermal Spray Technology |
| KIC | Fracture Toughness |
| LACS | Laser-Assisted Cold Spray |
| LMF | Laser Metal Fusion |
| LOM | Laminated Object Manufacturing |
| LPCS | Low-Pressure Cold Spray |
| MMC | Metal Matrix Composite |
| ME | Material Extrusion |
| MJ | Material Jetting |
| MMC | Metal Matrix Composite |
| MPCS | Medium-Pressure Cold Spray |
| PAW | Plasma Arc Welding |
| PEO | Plasma Electrolytic Oxidation |
| R&D | Research and Development |
| SCT | Surface and Coatings Technology |
| SD | Standoff Distance |
| SEM | Scanning Electron Microscopy |
| SL | Stereolithography |
| SLD | Supersonic Laser Deposition |
| SLM | Selective Laser Melting |
| SLS | Selective Laser Sintering |
| SP | Shot Peening |
| SPS | Spark Plasma Sintering |
| TAT | Tensile Adhesion Testing |
| TCT | Tubular Coating Tensile |
| TMT | Thermo-Mechanical Treatment |
| UAM | Ultrasonic Additive Manufacturing |
| UTS | Ultimate Tensile Strength |
| Vcr | Critical Velocity |
| Ver | Erosion Velocity |
| WAAM | Wire Arc Additive Manufacturing |
| WCI | Waterjet Cavitation Impact |
References
- ISO/ASTM 52900-21; Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM International: West Conshohocken, PA, USA, 2022.
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold Spray Additive Manufacturing and Repair: Fundamentals and Applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Campbell, I.; Bourell, D.; Gibson, I. Additive Manufacturing: Rapid Prototyping Comes of Age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Horst, D.J.; Duvoisin, C.A.; Vieira, R.D.A.; Horst, D.J.; Vieira, R.D.A. Additive Manufacturing at Industry 4.0: A Review. Int. J. Eng. Tech. Res. 2018, 8, 3–8. [Google Scholar]
- Parupelli, S.K.; Desai, S. A Comprehensive Review of Additive Manufacturing (3D Printing): Processes, Applications and Future Potential. Am. J. Appl. Sci. 2019, 16, 244–272. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive Manufacturing and Its Societal Impact: A Literature Review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Sun, W.; Chu, X.; Lan, H.; Huang, R.; Huang, J.; Xie, Y.; Huang, J.; Huang, G. Current Implementation Status of Cold Spray Technology: A Short Review. J. Therm. Spray Technol. 2022, 31, 848–865. [Google Scholar] [CrossRef]
- Kruth, J.; Vandenbroucke, B.; Van Vaerenbergh, J.; Naert, I. Rapid Manufacturing of Dental Prostheses by Means of Selective Laser Sintering/Melting. In Proceedings of the Les 11emes Assises Europeennes du Prototypage Rapide, Paris, France, 4–5 October 2005. [Google Scholar]
- Jamieson, R.; Holmer, B.; Ashby, A. How Rapid Prototyping Can Assist in the Development of New Orthopaedic Products—A Case Study. Rapid Prototyp. J. 1995, 1, 38–41. [Google Scholar] [CrossRef]
- Hieu, L.C.; Bohez, E.; Vander Sloten, J.; Phien, H.N.; Vatcharaporn, E.; Binh, P.H.; An, P.V.; Oris, P. Design for Medical Rapid Prototyping of Cranioplasty Implants. Rapid Prototyp. J. 2003, 9, 175–186. [Google Scholar] [CrossRef]
- Esses, S.J.; Berman, P.; Bloom, A.I.; Sosna, J. Clinical Applications of Physical 3D Models Derived from MDCT Data and Created by Rapid Prototyping. Am. J. Roentgenol. 2011, 196, 683–688. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, F.Q. The Application of Rapid Prototyping in Prosthodontics. J. Prosthodont. 2012, 21, 641–644. [Google Scholar] [CrossRef]
- Popov, V.V.; Muller-Kamskii, G.; Kovalevsky, A.; Dzhenzhera, G.; Strokin, E.; Kolomiets, A.; Ramon, J. Design and 3D-Printing of Titanium Bone Implants: Brief Review of Approach and Clinical Cases. Biomed. Eng. Lett. 2018, 8, 337–344. [Google Scholar] [CrossRef]
- Nickels, L. AM and Aerospace: An Ideal Combination. Met. Powder Rep. 2015, 70, 300–303. [Google Scholar] [CrossRef]
- Liou, F.; Liu, R.; Wang, Z.; Sparks, T.; Newkink, J. Aerospace Applications of Laser Additive Manufacturing. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Brandt, M., Ed.; Woodhead Publishing: Duxford, UK, 2017; pp. 351–371. [Google Scholar]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The Present and Future of Additive Manufacturing in the Aerospace Sector: A Review of Important Aspects. J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Singamneni, S.; Yifan, L.V.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 351–371. [Google Scholar] [CrossRef]
- Mantovani, S.; Barbieri, S.G.; Giacopini, M.; Croce, A.; Sola, A.; Bassoli, E. Synergy between Topology Optimization and Additive Manufacturing in the Automotive Field. J. Eng. Manuf. 2021, 235, 555–567. [Google Scholar] [CrossRef]
- Juechter, V.; Franke, M.M.; Merenda, T.; Stich, A.; Körner, C.; Singer, R.F. Additive Manufacturing of Ti-45Al-4Nb-C by Selective Electron Beam Melting for Automotive Applications. Addit. Manuf. 2018, 22, 118–126. [Google Scholar] [CrossRef]
- Böckin, D.; Tillman, A. Environmental Assessment of Additive Manufacturing in the Automotive Industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Thomas, D. Costs, Benefits, and Adoption of Additive Manufacturing: A Supply Chain Perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 1857–1876. [Google Scholar] [CrossRef] [PubMed]
- Delic, M.; Eyers, D.R. The Effect of Additive Manufacturing Adoption on Supply Chain Flexibility and Performance: An Empirical Analysis from the Automotive Industry. Int. J. Prod. Econ. 2020, 228, 107689. [Google Scholar] [CrossRef]
- Nuñez, J.; Ortiz, Á.; Ramírez, M.A.J.; González Bueno, J.A.; Briceño, M.L. Additive Manufacturing and Supply Chain: A Review and Bibliometric Analysis. In Engineering Digital Transformation. Lecture Notes in Management and Industrial Engineering; Ortiz, Á., Romano, C.A., Poler, R., García-Sabater, J.-P., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 323–331. [Google Scholar]
- Kozior, T. The Influence of Selected Selective Laser Sintering Technology Process Parameters on Stress Relaxation, Mass of Models, and Their Surface Texture Quality. 3D Print. Addit. Manuf. 2020, 7, 126–138. [Google Scholar] [CrossRef] [PubMed]
- Prashar, G.; Vasudev, H. A Comprehensive Review on Sustainable Cold Spray Additive Manufacturing: State of the Art, Challenges and Future Challenges. J. Clean. Prod. 2021, 310, 127606. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Branham, M.S.; Dahmus, J.B.; Jones, A.J.; Thiriez, A.; Sekulic, D.P. Thermodynamic Analysis of Resources Used in Manufacturing Processes. Environ. Sci. Technol. 2009, 43, 1584–1590. [Google Scholar] [CrossRef]
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of Additive Manufacturing: An Overview on Its Energy Demand and Environmental Impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar] [CrossRef]
- Agnusdei, L.; Del Prete, A. Additive Manufacturing for Sustainability: A Systematic Literature Review. Sustain. Future 2022, 4, 100098. [Google Scholar] [CrossRef]
- Bártalo, P.J.; Gibson, I. History of Stereolithographic Processes. In Stereolithography: Materials, Processes and Applications; Bártolo, P.J., Ed.; Springer: Boston, MA, USA, 2011; pp. 37–56. [Google Scholar]
- Mohd Yusuf, S.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting—Selection Guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef]
- Gülcan, O.; Günaydın, K.; Tamer, A. The State of the Art of Material Jetting—A Critical Review. Polymers 2021, 13, 2829. [Google Scholar] [CrossRef]
- Dickens, P.M. Research Developments in Rapid Prototyping. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1995, 209, 261–266. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder Jetting: A Review of Process, Materials, and Methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. J. Eng. Ind. 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: I. Process Design and Modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. A Comparative Study of the Mechanical Properties of FDM 3D Prints Made of PLA and Carbon Fiber-Reinforced PLA for Thin-Walled Applications. Materials 2021, 14, 7062. [Google Scholar] [CrossRef]
- Molitch-Hou, M. Overview of Additive Manufacturing Process. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–38. [Google Scholar]
- Gonzalez, J.A.; Mireles, J.; Lin, Y.; Wicker, R.B. Characterization of Ceramic Components Fabricated Using Binder Jetting Additive Manufacturing Technology. Ceram. Int. 2016, 42, 10559–10564. [Google Scholar] [CrossRef]
- Allahverdi, M.; Danforth, S.; Jafari, M.; Safari, A. Processing of Advanced Electroceramic Components by Fused Deposition Technique. J. Eur. Ceram. Soc. 2001, 21, 1485–1490. [Google Scholar] [CrossRef]
- Yi, S.; Liu, F.; Zhang, J.; Xiong, S. Study of the Key Technologies of LOM for Functional Metal Parts. J. Mater. Process. Technol. 2004, 150, 175–181. [Google Scholar] [CrossRef]
- Prechtl, M.; Otto, A.; Geiger, M. Rapid Tooling by Laminated Object Manufacturing of Metal Foil. Adv. Mater. Res. 2005, 6–8, 303–312. [Google Scholar] [CrossRef]
- Ferrández-Montero, A.; Lieblich, M.; Benavente, R.; González-Carrasco, J.L.; Ferrari, B. Study of the Matrix-Filler Interface in PLA/Mg Composites Manufactured by Material Extrusion Using a Colloidal Feedstock. Addit. Manuf. 2020, 33, 101142. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Negi, S.; Nambolan, A.A.; Kapil, S.; Joshi, P.S.; Manivannan, R.; Karunakaran, K.P.; Bhargava, P. Review on Electron Beam Based Additive Manufacturing. Rapid Prototyp. J. 2020, 26, 485–498. [Google Scholar] [CrossRef]
- Parthasarathy, J.; Starly, B.; Raman, S.; Christensen, A. Mechanical Evaluation of Porous Titanium (Ti6Al4V) Structures with Electron Beam Melting (EBM). J. Mech. Behav. Biomed. Mater. 2010, 3, 249–259. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.; Pan, Z. Effect of Interpass Temperature on In-Situ Alloying and Additive Manufacturing of Titanium Aluminides Using Gas Tungsten Arc Welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Spaniol, E.; Ungethüm, T.; Trautmann, M.; Andrusch, K.; Hertel, M.; Füssel, U. Development of a Novel TIG Hot-Wire Process for Wire and Arc Additive Manufacturing. Weld. World 2020, 64, 1329–1340. [Google Scholar] [CrossRef]
- Moreira, A.F.; Ribeiro, K.S.B.; Mariani, F.E.; Coelho, R.T. An Initial Investigation of Tungsten Inert Gas (TIG) Torch as Heat Source for Additive Manufacturing (AM) Process. Procedia Manuf. 2020, 48, 671–677. [Google Scholar] [CrossRef]
- Tabernero, I.; Paskual, A.; Álvarez, P.; Suárez, A. Study on Arc Welding Processes for High Deposition Rate Additive Manufacturing. Procedia CIRP 2018, 68, 358–362. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire Arc Additive Manufacturing of Stainless Steels: A Review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef]
- Artaza, T.; Suárez, A.; Murua, M.; García, J.C.; Tabernero, I.; Lamikiz, A. Wire Arc Additive Manufacturing of Mn4Ni2CrMo Steel: Comparison of Mechanical and Metallographic Properties of PAW and GMAW. Procedia Manuf. 2019, 41, 1071–1078. [Google Scholar] [CrossRef]
- Pattanayak, S.; Sahoo, S.K. Gas Metal Arc Welding Based Additive Manufacturing—A Review. CIRP J. Manuf. Sci. Technol. 2021, 33, 398–442. [Google Scholar] [CrossRef]
- Veiga, F.; Del Val, A.G.; Suárez, A.; Alonso, U. Analysis of the Machining Process of Titanium Ti6Al-4V Parts Manufactured by Wire Arc Additive Manufacturing (WAAM). Materials 2020, 13, 766. [Google Scholar] [CrossRef] [PubMed]
- Poolperm, P.; Nakkiew, W.; Naksuk, N. Experimental Investigation of Additive Manufacturing Using a Hot-Wire Plasma Welding Process on Titanium Parts. Materials 2021, 14, 1270. [Google Scholar] [CrossRef]
- Mercado Rojas, J.G.; Wolfe, T.; Fleck, B.A.; Qureshi, A.J. Plasma Transferred Arc Additive Manufacturing of Nickel Metal Matrix Composites. Manuf. Lett. 2018, 18, 31–34. [Google Scholar] [CrossRef]
- Kumar Srivastava, A.; Kumar, N.; Rai Dixit, A. Friction Stir Additive Manufacturing—An Innovative Tool to Enhance Mechanical and Microstructural Properties. Mater. Sci. Eng. B 2021, 263, 114832. [Google Scholar] [CrossRef]
- Mishra, R.S.; Palanivel, S. Building without Melting: A Short Review of Friction-Based Additive Manufacturing Techniques. Int. J. Addit. Subtractive Mater. Manuf. 2017, 1, 82. [Google Scholar] [CrossRef]
- Hehr, A.; Norfolk, M. A Comprehensive Review of Ultrasonic Additive Manufacturing. Rapid Prototyp. J. 2019, 26, 445–458. [Google Scholar] [CrossRef]
- Friel, R.J.; Harris, R.A. Ultrasonic Additive Manufacturing—A Hybrid Production Process for Novel Functional Products. Procedia CIRP 2013, 6, 35–40. [Google Scholar] [CrossRef]
- Váz, R.F.; Tristante, R.; Pukasiewicz, A.G.M.; Capra, A.R.; Chicoski, A.; Filippin, C.G.; Paredes, R.S.C.; Henke, S.L. Welding and Thermal Spray Processes for Maintenance of Hydraulic Turbine Runners: Case Studies. Soldag. Insp. 2021, 26, 1–13. [Google Scholar] [CrossRef]
- Keshavarz, M.K.; Gontcharov, A.; Lowden, P.; Chan, A.; Kulkarni, D.; Brochu, M. Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142–MERL 72 Powder Blend. J. Manuf. Mater. Process. 2021, 5, 21. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold Gas Dynamic Spray Additive Manufacturing Today: Deposit Possibilities, Technological Solutions and Viable Applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Srikanth, A.; Mohammed Thalib Basha, G.; Venkateshwarlu, B. A Brief Review on Cold Spray Coating Process. Mater. Today Proc. 2019, 22, 1390–1397. [Google Scholar] [CrossRef]
- Bagherifard, S.; Roscioli, G.; Zuccoli, M.V.; Hadi, M.; D’Elia, G.; Demir, A.G.; Previtali, B.; Kondás, J.; Guagliano, M. Cold Spray Deposition of Freestanding Inconel Samples and Comparative Analysis with Selective Laser Melting. J. Therm. Spray Technol. 2017, 26, 1517–1526. [Google Scholar] [CrossRef]
- Gamon, A.; Arrieta, E.; Gradl, P.R.; Katsarelis, C.; Murr, L.E.; Wicker, R.B.; Medina, F. Microstructure and Hardness Comparison of As-Built Inconel 625 Alloy Following Various Additive Manufacturing Processes. Results Mater. 2021, 12, 100239. [Google Scholar] [CrossRef]
- Additive Manufacturing Metal Technology. Available online: https://additive-manufacturing-report.com/additive-manufacturing-metal-technology (accessed on 18 November 2022).
- Guerges, M. NASA 3D-Printed Manufactured Rocket Engine Hardware Passes Cold Spray, Hot Fire Tests. Available online: https://www.nasa.gov/centers/marshall/news/releases/2021/nasa-additively-manufactured-rocket-engine-hardware-passes-cold-spray-hot-fire-tests.html (accessed on 29 November 2022).
- Buchanan, C.; Gardner, L. Metal 3D Printing in Construction: A Review of Methods, Research, Applications, Opportunities and Challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Ashokkumar, M.; Thirumalaikumarasamy, D.; Sonar, T.; Deepak, S.; Vignesh, P.; Anbarasu, M. An Overview of Cold Spray Coating in Additive Manufacturing, Component Repairing and Other Engineering Applications. J. Mech. Behav. Mater. 2022, 31, 514–534. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold Spraying—A Materials Perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Crawmer, D.E. Cold Spray Process. In Thermal Spray Technology; Davis, J.R., Ed.; ASM International: Materials Park, OH, USA, 2013; pp. 77–84. [Google Scholar]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a Generalized Parameter Window for Cold Spray Deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Canales, H.; Cano, I.G.; Dosta, S. Window of Deposition Description and Prediction of Deposition Efficiency via Machine Learning Techniques in Cold Spraying. Surf. Coat. Technol. 2020, 401, 126143. [Google Scholar] [CrossRef]
- Bagherifard, S.; Monti, S.; Zuccoli, M.V.; Riccio, M.; Kondás, J.; Guagliano, M. Cold Spray Deposition for Additive Manufacturing of Freeform Structural Components Compared to Selective Laser Melting. Mater. Sci. Eng. A 2018, 721, 339–350. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Liaw, P.K. Microstructures and Properties of High-Entropy Alloy Films and Coatings: A Review. Mater. Res. Lett. 2018, 6, 199–229. [Google Scholar] [CrossRef]
- Jeandin, M.; Rolland, G.; Descurninges, L.L.; Berger, M.H. Which Powders for Cold Spray? Surf. Eng. 2014, 30, 291–298. [Google Scholar] [CrossRef]
- Silvello, A.; Cavaliere, P.D.; Albaladejo, V.; Martos, A.; Dosta, S.; Cano, I.G. Powder Properties and Processing Conditions Affecting Cold Spray Deposition. Coatings 2020, 10, 91. [Google Scholar] [CrossRef]
- Assadi, H.; Schmidt, T.; Richter, H.; Kliemann, J.O.; Binder, K.; Gärtner, F.; Klassen, T.; Kreye, H. On Parameter Selection in Cold Spraying. J. Therm. Spray Technol. 2011, 20, 1161–1176. [Google Scholar] [CrossRef]
- Kosarev, V.F.; Klinkov, S.V.; Alkhimov, A.P.; Papyrin, A.N. On Some Aspects of Gas Dynamics of the Cold Spray Process. J. Therm. Spray Technol. 2003, 12, 265–281. [Google Scholar] [CrossRef]
- Karthikeyan, J. The Advantages and Disadvantages of the Cold Spray Coating Process. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Elsevier: Cambridge, UK, 2007; pp. 62–71. [Google Scholar]
- Wu, H.; Xie, X.; Liu, S.; Xie, S.; Huang, R.; Verdy, C.; Liu, M.; Liao, H.; Deng, S.; Xie, Y. Bonding Behavior of Bi-Metal-Deposits Produced by Hybrid Cold Spray Additive Manufacturing. J. Mater. Process. Technol. 2022, 299, 117375. [Google Scholar] [CrossRef]
- Guo, D.; Kazasidis, M.; Hawkins, A.; Fan, N.; Leclerc, Z.; MacDonald, D.; Nastic, A.; Nikbakht, R.; Ortiz-Fernandez, R.; Rahmati, S.; et al. Cold Spray: Over 30 Years of Development Toward a Hot Future. J. Therm. Spray Technol. 2022, 31, 866–907. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, T.S.; Kalsi, S.B.S.; Karthikeyan, J. Development of Cold Spray from Innovation to Emerging Future Coating Technology. J. Braz. Soc. Mech. Sci. Eng. 2013, 35, 231–245. [Google Scholar] [CrossRef]
- Munsch, M.; Schmidt-Lehr, M.; Wycisk, E. Additive Manufacturing New Metal Technologies; AMPOWER GmbH & Co. KG: Hamburg, Germany, 2020; Volume 6. [Google Scholar]
- Lynch, M.E.; Gu, W.; El-Wardany, T.; Hsu, A.; Viens, D.; Nardi, A.; Klecka, M. Design and Topology/Shape Structural Optimisation for Additively Manufactured Cold Sprayed Components. Virtual Phys. Prototyp. 2013, 8, 213–231. [Google Scholar] [CrossRef]
- Wang, X.; Feng, F.; Klecka, M.A.; Mordasky, M.D.; Garofano, J.K.; El-Wardany, T.; Nardi, A.; Champagne, V.K. Characterization and Modeling of the Bonding Process in Cold Spray Additive Manufacturing. Addit. Manuf. 2015, 8, 149–162. [Google Scholar] [CrossRef]
- Benenati, G.; Lupoi, R. Development of a Deposition Strategy in Cold Spray for Additive Manufacturing to Minimize Residual Stresses. Procedia CIRP 2016, 55, 101–108. [Google Scholar] [CrossRef]
- Villafuerte, J. Considering Cold Spray for Additive Manufacturing. Adv. Mater. Process. 2014, 172, 50–52. [Google Scholar]
- Řehořek, L.; Dlouhý, I.; Jan, V. Cold Gas Dynamic Spray Deposition as Additive Manufacturing of Architectured Materials. Mater. Eng. Mater. Inž. 2017, 24, 115–123. [Google Scholar]
- Sova, A.; Grigoriev, S.; Okunkova, A.; Smurov, I. Potential of Cold Gas Dynamic Spray as Additive Manufacturing Technology. Int. J. Adv. Manuf. Technol. 2013, 69, 2269–2278. [Google Scholar] [CrossRef]
- Al-Mangour, B. Fundamentals of Cold Spray Processing: Evolution and Future Perspectives. In Cold-Spray Coatings: Recent Trends and Future Perspectives; Cavaliere, P., Ed.; Elsevier: Cham, Switzerland, 2018; pp. 3–24. [Google Scholar]
- Rokni, M.R.; Nutt, S.R.; Widener, C.A.; Champagne, V.K.; Hrabe, R.H. Review of Relationship Between Particle Deformation, Coating Microstructure, and Properties in High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1308–1355. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold Spray Coating: Review of Material Systems and Future Perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Suo, X.; Yin, S.; Planche, M.P.; Liu, T.; Liao, H. Strong Effect of Carrier Gas Species on Particle Velocity during Cold Spray Processes. Surf. Coat. Technol. 2015, 268, 90–93. [Google Scholar] [CrossRef]
- Gilmore, D.L.; Dykhuizen, R.C.; Neiser, R.A.; Roemer, T.J.; Smith, M.F. Particle Velocity and Deposition Efficiency in the Cold Spray Process. J. Therm. Spray Technol. 1999, 8, 576–582. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef]
- Maev, R.G.; Leshchynsky, V. Air Gas Dynamic Spraying of Powder Mixtures: Theory and Application. J. Therm. Spray Technol. 2006, 15, 198–205. [Google Scholar] [CrossRef]
- Alonso, L.; Garrido, M.A.; Poza, P. An Optimisation Method for the Cold-Spray Process: On the Nozzle Geometry. Mater. Des. 2022, 214, 110387. [Google Scholar] [CrossRef]
- Da Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Benedetti, A.V.; Guilemany, J.M. Cold Gas Spray Coatings: Basic Principles Corrosion Protection and Applications. Eclét. Quím. J. 2017, 42, 9–32. [Google Scholar] [CrossRef]
- Grujicic, M.; Zhao, C.L.; DeRosset, W.S.; Helfritch, D. Adiabatic Shear Instability Based Mechanism for Particles/Substrate Bonding in the Cold-Gas Dynamic-Spray Process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding Mechanism in Cold Gas Spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, S.M.; Moridi, A.; Guagliano, M. Critical Review of Corrosion Protection by Cold Spray Coatings. Surf. Eng. 2015, 31, 803–815. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.; Leyman, P.; Grendahl, S.; Klotz, B. Interface Material Mixing Formed by the Deposition of Copper on Aluminum by Means of the Cold Spray Process. J. Therm. Spray Technol. 2005, 14, 330–334. [Google Scholar] [CrossRef]
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Zhang, D. Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components. J. Therm. Spray Technol. 2009, 18, 364–379. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Champagne Jr, V.K.; Nelson, K.A. Adiabatic Shear Instability Is Not Necessary for Adhesion in Cold Spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Klassen, T.; Kreye, H. Comment on ‘Adiabatic Shear Instability Is Not Necessary for Adhesion in Cold Spray. Scr. Mater. 2019, 162, 512–514. [Google Scholar] [CrossRef]
- Chen, C.; Su, H.; Wang, X.; Liu, Y.; Zhao, L.; Wei, X.; Zhao, Y.; Pan, J.; Qiu, X. Impact-Induced Bonding Process of Copper at Low Velocity and Room Temperature. Mater. Des. 2023, 226, 111603. [Google Scholar] [CrossRef]
- Macdonald, D.; Nastic, A.; Jodoin, B. Understanding Adhesion. In Cold-Spray Coatings: Recent Trends and Future Perspectives; Cavaliere, P.D., Ed.; Springer: Cham, Switzerland, 2016; pp. 421–450. [Google Scholar]
- Li, C.J.; Wang, H.T.; Zhang, Q.; Yang, G.J.; Li, W.Y.; Liao, H.L. Influence of Spray Materials and Their Surface Oxidation on the Critical Velocity in Cold Spraying. J. Therm. Spray Technol. 2010, 19, 95–101. [Google Scholar] [CrossRef]
- Wang, Z.; Cai, S.; Chen, W.; Ali, R.A.; Jin, K. Analysis of Critical Velocity of Cold Spray Based on Machine Learning Method with Feature Selection. J. Therm. Spray Technol. 2021, 30, 1213–1225. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Schmidt, T.; Kreye, H. The Cold Spray Process and Its Potential for Industrial Applications. J. Therm. Spray Technol. 2006, 15, 223–232. [Google Scholar] [CrossRef]
- Bagherifard, S.; Kondas, J.; Monti, S.; Cizek, J.; Perego, F.; Kovarik, O.; Lukac, F.; Gaertner, F.; Guagliano, M. Tailoring Cold Spray Additive Manufacturing of Steel 316 L for Static and Cyclic Load-Bearing Applications. Mater. Des. 2021, 203, 109575. [Google Scholar] [CrossRef]
- Raletz, F.; Vardelle, M.; Ezo’o, G. Critical Particle Velocity under Cold Spray Conditions. Surf. Coat. Technol. 2006, 201, 1942–1947. [Google Scholar] [CrossRef]
- Binder, K.; Gottschalk, J.; Kollenda, M.; Gärtner, F.; Klassen, T. Influence of Impact Angle and Gas Temperature on Mechanical Properties of Titanium Cold Spray Deposits. J. Therm. Spray Technol. 2011, 20, 234–242. [Google Scholar] [CrossRef]
- Vidaller, M.V.; List, A.; Gaertner, F.; Klassen, T.; Dosta, S.; Guilemany, J.M. Single Impact Bonding of Cold Sprayed Ti-6Al-4V Powders on Different Substrates. J. Therm. Spray Technol. 2015, 24, 644–658. [Google Scholar] [CrossRef]
- Pérez-Andrade, L.I.; Gärtner, F.; Villa-Vidaller, M.; Klassen, T.; Muñoz-Saldaña, J.; Alvarado-Orozco, J.M. Optimization of Inconel 718 Thick Deposits by Cold Spray Processing and Annealing. Surf. Coat. Technol. 2019, 378, 124997. [Google Scholar] [CrossRef]
- Sun, W.; Bhowmik, A.; Tan, A.W.; Li, R.; Xue, F.; Marinescu, I.; Liu, E. Improving Microstructural and Mechanical Characteristics of Cold-Sprayed Inconel 718 Deposits via Local Induction Heat Treatment. J. Alloy. Compd. 2019, 797, 1268–1279. [Google Scholar] [CrossRef]
- Oyinbo, S.T.; Jen, T.-C. A Comparative Review on Cold Gas Dynamic Spraying Processes and Technologies. Manuf. Rev. 2019, 6, 25. [Google Scholar] [CrossRef]
- Kumar, S.; Pandey, S.M. The Study of Assessment Parameters and Performance Measurement of Cold Spray Technique: A Futuristic Approach Towards Additive Manufacturing. MAPAN 2022, 37, 859–879. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Ryabinin, A.N.; Legoux, J.G.; Yue, S. Influence of Helium and Nitrogen Gases on the Properties of Cold Gas Dynamic Sprayed Pure Titanium Coatings. J. Therm. Spray Technol. 2011, 20, 213–226. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Vo, P.; Mongrain, R.; Irissou, E.; Yue, S. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Stainless Steel 316L Coatings Produced by Cold Spray for Biomedical Applications. J. Therm. Spray Technol. 2014, 23, 641–652. [Google Scholar] [CrossRef]
- Borchers, C.; Schmidt, T.; Gärtner, F.; Kreye, H. High Strain Rate Deformation Microstructures of Stainless Steel 316L by Cold Spraying and Explosive Powder Compaction. Appl. Phys. A 2008, 90, 517–526. [Google Scholar] [CrossRef]
- Pukasiewicz, A.G.M.; de Oliveira, W.R.; Váz, R.F.; de Souza, G.B.; Serbena, F.C.; Dosta, S.; Cano, I.G. Influence of the Deposition Parameters on the Tribological Behavior of Cold Gas Sprayed FeMnCrSi Alloy Coatings. Surf. Coat. Technol. 2021, 428, 127888. [Google Scholar] [CrossRef]
- Belgroune, A.; Alhussein, A.; Aissani, L.; Zaabat, M.; Obrosov, A.; Verdy, C.; Langlade, C. Effect of He and N2 Gas on the Mechanical and Tribological Assessment of SS316L Coating Deposited by Cold Spraying Process. J. Mater. Sci. 2022, 57, 5258–5274. [Google Scholar] [CrossRef]
- Vaz, R.F.; Silvello, A.; Sanchez, J.; Albaladejo, V.; Cano, I.G.G. The Influence of the Powder Characteristics on 316L Stainless Steel Coatings Sprayed by Cold Gas Spray. Coatings 2021, 11, 168. [Google Scholar] [CrossRef]
- Yin, S.; Meyer, M.; Li, W.; Liao, H.; Lupoi, R. Gas Flow, Particle Acceleration, and Heat Transfer in Cold Spray: A Review. J. Therm. Spray Technol. 2016, 25, 874–896. [Google Scholar] [CrossRef]
- Lee, M.-W.; Park, J.-J.; Kim, D.-Y.; Yoon, S.S.; Kim, H.-Y.; James, S.C.; Chandra, S.; Coyle, T. Numerical Studies on the Effects of Stagnation Pressure and Temperature on Supersonic Flow Characteristics in Cold Spray Applications. J. Therm. Spray Technol. 2011, 20, 1085–1097. [Google Scholar] [CrossRef]
- UNE EN 17393; Thermal Spraying. Tubular Coating Testing. Asociación Española de Normalización: Madrid, Spain, 2020.
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Koçak, M. Mechanical Properties of Cold-Sprayed and Thermally Sprayed Copper Coatings. Surf. Coat. Technol. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- Meng, X.; Zhang, J.; Zhao, J.; Liang, Y.; Zhang, Y. Influence of Gas Temperature on Microstructure and Properties of Cold Spray 304SS Coating. J. Mater. Sci. Technol. 2011, 27, 809–815. [Google Scholar] [CrossRef]
- Cai, Z.; Deng, S.; Liao, H.; Zeng, C.; Montavon, G. The Effect of Spray Distance and Scanning Step on the Coating Thickness Uniformity in Cold Spray Process. J. Therm. Spray Technol. 2014, 23, 354–362. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Guo, X.P.; Zhang, G.; Liao, H.L.; Li, C.-J.; Coddet, C. Effect of Standoff Distance on Coating Deposition Characteristics in Cold Spraying. Mater. Des. 2008, 29, 297–304. [Google Scholar] [CrossRef]
- Lett, S.; Quet, A.; Hémery, S.; Cormier, J.; Meillot, E.; Villechaise, P. Residual Stresses Development during Cold Spraying of Ti-6Al-4V Combined with In Situ Shot Peening. J. Therm. Spray Technol. 2022, 1–15. [Google Scholar] [CrossRef]
- Yin, S.; Jenkins, R.; Yan, X.; Lupoi, R. Microstructure and Mechanical Anisotropy of Additively Manufactured Cold Spray Copper Deposits. Mater. Sci. Eng. A 2018, 734, 67–76. [Google Scholar] [CrossRef]
- Baek, M.-S.; Kim, H.-J.; Lee, K.-A. Anisotropy of Compressive Deformation Behavior in Cold Sprayed Cu Bulk Material. J. Nanosci. Nanotechnol. 2019, 19, 3935–3942. [Google Scholar] [CrossRef]
- Vargas-Uscategui, A.; King, P.C.; Yang, S.; Chu, C.; Li, J. Toolpath Planning for Cold Spray Additively Manufactured Titanium Walls and Corners: Effect on Geometry and Porosity. J. Mater. Process. Technol. 2021, 298, 117272. [Google Scholar] [CrossRef]
- Vaz, R.F.; Albaladejo-Fuentes, V.; Sanchez, J.; Ocaña, U.; Corral, Z.G.Z.G.; Canales, H.; Cano, I.G. Metal Knitting: A New Strategy for Cold Gas Spray. Materials 2022, 15, 6785. [Google Scholar] [CrossRef]
- Nardi, A.T.; El-Wardany, T.I.; Viens, D.V.; Lynch, M.E.; Hsu, A.; Klecka, M.A.; Gu, W. Additive Topology Optimized Manufacturing for Multi-Functional Components. U.S. Patent 2014/0277669 A1, 2014. [Google Scholar]
- Brodmann, F.J. Cold Spray Process Parameters: Powders. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Elsevier: Cambridge, UK, 2007; pp. 105–116. [Google Scholar]
- Poirier, D.; Thomas, Y.; Guerreiro, B.; Martin, M.; Aghasibeig, M.; Irissou, E. Novel Powder Modification Method for the Cold Spray of Hard Steels. In Proceedings of the International Thermal Spray Conference, Quebec City, QC, Canada, 24–28 May 2021; ASM Thermal Spray Society: Materials Park, OH, USA, 2021; pp. 603–610. [Google Scholar]
- Story, W.A.; Brewer, L.N. Heat Treatment of Gas-Atomized Powders for Cold Spray Deposition. Metall. Mater. Trans. A 2018, 49, 446–449. [Google Scholar] [CrossRef]
- ASTM B214-22; Standard Test Method for Sieve Analysis of Metal Powders. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM B213-20; Standard Test Method for Flow Rate of Metal Powders. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM B212-21; Standard Test Method for Apparent Density of Powders Using the Hall Flowmeter Funnel. ASTM International: West Conshohocken, PA, USA, 2021.
- Valente, R.; Ostapenko, A.; Sousa, B.C.; Grubbs, J.; Massar, C.J.; Cote, D.L.; Neamtu, R. Classifying Powder Flowability for Cold Spray Additive Manufacturing Using Machine Learning. In Proceedings of the 2020 IEEE International Conference on Big Data (Big Data), Atlanta, GA, USA, 10–13 December 2020; IEEE: Atlanta, GA, USA, 2020; pp. 2919–2928. [Google Scholar]
- Singh, R.; Kondás, J.; Bauer, C.; Cizek, J.; Medricky, J.; Csaki, S.; Čupera, J.; Procházka, R.; Melzer, D.; Konopík, P. Bulk-like Ductility of Cold Spray Additively Manufactured Copper in the as-Sprayed State. Addit. Manuf. Lett. 2022, 3, 100052. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Legoux, J.G.; Vo, P.; Yue, S. Powder Processing and Coating Heat Treatment on Cold Sprayed Ti-6Al-4V Alloy. Mater. Sci. Forum 2012, 706–709, 258–263. [Google Scholar] [CrossRef]
- Wong, W.; Vo, P.; Irissou, E.; Ryabinin, A.N.; Legoux, J.-G.; Yue, S. Effect of Particle Morphology and Size Distribution on Cold-Sprayed Pure Titanium Coatings. J. Therm. Spray Technol. 2013, 22, 1140–1153. [Google Scholar] [CrossRef]
- Munagala, V.N.V.; Akinyi, V.; Vo, P.; Chromik, R.R. Influence of Powder Morphology and Microstructure on the Cold Spray and Mechanical Properties of Ti6Al4V Coatings. J. Therm. Spray Technol. 2018, 27, 827–842. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, B.; Lv, J.; Yin, S. Investigation on the Clogging Behavior and Additional Wall Cooling for the Axial-Injection Cold Spray Nozzle. J. Therm. Spray Technol. 2015, 24, 696–701. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y.; Wang, Y.Y.; Yang, G.J.; Fukanuma, H. A Theoretical Model for Prediction of Deposition Efficiency in Cold Spraying. Thin Solid Films 2005, 489, 79–85. [Google Scholar] [CrossRef]
- Schmidt, T.; Gaertner, F.; Kreye, H. New Developments in Cold Spray Based on Higher Gas and Particle Temperatures. J. Therm. Spray Technol. 2006, 15, 488–494. [Google Scholar] [CrossRef]
- Foelsche, A.F. Nozzle Clogging Prevention and Analysis in Cold Spray. Master’s Thesis, University of Massachusetts, Amherst, MA, USA, September 2020. [Google Scholar]
- Fukanuma, H. Cold-Spray Nozzle and Cold-Spray Device Using Cold-Spray Nozzle. U.S. Patent 9,095,858B2, 4 August 2015. [Google Scholar]
- Tronsson, H.C. Feasibility of Electric Field Assisted Clogging Reduction in Cold Gas Spraying Nozzle. Bachelor’s Thesis, Dartmouth College, Hanover, NH, USA, June 2020. [Google Scholar]
- Saboori, A.; Biamino, S.; Valente, A.; Gitardi, D.; Basile, G.; Lombardi, M.; Fino, P. The Capacity of Cold Spray Additive Manufacturing Technology for Metallic Part Repairing. In Proceedings of the Euro PM 2018 Congress and Exhibition, Bilbao, Spain, 14–18 October 2018. [Google Scholar]
- Ikeuchi, D.; Vargas-Uscategui, A.; Wu, X.; King, P. Data-Efficient Neural Network for Track Profile Modelling in Cold Spray Additive Manufacturing. Appl. Sci. 2021, 11, 1654. [Google Scholar] [CrossRef]
- Kotoban, D.; Grigoriev, S.; Okunkova, A.; Sova, A. Influence of a Shape of Single Track on Deposition Efficiency of 316L Stainless Steel Powder in Cold Spray. Surf. Coat. Technol. 2017, 309, 951–958. [Google Scholar] [CrossRef]
- Wu, H.; Liu, S.; Lewke, M.; Li, W.; Raoelison, R.-N.; List, A.; Gärtner, F.; Liao, H.; Klassen, T.; Deng, S. Strategies and Analyses for Robot Trajectory Optimization in Thermal and Kinetic Spraying. In Proceedings of the International Thermal Spray Conference, Vienna, Austria, 4–6 May 2022; ASM Thermal Spray Society: Vienna, Austria, 2022; pp. 299–305. [Google Scholar]
- Wu, H.; Xie, X.; Liu, M.; Verdy, C.; Zhang, Y.; Liao, H.; Deng, S. Stable Layer-Building Strategy to Enhance Cold-Spray-Based Additive Manufacturing. Addit. Manuf. 2020, 35, 101356. [Google Scholar] [CrossRef]
- Chen, C.; Gojon, S.; Xie, Y.; Yin, S.; Verdy, C.; Ren, Z.; Liao, H.; Deng, S. A Novel Spiral Trajectory for Damage Component Recovery with Cold Spray. Surf. Coat. Technol. 2017, 309, 719–728. [Google Scholar] [CrossRef]
- Pattison, J.; Celotto, S.; Morgan, R.; Bray, M.; O’Neill, W. Cold Gas Dynamic Manufacturing: A Non-Thermal Approach to Freeform Fabrication. Int. J. Mach. Tools Manuf. 2007, 47, 627–634. [Google Scholar] [CrossRef]
- Sokore, M.; Wu, H.; Li, W.; Raoelison, R.-N.; Deng, S.; Liao, H. Perspective of 3D Near-Net-Shape Additive Manufacturing by Cold Spraying: An Empirical Study Using Pure Al Powders. In Proceedings of the International Thermal Spray Conference, Vienna, Austria, 4–6 May 2022; ASM Thermal Spray Society: Vienna, Austria, 2022; pp. 306–313. [Google Scholar]
- Hutasoit, N.; Rashid, R.A.R.; Palanisamy, S.; Duguid, A. Effect of Build Orientation and Post-Build Heat Treatment on the Mechanical Properties of Cold Spray Additively Manufactured Copper Parts. Int. J. Adv. Manuf. Technol. 2020, 110, 2359. [Google Scholar] [CrossRef]
- Wu, H.; Raoelison, R.N.; Zhang, Y.; Deng, S.; Liao, H. Cold Spraying of 3D Parts—Challenges. In Thermal Spray Coatings; Thakur, L., Vasudev, H., Eds.; CRC Press: Boca Raton, FL, USA, 2021; pp. 37–58. [Google Scholar]
- Nguyen, X.A.; Vargas-Uscategui, A.; Lohr, H.; Chu, C. A Continuous Toolpath Strategy from Offset Contours for Robotic Additive Manufacturing. Research Square 2022, 1–17. [Google Scholar] [CrossRef]
- Prudhomme, C.A.; Holtzinger, J.; Goldstein, G.H.; Tzivanis, M.J.; Noonan, W.E.; Austin, R.J. Thermal Spray Masking Tape. U.S. Patent 9.434,137B2, 6 September 2016. [Google Scholar]
- Pergande, P.E.; Kinane, J.A.; Pank, D.R.; Collins, D.R. Making and Using Thermal Spray Masks Carrying Thermoset Epoxy Coating 2000. U.S. Patent 6,060,117, 9 May 2000. [Google Scholar]
- Beck, J.E.; Prinz, F.B.; Siewiorek, D.P.; Weiss, L. Manufacturing Mechatronics Using Thermal Spray Shape Deposition. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 1992; pp. 272–279. [Google Scholar]
- Tejero-Martin, D.; Rezvani Rad, M.; McDonald, A.; Hussain, T. Beyond Traditional Coatings: A Review on Thermal-Sprayed Functional and Smart Coatings. J. Therm. Spray Technol. 2019, 28, 598–644. [Google Scholar] [CrossRef]
- Kosarev, V.F.; Klinkov, S.V.; Melamed, B.M.; Trubacheev, G.V.; Usynin, S.Y.; Shikalov, V.S. Investigation of Gas Flow through a Mask at Cold Spraying. AIP Conf. Proc. 2020, 2288, 030013. [Google Scholar] [CrossRef]
- Klinkov, S.V.; Kosarev, V.F.; Ryashin, N.S. Comparison of Experiments and Computations for Cold Gas Spraying Through a Mask. Part 2. Thermophys. Aeromech. 2017, 24, 213–224. [Google Scholar] [CrossRef]
- Cormier, Y.; Dupuis, P.; Farjam, A.; Corbeil, A.; Jodoin, B. Additive Manufacturing of Pyramidal Pin Fins: Height and Fin Density Effects Under Forced Convection. Int. J. Heat Mass Transf. 2014, 75, 235–244. [Google Scholar] [CrossRef]
- Cormier, Y.; Dupuis, P.; Jodoin, B.; Corbeil, A. Mechanical Properties of Cold Gas Dynamic-Sprayed Near-Net-Shaped Fin Arrays. J. Therm. Spray Technol. 2015, 24, 476–488. [Google Scholar] [CrossRef]
- Cormier, Y.; Dupuis, P.; Jodoin, B.; Corbeil, A. Pyramidal Fin Arrays Performance Using Streamwise Anisotropic Materials by Cold Spray Additive Manufacturing. J. Therm. Spray Technol. 2016, 25, 170–182. [Google Scholar] [CrossRef]
- Dupuis, P.; Cormier, Y.; Fenech, M.; Jodoin, B. Heat Transfer and Flow Structure Characterization for Pin Fins Produced by Cold Spray Additive Manufacturing. Int. J. Heat Mass Transf. 2016, 98, 650–661. [Google Scholar] [CrossRef]
- Xie, J.; Chen, Y.; Yin, L.; Zhang, T.; Wang, S.; Wang, L. Microstructure and Mechanical Properties of Ultrasonic Spot Welding TiNi/Ti6Al4V Dissimilar Materials Using Pure Al Coating. J. Manuf. Process. 2021, 64, 473–480. [Google Scholar] [CrossRef]
- Champagne, V.K., Jr.; Champagne, V.K., III. Method to Join Dissimilar Materials by the Cold Spray Process. U.S. Patent 2016/0089750A1, 31 March 2016. [Google Scholar]
- Champagne, V.; Kaplowitz, D.; Champagne, V.K.; Howe, C.; West, M.K.; McNally, B.; Rokni, M. Dissimilar Metal Joining and Structural Repair of ZE41A-T5 Cast Magnesium by the Cold Spray (CS) Process. Mater. Manuf. Process. 2018, 33, 130–139. [Google Scholar] [CrossRef]
- Curtis, T.R.; Champagne, V.K.; West, M.K.; Rokni, R.; Widener, C.A. Joining Al 6061 to ZE41A Mg Alloy by Friction Stir Welding Using a Cold Spray Transition Joint. In Friction Stir Welding and Processing IX; Hovanski, Y., Mishra, R., Sato, Y., Upadhyay, P., Yan, D., Eds.; Springer: Cham, Switzerland, 2017; pp. 221–236. [Google Scholar]
- Champagne, V.K.; West, M.K.; Reza Rokni, M.; Curtis, T.; Champagne, V.; McNally, B. Joining of Cast ZE41A Mg to Wrought 6061 Al by the Cold Spray Process and Friction Stir Welding. J. Therm. Spray Technol. 2016, 25, 143–159. [Google Scholar] [CrossRef]
- Hou, W.; Shen, Z.; Huda, N.; Oheil, M.; Shen, Y.; Jahed, H.; Gerlich, A.P. Enhancing Metallurgical and Mechanical Properties of Friction Stir Butt Welded Joints of Al–Cu Via Cold Sprayed Ni Interlayer. Mater. Sci. Eng. A 2021, 809, 140992. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Khan, M.U.F.; Saadeh, Y.; Kay, C.M.; Kasar, A.K.; Kumar, P.; Esteves, L.; Misra, M.; Menezes, P.; Kalvala, P.R.; et al. Modification of Surface Hardness, Wear Resistance and Corrosion Resistance of Cold Spray Al Coated AZ31B Mg Alloy Using Cold Spray Double Layered Ta/Ti Coating in 3.5 Wt% NaCl Solution. Corros. Sci. 2020, 176, 109029. [Google Scholar] [CrossRef]
- Poza, P.; Garrido-Maneiro, M.Á. Cold-Sprayed Coatings: Microstructure, Mechanical Properties, and Wear Behaviour. Prog. Mater. Sci. 2022, 123, 100839. [Google Scholar] [CrossRef]
- Montheillet, F.; Jonas, J.J.; Benferrah, M. Development of Anisotropy During the Cold Rolling of Aluminium Sheet. Int. J. Mech. Sci. 1991, 33, 197–209. [Google Scholar] [CrossRef]
- Park, M.; Kang, M.S.; Park, G.-W.; Kim, H.C.; Moon, H.-S.; Kim, B.; Jeon, J.B.; Kim, H.; Park, H.-S.; Kwon, S.-H.; et al. Effects of Annealing Treatment on the Anisotropy Behavior of Cold-Rolled High-Manganese Austenite Stainless Steels. Met. Mater. Int. 2021, 27, 3839–3855. [Google Scholar] [CrossRef]
- You, Z.; Fu, H.; Qu, S.; Bao, W.; Lu, L. Revisiting Anisotropy in the Tensile and Fracture Behavior of Cold-Rolled 316L Stainless Steel with Heterogeneous Nano-Lamellar Structures. Nano Mater. Sci. 2020, 2, 72–79. [Google Scholar] [CrossRef]
- Park, C.M.; Jung, J.; Yu, B.C.; Park, Y.H. Anisotropy of the Wear and Mechanical Properties of Extruded Aluminum Alloy Rods (AA2024-T4). Met. Mater. Int. 2019, 25, 71–82. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Li, W.Y.; Feng, Y.; Li, J.L.; Chao, Y.J. Global Anisotropic Response of Friction Stir Welded 2024 Aluminum Sheets. Acta Mater. 2015, 92, 117–125. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and Heterogeneity of Microstructure and Mechanical Properties in Metal Additive Manufacturing: A Critical Review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Deev, A.A.; Kuznetcov, P.A.; Petrov, S.N. Anisotropy of Mechanical Properties and Its Correlation with the Structure of the Stainless Steel 316L Produced by the SLM Method. Phys. Procedia 2016, 83, 789–796. [Google Scholar] [CrossRef]
- Seiner, H.; Cizek, J.; Sedlák, P.; Huang, R.; Cupera, J.; Dlouhy, I.; Landa, M. Elastic Moduli and Elastic Anisotropy of Cold Sprayed Metallic Coatings. Surf. Coat. Technol. 2016, 291, 342–347. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Yang, X.; Xu, Y. Anisotropic Response of Cold Sprayed Copper Deposits. Surf. Coat. Technol. 2018, 335, 219–227. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Guo, X.; Yang, X.; Xu, Y. Characterizations and Anisotropy of Cold-Spraying Additive-Manufactured Copper Bulk. J. Mater. Sci. Technol. 2018, 34, 1570–1579. [Google Scholar] [CrossRef]
- Julien, S.E.; Nourian-Avval, A.; Liang, W.; Schwartz, T.; Ozdemir, O.C.; Müftü, S. Bulk Fracture Anisotropy in Cold-Sprayed Al 6061 Deposits. Eng. Fract. Mech. 2022, 263, 108301. [Google Scholar] [CrossRef]
- Groarke, R.; Danilenkoff, C.; Karam, S.; McCarthy, E.; Michel, B.; Mussatto, A.; Sloane, J.; O’Neill, A.; Raghavendra, R.; Brabazon, D. 316L Stainless Steel Powders for Additive Manufacturing: Relationships of Powder Rheology, Size, Size Distribution to Part Properties. Materials 2020, 13, 5537. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Vo, P.; Sone, M.; Bernier, F.; Legoux, J.-G.; Fukanuma, H.; Yue, S. Cold Spray Forming of Inconel 718. J. Therm. Spray Technol. 2013, 22, 413–421. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Yin, S. Solid-State Cold Spraying of Ti and Its Alloys: A Literature Review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Chen, C.; Yan, X.; Xie, Y.; Huang, R.; Kuang, M.; Ma, W.; Zhao, R.; Wang, J.; Liu, M.; Ren, Z.; et al. Microstructure Evolution and Mechanical Properties of Maraging Steel 300 Fabricated by Cold Spraying. Mater. Sci. Eng. A 2019, 743, 482–493. [Google Scholar] [CrossRef]
- Luzin, V.; Spencer, K.; Zhang, M.X. Residual Stress and Thermo-Mechanical Properties of Cold Spray Metal Coatings. Acta Mater. 2011, 59, 1259–1270. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The Effects of Heat Treatment on the Mechanical Properties of Cold-Sprayed Coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, C.J.; Liao, H. Effect of Annealing Treatment on the Microstructure and Properties of Cold-Sprayed Cu Coating. J. Therm. Spray Technol. 2006, 15, 206–211. [Google Scholar] [CrossRef]
- Li, W.; Wu, D.; Hu, K.; Xu, Y.; Yang, X.; Zhang, Y. A Comparative Study on the Employment of Heat Treatment, Electric Pulse Processing and Friction Stir Processing to Enhance Mechanical Properties of Cold-Spray-Additive-Manufactured Copper. Surf. Coat. Technol. 2021, 409, 126887. [Google Scholar] [CrossRef]
- Hall, A.C.; Cook, D.J.; Neiser, R.A.; Roemer, T.J.; Hirschfeld, D.A. The Effect of a Simple Annealing Heat Treatment on the Mechanical Properties of Cold-Sprayed Aluminum. J. Therm. Spray Technol. 2006, 15, 233–238. [Google Scholar] [CrossRef]
- Al-Hamdani, K.S.; Murray, J.W.; Hussain, T.; Clare, A.T. Heat-Treatment and Mechanical Properties of Cold-Sprayed High Strength Al Alloys from Satellited Feedstocks. Surf. Coat. Technol. 2019, 374, 21–31. [Google Scholar] [CrossRef]
- Wu, D.; Li, W.; Liu, K.; Yang, Y.; Hao, S. Optimization of Cold Spray Additive Manufactured AA2024/Al2O3 Metal Matrix Composite with Heat Treatment. J. Mater. Sci. Technol. 2022, 106, 211–224. [Google Scholar] [CrossRef]
- Vo, P.; Irissou, E.; Legoux, J.G.; Yue, S. Mechanical and Microstructural Characterization of Cold-Sprayed Ti-6Al-4V after Heat Treatment. J. Therm. Spray Technol. 2013, 22, 954–964. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, C.; Guo, X.; Xu, J.; Li, C.J.; Liao, H.; Coddet, C.; Khor, K.A. Ti and Ti-6Al-4V Coatings by Cold Spraying and Microstructure Modification by Heat Treatment. Adv. Eng. Mater. 2007, 9, 418–423. [Google Scholar] [CrossRef]
- Yu, J.S.; Kim, H.J.; Oh, I.H.; Lee, K.A. Densification and Purification of Cold Sprayed Ti Coating Layer by Using Annealing in Different Heat Treatment Environments. Adv. Mater. Res. 2013, 602–604, 1604–1608. [Google Scholar] [CrossRef]
- Cavaliere, P.; Perrone, A.; Silvello, A. Fatigue Behaviour of Inconel 625 Cold Spray Coatings. Surf. Eng. 2018, 34, 380–391. [Google Scholar] [CrossRef]
- Shrestha, D.; Azarmi, F.; Tangpong, X.W. Effect of Heat Treatment on Residual Stress of Cold Sprayed Nickel-Based Superalloys. J. Therm. Spray Technol. 2022, 31, 197–205. [Google Scholar] [CrossRef]
- Luo, X.T.; Yao, M.L.; Ma, N.; Takahashi, M.; Li, C.J. Deposition Behavior, Microstructure and Mechanical Properties of an in-Situ Micro-Forging Assisted Cold Spray Enabled Additively Manufactured Inconel 718 Alloy. Mater. Des. 2018, 155, 384–395. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Kasar, A.K.; Misra, M.; Menezes, P.L. Influence of Friction Stir Processing on the Friction, Wear and Corrosion Mechanisms of Solid-State Additively Manufactured 316L Duplex Stainless Steel. Tribol. Int. 2023, 178, 108033. [Google Scholar] [CrossRef]
- Kovarik, O.; Siegl, J.; Cizek, J.; Chraska, T.; Kondas, J. Fracture Toughness of Cold Sprayed Pure Metals. J. Therm. Spray Technol. 2020, 29, 147–157. [Google Scholar] [CrossRef]
- Ren, Y.; Tariq, N.U.H.; Liu, H.; Zhao, L.; Cui, X.; Shen, Y.; Wang, J.; Xiong, T. Study of Microstructural and Mechanical Anisotropy of 7075 Al Deposits Fabricated by Cold Spray Additive Manufacturing. Mater. Des. 2021, 212, 110271. [Google Scholar] [CrossRef]
- Cavaliere, P.; Perrone, A.; Silvello, A.; Laska, A.; Blasi, G.; Cano, I.G. Fatigue Bending of V-Notched Cold-Sprayed FeCoCrNiMn Coatings. Metals 2022, 12, 780. [Google Scholar] [CrossRef]
- Trzaska, Z.; Couret, A.; Monchoux, J. Spark Plasma Sintering Mechanisms at the Necks between TiAl Powder Particles. Acta Mater. 2016, 118, 100–108. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, J.; Gao, Y.; Liu, Z.; Mai, Q. Effect of Heat Treatment Process on the Micro Machinability of 7075 Aluminum Alloy. Vacuum 2023, 207, 111574. [Google Scholar] [CrossRef]
- Fard, R.A.; Kazeminezhad, M. Effect of Electropulsing on Microstructure and Hardness of Cold-Rolled Low Carbon Steel. J. Mater. Res. Technol. 2019, 8, 3114–3125. [Google Scholar] [CrossRef]
- Shen, Z.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark Plasma Sintering of Alumina. J. Am. Ceram. Soc. 2002, 85, 1921–1927. [Google Scholar] [CrossRef]
- Miriyev, A.; Stern, A.; Tuval, E.; Kalabukhov, S.; Hooper, Z.; Frage, N. Titanium to Steel Joining by Spark Plasma Sintering (SPS) Technology. J. Mater. Process. Technol. 2013, 213, 161–166. [Google Scholar] [CrossRef]
- Matizamhuka, W.R. Spark Plasma Sintering (SPS)—An Advanced Sintering Technique for Structural Nanocomposite Materials. J. S. Afr. Inst. Min. Metall. 2016, 116, 1171–1180. [Google Scholar] [CrossRef]
- Ito, K.; Ogawa, K. Effects of Spark-Plasma Sintering Treatment on Cold-Sprayed Copper Coatings. J. Therm. Spray Technol. 2014, 23, 104–113. [Google Scholar] [CrossRef]
- Vidyuk, T.M.; Dudina, D.V.; Korchagin, M.A.; Gavrilov, A.I.; Bokhonov, B.B.; Ukhina, A.V.; Esikov, M.A.; Shikalov, V.S.; Kosarev, V.F. Spark Plasma Sintering Treatment of Cold Sprayed Materials for Synthesis and Structural Modification: A Case Study Using TiC-Cu Composites. Mater. Lett. X 2022, 14, 100140. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H. Hot Isostatic Pressing (HIP) Technology and Its Applications to Metals and Ceramics. J. Mater. Sci. 2004, 39, 6399–6420. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Davies, S. Fundamental Aspects of Hot Isostatic Pressing: An Overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Brian James, W. New Shaping Methods for Powder Metallurgy Components. Mater. Des. 1987, 8, 187–197. [Google Scholar] [CrossRef]
- Benzing, J.; Hrabe, N.; Quinn, T.; White, R.; Rentz, R.; Ahlfors, M. Hot Isostatic Pressing (HIP) to Achieve Isotropic Microstructure and Retain as-Built Strength in an Additive Manufacturing Titanium Alloy (Ti-6Al-4V). Mater. Lett. 2019, 257, 126690. [Google Scholar] [CrossRef] [PubMed]
- Petrovskiy, P.; Sova, A.; Doubenskaia, M.; Smurov, I. Influence of Hot Isostatic Pressing on Structure and Properties of Titanium Cold-Spray Deposits. Int. J. Adv. Manuf. Technol. 2019, 102, 819–827. [Google Scholar] [CrossRef]
- Petrovskiy, P.; Khomutov, M.; Cheverikin, V.; Travyanov, A.; Sova, A.; Smurov, I. Influence of Hot Isostatic Pressing on the Properties of 316L Stainless Steel, Al-Mg-Sc-Zr Alloy, Titanium and Ti6Al4V Cold Spray Deposits. Surf. Coat. Technol. 2021, 405, 126736. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M.; et al. Effect of Hot Isostatic Pressing (HIP) on Microstructure and Mechanical Properties of Ti6Al4V Alloy Fabricated by Cold Spray Additive Manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar] [CrossRef]
- Petrovskiy, P.; Travyanov, A.; Cheverikin, V.V.; Chereshneva, A.A.; Sova, A.; Smurov, I. Effect of Encapsulated Hot Isostatic Pressing on Properties of Ti6Al4V Deposits Produced by Cold Spray. Int. J. Adv. Manuf. Technol. 2020, 107, 437–449. [Google Scholar] [CrossRef]
- Vaz, R.F.; Silvello, A.; Albaladejo, V.; Sanchez, J.; Cano, I.G. Improving the Wear and Corrosion Resistance of Maraging Part Obtained by Cold Gas Spray Additive Manufacturing. Metals 2021, 11, 1092. [Google Scholar] [CrossRef]
- Feng, L.; Yang, W.-J.; Ma, K.; Yuan, Y.-D.; An, G.-S.; Li, W.-S. Microstructure and Properties of Cold Spraying AlCoCrCuFeNix HEA Coatings Synthesized by Induction Remelting. Mater. Technol. 2022, 37, 2567–2579. [Google Scholar] [CrossRef]
- Jing, Z.; Dejun, K. Effect of Laser Remelting on Friction-Wear Behaviors of Cold Sprayed Al Coatings in 3.5% NaCl Solution. Materials 2018, 11, 283. [Google Scholar] [CrossRef]
- Astarita, A.; Genna, S.; Leone, C.; Minutolo, F.M.C.; Rubino, F.; Squillace, A. Study of the Laser Remelting of a Cold Sprayed Titanium Layer. Procedia CIRP 2015, 33, 452–457. [Google Scholar] [CrossRef]
- Marrocco, T.; Hussain, T.; McCartney, D.G.; Shipway, P.H. Corrosion Performance of Laser Posttreated Cold Sprayed Titanium Coatings. J. Therm. Spray Technol. 2011, 20, 909–917. [Google Scholar] [CrossRef]
- Kumar, A.; Kant, R.; Singh, H. Microstructural and Tribological Properties of Laser-Treated Cold-Sprayed Titanium/Baghdadite Deposits. J. Mater. Res. 2022, 37, 2698–2709. [Google Scholar] [CrossRef]
- Poza, P.; Múnez, C.J.; Garrido-Maneiro, M.A.; Vezzù, S.; Rech, S.; Trentin, A. Mechanical Properties of Inconel 625 Cold-Sprayed Coatings after Laser Remelting. Depth Sensing Indentation Analysis. Surf. Coat. Technol. 2014, 243, 51–57. [Google Scholar] [CrossRef]
- Zybała, R.; Bucholc, B.; Kaszyca, K.; Kowiorski, K.; Soboń, D.; Żórawski, W.; Moszczyńska, D.; Molak, R.; Pakieła, Z. Properties of Cold Sprayed Titanium and Titanium Alloy Coatings after Laser Surface Treatment. Materials 2022, 15, 9014. [Google Scholar] [CrossRef]
- Vaz, R.F.; Pukasiewicz, A.G.M.; Siqueira, I.B.A.F.; Sucharski, G.B.; Chicoski, A.; Tristante, R. Thermal Spraying of FeMnCrSi Alloys: An Overview. In Proceedings of the International Thermal Spray Conference, Quebec City, QC, Canada, 24–28 May 2021; pp. 431–439. [Google Scholar]
- Pukasiewicz, A.G.M.; Alcover, P.R.C.; Capra, A.R.; Paredes, R.S.C. Influence of Plasma Remelting on the Microstructure and Cavitation Resistance of Arc-Sprayed Fe-Mn-Cr-Si Alloy. J. Therm. Spray Technol. 2014, 23, 51–59. [Google Scholar] [CrossRef]
- Zabihi, A.; Soltani, R. Tribological Properties of B4C Reinforced Aluminum Composite Coating Produced by TIG Re-Melting of Flame Sprayed Al-Mg-B4C Powder. Surf. Coat. Technol. 2018, 349, 707–718. [Google Scholar] [CrossRef]
- Simchen, F.; Sieber, M.; Kopp, A.; Lampke, T. Introduction to Plasma Electrolytic Oxidation—An Overview of the Process and Applications. Coatings 2020, 10, 628. [Google Scholar] [CrossRef]
- Egorkin, V.S.; Gnedenkov, S.V.; Sinebryukhov, S.L.; Vyaliy, I.E.; Gnedenkov, A.S.; Chizhikov, R.G. Increasing Thickness and Protective Properties of PEO-Coatings on Aluminum Alloy. Surf. Coat. Technol. 2018, 334, 29–42. [Google Scholar] [CrossRef]
- Rao, Y.; Wang, Q.; Oka, D.; Ramachandran, C.S. On the PEO Treatment of Cold Sprayed 7075 Aluminum Alloy and Its Effects on Mechanical, Corrosion and Dry Sliding Wear Performances Thereof. Surf. Coat. Technol. 2020, 383, 125271. [Google Scholar] [CrossRef]
- Rao, Y.; Wang, Q.; Chen, J.; Ramachandran, C.S. Abrasion, Sliding Wear, Corrosion, and Cavitation Erosion Characteristics of a Duplex Coating Formed on AZ31 Mg Alloy by Sequential Application of Cold Spray and Plasma Electrolytic Oxidation Techniques. Mater. Today Commun. 2021, 26, 101978. [Google Scholar] [CrossRef]
- Chavan, N.M.; Pant, P.; Sundararajan, G.; Suresh Babu, P. Post Treatment of Cold Sprayed Coatings Using High-Energy Infrared Radiation: First Comprehensive Study on Structure-Property Correlation. Surf. Coat. Technol. 2022, 448, 128902. [Google Scholar] [CrossRef]
- Pokhmurska, H.; Wielage, B.; Lampke, T.; Grund, T.; Student, M.; Chervinska, N. Post-Treatment of Thermal Spray Coatings on Magnesium. Surf. Coat. Technol. 2008, 202, 4515–4524. [Google Scholar] [CrossRef]
- Kostilnik, T. Shot Peening. In Surface Engineering; Cotell, C.M., Sprague, J.A., Smidt, F.A., Jr., Eds.; ASM International: Materials Park, OH, USA, 1994; Volume 1, pp. 126–135. [Google Scholar]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue Behavior of Cold Spray Coatings: The Effect of Conventional and Severe Shot Peening as Pre-/Post-Treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Yao, H.-L.; Hu, X.-Z.; Yi, Z.-H.; Xia, J.; Tu, X.-Y.; Li, S.-B.; Yu, B.; Zhang, M.-X.; Bai, X.-B.; Chen, Q.-Y.; et al. Microstructure and Improved Anti-Corrosion Properties of Cold-Sprayed Zn Coatings Fabricated by Post Shot-Peening Process. Surf. Coat. Technol. 2021, 422, 127557. [Google Scholar] [CrossRef]
- Sova, A.; Courbon, C.; Valiorgue, F.; Rech, J.; Bertrand, P. Effect of Turning and Ball Burnishing on the Microstructure and Residual Stress Distribution in Stainless Steel Cold Spray Deposits. J. Therm. Spray Technol. 2017, 26, 1922–1934. [Google Scholar] [CrossRef]
- Courbon, C.; Sova, A.; Valiorgue, F.; Pascal, H.; Sijobert, J.; Kermouche, G.; Bertrand, P.; Rech, J. Near Surface Transformations of Stainless Steel Cold Spray and Laser Cladding Deposits after Turning and Ball-Burnishing. Surf. Coat. Technol. 2019, 371, 235–244. [Google Scholar] [CrossRef]
- Mayer, A.R.; Bertuol, K.; Siqueira, I.B.A.F.A.F.; Chicoski, A.; Váz, R.F.; de Sousa, M.J.; Pukasiewicz, A.G.M.M. Evaluation of Cavitation/Corrosion Synergy of the Cr3C2-25NiCr Coating Deposited by HVOF Process. Ultrason. Sonochem. 2020, 69, 105271. [Google Scholar] [CrossRef]
- Soyama, H. Cavitation Peening: A Review. Metals 2020, 10, 270. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z.; Yue, X.; Wang, P.; Zhai, Y. Water Jet Impact Damage Mechanism and Dynamic Penetration Energy Absorption of 2A12 Aluminum Alloy. Vacuum 2022, 206, 111532. [Google Scholar] [CrossRef]
- Soyama, H.; Okura, Y. The Use of Various Peening Methods to Improve the Fatigue Strength of Titanium Alloy Ti6Al4V Manufactured by Electron Beam Melting. AIMS Mater. Sci. 2018, 5, 1000–1015. [Google Scholar] [CrossRef]
- Bobzin, K.; Öte, M.; Wiesner, S.; Gerdt, L.; Senge, S.; Hirt, G. Investigation on the Cold Rolling and Structuring of Cold Sprayed Copper-Coated Steel Sheets. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012028. [Google Scholar] [CrossRef]
- Tariq, N.H.; Gyansah, L.; Qiu, X.; Du, H.; Wang, J.Q.; Feng, B.; Yan, D.S.; Xiong, T.Y. Thermo-Mechanical Post-Treatment: A Strategic Approach to Improve Microstructure and Mechanical Properties of Cold Spray Additively Manufactured Composites. Mater. Des. 2018, 156, 287–299. [Google Scholar] [CrossRef]
- Wu, T.; Jin, L.; Wu, W.X.; Gao, L.; Wang, J.; Zhang, Z.Y.; Dong, J. Improved Ductility of Mg–Zn–Ce Alloy by Hot Pack-Rolling. Mater. Sci. Eng. A 2013, 584, 97–102. [Google Scholar] [CrossRef]
- Huang, H.; Liao, M.; Yu, Q.; Liu, G.; Wang, Z. The Effects of Hot-Pack Coating Materials on the Pack Rolling Process and Microstructural Characteristics during Ti-46Al-8Nb Sheet Fabrication. Materials 2020, 13, 762. [Google Scholar] [CrossRef]
- Shen, Z.Z.; Lin, J.P.; Liang, Y.F.; Zhang, L.Q.; Shang, S.L.; Liu, Z.K. A Novel Hot Pack Rolling of High Nb–TiAl Sheet from Cast Ingot. Intermetallics 2015, 67, 19–25. [Google Scholar] [CrossRef]
- Zhao, H.; Tan, C.; Yu, X.; Ning, X.; Nie, Z.; Cai, H.; Wang, F.; Cui, Y. Enhanced Reactivity of Ni-Al Reactive Material Formed by Cold Spraying Combined with Cold-Pack Rolling. J. Alloys Compd. 2018, 741, 883–894. [Google Scholar] [CrossRef]
- Qiu, X.; Tariq, N.U.H.; Qi, L.; Zan, Y.; Wang, Y.; Wang, J.; Du, H.; Xiong, T. In-Situ Sip/A380 Alloy Nano/Micro Composite Formation through Cold Spray Additive Manufacturing and Subsequent Hot Rolling Treatment: Microstructure and Mechanical Properties. J. Alloys Compd. 2019, 780, 597–606. [Google Scholar] [CrossRef]
- Li, K.; Liu, X.; Zhao, Y. Research Status and Prospect of Friction Stir Processing Technology. Coatings 2019, 9, 129. [Google Scholar] [CrossRef]
- Mondal, M.; Das, H.; Hong, S.-T.; Jeong, B.-S.; Han, H.N. Local Enhancement of the Material Properties of Aluminium Sheets by a Combination of Additive Manufacturing and Friction Stir Processing. CIRP Ann. 2019, 68, 289–292. [Google Scholar] [CrossRef]
- Hasani, B.M.; Hedaiatmofidi, H.; Zarebidaki, A. Effect of Friction Stir Process on the Microstructure and Corrosion Behavior of AZ91 Mg Alloy. Mater. Chem. Phys. 2021, 267, 124672. [Google Scholar] [CrossRef]
- Han, P.; Wang, W.; Liu, Z.; Zhang, T.; Liu, Q.; Guan, X.; Qiao, K.; Ye, D.; Cai, J.; Xie, Y.; et al. Modification of Cold-Sprayed High-Entropy Alloy Particles Reinforced Aluminum Matrix Composites Via Friction Stir Processing. J. Alloys Compd. 2022, 907, 164426. [Google Scholar] [CrossRef]
- Sudharshan Phani, P.; Srinivasa Rao, D.; Joshi, S.V.; Sundararajan, G. Effect of Process Parameters and Heat Treatments on Properties of Cold Sprayed Copper Coatings. J. Therm. Spray Technol. 2007, 16, 425–434. [Google Scholar] [CrossRef]
- Yang, K.; Li, W.; Yang, X.; Xu, Y.; Vairis, A. Effect of Heat Treatment on the Inherent Anisotropy of Cold Sprayed Copper Deposits. Surf. Coat. Technol. 2018, 350, 519–530. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Yan, X.; Lupoi, R. Annealing Strategies for Enhancing Mechanical Properties of Additively Manufactured 316L Stainless Steel Deposited by Cold Spray. Surf. Coat. Technol. 2019, 370, 353–361. [Google Scholar] [CrossRef]
- Ren, Y.Q.; King, P.C.; Yang, Y.S.; Xiao, T.Q.; Chu, C.; Gulizia, S.; Murphy, A.B. Characterization of Heat Treatment-Induced Pore Structure Changes in Cold-Sprayed Titanium. Mater. Charact. 2017, 132, 69–75. [Google Scholar] [CrossRef]
- Rubino, F.; Astarita, A.; Carlone, P.; Genna, S.; Leone, C.; Memola Capece Minutolo, F.; Squillace, A. Selective Laser Post-Treatment on Titanium Cold Spray Coatings. Mater. Manuf. Process. 2016, 31, 1500–1506. [Google Scholar] [CrossRef]
- Boruah, D.; Zhang, X.; McNutt, P.; Khan, R.; Begg, H. Effect of Post-Deposition Thermal Treatments on Tensile Properties of Cold Sprayed Ti6Al4V. Metals 2022, 12, 1908. [Google Scholar] [CrossRef]
- Khun, N.W.; Tan, A.W.Y.; Sun, W.; Liu, E. Effects of Nd:YAG Laser Surface Treatment on Tribological Properties of Cold-Sprayed Ti-6Al-4V Coatings Tested against 100Cr6 Steel under Dry Condition. Tribol. Trans. 2019, 62, 391–402. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Liu, L.; Zhao, R.; Jin, X.; Li, S.; Huang, R.; Wang, J.; Liao, H.; Ren, Z. Cold Spray Additive Manufacturing of Invar 36 Alloy: Microstructure, Thermal Expansion and Mechanical Properties. J. Mater. Sci. Technol. 2021, 72, 39–51. [Google Scholar] [CrossRef]
- Ma, W.; Xie, Y.; Chen, C.; Fukanuma, H.; Wang, J.; Ren, Z.; Huang, R. Microstructural and Mechanical Properties of High-Performance Inconel 718 Alloy by Cold Spraying. J. Alloys Compd. 2019, 792, 456–467. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Wang, G.; Wang, F.; Xu, Y.; Yang, X. ‘Cold Spray+’ as a New Hybrid Additive Manufacturing Technology: A Literature Review. Sci. Technol. Weld. Join. 2019, 24, 420–445. [Google Scholar] [CrossRef]
- Birt, A.M.; Champagne, V.K.; Sisson, R.D.; Apelian, D. Statistically Guided Development of Laser-Assisted Cold Spray for Microstructural Control of Ti-6Al-4V. Metall. Mater. Trans. A 2017, 48, 1931–1943. [Google Scholar] [CrossRef]
- Kulmala, M.; Vuoristo, P. Influence of Process Conditions in Laser-Assisted Low-Pressure Cold Spraying. Surf. Coat. Technol. 2008, 202, 4503–4508. [Google Scholar] [CrossRef]
- Lupoi, R.; Cockburn, A.; Bryan, C.; Sparkes, M.; Luo, F.; O’Neill, W. Hardfacing Steel with Nanostructured Coatings of Stellite-6 by Supersonic Laser Deposition. Light Sci. Appl. 2012, 1, e10. [Google Scholar] [CrossRef]
- Bray, M.; Cockburn, A.; O’Neill, W. The Laser-Assisted Cold Spray Process and Deposit Characterisation. Surf. Coat. Technol. 2009, 203, 2851–2857. [Google Scholar] [CrossRef]
- Barton, D.J.; Hornbuckle, B.C.; Darling, K.A.; Brewer, L.N.; Thompson, G.B. Influence of Surface Temperature in the Laser Assisted Cold Spray Deposition of Sequential Oxide Dispersion Strengthened Layers: Microstructure and Hardness. Mater. Sci. Eng. A 2021, 811, 141027. [Google Scholar] [CrossRef]
- Christoulis, D.K.; Jeandin, M.; Irissou, É.; Legoux, J.-G.; Knapp, W. Laser-Assisted Cold Spray (LACS). In Nd-YAG Laser; Dumitras, D.C., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 59–96. [Google Scholar]
- Olakanmi, E.O.; Doyoyo, M. Laser-Assisted Cold-Sprayed Corrosion- and Wear-Resistant Coatings: A Review. J. Therm. Spray Technol. 2014, 23, 765–785. [Google Scholar] [CrossRef]
- Christoulis, D.K.; Guetta, S.; Irissou, E.; Guipont, V.; Berger, M.H.; Jeandin, M.; Legoux, J.-G.; Moreau, C.; Costil, S.; Boustie, M.; et al. Cold-Spraying Coupled to Nano-Pulsed Nd-YaG Laser Surface Pre-Treatment. J. Therm. Spray Technol. 2010, 19, 1062–1073. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.J. Lasers in Additive Manufacturing: A Review. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Tlotleng, M.; Meacock, C.; Pityana, S.; Doyoyo, M. Deposition Mechanism and Microstructure of Laser-Assisted Cold-Sprayed (LACS) Al-12 Wt.%Si Coatings: Effects of Laser Power. JOM 2013, 65, 776–783. [Google Scholar] [CrossRef]
- Barton, D.J.; Bhattiprolu, V.S.; Thompson, G.B.; Brewer, L.N. Laser Assisted Cold Spray of AISI 4340 Steel. Surf. Coat. Technol. 2020, 400, 126218. [Google Scholar] [CrossRef]
- Olakanmi, E.O. Optimization of the Quality Characteristics of Laser-Assisted Cold-Sprayed (LACS) Aluminum Coatings with Taguchi Design of Experiments (DOE). Mater. Manuf. Process. 2016, 31, 1490–1499. [Google Scholar] [CrossRef]
- Story, W.A.; Barton, D.J.; Hornbuckle, B.C.; Darling, K.A.; Thompson, G.B.; Brewer, L.N. Laser Assisted Cold Spray of Fe–Ni–Zr Oxide Dispersion Strengthened Steel. Materialia 2018, 3, 239–242. [Google Scholar] [CrossRef]
- Shi, J.; Wang, Y. Development of Metal Matrix Composites by Laser-Assisted Additive Manufacturing Technologies: A Review. J. Mater. Sci. 2020, 55, 9883–9917. [Google Scholar] [CrossRef]
- Nikbakht, R.; Cojocaru, C.V.; Aghasibeig, M.; Irissou, É.; Kim, T.S.; Kim, H.S.; Jodoin, B. Cold Spray and Laser-Assisted Cold Spray of CrMnCoFeNi High Entropy Alloy Using Nitrogen as the Propelling Gas. J. Therm. Spray Technol. 2022, 31, 1129–1142. [Google Scholar] [CrossRef]
- Dey, D.; Sarkar, S.; Mahata, A.; Roy Choudhury, A.; Nath, A.K. Laser Assisted Cold Spray of 15–5 PH Stainless Steel in a Designed and Developed Setup. Opt. Laser Technol. 2023, 158, 108902. [Google Scholar] [CrossRef]
- Ortiz-Fernandez, R.; Jodoin, B. Hybrid Additive Manufacturing Technology: Induction Heating Cold Spray—Part I: Fundamentals of Deposition Process. J. Therm. Spray Technol. 2020, 29, 684–699. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y. Deposition Characteristics of Titanium Coating in Cold Spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface Modification of Magnesium Alloys Using Thermal and Solid-State Cold Spray Processes: Challenges and Latest Progresses. J. Magnes. Alloy. 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Ghelichi, R.; Bagherifard, S.; Parienete, I.F.; Guagliano, M.; Vezzù, S. Experimental Study of Shot Peening Followed by Cold Spray Coating on Residual Stresses of the Treated Parts. SDHM Struct. Durab. Health Monit. 2010, 6, 17–29. [Google Scholar]
- Luo, X.T.; Wei, Y.K.; Wang, Y.; Li, C.J. Microstructure and Mechanical Property of Ti and Ti6Al4V Prepared by an In-Situ Shot Peening Assisted Cold Spraying. Mater. Des. 2015, 85, 527–533. [Google Scholar] [CrossRef]
- Li, W.Y.; Zou, Y.F.; Wang, F.F.; Yang, X.W.; Xu, Y.X.; Hu, K.W.; Yan, D.Y. Employing Cold Spray to Alter the Residual Stress Distribution of Workpieces: A Case Study on Fusion-Welded AA2219 Joints. J. Therm. Spray Technol. 2020, 29, 1538–1549. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C. A Review of Testing Methods for Thermal Spray Coatings. Int. Mater. Rev. 2014, 59, 179–223. [Google Scholar] [CrossRef]
- Xie, X.; Chen, C.; Ma, Y.; Xie, Y.; Wu, H.; Ji, G.; Aubry, E.; Ren, Z.; Liao, H. Influence of Annealing Treatment on Microstructure and Magnetic Properties of Cold Sprayed Ni-Coated FeSiAl Soft Magnetic Composite Coating. Surf. Coat. Technol. 2019, 374, 476–484. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of Image Analysis for Characterization of Porosity in Thermal Spray Coatings and Correlation with Small Angle Neutron Scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Baker, A.A.; Thuss, R.; Woollett, N.; Maich, A.; Stavrou, E.; McCall, S.K.; Radousky, H.B. Cold Spray Deposition of Thermoelectric Materials. JOM 2020, 72, 2853–2859. [Google Scholar] [CrossRef]
- Van Steenkiste, T.; Smith, J.R. Evaluation of Coatings Produced via Kinetic and Cold Spray Processes. J. Therm. Spray Technol. 2004, 13, 274–282. [Google Scholar] [CrossRef]
- Wang, Y.; Adrien, J.; Normand, B. Porosity Characterization of Cold Sprayed Stainless Steel Coating Using Three-Dimensional X-Ray Microtomography. Coatings 2018, 8, 326. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Mayo, S.C.; Jahedi, M. Characterization of Cold Spray Titanium Deposits by X-Ray Microscopy and Microtomography. Microsc. Microanal. 2008, 14, 260–266. [Google Scholar] [CrossRef]
- Lévesque, D.; Bescond, C.; Cojocaru, C. Laser-Ultrasonic Inspection of Cold Spray Additive Manufacturing Components. AIP Conf. Proc. 2019, 2102, 020026. [Google Scholar] [CrossRef]
- Li, Y.-J.; Luo, X.-T.; Li, C.-J. Dependency of Deposition Behavior, Microstructure and Properties of Cold Sprayed Cu on Morphology and Porosity of the Powder. Surf. Coat. Technol. 2017, 328, 304–312. [Google Scholar] [CrossRef]
- Zhu, Q.J.; Wang, K.; Wang, X.H.; Hou, B.R. Electrochemical Impedance Spectroscopy Analysis of Cold Sprayed and Arc Sprayed Aluminium Coatings Serviced in Marine Environment. Surf. Eng. 2012, 28, 300–305. [Google Scholar] [CrossRef]
- Dosta, S.; Bolelli, G.; Candeli, A.; Lusvarghi, L.; Cano, I.G.; Guilemany, J.M. Plastic Deformation Phenomena During Cold Spray Impact of WC-Co Particles onto Metal Substrates. Acta Mater. 2017, 124, 173–181. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic Materials–Instrumented Indentation Test for Hardness and Materials Parameters–Part 1: Test Method. ISO: Geneva, Switzerland, 2015.
- Váz, R.F.; Silvello, A.; Cavalière, P.D.; Dosta, S.; Cano, I.G.; Capodieci, L.; Rizzo, A.; Valerini, D. Fretting Wear and Scratch Resistance of Cold-Sprayed Pure Cu and Ti. Metallogr. Microstruct. Anal. 2021, 10, 496–513. [Google Scholar] [CrossRef]
- Ctibor, P.; Boháč, P.; Stranyánek, M.; Čtvrtlík, R. Structure and Mechanical Properties of Plasma Sprayed Coatings of Titania and Alumina. J. Eur. Ceram. Soc. 2006, 26, 3509–3514. [Google Scholar] [CrossRef]
- ASTM C633-13; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- Shinde, S.; Sampath, S. A Critical Analysis of the Tensile Adhesion Test for Thermally Sprayed Coatings. J. Therm. Spray Technol. 2022, 31, 2247–2279. [Google Scholar] [CrossRef]
- ASTM E8-22; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- Ichikawa, Y.; Tokoro, R.; Tanno, M.; Ogawa, K. Elucidation of Cold-Spray Deposition Mechanism by Auger Electron Spectroscopic Evaluation of Bonding Interface Oxide Film. Acta Mater. 2019, 164, 39–49. [Google Scholar] [CrossRef]
- Boruah, D.; Robinson, B.; London, T.; Wu, H.; de Villiers-Lovelock, H.; McNutt, P.; Doré, M.; Zhang, X. Experimental Evaluation of Interfacial Adhesion Strength of Cold Sprayed Ti-6Al-4V Thick Coatings Using an Adhesive-Free Test Method. Surf. Coat. Technol. 2020, 381, 125130. [Google Scholar] [CrossRef]
- Wu, H.; Huang, C.; Xie, X.; Liu, S.; Wu, T.; Niendorf, T.; Xie, Y.; Deng, C.; Liu, M.; Liao, H.; et al. Influence of Spray Trajectories on Characteristics of Cold-Sprayed Copper Deposits. Surf. Coat. Technol. 2021, 405, 126703. [Google Scholar] [CrossRef]
- Hauer, M.; Krebs, S.; Kroemmer, W.; Henkel, K.M. Correlation of Residual Stresses and Coating Properties in Arc-Sprayed Coatings on Different Substrates for Maritime Applications. J. Therm. Spray Technol. 2020, 29, 1289–1299. [Google Scholar] [CrossRef]
- Wang, Q.; Luo, X.; Tsutsumi, S.; Sasaki, T.; Li, C.; Ma, N. Measurement and Analysis of Cold Spray Residual Stress Using Arbitrary Lagrangian–Eulerian Method. Addit. Manuf. 2020, 35, 101296. [Google Scholar] [CrossRef]
- Luzin, V.; Kirstein, O.; Zahiri, S.H.; Fraser, D. Residual Stress Buildup in Ti Components Produced by Cold Spray Additive Manufacturing (CSAM). J. Therm. Spray Technol. 2020, 29, 1498–1507. [Google Scholar] [CrossRef]
- Vargas-Uscategui, A.; King, P.C.; Styles, M.J.; Saleh, M.; Luzin, V.; Thorogood, K. Residual Stresses in Cold Spray Additively Manufactured Hollow Titanium Cylinders. J. Therm. Spray Technol. 2020, 29, 1508–1524. [Google Scholar] [CrossRef]
- Sinclair-Adamson, R.; Luzin, V.; Duguid, A.; Kannoorpatti, K.; Murray, R. Residual Stress Distributions in Cold-Sprayed Copper 3D-Printed Parts. J. Therm. Spray Technol. 2020, 29, 1525–1537. [Google Scholar] [CrossRef]
- Loke, K.; Zhang, Z.-Q.; Narayanaswamy, S.; Koh, P.K.; Luzin, V.; Gnaupel-Herold, T.; Ang, A.S.M. Residual Stress Analysis of Cold Spray Coatings Sprayed at Angles Using Through-Thickness Neutron Diffraction Measurement. J. Therm. Spray Technol. 2021, 30, 1810–1826. [Google Scholar] [CrossRef]
- Boruah, D.; Ahmad, B.; Lee, T.L.; Kabra, S.; Syed, A.K.; McNutt, P.; Doré, M.; Zhang, X. Evaluation of Residual Stresses Induced by Cold Spraying of Ti-6Al-4V on Ti-6Al-4V Substrates. Surf. Coat. Technol. 2019, 374, 591–602. [Google Scholar] [CrossRef]
- Ajovalasit, A. Review of Some Development of the Hole Drilling Method. In Applied Stress Analysis; Hyde, T.H., Ollerton, E., Eds.; Springer: Dordrecht, The Netherlands, 1990; pp. 60–71. [Google Scholar]
- Niku-Lari, A.; Lu, J.; Flavenot, J.F. Measurement of Residual-Stress Distribution by the Incremental Hole-Drilling Method. Exp. Mech. 1985, 25, 175–185. [Google Scholar] [CrossRef]
- Santana, Y.Y.; La Barbera-Sosa, J.G.; Staia, M.H.; Lesage, J.; Puchi-Cabrera, E.S.; Chicot, D.; Bemporad, E. Measurement of Residual Stress in Thermal Spray Coatings by the Incremental Hole Drilling Method. Surf. Coat. Technol. 2006, 201, 2092–2098. [Google Scholar] [CrossRef]
- Schajer, G.S.; Whitehead, P.S. Hole-Drilling Method Concept and Development. In Hole-Drilling Method for Measuring Residual Stresses; Springer: Cham, Switzerland, 2018; pp. 47–68. [Google Scholar]
- ASTM E837-20; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gages. ASTM International: West Conshohocken, PA, USA, 2020.
- Clyne, T.W.; Gill, S.C. Residual Stresses in Thermal Spray Coatings and Their Effect on Interfacial Adhesion: A Review of Recent Work. J. Therm. Spray Technol. 1996, 5, 401–418. [Google Scholar] [CrossRef]
- Singh, R.; Schruefer, S.; Wilson, S.; Gibmeier, J.; Vassen, R. Influence of Coating Thickness on Residual Stress and Adhesion-Strength of Cold-Sprayed Inconel 718 Coatings. Surf. Coat. Technol. 2018, 350, 64–73. [Google Scholar] [CrossRef]
- Sample, C.M.; Champagne, V.K.; Nardi, A.T.; Lados, D.A. Factors Governing Static Properties and Fatigue, Fatigue Crack Growth, and Fracture Mechanisms in Cold Spray Alloys and Coatings/Repairs: A Review. Addit. Manuf. 2020, 36, 101371. [Google Scholar] [CrossRef]
- Price, T.S.; Shipway, P.H.; McCartney, D.G. Effect of Cold Spray Deposition of a Titanium Coating on Fatigue Behavior of a Titanium Alloy. J. Therm. Spray Technol. 2006, 15, 507–512. [Google Scholar] [CrossRef]
- Dayani, S.B.; Shaha, S.K.; Ghelichi, R.; Wang, J.F.; Jahed, H. The Impact of AA7075 Cold Spray Coating on the Fatigue Life of AZ31B Cast Alloy. Surf. Coat. Technol. 2018, 337, 150–158. [Google Scholar] [CrossRef]
- Cizek, J.; Matejkova, M.; Dlouhy, I.; Siska, F.; Kay, C.M.; Karthikeyan, J.; Kuroda, S.; Kovarik, O.; Siegl, J.; Loke, K.; et al. Influence of Cold-Sprayed, Warm-Sprayed, and Plasma-Sprayed Layers Deposition on Fatigue Properties of Steel Specimens. J. Therm. Spray Technol. 2015, 24, 758–768. [Google Scholar] [CrossRef]
- ISO 1143:2021; Metallic Materials—Rotating Bar Bending Fatigue Testing. ISO: Geneva, Switzerland, 2021.
- Ziemian, C.W.; Sharma, M.M.; Bouffard, B.D.; Nissley, T.; Eden, T.J. Effect of Substrate Surface Roughening and Cold Spray Coating on the Fatigue Life of AA2024 Specimens. Mater. Des. 2014, 54, 212–221. [Google Scholar] [CrossRef]
- Xiong, Y.; Zhang, M.-X. The Effect of Cold Sprayed Coatings on the Mechanical Properties of AZ91D Magnesium Alloys. Surf. Coat. Technol. 2014, 253, 89–95. [Google Scholar] [CrossRef]
- Yamazaki, Y.; Fukanuma, H.; Ohno, N. Anisotropic Mechanical Properties of the Free-Standing Cold Sprayed SUS316 Coating and Effect of the Post-Spray Heat Treatment on It. J. Japan Therm. Spray Soc. 2016, 53, 91–95. [Google Scholar] [CrossRef]
- Ševeček, M.; Krejčí, J.; Shahin, M.H.; Petrik, J.; Ballinger, R.G.; Shirvan, K. Fatigue Behavior of Cold Spray-Coated Accident Tolerant Cladding. In Proceedings of the TopFuel 2018, Prague, Czech Republic, 30 September–4 October 2018; pp. 1–15. [Google Scholar]
- ASTM E399-22; Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2022.
- Li, X.-K.; Zhu, S.-P.; Liao, D.; Correia, J.A.F.O.; Berto, F.; Wang, Q. Probabilistic Fatigue Modelling of Metallic Materials Under Notch and Size Effect Using the Weakest Link Theory. Int. J. Fatigue 2022, 159, 106788. [Google Scholar] [CrossRef]
- Batistič, S.; der Laken, P. History, Evolution and Future of Big Data and Analytics: A Bibliometric Analysis of Its Relationship to Performance in Organizations. Br. J. Manag. 2019, 30, 229–251. [Google Scholar] [CrossRef]
- Donthu, N.; Kumar, S.; Mukherjee, D.; Pandey, N.; Lim, W.M. How to Conduct a Bibliometric Analysis: An Overview and Guidelines. J. Bus. Res. 2021, 133, 285–296. [Google Scholar] [CrossRef]
- Broadus, R.N. Toward a Definition of “Bibliometrics”. Scientometrics 1987, 12, 373–379. [Google Scholar] [CrossRef]
- Hulme, E.W. Statistical Bibliography in Relation to the Growth of Modern Civilization: Two Lectures Delivered in the University of Cambridge in May 1922. Nature 1923, 112, 585–586. [Google Scholar] [CrossRef]
- Caviggioli, F.; Ughetto, E. A Bibliometric Analysis of the Research Dealing with the Impact of Additive Manufacturing on Industry, Business and Society. Int. J. Prod. Econ. 2019, 208, 254–268. [Google Scholar] [CrossRef]
- Hernandez Korner, M.E.; Lambán, M.P.; Albajez, J.A.; Santolaria, J.; Ng Corrales, L.D.C.; Royo, J. Systematic Literature Review: Integration of Additive Manufacturing and Industry 4.0. Metals 2020, 10, 1061. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Current Status and Challenges of Additive Manufacturing in Orthopaedics: An Overview. J. Clin. Orthop. Trauma 2019, 10, 380–386. [Google Scholar] [CrossRef]
- Jemghili, R.; Ait Taleb, A.; Khalifa, M. A Bibliometric Indicators Analysis of Additive Manufacturing Research Trends From 2010 to 2020. Rapid Prototyp. J. 2021, 27, 1432–1454. [Google Scholar] [CrossRef]
- Khor, K.A.; Yu, L.G. Global Research Trends in Thermal Sprayed Coatings Technology Analyzed with Bibliometrics Tools. J. Therm. Spray Technol. 2015, 24, 1346–1354. [Google Scholar] [CrossRef]
- Li, R.-T.; Khor, K.A.; Yu, L.-G. Identifying Indicators of Progress in Thermal Spray Research Using Bibliometrics Analysis. J. Therm. Spray Technol. 2016, 25, 1526–1533. [Google Scholar] [CrossRef]
- Milanez, D.H.; de Oliveira, B.S.; Noyons, E.C.M.; Faria, L.I.L.; Botta, W.J. Assessing Collaboration and Knowledge Flow on Coatings of Metallic Glasses Obtained from Thermal Spraying Processes Using Bibliometrics and Science Mapping. Mater. Res. 2017, 20, 71–80. [Google Scholar] [CrossRef]
- Dobra, A. General Classification of Robots. Size Criteria. In Proceedings of the 23rd International Conference on Robotics in Alpe-Adria-Danube Region, Smolenice, Slovakia, 3–5 September 2014; IEEE: Smolenice Castle, Slovakia, 2014; pp. 1–6. [Google Scholar]
- Xie, Y.; Zhang, C.; Lai, Q. China’s Rise as a Major Contributor to Science and Technology. Proc. Natl. Acad. Sci. USA 2014, 111, 9437–9442. [Google Scholar] [CrossRef]
- Tollefson, J. China Declared World’s Largest Producer of Scientific Articles. Nature 2018, 553, 390. [Google Scholar] [CrossRef] [PubMed]
- Zhou, P.; Leydesdorff, L. The Emergence of China as a Leading Nation in Science. Res. Policy 2006, 35, 83–104. [Google Scholar] [CrossRef]
- Wang, J.; Halffman, W.; Zwart, H. The Chinese Scientific Publication System: Specific Features, Specific Challenges. Learn. Publ. 2021, 34, 105–115. [Google Scholar] [CrossRef]
- Stevens, M.R.; Park, K.; Tian, G.; Kim, K.; Ewing, R. Why Do Some Articles in Planning Journals Get Cited More than Others? J. Plan. Educ. Res. 2022, 42, 442–463. [Google Scholar] [CrossRef]
- Meho, L.I. The Rise and Rise of Citation Analysis. Phys. World 2007, 20, 32–36. [Google Scholar] [CrossRef]
- Larivière, V.; Gong, K.; Sugimoto, C.R. Citations Strength Begins at Home. Nature 2018, 564, S70–S71. [Google Scholar] [CrossRef]
- Zhou, P.; Leydesdorff, L. A Comparative Study of the Citation Impact of Chinese Journals with Government Priority Support. Front. Res. Metrics Anal. 2016, 1, 3. [Google Scholar] [CrossRef]
- Li, W.; Yang, K.; Yin, S.; Yang, X.; Xu, Y.; Lupoi, R. Solid-State Additive Manufacturing and Repairing by Cold Spraying: A Review. J. Mater. Sci. Technol. 2018, 34, 440–457. [Google Scholar] [CrossRef]
- Vanerio, D.; Kondas, J.; Guagliano, M.; Bagherifard, S. 3D Modelling of the Deposit Profile in Cold Spray Additive Manufacturing. J. Manuf. Process. 2021, 67, 521–534. [Google Scholar] [CrossRef]




















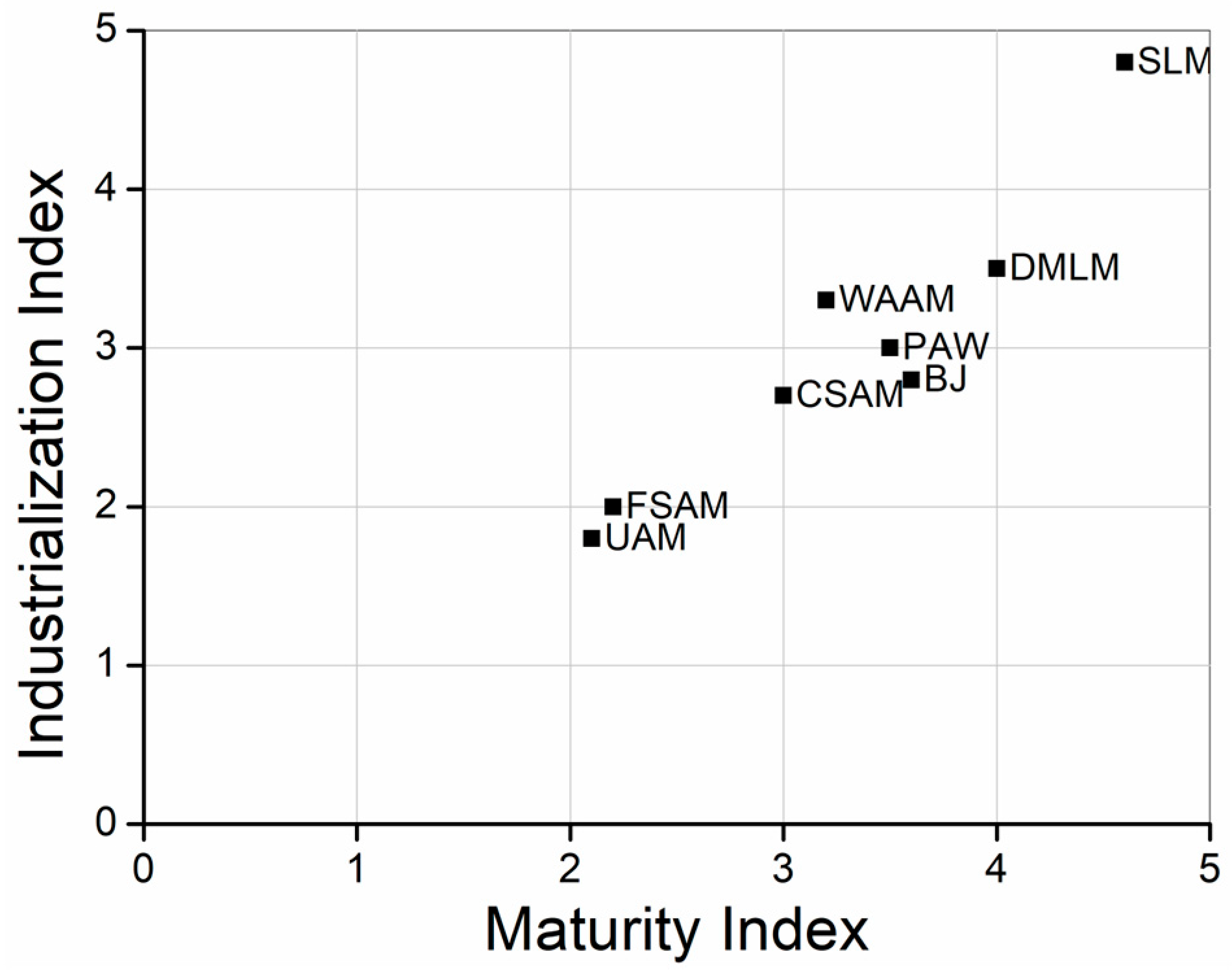{kind=link}
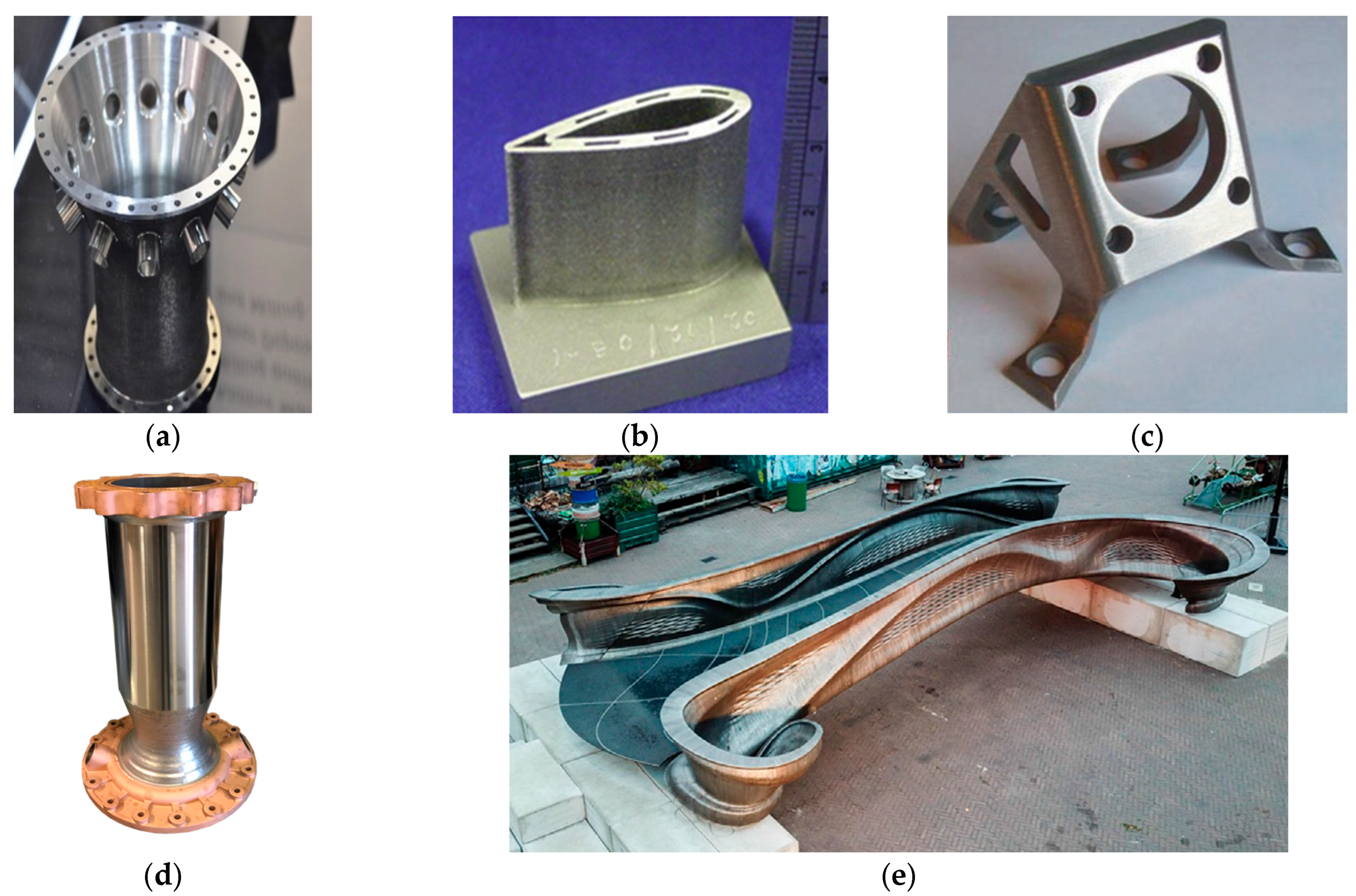{kind=link}
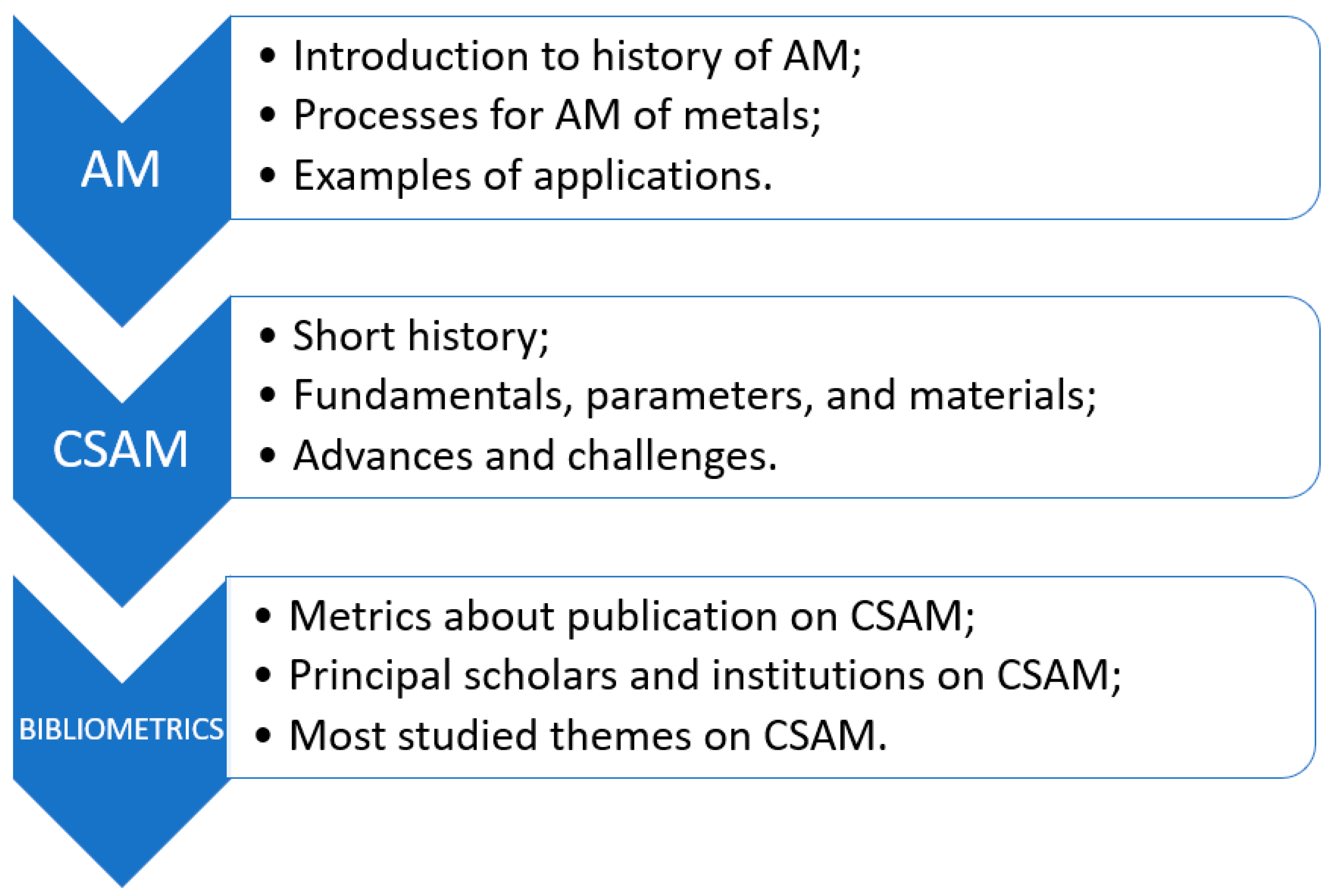{kind=link}
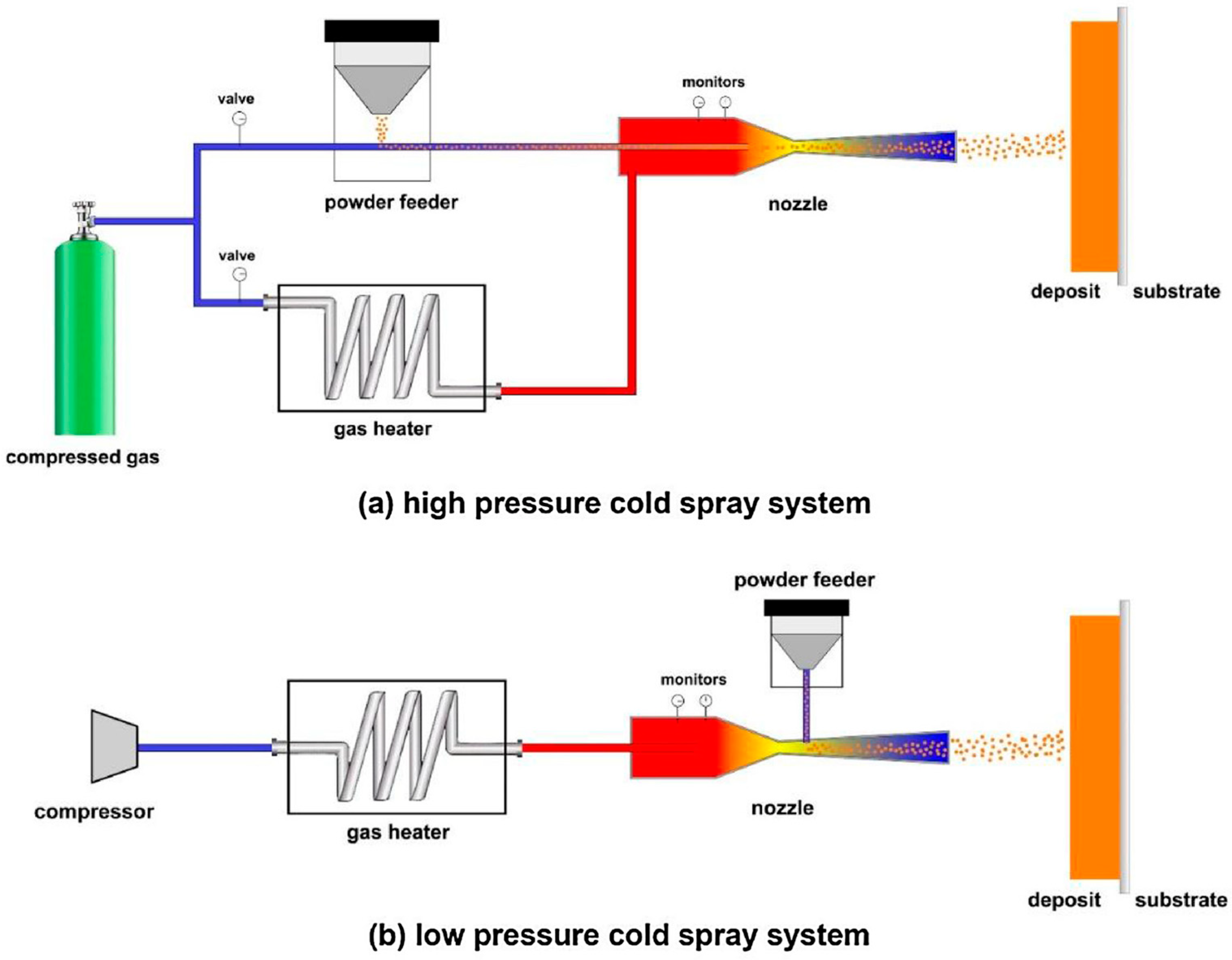{kind=link}
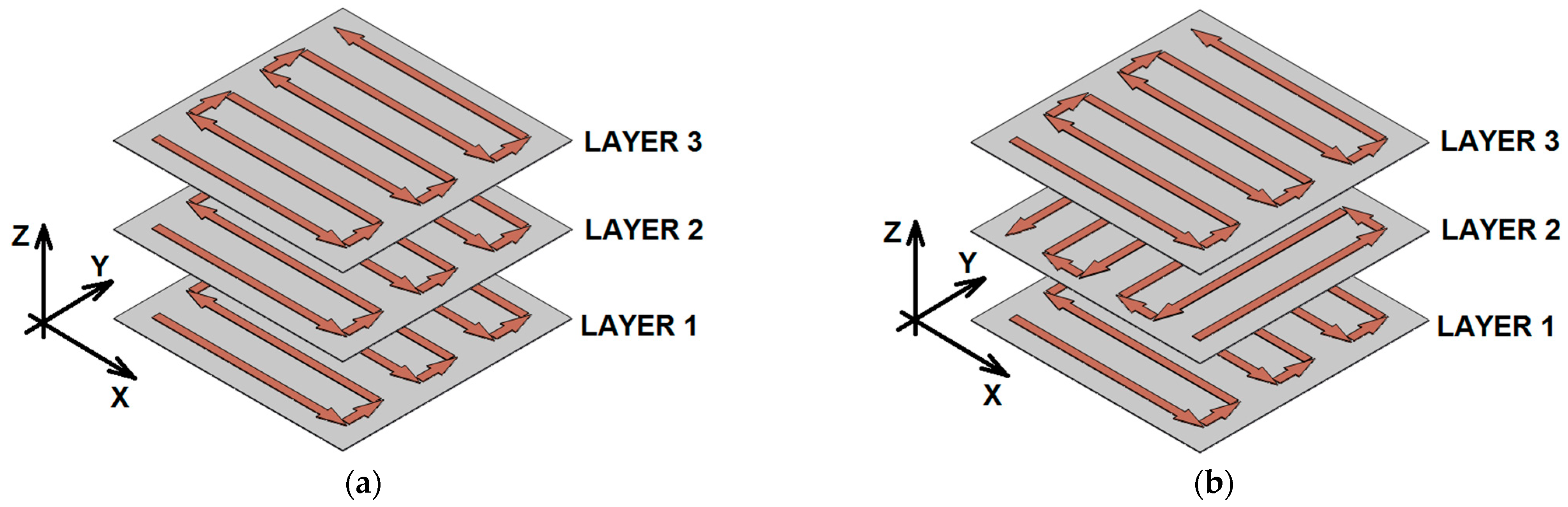{kind=link}
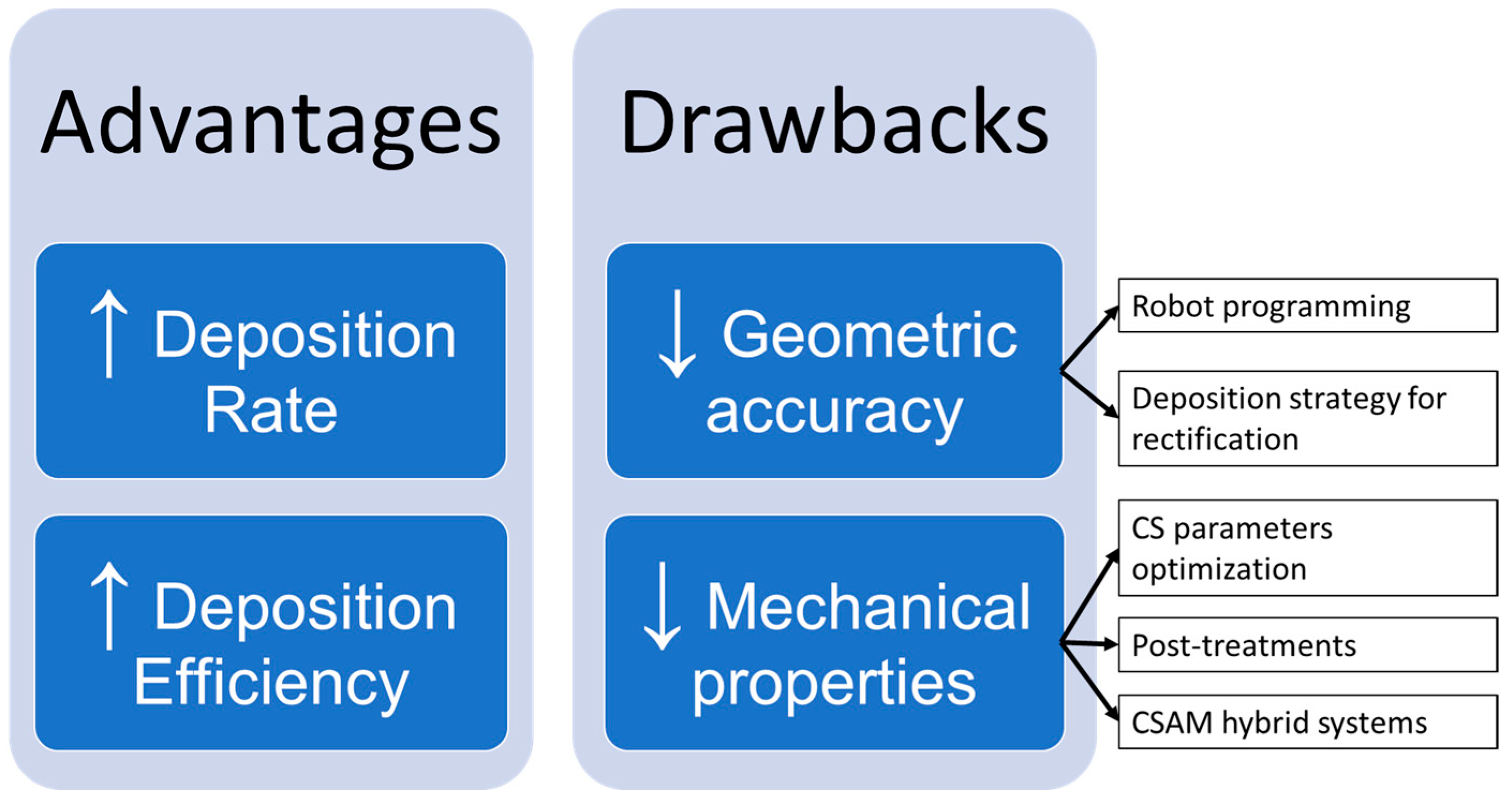{kind=link}
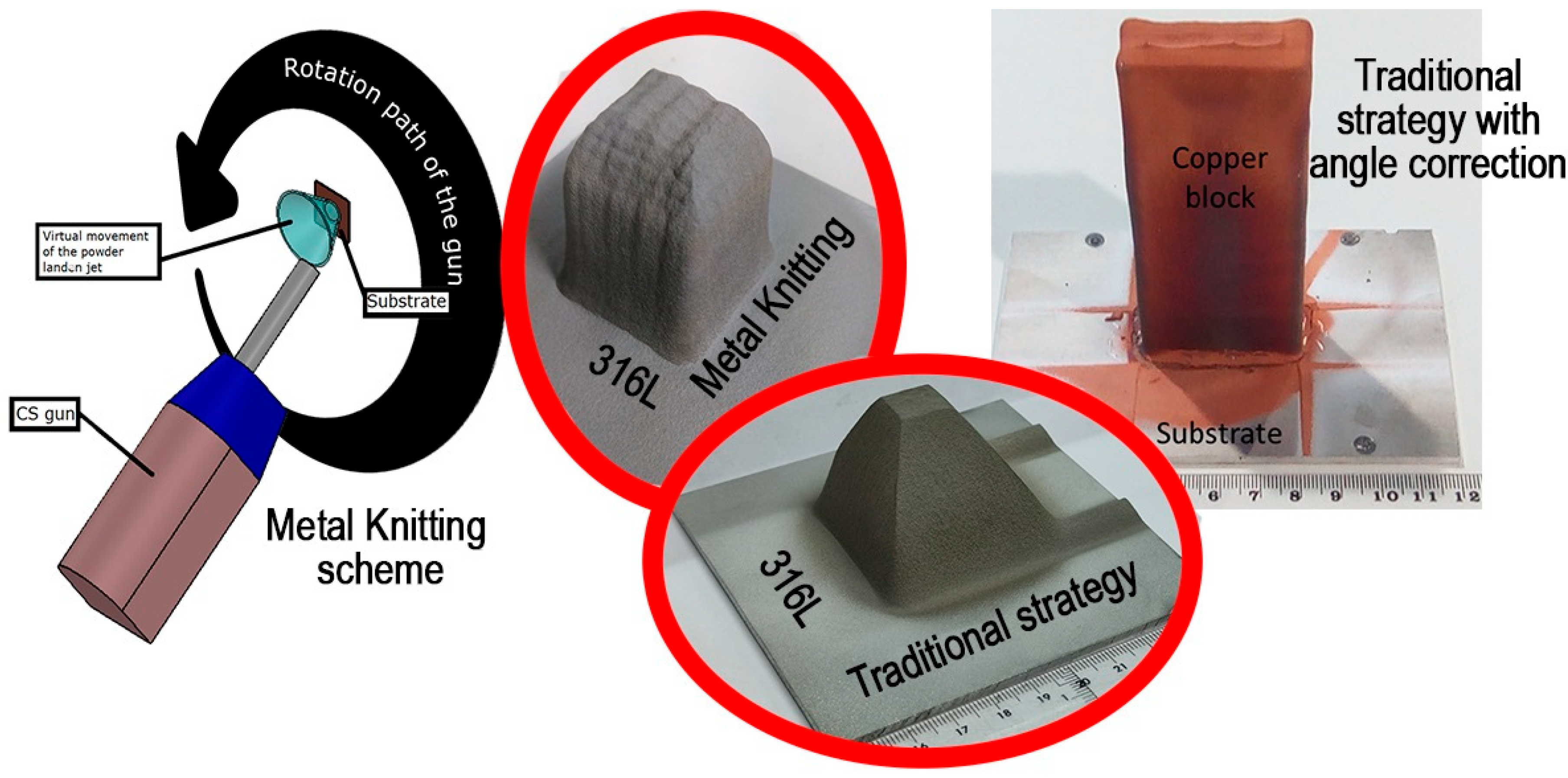{kind=link}
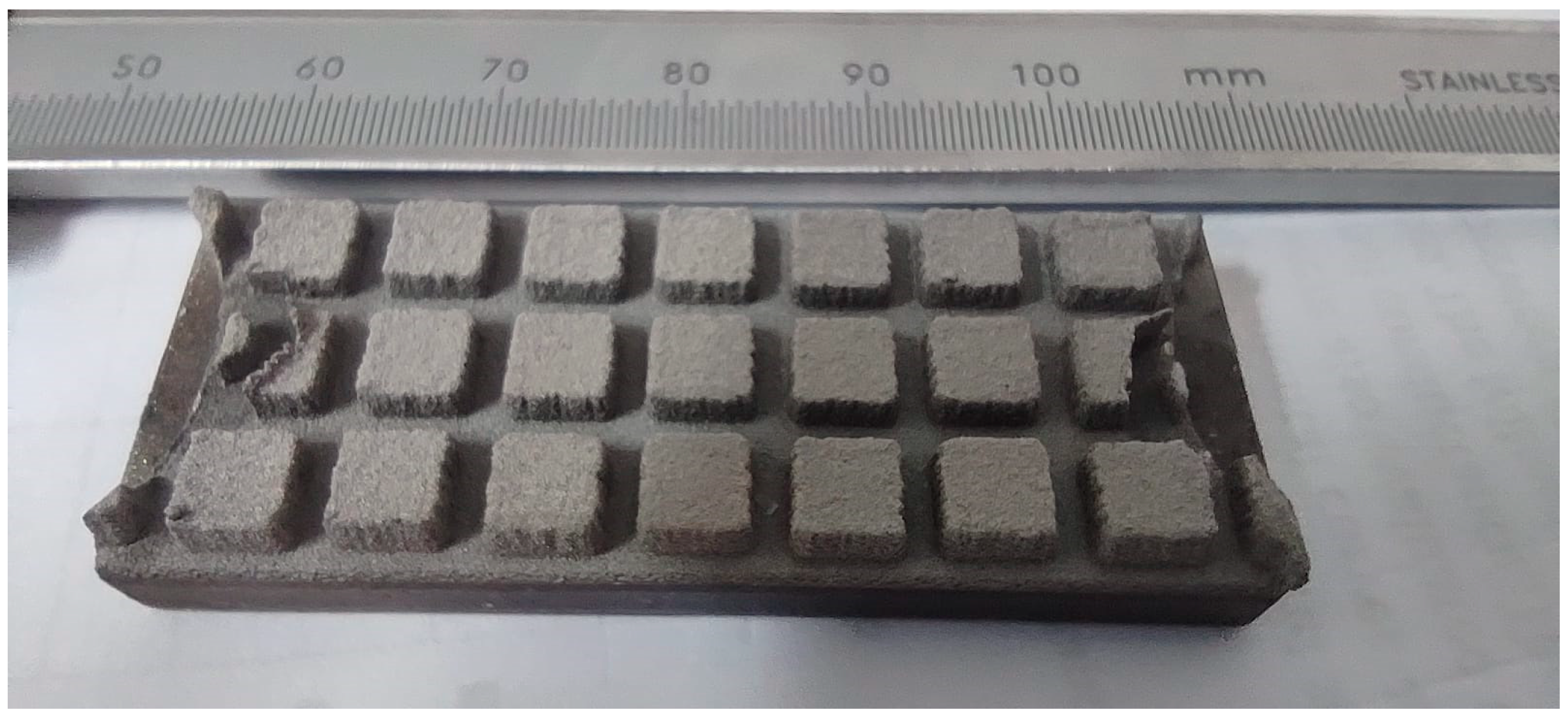{kind=link}
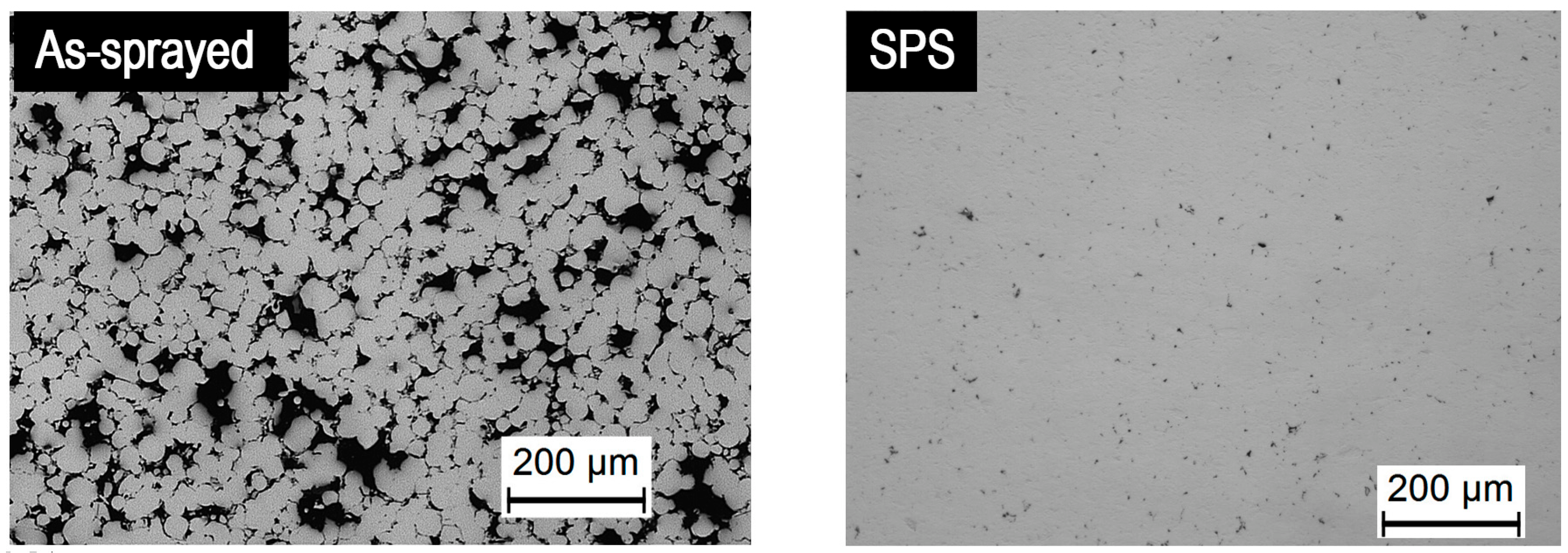{kind=link}
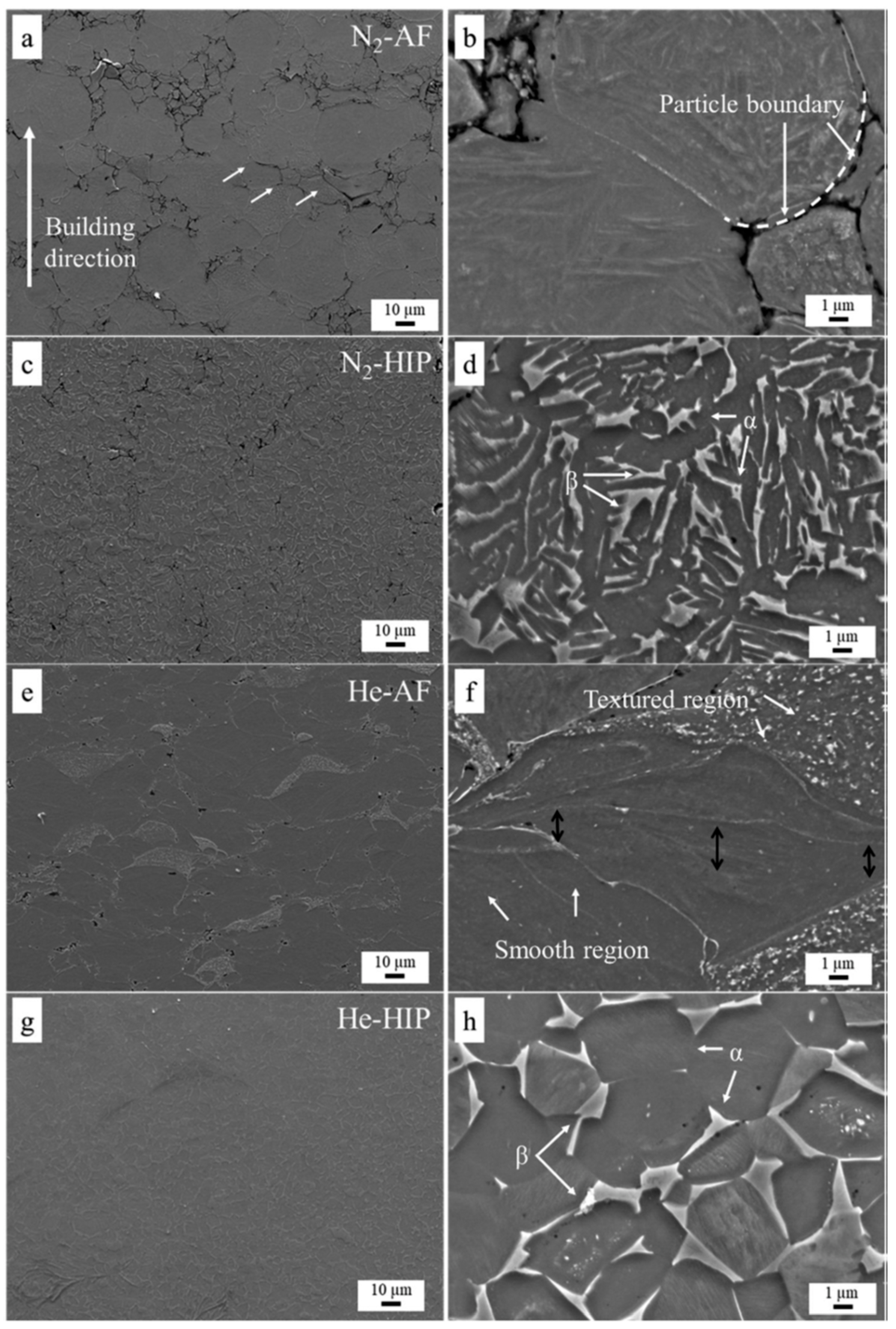{kind=link}
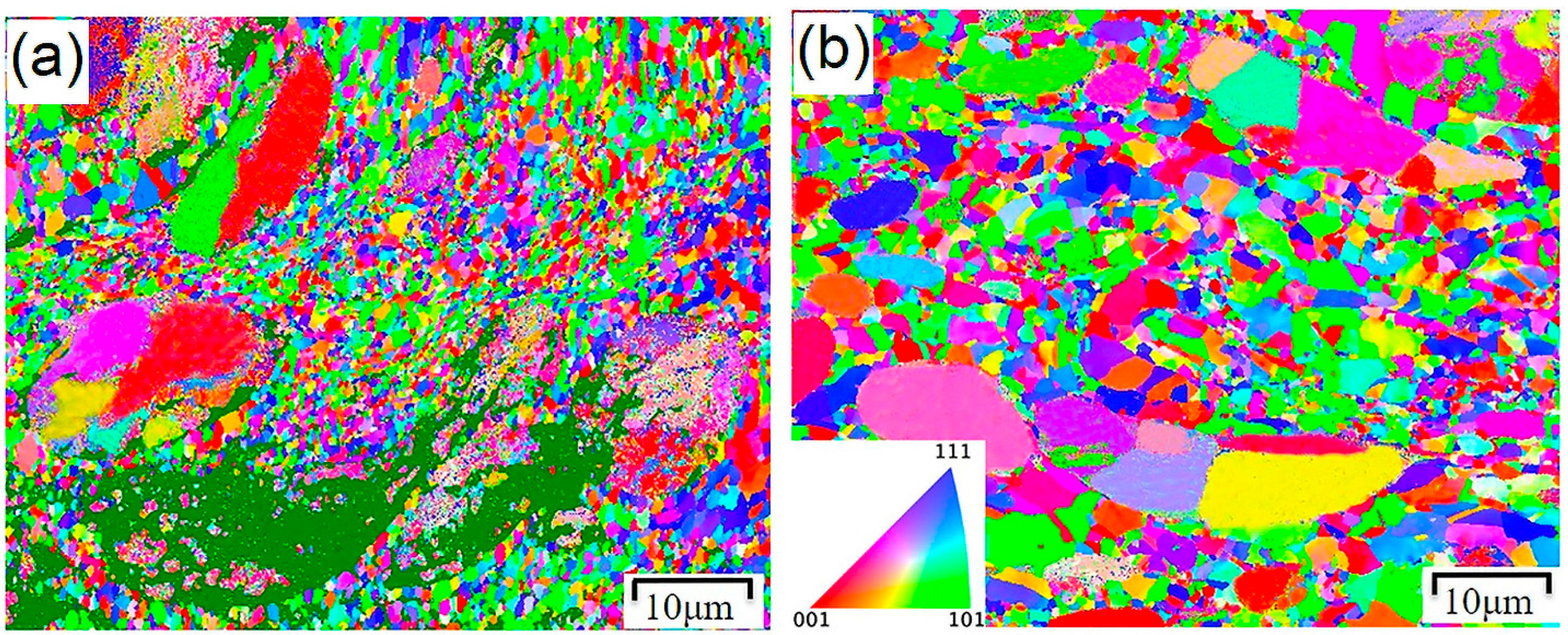{kind=link}
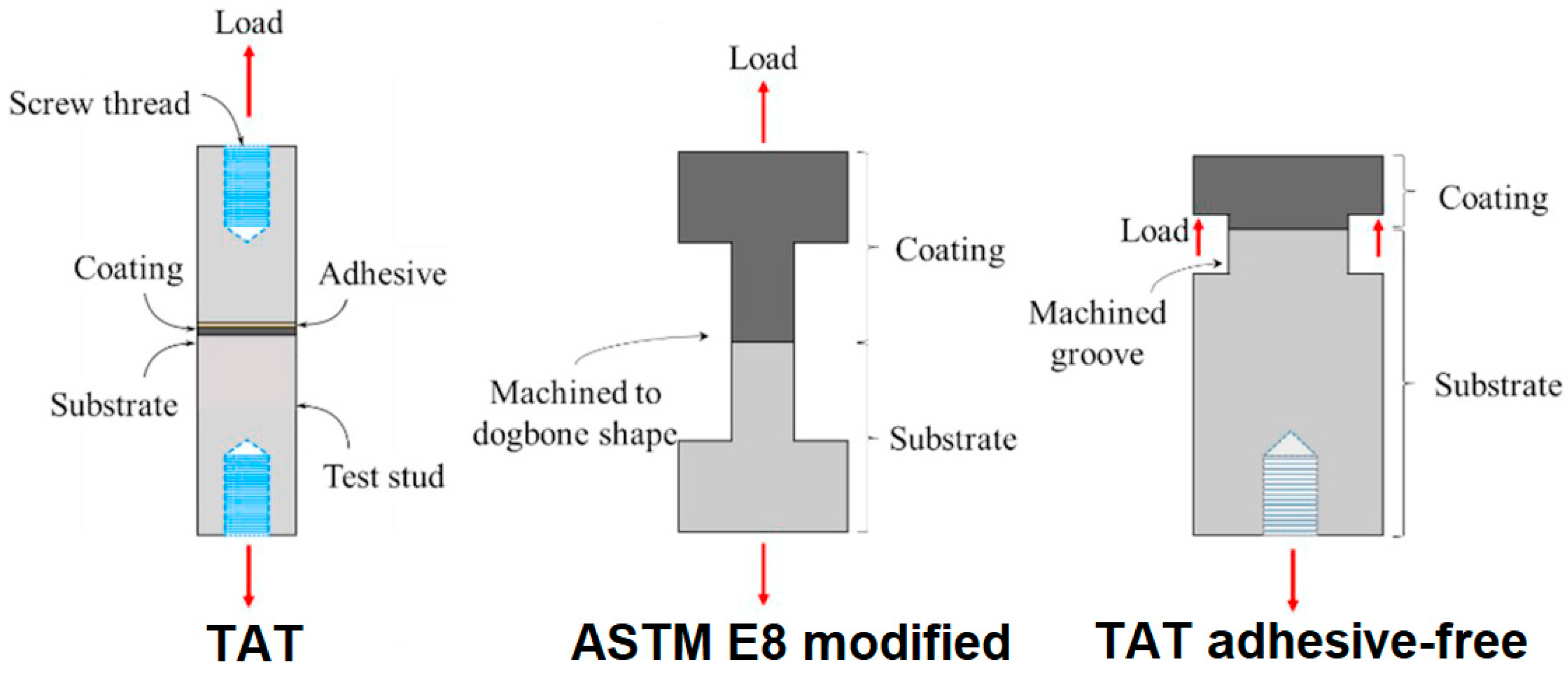{kind=link}
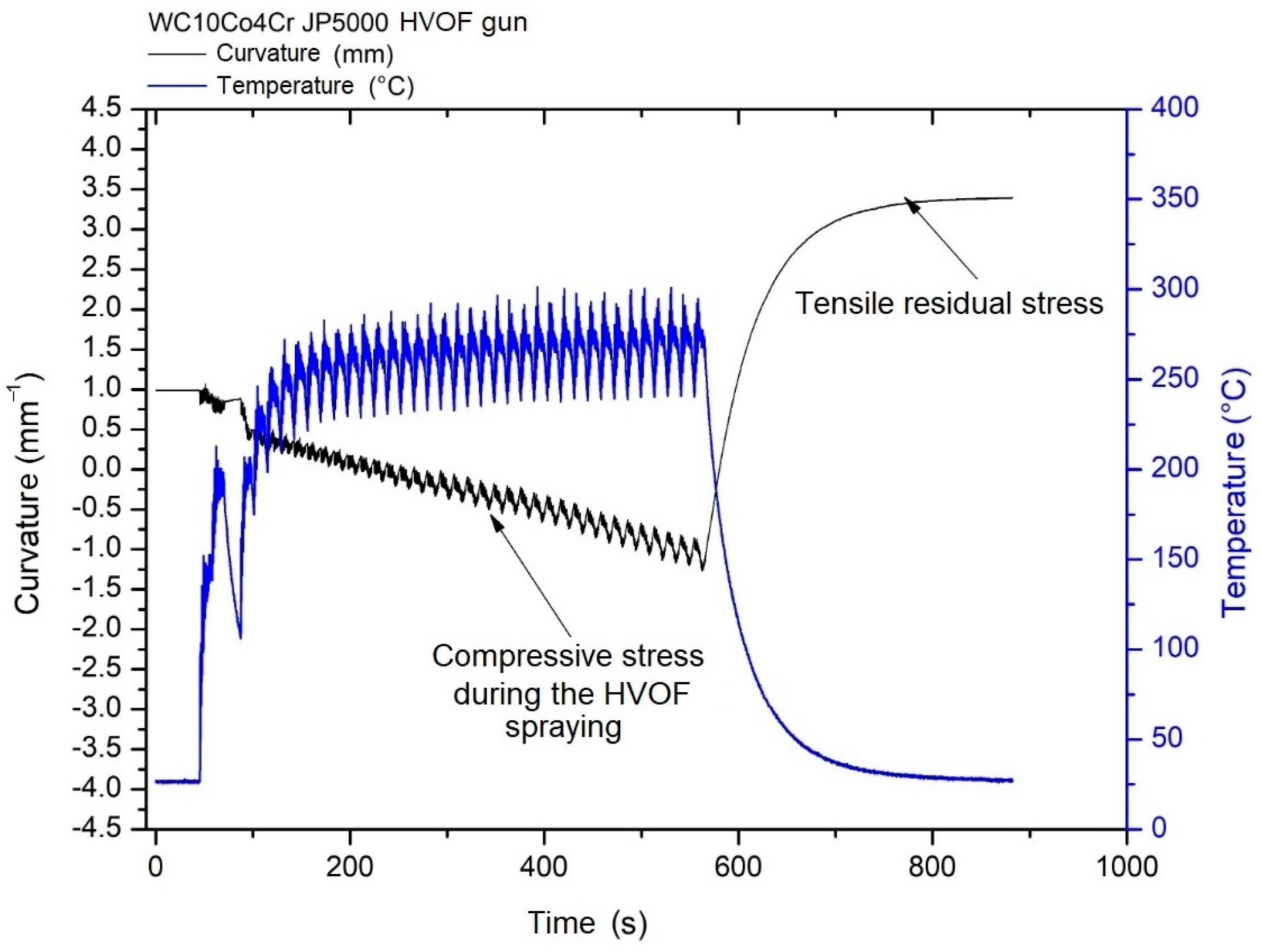{kind=link}
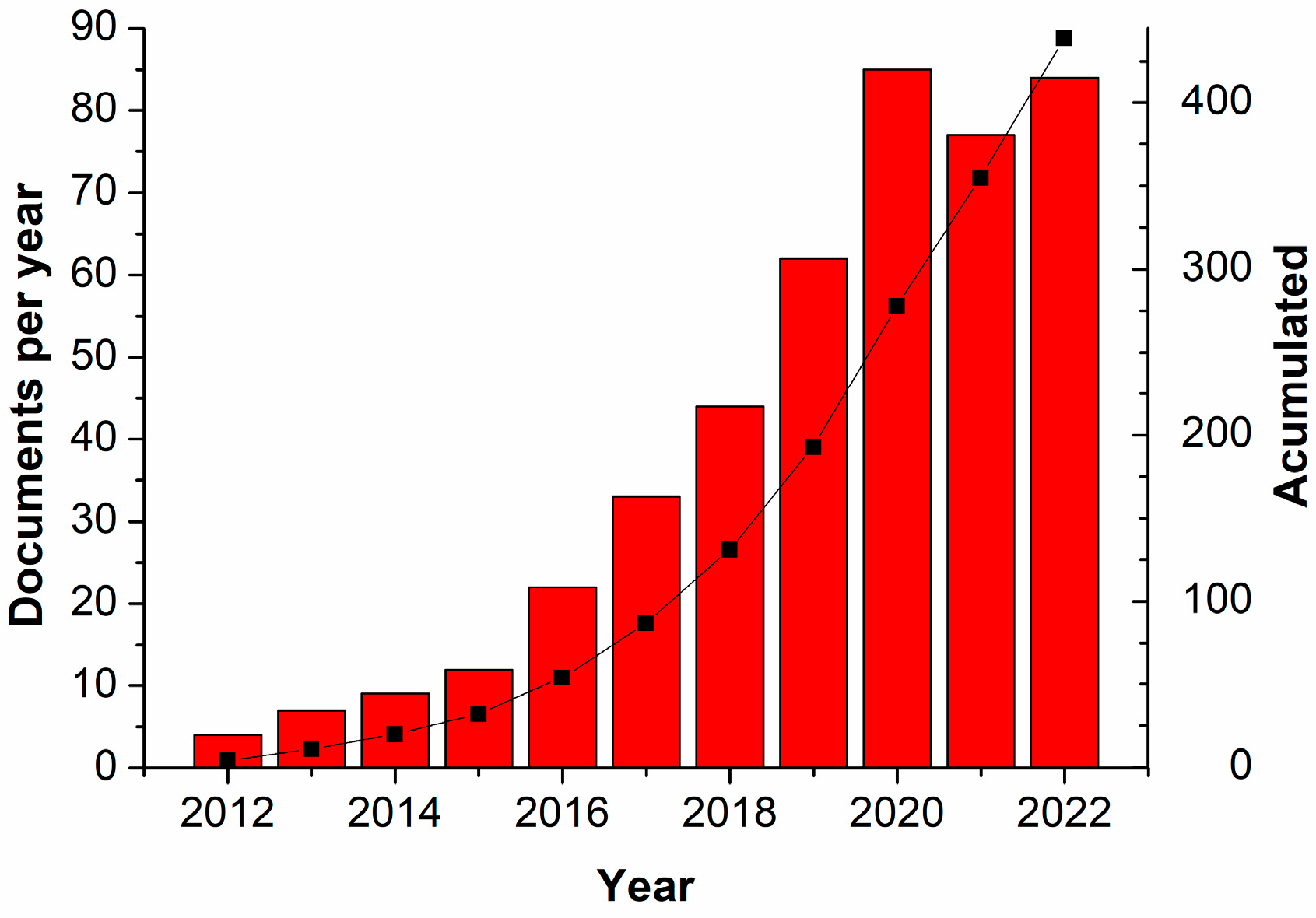{kind=link}
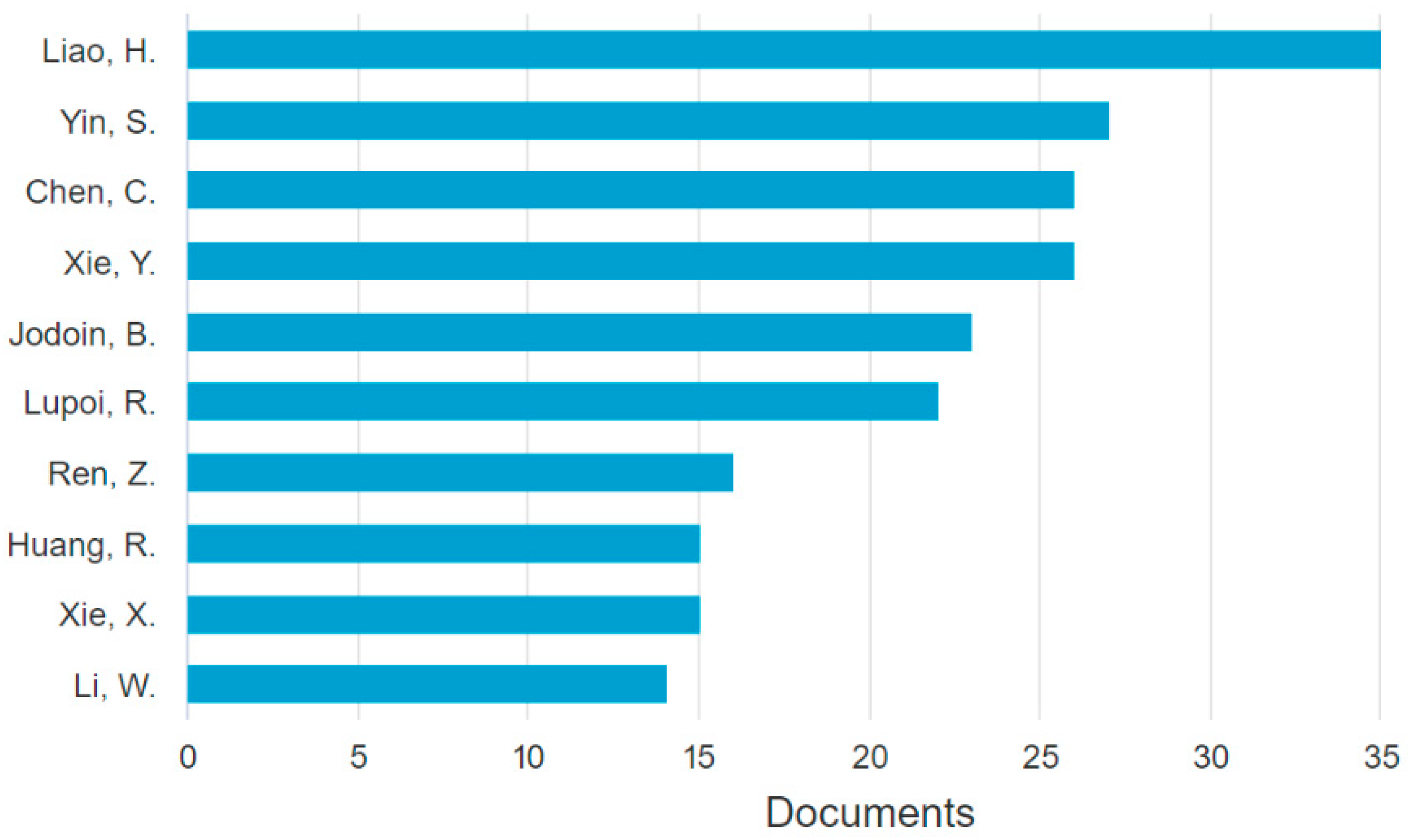{kind=link}
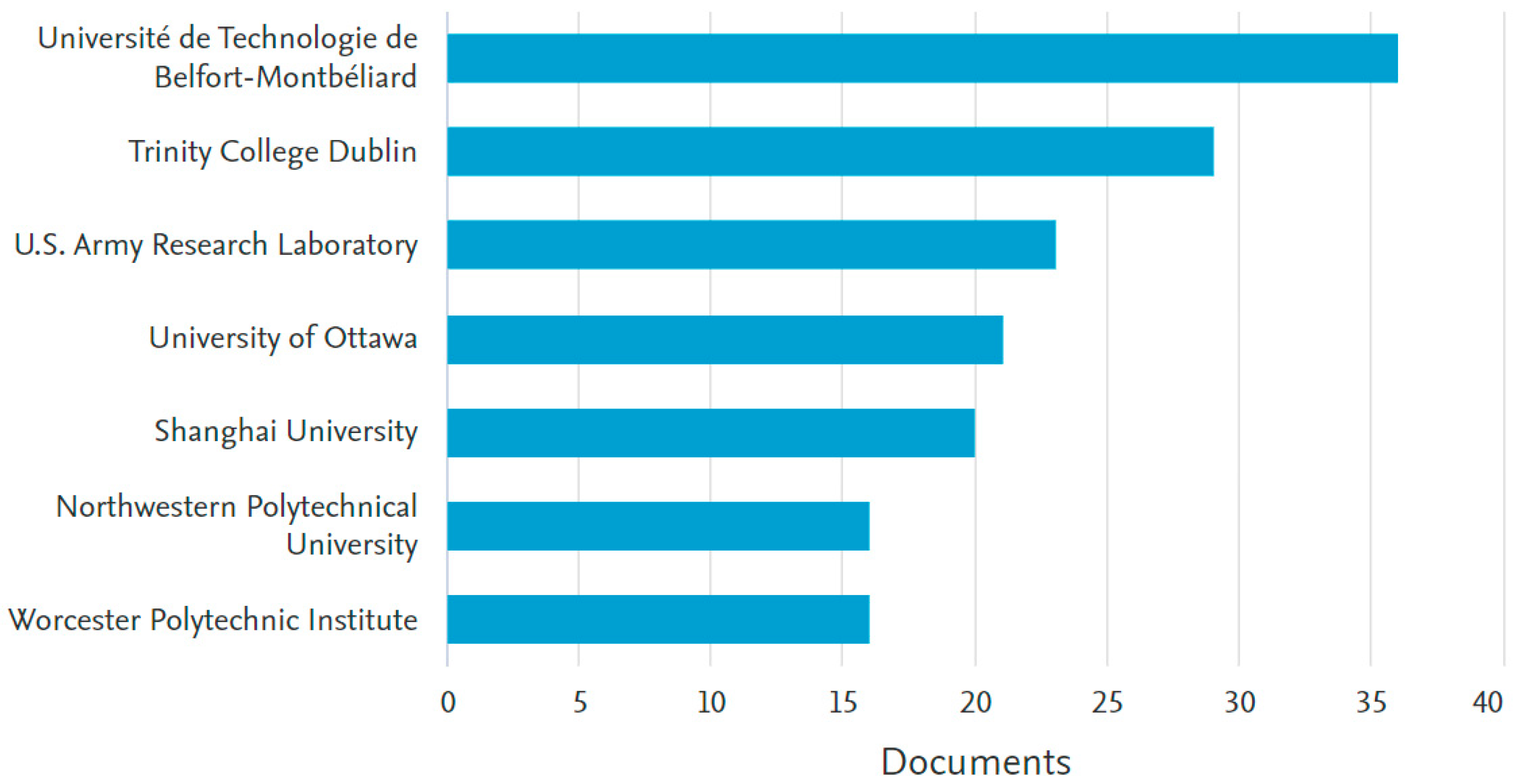{kind=link}
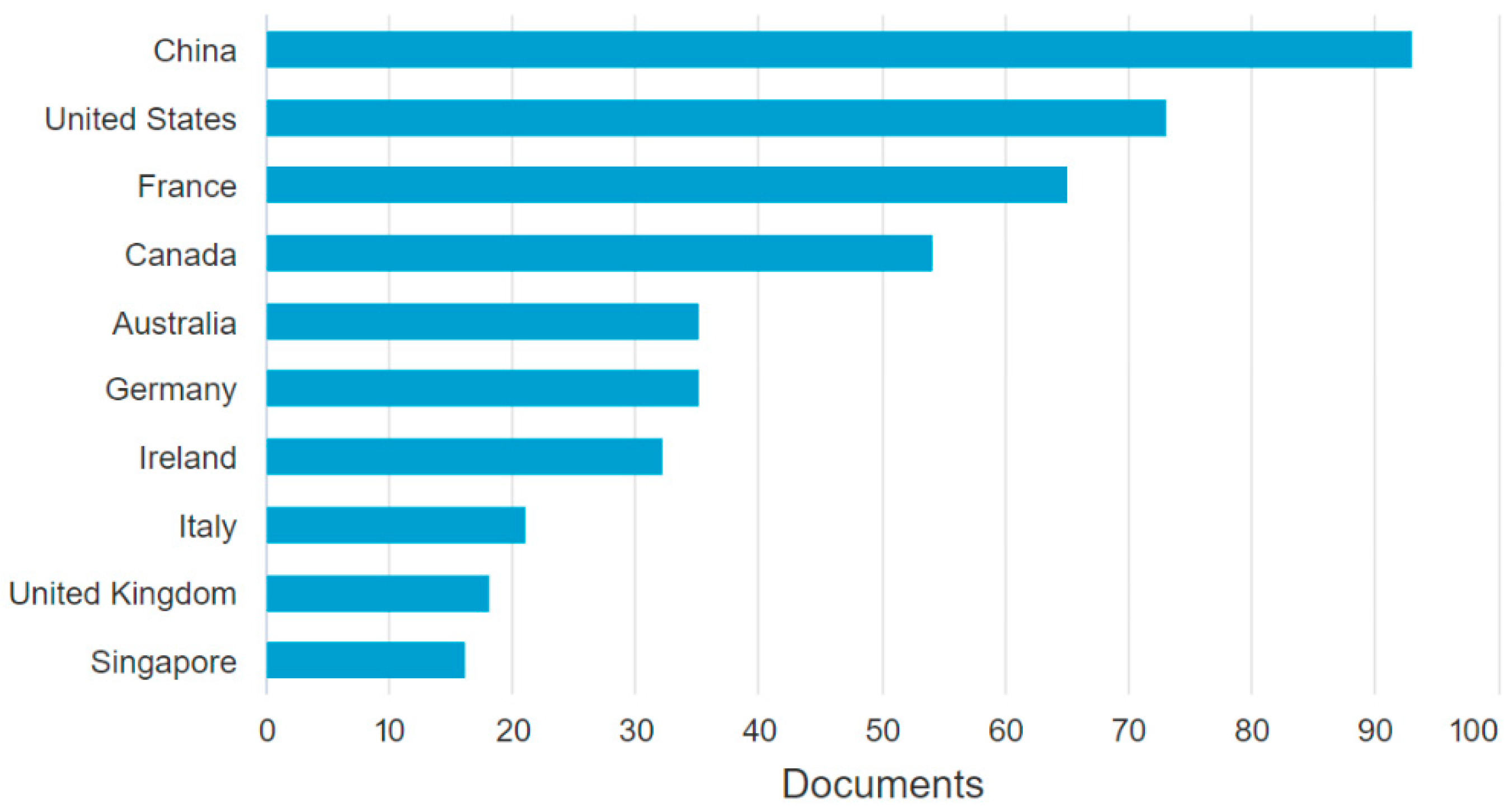{kind=link}
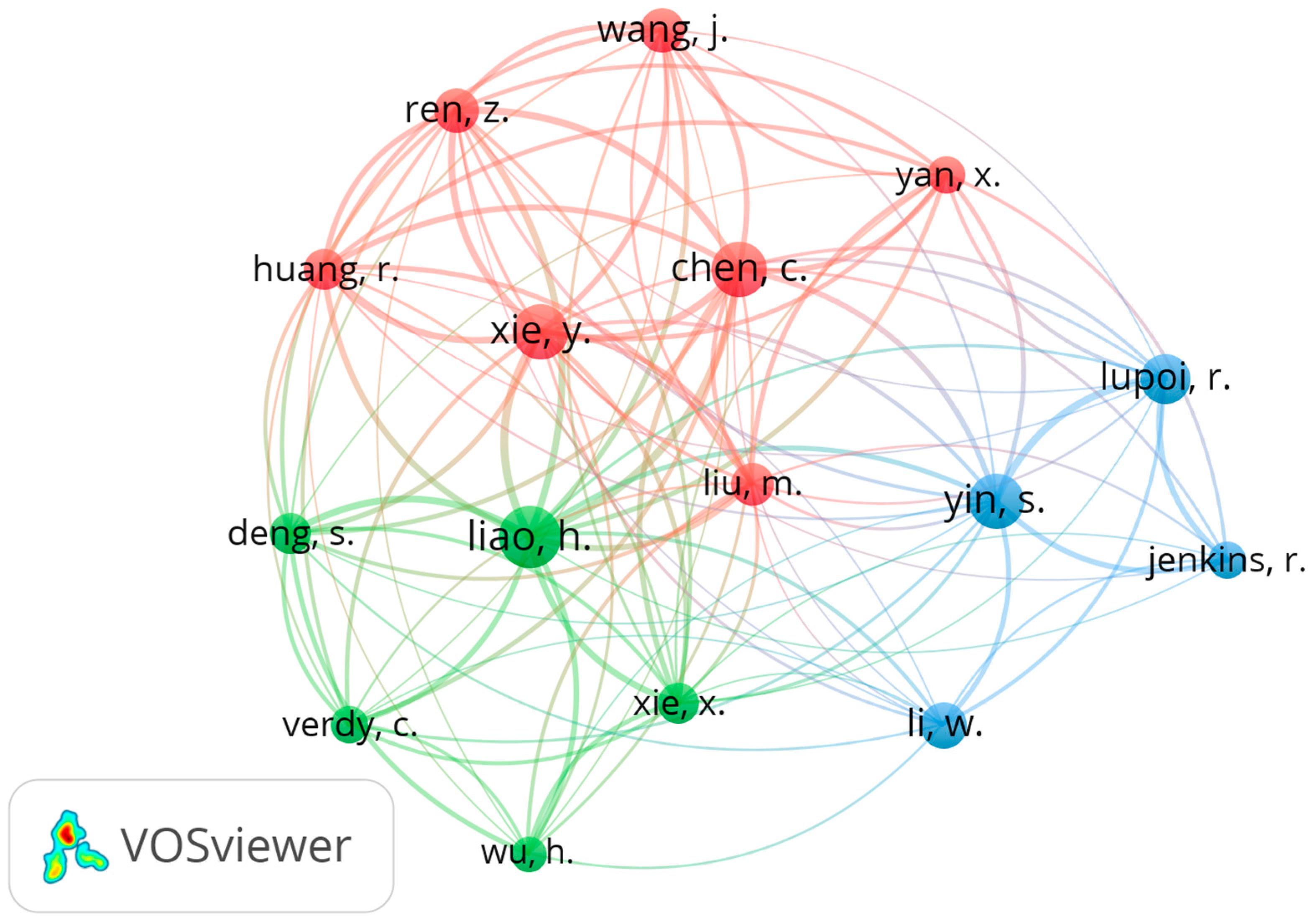{kind=link}
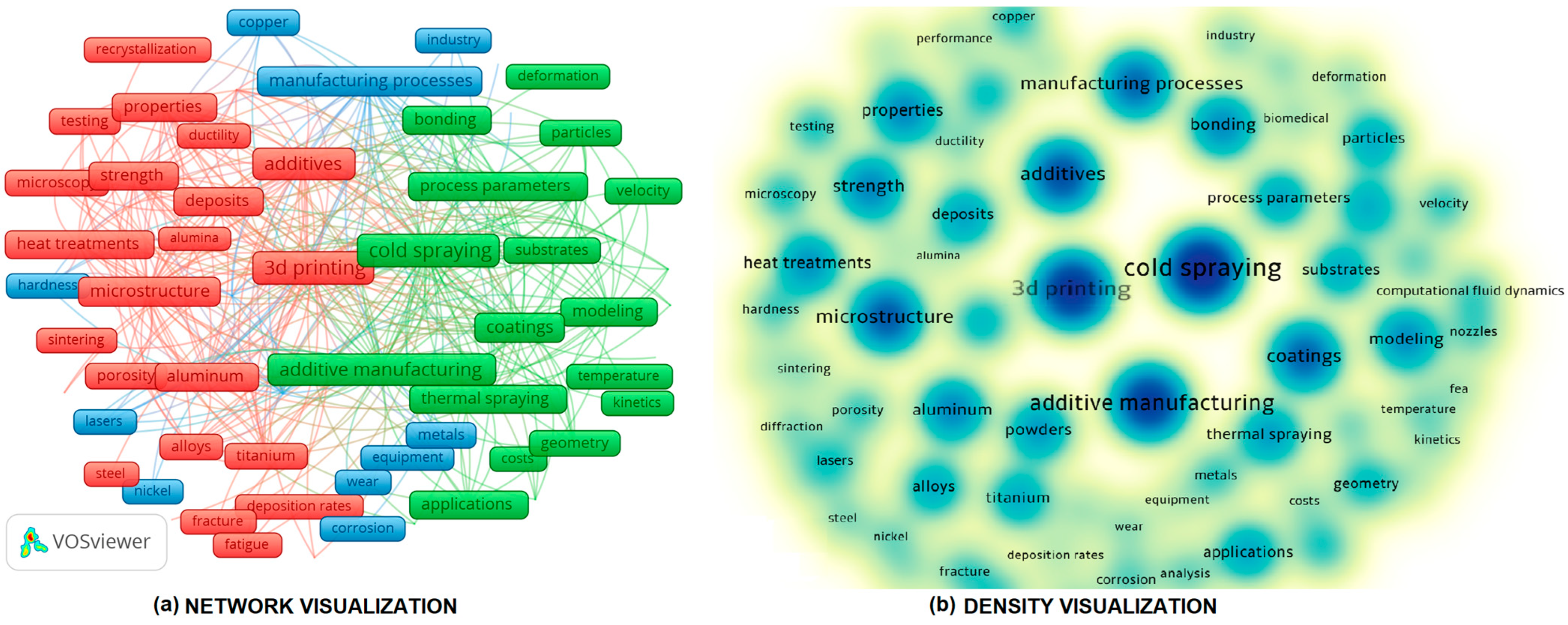{kind=link}
| Material | Vcritical [m·s−1] | Verosion [m·s−1] | Ref. |
|---|---|---|---|
| Al | 625 | 1250 | [79,117] |
| 316L | 550 | 1500 | [79,117,118,119] |
| Cu | 570 | 1000 | [79,120] |
| Ti | 700 | 1750 | [79,117,121] |
| Ti6Al4V | 750 | 2500 | [122] |
| Ni | 570 | [117,120] | |
| Inconel 718 | 600 | 1700 | [123,124] |
| Input/ Output | Particle Diameter | Particle Hardness | Gas Pressure | Gas Temperature | Particle Velocity | Deposit Hardness | Porosity | DE | FR |
|---|---|---|---|---|---|---|---|---|---|
| Particle diameter | 1 | 0 | 0 | 0 | −0.431 | −0.187 | −0.213 | 0.104 | 0.097 |
| Particle hardness | 0 | 1 | 0 | 0 | 0 | 0.935 | 0.109 | 0 | −0.324 |
| Gas pressure | 0 | 0 | 1 | 0 | 0.594 | 0.417 | −0.682 | 0.768 | 0.804 |
| Gas temperature | 0 | 0 | 0 | 1 | 0.498 | 0.297 | −0.471 | 0.592 | 0.897 |
| Particle velocity | −0.431 | 0 | 0.594 | 0.498 | 1 | 0.682 | −0.734 | 0.803 | 0.817 |
| Deposit hardness | −0.187 | 0.935 | 0.417 | 0.297 | 0.682 | 1 | 0 | 0 | −0.352 |
| Porosity | −0.213 | 0.109 | −0.682 | −0.471 | −0.734 | 0 | 1 | 0 | −0.819 |
| DE | 0.104 | 0 | 0.768 | 0.592 | 0.803 | 0 | 0 | 1 | 0 |
| FR | 0.097 | −0.324 | 0.804 | 0.897 | 0.817 | −0.352 | −0.819 | 0 | 1 |
| Material | Post-Treatment | Post-Treatment Effects Obtained | Ref. |
|---|---|---|---|
| Cu | HT | Improved conductivity, mechanical properties, isotropy, and ductility; reduced hardness. | [208,210,230,277,278] |
| Cu | SPS | Improved mechanical properties and ductility, reduced hardness. | [230] |
| Cu | FSP | Microstructure changed, refining grain size, improved mechanical properties and ductility, reduced hardness | [210] |
| Cu | EPP | Microstructure changed, refining grain size, improved mechanical properties and ductility, reduced hardness | [210] |
| Cu-Al | Infrared irradiation HT | Improved electrical conductivity, maintained the elastic moduli, improved cohesion of particles, reduced hardness. | [255] |
| TiC-Cu | SPS | Promoted phase change and sintering Ti-C-Cu, eliminated interparticular region, increased hardness. | [231] |
| Al6082 | SP | Improved compressive stress layer depth, changed the fatigue fracture mechanism from intercrystalline to transcrystalline. | [258] |
| Al-Mg-Sc-Zr | HIP | Maintained a very low porosity, improved mechanical properties, improved the compression resistance. | [237] |
| Al-Al2O3 | HT | Promoted phase change, reduced porosity and hardness, improved mechanical properties and ductility. | [213] |
| Al-B4C | HT | Improved mechanical properties and ductility, reduced hardness. | [267] |
| Al-B4C- | TMT | Improved adhesion, mechanical properties, and ductility, reduced hardness. | [267] |
| 316L | HT | Reduced porosity and hardness, maintained phase composition, improved ductility and fatigue performance. | [119,208,220,279] |
| 316L | HIP | Reduced porosity and hardness, maintained phase composition, improved ductility and fatigue performance. | [119,237] |
| 316L | HT + FSP | Improved mechanical properties, reduced porosity, reduced hardness negligibly, reduced the wear resistance. | [220] |
| Ti | HT | Maintained the same porosity, increased the mechanical properties and ductility. | [208,216,280] |
| Ti | HIP | Reduced porosity from 4.3 to 2.2%, improved mechanical properties, changed pores morphology. | [236,237] |
| Ti | Remelting | Reduced hardness, transformed microstructure, eliminated interparticular region, improved corrosion behavior. | [243,244,281] |
| Ti6Al4V | HT | Reduced porosity, promoted phase changes, improved mechanical properties and ductility, reduced hardness, | [154,214,282] |
| Ti6Al4V | HIP | Reduced porosity, promoted phase changes, grain refine, improve mechanical, improve the ductility. | [237,238,239,282] |
| Ti6Al4V | Remelting | Improved hardness, increased surface roughness, coefficient of friction in wear testing, and tensile residual stress. | [247,283] |
| Invar 36 | HT | Improved mechanical properties, ductility, reduced the compressive residual stress. | [284] |
| Inconel 625 | HT | Increased hardness and the fatigue performance. | [217] |
| Inconel 625 | Remelting | Reduced hardness, transformed cold worked microstructure in the particles to columnar dendritic, improved corrosion behavior. | [246] |
| Inconel 718 | HT | Reduced porosity, improved mechanical properties and ductility, reduced the compressive residual stress. | [81,124,204,218,219,285] |
| Inconel 718 | HIP + solution HT + aging HT | Reduced porosity and compressive residual stress, improved conductivity. | [123] |
| Title | Citations | Contributions and Goals | Ref. |
|---|---|---|---|
| Cold spraying—A material’s perspective | 592 | An overview regarding the CS principles, ASI bonding mechanism, materials characteristics, and applications. | [77] |
| Cold spray additive manufacturing and repair: Fundamentals and applications | 372 | Summarizing and reviewing the CSAM-related work, comparing CSAM to fusion-based AM techniques, presenting the effects of HT on a CSAM-ed material’s properties, and CSAM real applications. | [2] |
| Solid-state additive manufacturing and repairing by cold spraying: A review | 235 | Summarizing and reviewing the CSAM-related work, different possibilities of CSAM application, alloys, process parameters, post-treatments, and their effects on CSAM-ed material mechanical properties. | [374] |
| Cold gas dynamic manufacturing: A non-thermal approach to freeform fabrication | 217 | Introducing the application of CS as an AM technique to produce freeform parts, comparing CSAM to other AM processes and CSAM strategies. | [169] |
| Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications | 212 | Presenting the evolution in investments in CSAM, adhesion and cohesion mechanisms for CSAM-ed material, listing materials and applications, characteristics, and industrial applications. | [68] |
| Potential of cold gas dynamic spray as additive manufacturing technology | 212 | Presenting the CSAM principles, geometric characteristics, and materials’ properties, as well as the potential in using CSAM and its compatibility with other metal AM techniques. | [97] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vaz, R.F.; Garfias, A.; Albaladejo, V.; Sanchez, J.; Cano, I.G. A Review of Advances in Cold Spray Additive Manufacturing. Coatings 2023, 13, 267. https://doi.org/10.3390/coatings13020267
Vaz RF, Garfias A, Albaladejo V, Sanchez J, Cano IG. A Review of Advances in Cold Spray Additive Manufacturing. Coatings. 2023; 13(2):267. https://doi.org/10.3390/coatings13020267
Chicago/Turabian StyleVaz, Rodolpho Fernando, Andrea Garfias, Vicente Albaladejo, Javier Sanchez, and Irene Garcia Cano. 2023. "A Review of Advances in Cold Spray Additive Manufacturing" Coatings 13, no. 2: 267. https://doi.org/10.3390/coatings13020267
APA StyleVaz, R. F., Garfias, A., Albaladejo, V., Sanchez, J., & Cano, I. G. (2023). A Review of Advances in Cold Spray Additive Manufacturing. Coatings, 13(2), 267. https://doi.org/10.3390/coatings13020267