
The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Definitions
2.2. Experimental Procedures
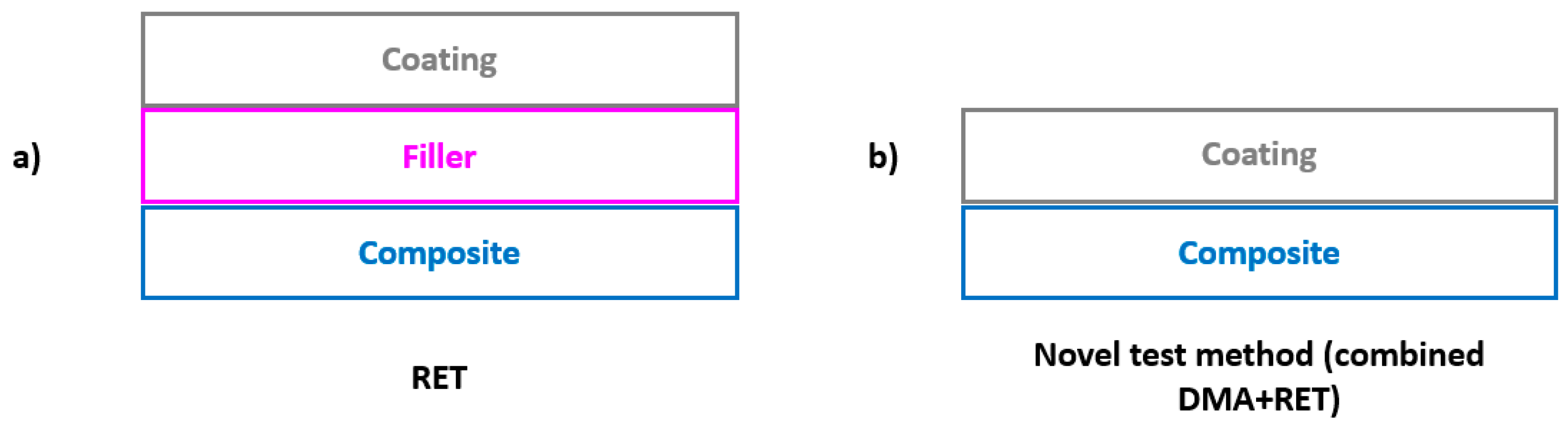
2.2.1. RET
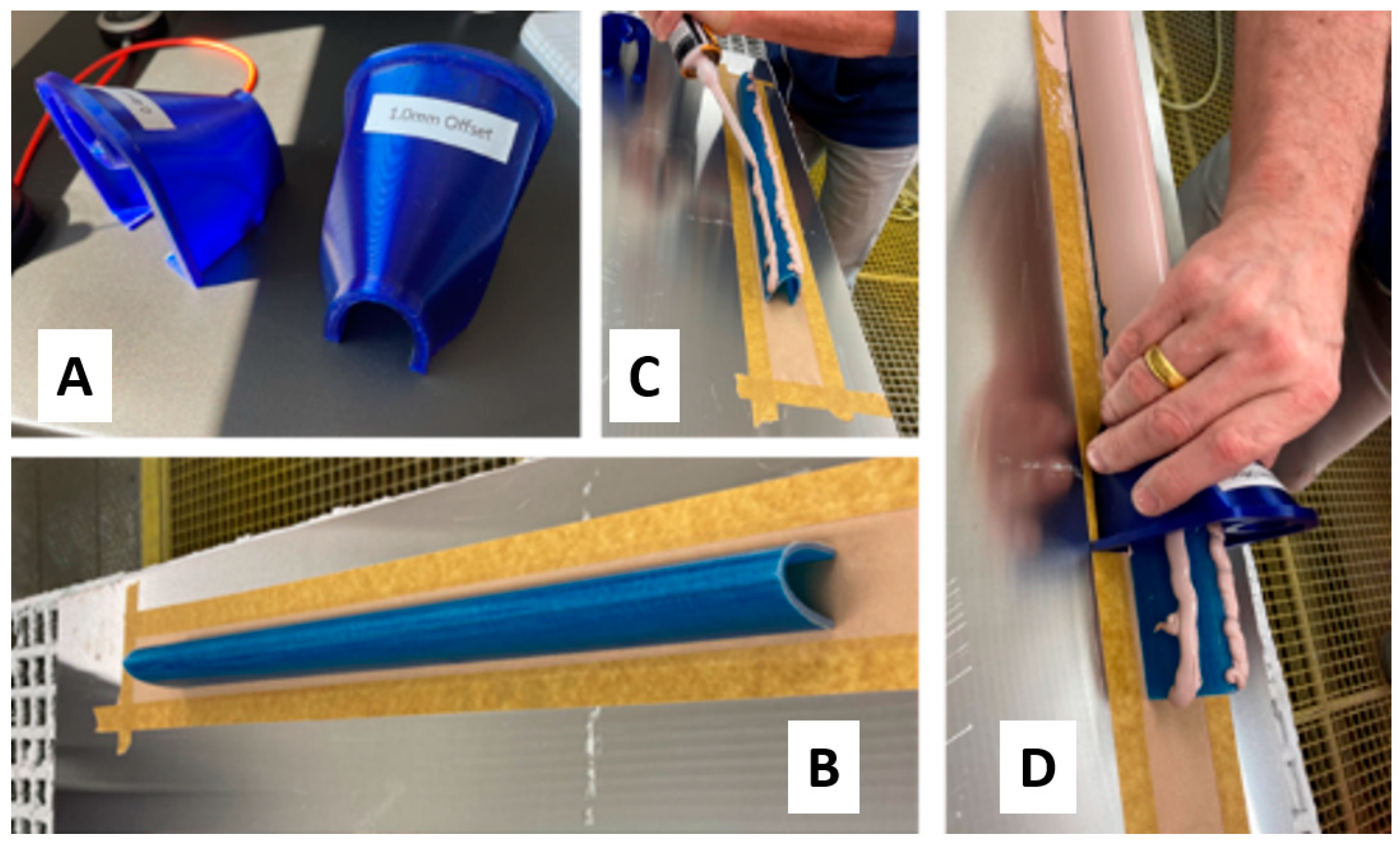
2.2.2. Combined DMA and RET
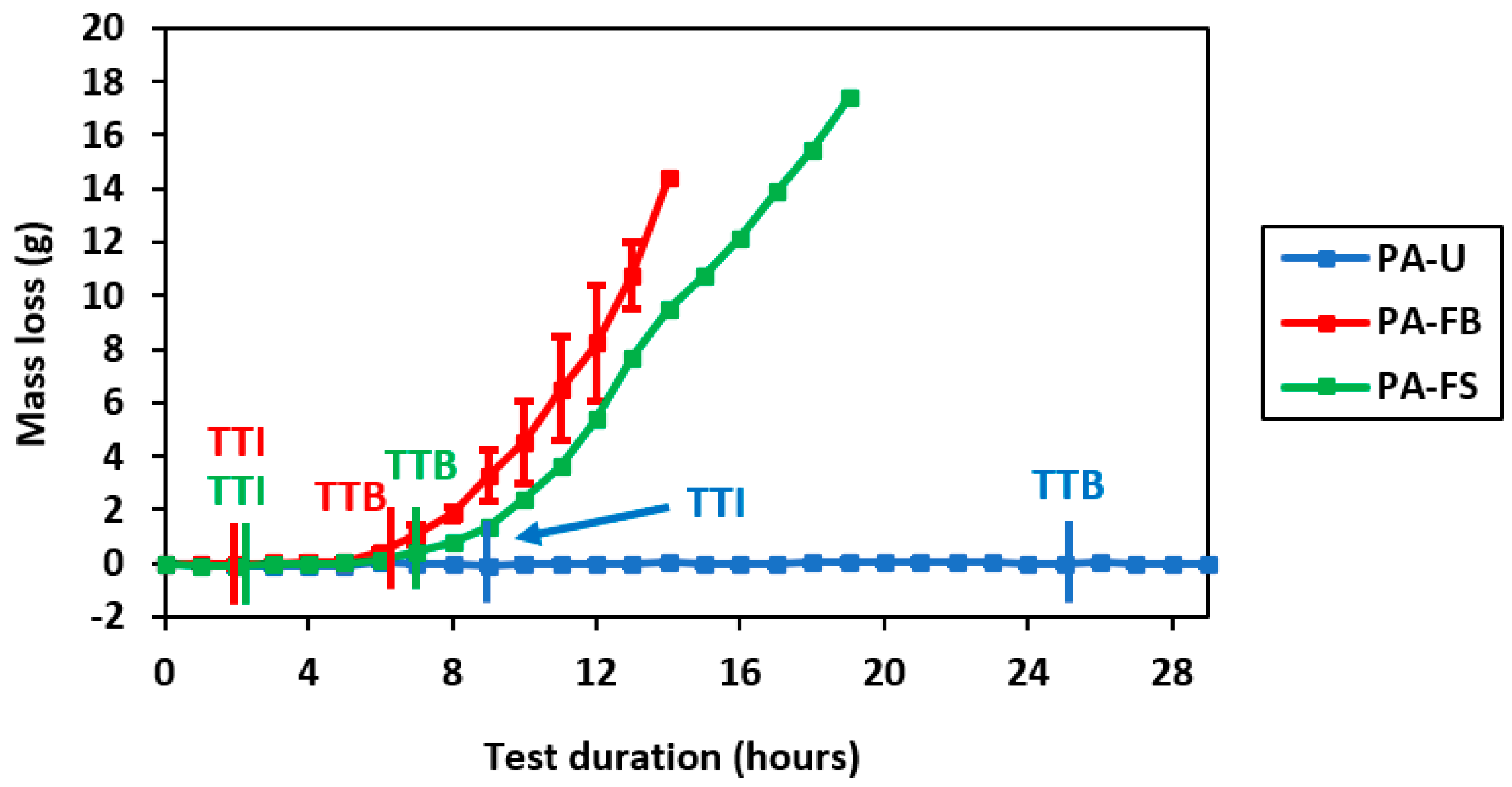
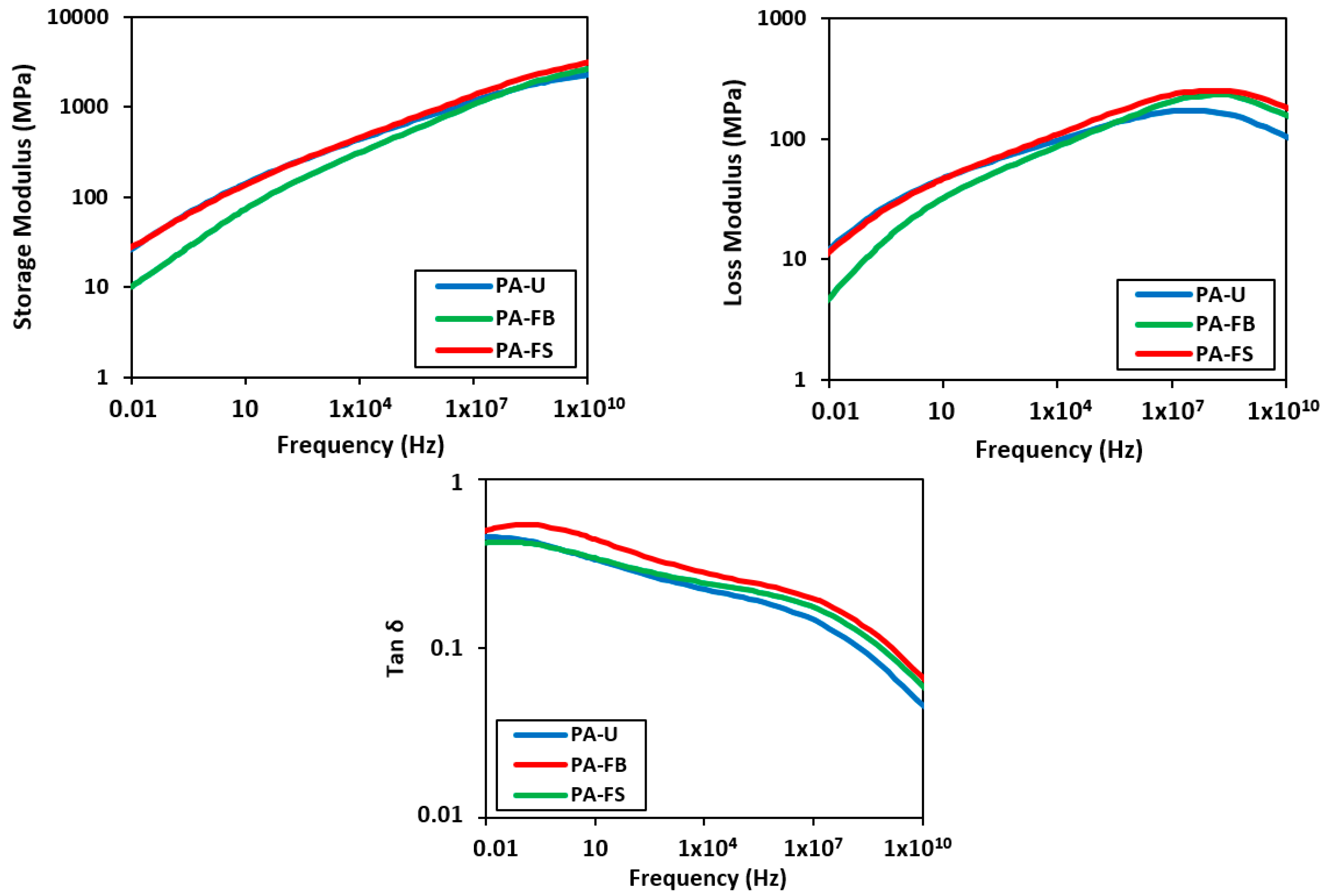
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Herring, R.; Dyer, K.; Martin, F.; Ward, C. The increasing importance of leading edge erosion and a review of existing protection solutions. Renew. Sustain. Energy Rev. 2019, 115, 109382. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Hasager, C.B.; Bak, C.; Tilg, A.-M.; Bech, J.I.; Rad, S.D.; Faester, S. Leading edge erosion of wind turbine blades. Renew. Energy 2021, 169, 953–969. [Google Scholar] [CrossRef]
- Keegan, M.H.; Nash, D.H.; Stack, M.M. On erosion issues associated with the leading edge of wind turbine blades. J. Phys D Appl. Phys 2013, 46, 383001. [Google Scholar] [CrossRef]
- Sareen, A.; Sapre, C.A.; Selig, M.S. Effects of leading edge erosion on wind turbine blade performance. Wind Energ. 2014, 17, 1531–1542. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Repair of wind turbine blades: Review of methods and related computational mechanics problems. Renew. Energy 2019, 140, 828–839. [Google Scholar] [CrossRef]
- Ren, Z.; Verma, A.S.; Li, Y.; Teuwen, J.J.E.; Jiang, Z. Offshore wind turbines operations and maintenance: A state-of-the-art review. Renew. Sustain. Energy Rev. 2021, 144, 110886. [Google Scholar] [CrossRef]
- Godfrey, M.; Siederer, O.; Zekonyte, J.; Barbaros, I.; Wood, R. The effect of temperature on the erosion of polyurethane coatings for wind turbine leading edge protection. Wear 2021, 476, 203720. [Google Scholar] [CrossRef]
- Dashtkar, A.; Johansen, N.F.-J.; Mishnaevsky, L., Jr.; Williams, N.A.; Hasan, S.W.; Wadi, V.S.; Silvello, A.; Hadavinia, H. Graphene/sol-gel modified polyurethane coating for wind turbine blade leading edge protection: Properties and performance. Polym. Polym. Compos. 2022, 30, 09673911221074197. [Google Scholar] [CrossRef]
- Finnegan, W.; Keeryadath, P.D.; Coistealbha, R.O.; Flanagan, T.; Flanagan, M.; Goggins, J. Development of a numerical model of a novel leading edge protection component for wind turbine blades. Wind Energ. Sci. 2020, 5, 1567–1577. [Google Scholar] [CrossRef]
- Hasager, C.; Mishnaevsky, L., Jr.; Bak, C.; Bech, J.I.; Faester, S.; Johansen, N.F.-J. How can we combat leading-edge erosion on wind turbine blades? In DTU International Energy Report 2021: Perspectives on Wind Energy; DTU Wind Energy: Roskilde, Denmark, 2021; pp. 134–142. [Google Scholar]
- Lapcik, L.; Vasina, M.; Lapcikova, B.; Otyepkova, E.; Waters, K.E. Investigation of advanced mica powder nanocomposite filler materials: Surface energy analysis, powder rheology and sound absorption performance. Compos. B Eng 2015, 77, 304–310. [Google Scholar] [CrossRef]
- Teijido, R.; Ruiz-Rubio, L.; Echaide, A.G.; Vilas-Vilela, J.L.; Lanceros-Mendez, S.; Zhang, Q. State of the art and current trends on layered inorganic-polymer nanocomposite coatings for anticorrosion and multi-functional applications. Prog. Org. Coat. 2022, 163, 106684. [Google Scholar] [CrossRef]
- DNVGL: RP-0171; Testing of Rotor Blade Erosion Protection Systems: Recommended Practice. DNVGL: Hovik, Norway, 2018.
- Hoksbergen, N.; Akkerman, R.; Baran, I. The Springer model for lifetime predictions of wind turbine blade leading edge protection systems: A review and sensitivity study. Materials 2022, 15, 1170. [Google Scholar] [CrossRef]
- O’Carroll, A. Correlation of Mechanical Properties to Rain Erosion Resistance of Polymeric Materials. Ph.D. Thesis, University of Limerick, Limerick, Ireland, 2018. [Google Scholar]
- Schmitt, G.F., Jr. Materials Parameters That Govern the Rain Erosion Behaviour of Polymeric Coatings and Composites at Subsonic Velocities; Technical Report AFML-TR-71-197; Air Force Materials Laboratory: Greene County, OH, USA, 1971. [Google Scholar]
- Slot, H.M.; Ijzerman, R.M.; Le Feber, M.; Nord-Varhaug, K.; Van der Heide, E. Rain erosion resistance of injection moulded and compression moulded polybutylene terephthalate PBT. Wear 2018, 414–415, 234–242. [Google Scholar] [CrossRef]
- Katsivalis, I.; Chanteli, A.; Finnegan, W.; Young, T.M. Mechanical and interfacial characterization of leading-edge protection materials for wind turbine blade applications. Wind Energy 2022, 25, 1758–1774. [Google Scholar] [CrossRef]
- O’Carroll, A.; Hardiman, M.; Tobin, E.F.; Young, T.M. Correlation of the rain erosion performance of polymers to mechanical and surface properties measured using nanoindentation. Wear 2018, 412–413, 38–48. [Google Scholar] [CrossRef]
- Busch, H.; Hoff, G.; Langbein, G.; Taylor, G.; Jenkins, D.C.; Taunton, M.A.; Fyall, A.A.; Jones, R.F.; Harper, T.W. Rain erosion properties of materials [and discussion]. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1966, 260, 168–181. [Google Scholar]
- Engel, O.G. Erosion damage to solids caused by high-speed collision with rain. J. Res. Natl. Bur. Stand. 1958, 61, 47–52. [Google Scholar] [CrossRef]
- Gohardani, O. Impact of erosion testing aspects on current and future flight conditions. Prog. Aerosp. Sci. 2011, 47, 280–303. [Google Scholar] [CrossRef]
- Ouachan, I.; Ward, C.; Hamerton, I.; Dyer, K. Engineering viscoelastic properties in polyurethane coatings to reduce erosion risks in wind turbine blades. Sample J. 2021, 57, 16–24. [Google Scholar]
- DIN 53504:2017-03; Testing of Rubber—Determination of Tensile Strength at Break, Tensile Stress at Yield, Elongation at Break and Stress Values in a Tensile Test. DIN: Berlin, Germany, 2017.
- Zahavi, J.; Nadiv, S.; Schmitt, G.F., Jr. Indirect damage in composite materials due to raindrop impact. Wear 1981, 72, 305–313. [Google Scholar] [CrossRef]
- Cho, K.S. Time-Temperature Superposition, Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2016; pp. 437–457. [Google Scholar]
- Ouachan, I. Characterisation and Understanding of Viscoelastic Leading Edge Protection Solutions Used on Offshore Wind Turbines. Ph.D. Thesis, University of Bristol, Bristol, UK, 2023. [Google Scholar]
- Daver, F.; Kajtaz, M.; Brandt, M.; Shanks, R.A. Creep and recovery behaviour of polyolefin-rubber nanocomposites developed for additive manufacturing. Polymers 2016, 8, 437. [Google Scholar] [CrossRef]
- Musilova, L.; Mracek, A.; Kovalcik, A.; Smolka, P.; Minarik, A.; Humpolicek, P.; Vicha, R.; Ponizil, P. Hyaluronan hydrogels modified by glycinated Kraft lignin: Morphology, swelling, viscoelastic properties and biocompatibility. Carbohydr. Polym. 2018, 181, 394–403. [Google Scholar] [CrossRef]
- DNVGL: RP-0573; Evaluation of Erosion and Delamination for Leading Edge Protection Systems of Rotor Blades. DNVGL: Hovik, Norway, 2020.
- Amirzadeh, B.; Loujghalam, M.; Raessi, M.; Tootkaboni, M. A computational framework for the analysis of rain induced erosion in wind turbine blades, part I: Stochastic rain texture model and drop impact simulations. J. Wind. Eng. Ind. Aerodyn. 2017, 163, 33–43. [Google Scholar] [CrossRef]
- Liu, X.; Zhu, D.; Lin, J.; Zhang, Y. Temperature and frequency dependence of the dynamic viscoelastic properties of silicone rubber. Polymers 2023, 15, 3005. [Google Scholar] [CrossRef]
- Wollscheid, D.; Lion, A. Predeformation- and frequency-dependent material behaviour of filler-reinforced rubber: Experiments, constitutive modelling and parameter identification. Int. J. Solids Struct. 2013, 50, 1217–1255. [Google Scholar] [CrossRef]
- Airey, G.D.; Rahimzadeh, B.; Collop, A.C. Viscoelastic linearity limits for bituminous materials. Mat. Struct. 2003, 36, 643–647. [Google Scholar] [CrossRef]
- Hentschke, R. The Payne effect revisited. Polym. Lett. 2017, 11, 278–292. [Google Scholar] [CrossRef]
- Schaefer, D.W.; Zhao, J.; Dowty, H.; Alexander, M.; Orler, E.B. Carbon nanofiber reinforcement of soft materials. Soft Matter 2008, 4, 2071–2079. [Google Scholar] [CrossRef]
- Strankowski, M. Nonlinear viscoelastic properties of polyurethane nanocomposites. In Polyurethane Polymers: Composites and Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 401–425. [Google Scholar]
- McLean, R.S.; Sauer, B.B. Nano-deformation of crystalline domains during tensile stretching studied by Atomic Force Microscopy. J. Polym. Sci. B Polym. Phys. 1999, 37, 859–866. [Google Scholar] [CrossRef]
- Abouzahr, S.; Wilkes, G.L.; Ophir, Z. Structure-property behaviour of segmented polyether-MDI-butanediol based urethanes: Effect of composition ratio. Polymer 1982, 23, 1077–1086. [Google Scholar] [CrossRef]
- Donley, G.J.; Singh, P.K.; Shetty, A.; Rogers, S.A. Elucidating the G″ overshoot in soft materials with a yield transition via a time-resolved experimental strain decomposition. Proc. Natl. Acad. Sci. USA 2020, 117, 21945–21952. [Google Scholar] [CrossRef] [PubMed]
- Barrera, C.S.; Cornish, K. Fly ash as a potential filler for the rubber industry. J. Handb. Fly Ash 2022, 1, 763–792. [Google Scholar]
- Papanicolaou, G.C.; Xepapadaki, A.; Abiramia, G.; Jiga, G. Viscoelastic characterization of a glass-epoxy composite. Mater. Plast. 2008, 45, 221–227. [Google Scholar]
- Liu, X.; Pan, Y.; Zheng, G.; Schubert, D.W. Rheological and electrical behaviour of poly(methyl methacrylate)/carbon black composites as investigated by creep recovery in shear. Compos. Sci. Technol. 2016, 128, 1–7. [Google Scholar] [CrossRef]
- Xia, H.; Song, M.; Zhang, Z.; Richardson, M. Microphase separation, stress relaxation, and creep behaviour of polyurethane nanocomposites. J. Appl. Polym. Sci. 2007, 103, 2992–3002. [Google Scholar] [CrossRef]
- Saowapark, T.; Sombatsompop, N.; Sirisinha, C. Viscoelastic properties of fly ash-filled natural rubber compounds: Effect of fly ash loading. J. Appl. Polym. Sci. 2009, 112, 2552–2558. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Rain Erosion Medium | Material Classification (Rain Erosion Resistance) | Inferred Material Property Requirements | Material Characterisation Technique |
|---|---|---|---|---|
| N. Hoksbergen et al. [14] | RET Springer model, i.e., mathematical | TPU > PAI > PEEK > PC > PBT > ABS > PTFE > PE | Increased Poisson ratio (elastomeric) | Fatigue test (Wöhler S-N) |
| A. O’Carroll [15] | WARER | PP > PE > PC > PET > PMMA | Reduced UTS | Tensile test (ASTM D638-14) |
| Reduced hardness | Nanoindentation | |||
| Increased short-term recovery | ||||
| Reduced acoustic impedance | Ultrasonic evaluation | |||
| Increased damping ratio | ||||
| G.F. Schmitt [16] | Rotating arm apparatus | TPU > PE > PA > PI | Increased ETB | Tensile test (ASTM D412) |
| H.M. Slot et al. [17] | Stationary nozzle spray | PBT > PA > PET > PP > PE > PC > PMMA | Reduced E (Young’s modulus) | Tensile test |
| Reduced polymer crystallinity | ||||
| I. Katsivalis et al. [18] | WARER | 9 × TPU | E (Young’s modulus)–inconclusive | Tensile test |
| Stiffness and hardness–inconclusive | Nanoindentation | |||
| Reduced E′ (when measured at ≥ 106 Hz) | DMA (frequency sweep/TTS) |
| Analysis Method | RET | Novel Thin Film Test Method (Combined DMA+RET) | ||||
|---|---|---|---|---|---|---|
| Sample code | PA-U | PA-FB | PA-FS | PA-U | PA-FB | PA-FS |
| Manufacturing method | Poured | Brush | Spray | Cast | Brush | Spray |
| Inorganic filler content (wt%) | - | 6–7 | 6–7 | - | 6–7 | 6–7 |
| Colour | Transparent | Grey | Grey | Transparent | Grey | Grey |
| Thickness (mm) | Approx. 0.5 | 0.5–0.7 | Approx. 0.5 | 0.24 | 0.57 | 0.32 |
| Dimensions (w × l) | Approx. 80 mm × 450 mm | Approx. 50 mm × 10 mm | ||||
| Format | Coated composite specimen | Free film | ||||
| Experimental Procedure | Oscillation Strain Sweep | Oscillation Frequency Sweep/TTS | Oscillation Temperature Ramp |
|---|---|---|---|
| Temperature (°C) | 20 | −60 to 60 at 10 °C intervals | −70 to 100 at 3 °C min−1 |
| Amplitude (µm) | 0.1–10,000 | 20 | 20 |
| Frequency (Hz) | 1 | 0.1–10 | 1 |
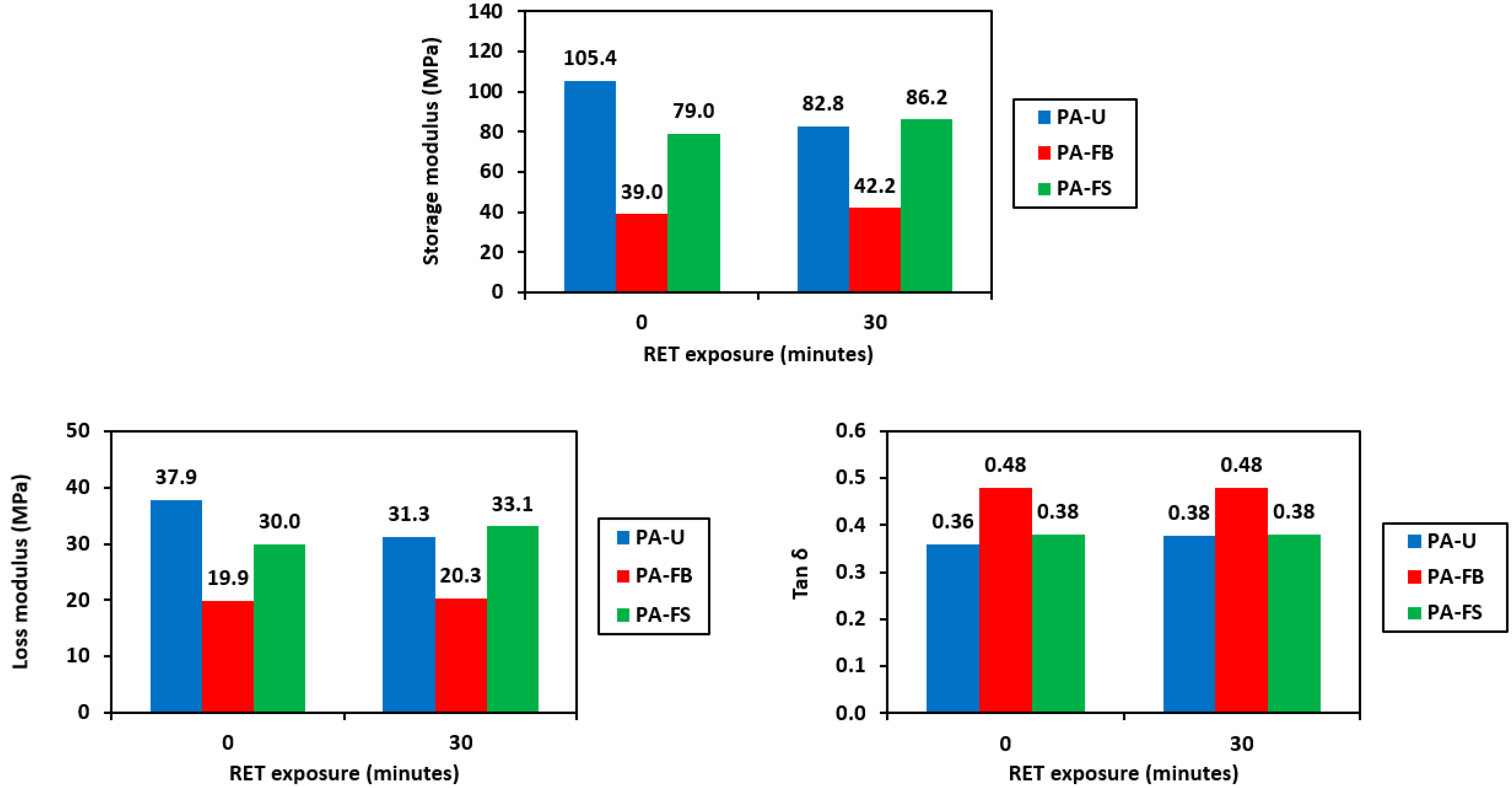
| Coating | Tg (E″ Peak, °C) a | Tg (tan δ Peak, °C) a | E′ (MPa) b | E″ (MPa) b | Tan δ b |
|---|---|---|---|---|---|
| PA-U | −21.6 | 36.1 | 105.4 | 37.9 | 0.36 |
| PA-FB | −22.6 | 31.7 | 39.0 | 19.9 | 0.48 |
| PA-FS | −21.7 | 37.1 | 79.0 | 30.0 | 0.38 |
| Coating | E′ (MPa) | γc (%) | ||
|---|---|---|---|---|
| 0 M | 30 M | 0 M | 30 M | |
| PA-U | 87.6 | 72.0 | 0.87 | 1.13 |
| PA-FB | 58.3 | 36.2 | 0.45 | 0.47 |
| PA-FS | 80.7 | 54.6 | 0.44 | 0.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jones, S.M.; Rehfeld, N.; Schreiner, C.; Dyer, K. The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings. Coatings 2023, 13, 1849. https://doi.org/10.3390/coatings13111849
Jones SM, Rehfeld N, Schreiner C, Dyer K. The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings. Coatings. 2023; 13(11):1849. https://doi.org/10.3390/coatings13111849
Chicago/Turabian StyleJones, Stephen M., Nadine Rehfeld, Claus Schreiner, and Kirsten Dyer. 2023. "The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings" Coatings 13, no. 11: 1849. https://doi.org/10.3390/coatings13111849
APA StyleJones, S. M., Rehfeld, N., Schreiner, C., & Dyer, K. (2023). The Development of a Novel Thin Film Test Method to Evaluate the Rain Erosion Resistance of Polyaspartate-Based Leading Edge Protection Coatings. Coatings, 13(11), 1849. https://doi.org/10.3390/coatings13111849