3.1. MLP Architectures
From the set of experimental data, the test and validation sets of data, whose task was to check the correct operation of the training algorithm, were separated, and the rest of the data were included in the so-called training set (used directly for teaching the network). The experimental set of data was divided into three groups: training data, validation data and test data in proportions of 70%, 15% and 15%, respectively.
Some surface roughness parameters can be correlated in the specific conditions of the surface topography; therefore, it was assumed necessary to consider independent multilayer networks with only one of the roughness parameters, Sa, Ssk or Sku, at the output. Then, the results of the best networks from each group of input parameters were independently evaluated. In the experiments regarding the search for optimal MLP models, the Statistica 13.3 package was used. It was assumed that the network designer build in Statistica software would generate a certain number of networks that would be trained based on the available data from experiments and that only the best three networks would be retained after validation of the training results.
A search was carried out for the most suitable network architecture. The predictive accuracy of neural networks is subject to random effects, and even ANNs with different architectures may have similar predictive properties due to a more favourable initial set of weights. On this basis, analyses were carried out for networks with different architectures and different numbers of neurons. Three networks were selected to predict each of the selected surface roughness parameters of sheet metal. Then, based on the training error values for the validation and training sets, the most advantageous network was selected. The architectures of three networks with the smallest errors for each of the output parameters and each neuron activation function are presented in
Table 4,
Table 5,
Table 6,
Table 7,
Table 8,
Table 9,
Table 10,
Table 11 and
Table 12 (in the second column), and in the further columns, the values of quality parameters of the MLPs are listed. In these tables, the training, test and validation sets are abbreviated as TR, TE and V, respectively.
3.2. MLP for Prediction of Roughness Parameter Sa
Considering the smallest training errors for both the training and validation sets, the MLP 10-7-1 network (
Table 6) was selected for further analysis. For this network, the values of Pearson’s correlation R (Equation (3)) for the training, test and validation sets were approximately 0.98, 0.99, and 0.94, respectively. The network training process was carried out until there was no further decrease in the network error value for the test set. Further continuation of the learning process, even with a continuous decrease in error for the test set, led to the excessive correlation of the network response to the training data. The ability of the MLP network to generalise was assessed on the data contained in the test set, the data of which were not used in the learning process. The training process was terminated after 32 epochs (
Figure 7).
where n is the sample size, and x
i and y
i are individual sample points indexed with ‘i’.
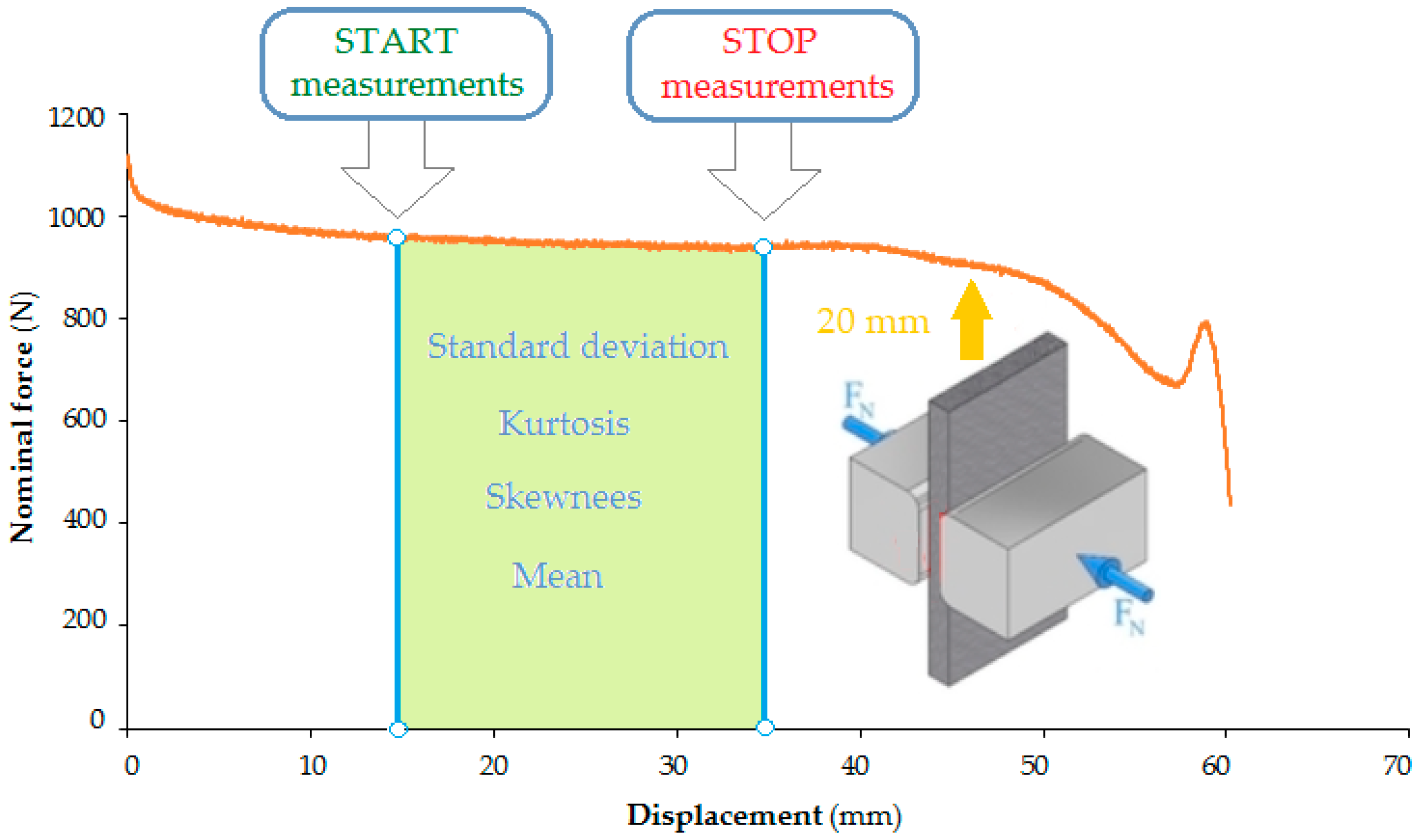
Variable sensitivity analysis makes it possible to assess the significance of the influence of a specific variable on the value predicted by the output neuron. The basic measure of network sensitivity is the quotient of the error obtained for a data set that does not contain a specific variable and the error obtained with a complete set of variables [
34]. The global sensitivity analysis for selected variables in the training set is as follows: oil pressure 57.811, oil viscosity 7.620, F
NSD 4.377, F
Nku 2.978, F
Nmean 2.099 and F
Nsk 1.277 (
Table 13).
If the error ratio presented in
Table 13 is equal to or greater than 1, then this variable has a significant impact on the mean roughness parameter (Sa). The variables that affect the value of the Sa roughness parameter most are oil viscosity and its pressure. Subsequently, the surface roughness parameter, Sa, after the friction process is influenced by statistical measures of force, F
N: standard deviation (F
NSD), kurtosis (F
Nku), mean value of contact force (F
Nmean) and skewness (F
Nsk).
The effect of oil viscosity and oil pressure on the value of the Sa parameter should be considered together. The viscosity of the oil determines the durability of the lubricant film and its adhesion to the surfaces of the sheet and the countersample. When lubricating with higher-viscosity oil, higher pressures can be applied in a strip drawing test without the risk of lubricant leaks. In turn, low-viscosity oil is characterized by low flow resistance, and it is easier to break the lubricating film, even at low pressures. Under conditions of increasing contact pressure, the influence of lubricant pressure on changing the surface topography decreases. However, the mechanical cooperation of the surface asperities through flattening and ploughing mechanisms begins to play a dominant role.
Figure 8,
Figure 9,
Figure 10 and
Figure 11 show a comparison of measured data and responses of the MLP 10-7-1 network for selected configurations of input parameters. The response of the neural network (
Figure 8b,
Figure 9b,
Figure 10b and
Figure 11b) perfectly reflects the results of experimental studies (
Figure 8a,
Figure 9a,
Figure 10a and
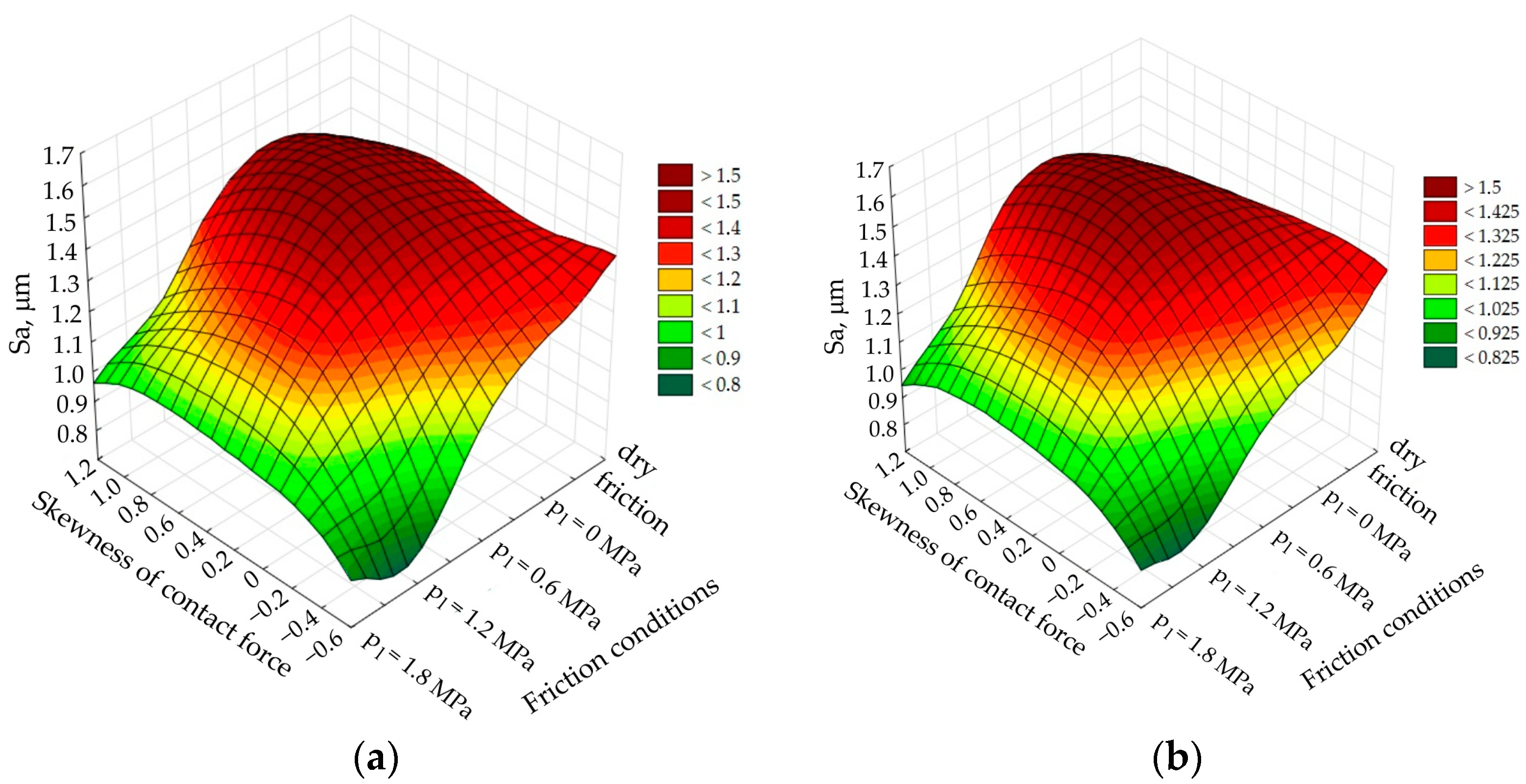
Figure 11a). Under lubricated conditions, if the lubricant pressure increases, the Sa value decreases. This generally applies to negative values of the kurtosis of contact force. For positive values of kurtosis, the Sa value decreases with increasing lubricant pressure. Higher lubricant pressure ensures better penetration of the cavities located in the roughness valleys and, in the case of closed lubricant pockets, an additional reduction in the metallic interaction of the surface roughness asperities.
The greatest increase in the value of the Sa parameter is observed for dry friction conditions and during conventional lubrication (p
l = 0 MPa). During lubrication with a lubricant pressure of p
l = 1.8 MPa, the smallest difference in the Sa parameter of the sheet metal after friction is observed in relation to the as-received sheet metal (Sa = 1.40 µm). Under these conditions, the mean surface roughness Sa increased by approximately 29%–43% (
Figure 8). However, in dry friction conditions, the mean surface roughness varied by approximately 8%–21% depending on the kurtosis of contact force. In conventional lubrication conditions (p
l = 0 MPa), the mean roughness increased by approximately 2%–14%, depending on the kurtosis of contact force. So, the pressurised lubrication ensures lower average roughness of the workpiece surface after friction compared to the conventional lubrication. In [
37], it was observed that friction under pressure lubrication conditions reduces the mean roughness of DC01 steel sheets by approximately 32%. Similarly, in [
38], it was found that the Sa parameter of DC04 steel sheets increases with a reduction in normal pressure by approximately 12%–47%, in the range of contact pressures between 3 and 12 MPa. Most published works indicate a reduction in the surface roughness of sheet metal as a result of the surface flattening of asperities [
39,
40], or an increase in it as a result of the ploughing mechanism [
41].
The influence of the skewness of contact force and lubricant pressure on the roughness parameter, Sa, is similar (
Figure 9). Increasing the oil pressure reduces the surface roughness of the sheet metal defined by the Sa parameter.
The response surface of the neural network for the influence of the average contact force and lubricant viscosity is represented by two troughs with the minimum values of the Sa parameter (
Figure 10). The most unfavourable friction conditions due to the minimisation of the Sa roughness parameter occur at the highest average contact force and in the absence of lubrication (lubricant viscosity of 0 mm
2/s).
In the range of the average contact force between about 1500 and 3500 N, a stabilisation of the Sa roughness parameter value for specific lubrication conditions is visible (
Figure 11). Irrespective of the value of the oil pressure, first, the Sa parameter increases; then, its stabilisation occurs in a wide range of changes described above, and finally, after exceeding the value of the average contact force of 3500 N, the Sa parameter increases sharply. This may be justified by the intensification of flattening and ploughing mechanisms under conditions of high contact forces. Then, at high contact pressures, the share of mechanical cooperation of the surface asperities in the total resistance to friction increases.
A scatter plot between observed values and predicted values of roughness parameter Sa is shown in
Figure 12. The values present normal distribution, and they are proportionally distributed along the diagonal line. In a normal distribution, the frequency of occurrence of events with the average value of the examined feature is therefore the highest, or, in other words, the probability of such an event occurring is the highest. The frequency of an event occurring (the probability of occurrence) decreases according to the increase in the deviation of the random variable from its expected value.
3.3. MLP for Prediction of Skewness, Ssk
The MLP 10-6-1 neural network (
Table 8) predicting the value of skewness, Ssk, of the sheet surface is characterised by worse Pearson’s coefficients compared to the network predicting the value of the roughness parameter, Sa. The Pearson’s coefficient values for the training, test and validation sets are 0.655, 0.298 and 0.844, respectively. The value of the error ratio for individual input variables (
Table 14) is much more even compared to the network predicting the value of the Sa parameter (
Table 13). However, none of the quotient values is lower than 1. Oil pressure, average value of contact force and oil viscosity have the greatest informative capacity.
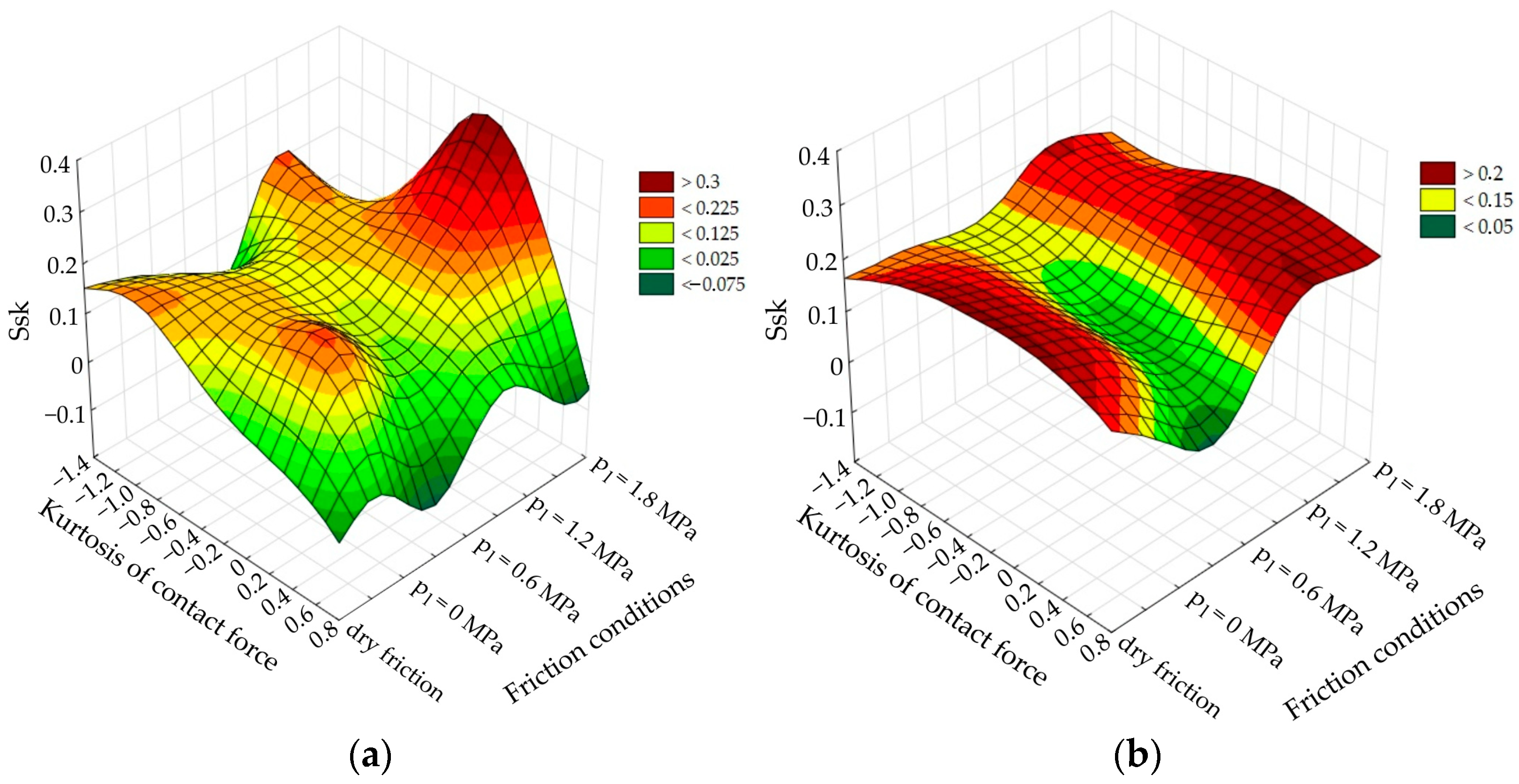
The experimental results and the response surfaces of the MLP 10-6-1 network of the influence of the kurtosis of contact force and the lubrication pressure on the value of the skewness, Ssk, are shown in
Figure 13a,b, respectively. The prediction of the neural network is a flattening of the experimental curve. Due to the learning algorithm being stopped after the minimum error value for the test set is reached, the neural network reaches the optimal quality of data generalisation. Skewness, Ssk, increases with increasing lubrication pressure. Most of the sheets tested experimentally are characterised by a positive skewness, Ssk, value (
Figure 13). Intense friction leads to rough interaction between the surface asperities, because of which, the surface is flattened.
The influence of oil pressure and lubricant viscosity on the value of the roughness parameter, Ssk, is represented by the saddle surface. For dry friction (kinematic viscosity 0 mm
2/s), the skewness, Ssk, value shows negative values. It is local in nature. So, the neural network model predicts a saddle surface in a more flattened form, not considering local disturbances of experimental data. In the absence of lubrication, the Ssk value takes relatively large values above 0.3 (
Figure 14). Increasing the lubricant pressure under pressure-assisted lubrication slightly increases the skewness value, but this effect is valid for oil with a viscosity of about 600 mm
2/s, corresponding to the saddle point position. A saddle point is a point on a surface with the property that, in any of its surroundings, there are points lying on both sides of the tangent.
In general, the shape of the predicted response surface for the network predicting the skewness, Ssk, value deviates much more from the experimental surfaces than the network predicting the value of average roughness Sa (
Section 3.2). The reasons should be grounded in different values of the activation function of neurons. The function outputs, y, of the MLP analysed in this section are exponential, and they are in the range of 0 to ∞. The optimal MLP for modelling the average roughness, Sa, contains neurons with hyperbolic activation function with the output values in the range between −1 and +1. So, owing the possibility of including both negative and positive values of the output, the MLP 10-7-1 (Sa) network tends to better match the experimental data than the MLP 10-6-1 (Ssk).
3.4. MLP for Prediction of Kurtosis, Sku
The architecture of the ANN that provides the smallest error values for the training and test sets is the MLP 10-9-1 network containing neurons with the tanh activation function (
Table 12). For the training set, the Pearson’s correlation is 0.993, and for the test and validation sets, 0.954 and 0.837, respectively. The average value of contact force and oil pressure at almost the same level affects the value of kurtosis, Sku, of the sheet surface. In order of decreasing importance, kurtosis of contact force, standard deviation of contact force, oil viscosity and skewness of contact force were ranked further (
Table 15).
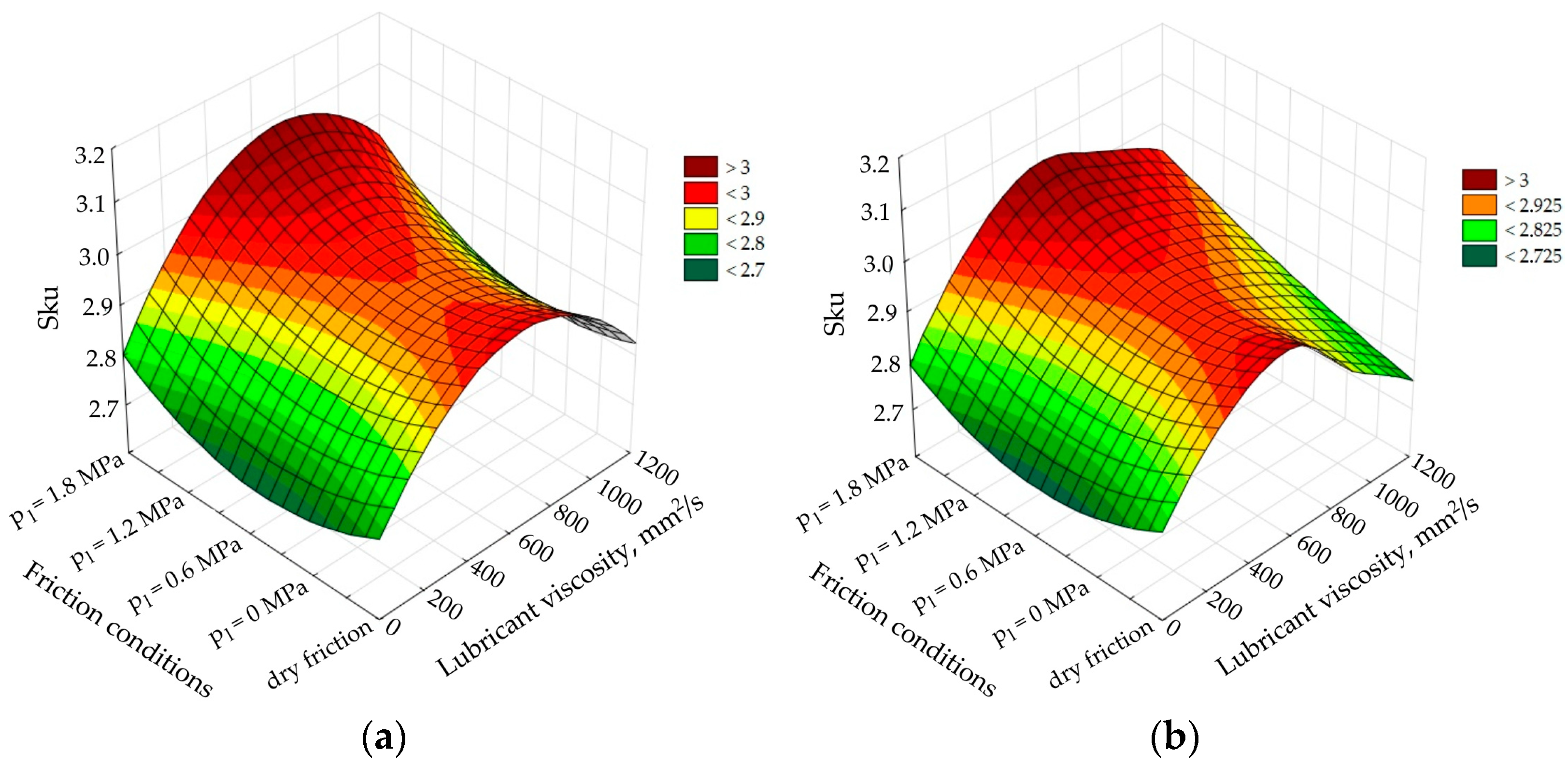
The influence of oil viscosity and lubrication pressure on the value of the kurtosis, Sku, is given by a typical saddle curve (
Figure 15). In the absence of lubrication and when lubricating with oil with a viscosity of 1.136 mm
2/s, the skewness values are below 3. Under these conditions, the distribution curve is platykurtoic with relatively low valleys and few high peaks. In the second case (Sku > 3), the distribution curve of the profile is leptokurtoic and is characterised by relatively low valleys and many high peaks [
42]. The roughness parameter, Sku, increases to values above 3 with the increase in the lubricant pressure. This is a result of the formation of a lubricant ‘cushion’ and the separation of rubbing surfaces.
Increasing the average signal of contact force clearly reduces the value of kurtosis, Sku (
Figure 16). This effect is observed for the entire range of oil viscosity changes. Under dry friction conditions (viscosity 0 mm
2/s), the distribution curve of the surface profile is platykurtoic with high peaks or deep scratches, which are formed as a result of the mechanical action of the summits of asperities under lubricant-free conditions.
Changing the friction conditions from dry friction to oil lubrication leads to an increase in the kurtosis, Sku, value (
Figure 17). Similarly, under specific friction conditions, an increase in the average signal of contact force causes a decrease in the Sku parameter. As mentioned earlier, the lubrication of the contact interface, under pressure-assisted lubrication conditions, limits the mechanical interaction of the friction surfaces, specifically the interaction of the hard tool with the relatively soft sheet metal. An additional mechanism that is activated under high contact forces is the phenomenon of strain hardening. This phenomenon consists of an increase in the yield stresses that plasticise the material of the surface asperities along with the increasing plastic deformation of the sheet material.
The influence of lubricant viscosity on the coefficient of friction is closely related to the topography of the sheet metal surface [
43]. The application of oil with high viscosity on the surface leads to the decrease in the coefficient of friction [
44]. Lee et al. [
45] found that high-viscosity lubricants provided lower friction coefficient values. Increasing the contact pressure results in intensified flattening of the summits of the surface asperities [
39], and as a result, the value of the Sku parameter decreases with the increase in contact force. The increase in the pressure of the oil contained in closed lubricant pockets limits the mechanical interaction of the surface asperities and reduces friction by creating a pressure lubricant cushion [
8]. The largest change in the Sku parameter occurs in conditions of a lack of pressurised lubrication and dry friction [
38].
Detailed prediction statistics for the MLP 10-7-1 networks used for the prediction of roughness parameters Sa, Ssk and Sku are listed in
Table A1 (
Appendix A).
Since a neural network is nothing more than a multidimensional approximation mechanism, its use for this task is probably redundant. The surfaces obtained in the experiment (
Figure 8a,
Figure 9a,
Figure 10a,
Figure 11a,
Figure 13a,
Figure 14a,
Figure 15a,
Figure 16a and
Figure 17a) and as a result of the prediction of the ANN (
Figure 8b,
Figure 9b,
Figure 10b,
Figure 11b,
Figure 13b,
Figure 14b,
Figure 15b,
Figure 16b and
Figure 17b) are quite smooth, and it is most likely that the usual approximation would give a similar result.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}