
Effect of Al Content on the Long-Term Corrosion Behavior of Arc-Sprayed ZnAl Alloy Coatings
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Coating Characterization
2.3. Long-Term Soaking Test
2.4. Electrochemical Test
3. Results and Discussion
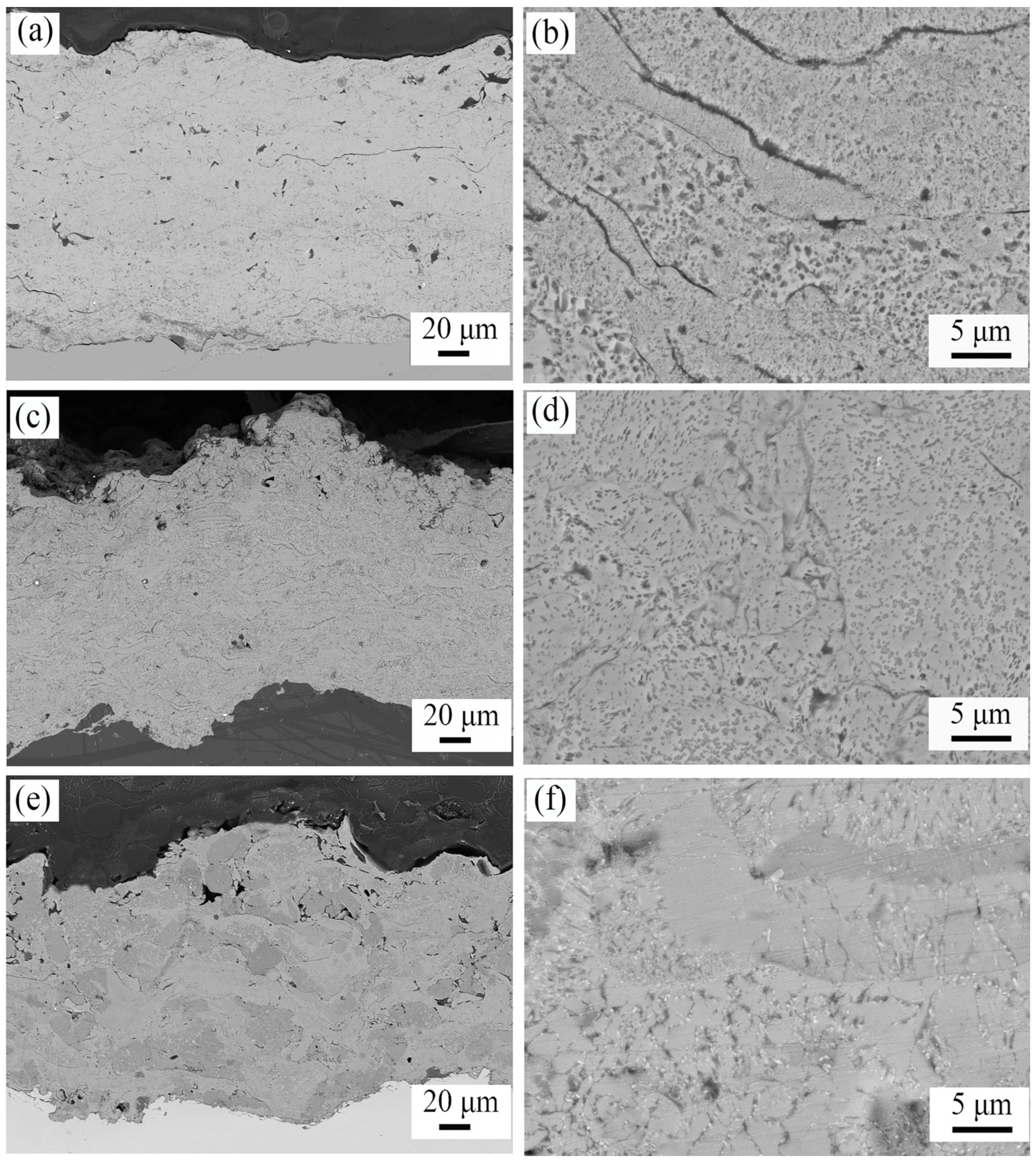
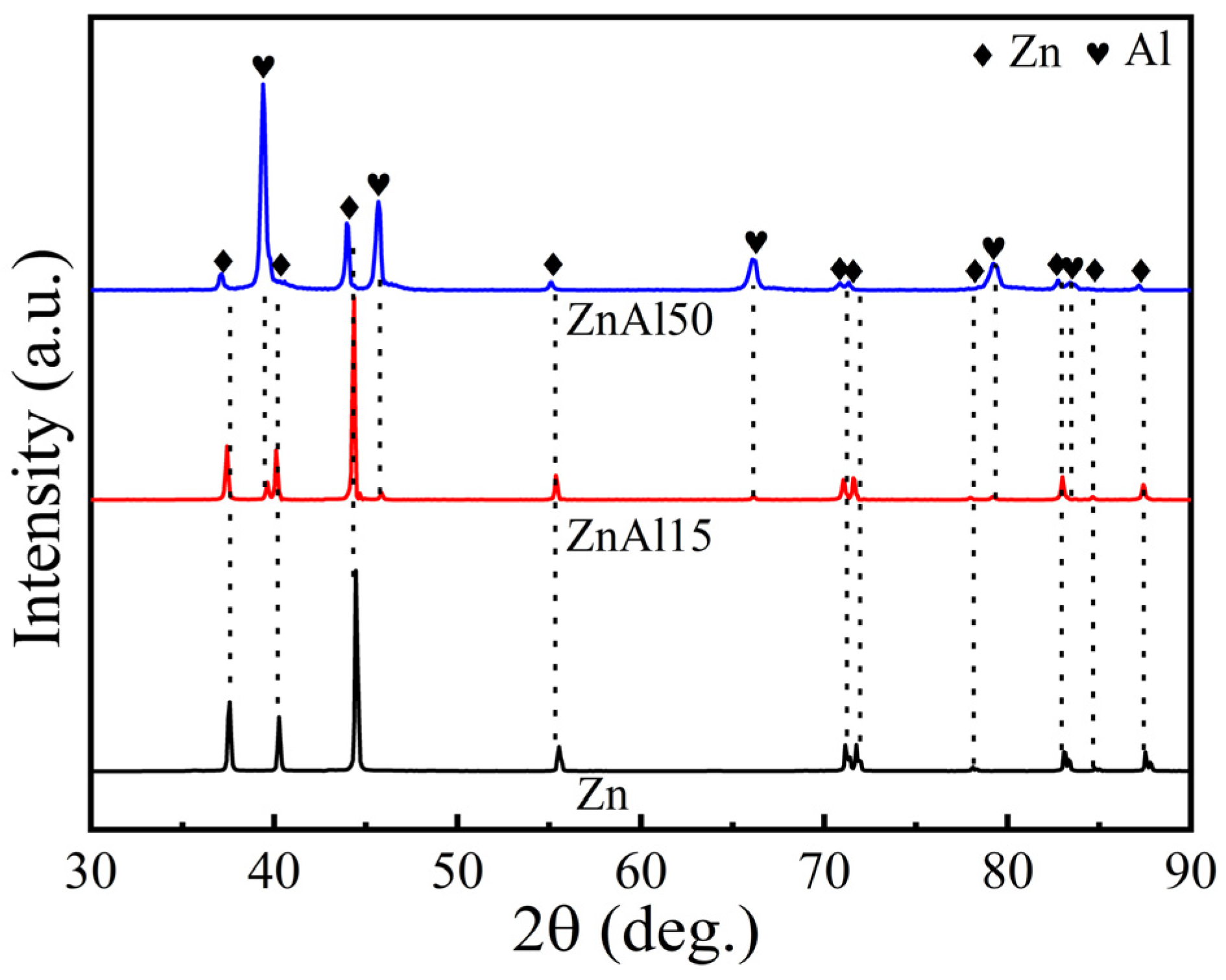
3.1. Coating Microstructure
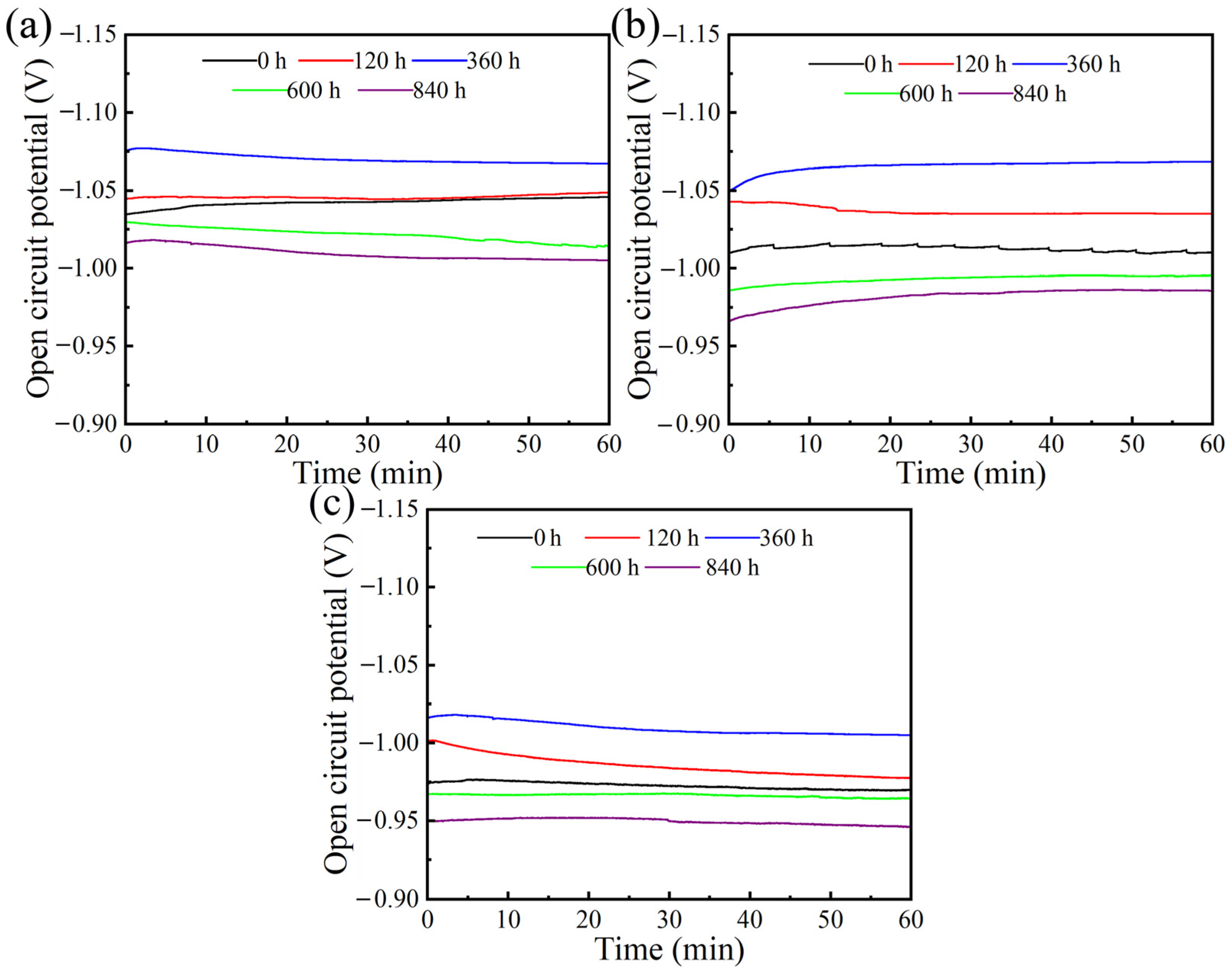
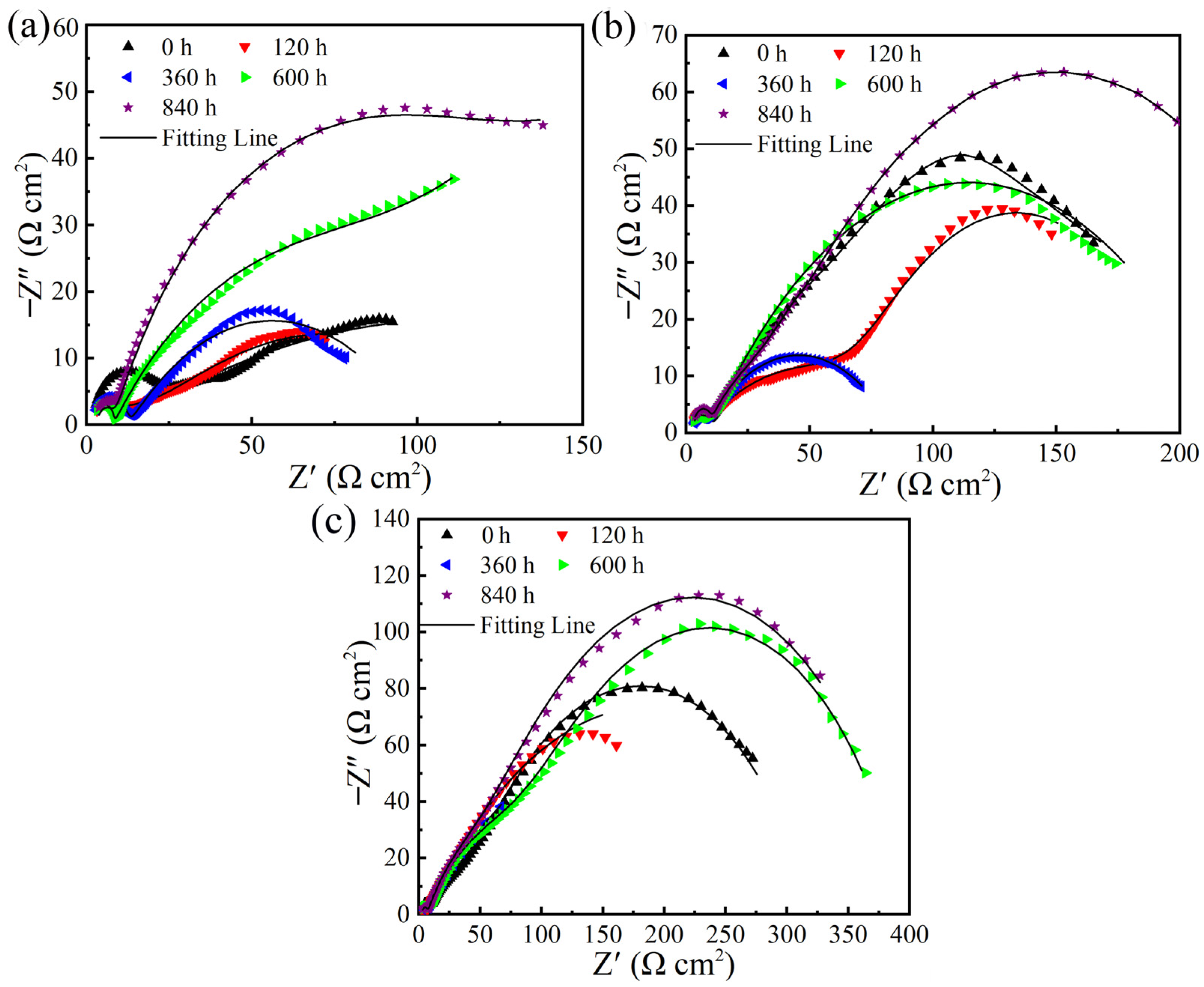
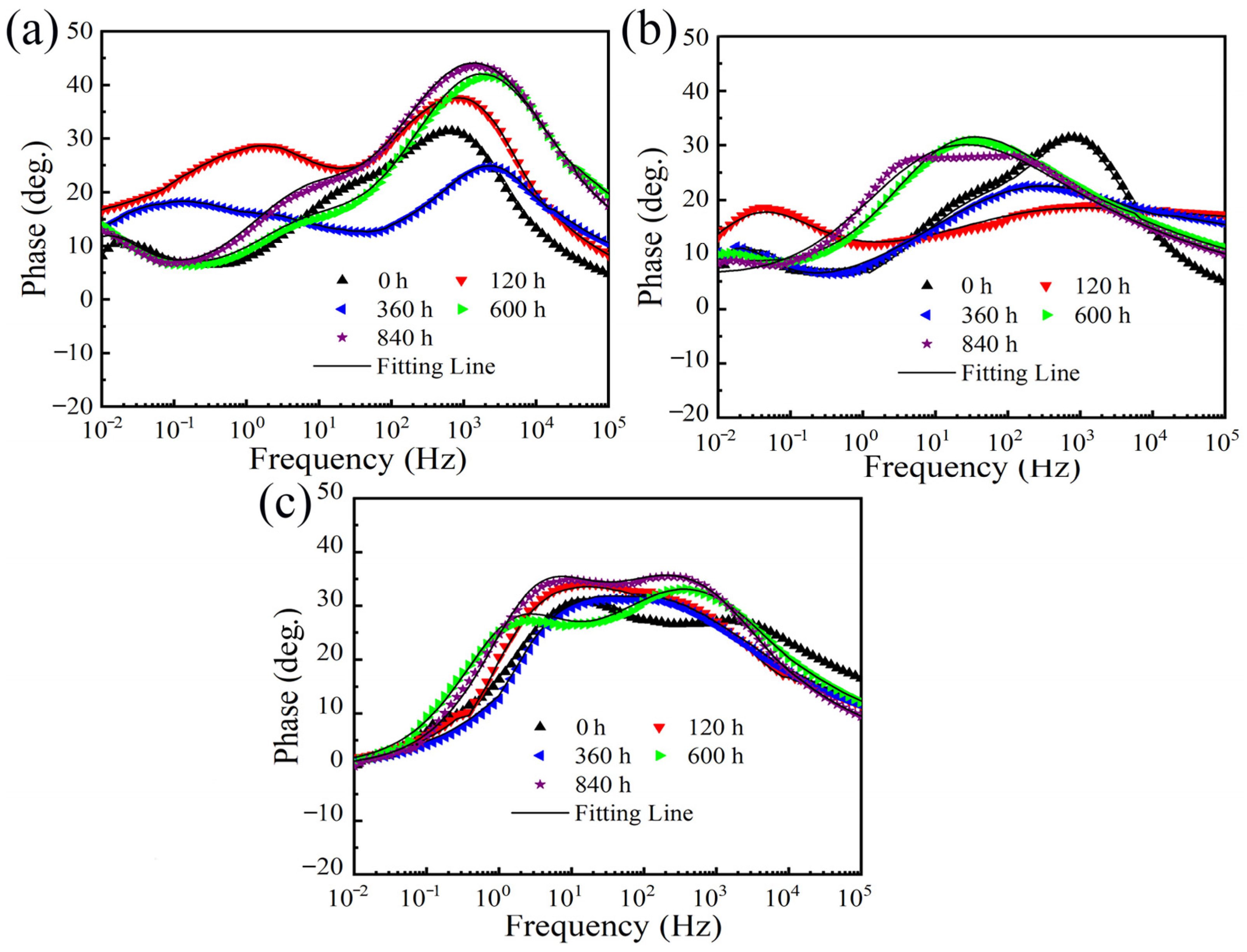
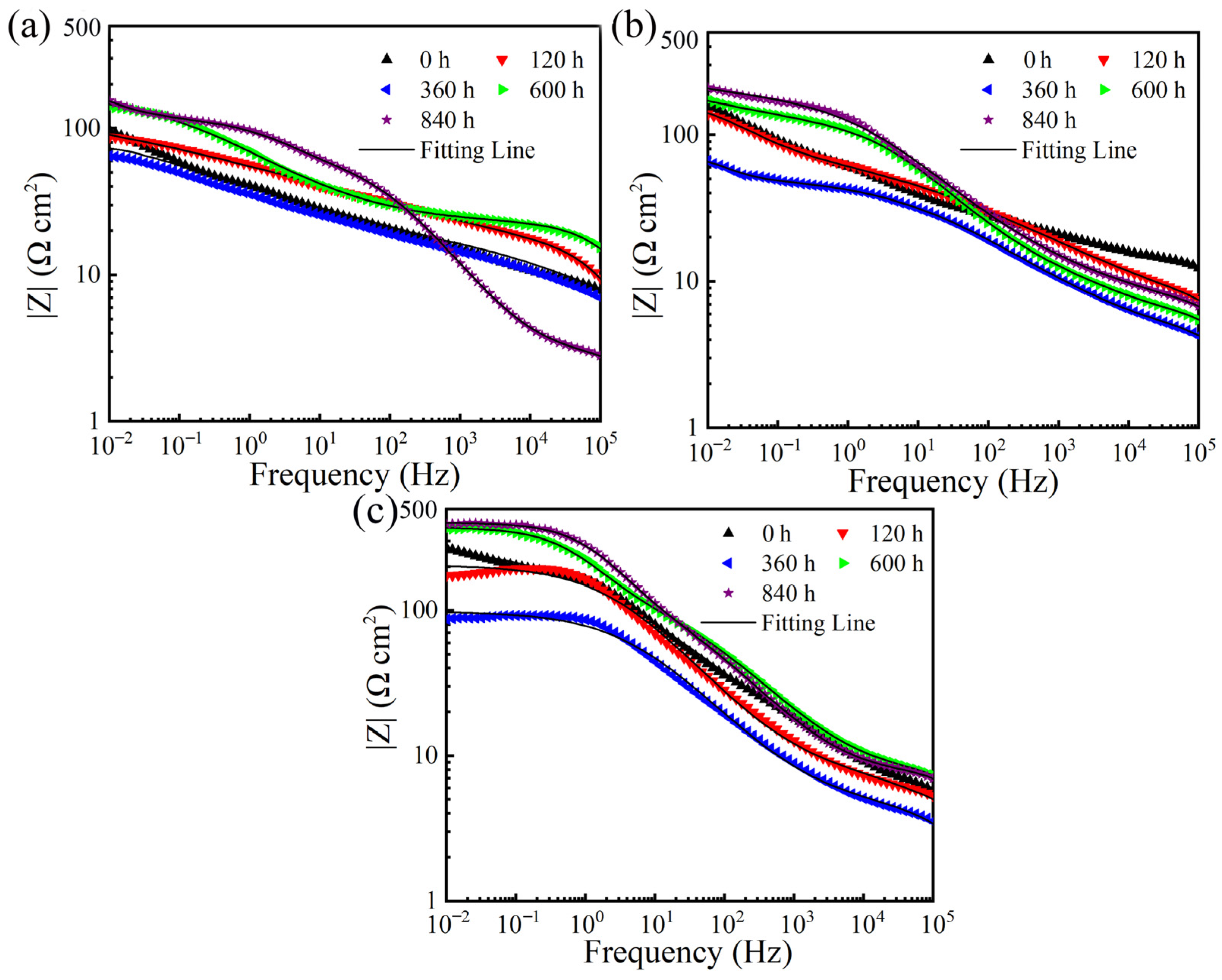
3.2. Long-Term Electrochemical Behavior of Zn, ZnAl15, and ZnAl50 Coatings
3.3. Effect of Al Content on the Corrosion Mechanism of Arc-Sprayed ZnAl Coatings
4. Conclusions
- (1)
- The ZnAl15 coating presented the densest microstructure, with a porosity of 3.2%, and the pure Zn coating demonstrated the highest porosity of 5.6%, which was related to the melting and oxidation state of the droplets during spraying process.
- (2)
- The long-term electrochemical test results indicated that the corrosion rate of the ZnAl coatings decreased as the Al content increased. The ZnAl50 coating demonstrated the most remarkable and effective corrosion protection capability for the steel substrate during the long-term soaking test in a chloride-containing aqueous solution. Additionally, all three types of ZnAl coatings with Al contents varying from 0 to 50% exhibited similar corrosion tendencies during the long-term immersion test. That is, in the initial 360 h, their corrosion rate increased; after 360 h immersion, their corrosion rate decreased instead.
- (3)
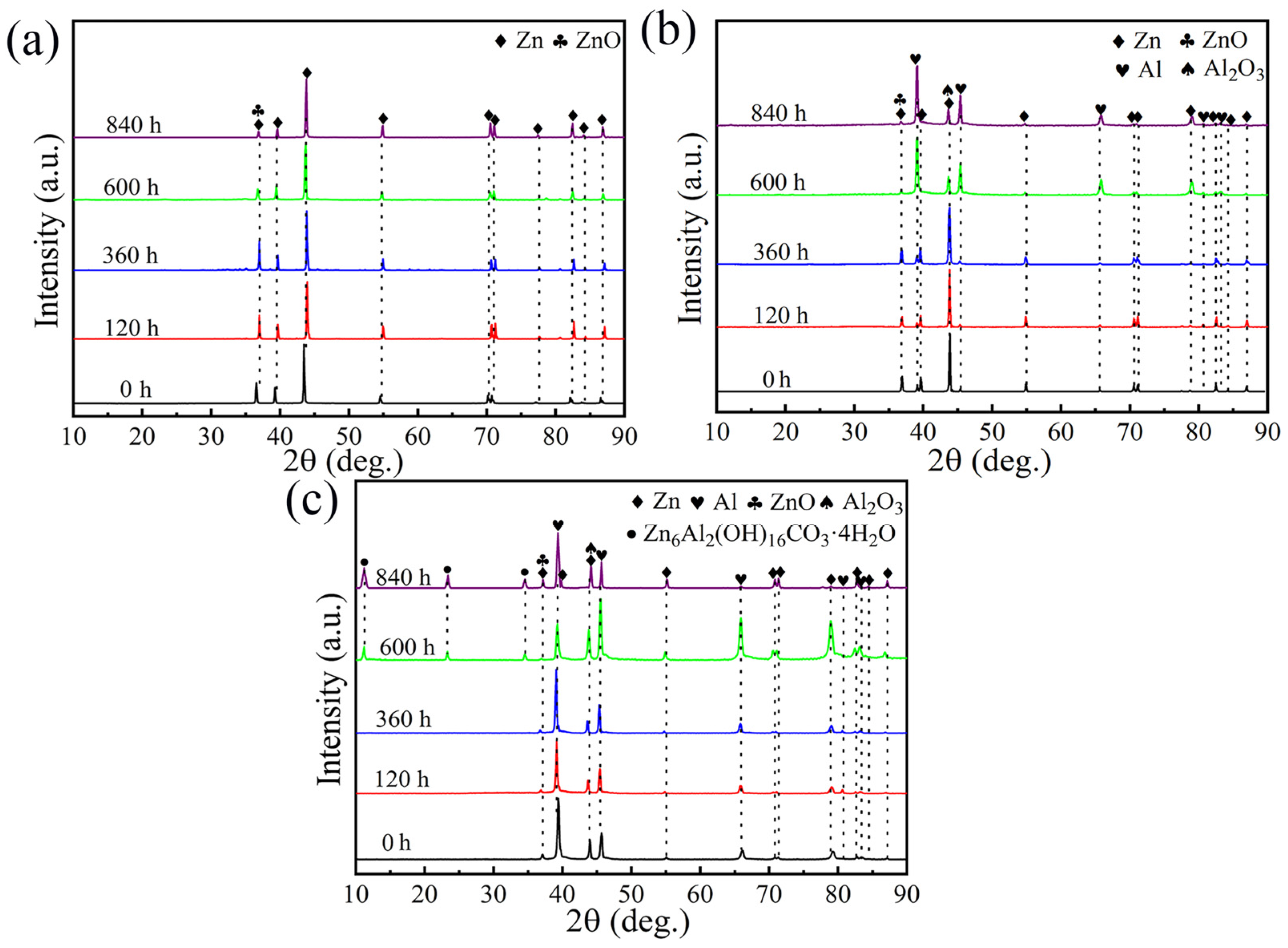
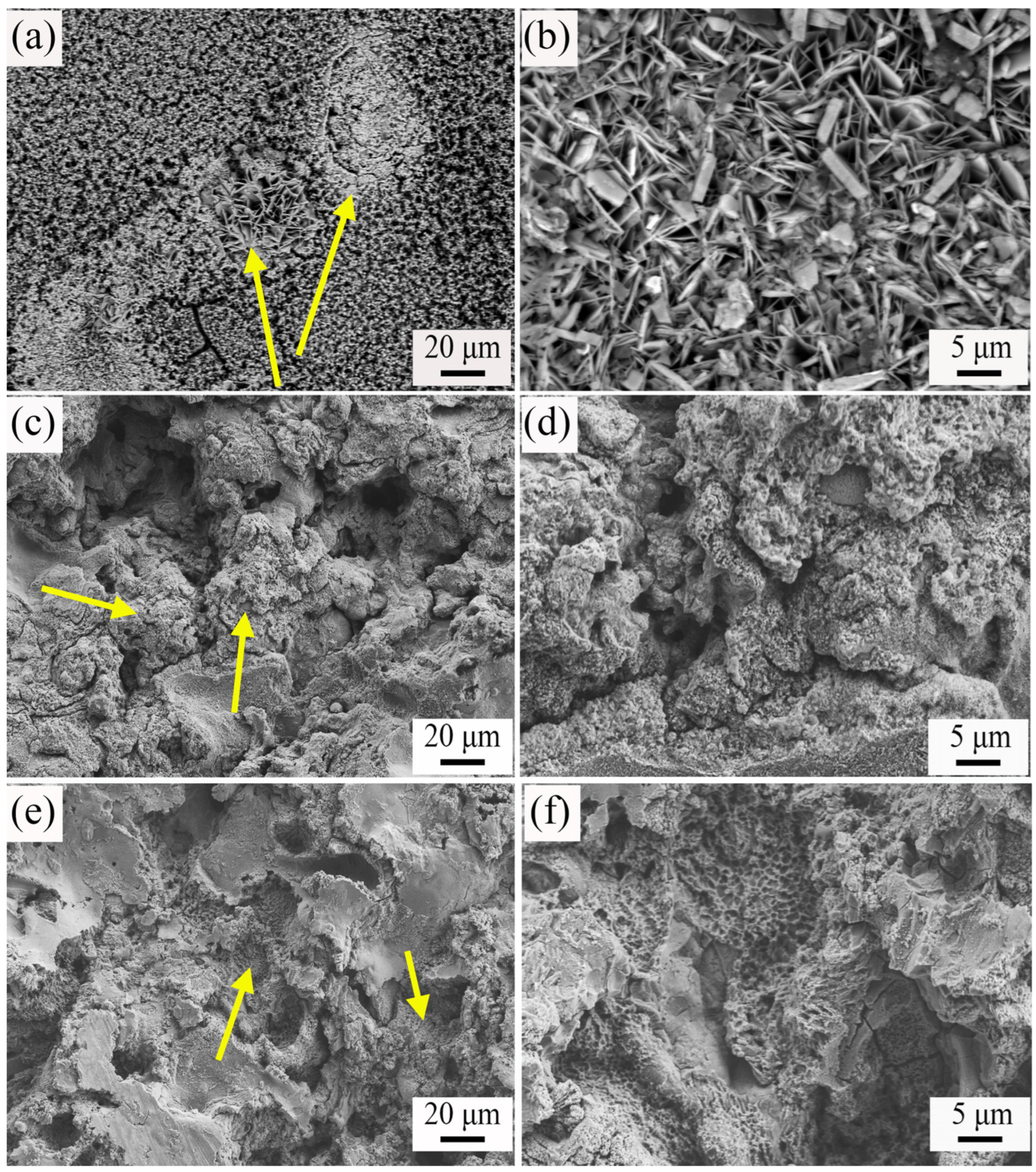
- The effect of Al content on the corrosion resistance of ZnAl coatings was revealed to primarily result from its influence on the corrosion products. At the initial stage, porous and unstable ZnO was proven to be the main corrosion product for the three ZnAl coatings, which resulted in their increased corrosion rates with the prolonging of the immersion period. After 360 h, ZnO was still the dominant corrosion product of the pure Zn coating, whereas single, dense, and stable Al2O3 was revealed to be the dominant corrosion product for the ZnAl15 coating, and both Al2O3 and compact, continuous LDH were revealed to be the corrosion products for the ZnAl50 coating, contributing to their decreased corrosion rates. The excellent long-term corrosion protection performance of the ZnAl50 coating originated from the powerful barrier effect and self-healing effect of the stable and compact corrosion product LDH.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olugbade, T.O.; Ojo, O.T.; Omiyale, B.O.; Olutomilola, E.O.; Olorunfemi, B.J. A review on the corrosion fatigue strength of surface-modified stainless steels. J. Braz. Soc. Mech. Sci. 2021, 43, 421–433. [Google Scholar] [CrossRef]
- Huang, G.S.; Li, Z.L.; Zhao, X.S.; Xin, Y.L.; Ma, L.; Sun, M.X.; Li, X.B. Degradation behavior of arc-sprayed zinc aluminum alloy coatings for the vessel yongle in the south China sea. Coatings 2023, 13, 1139–1153. [Google Scholar] [CrossRef]
- Yasoda, R.D.; Huang, Y.; Qi, X.N. Corrosion performance of wire arc deposited zinc aluminum pseudo alloy and zinc 15 aluminum alloy coatings on steel in chloride environment. J. Therm. Spray Technol. 2022, 31, 1918–1933. [Google Scholar] [CrossRef]
- Martin, A.; Texier-Mandoki, N.; Crusset, D.; Sabot, R.; Creus, J.; Refait, P. Corrosion behavior and sacrificial properties of Zn and Zn-Al coatings in conditions simulating deep geological disposal of radioactive waste at 80 °C. Coatings 2022, 12, 1044–1065. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Mori, G. Hydrogen absorption rate and hydrogen diffusion in a ferritic steel coated with a micro- or nanostructured ZnNi coating. Electrochem. Commun. 2022, 124, 107169. [Google Scholar] [CrossRef]
- Sugimura, S.; Liao, J.S. Long-term corrosion protection of arc spray Zn-Al-Si coating system in dilute chloride solutions and sulfate solutions. Surf. Coat. Technol. 2016, 302, 398–409. [Google Scholar] [CrossRef]
- Wu, W.P.; Sun, G.Q.; Wang, Q.Q.; Lin, S. Preparation, wear resistance, and corrosion performance of arc-sprayed Zn, Al, and Zn-Al coatings on carbon steel substrates. J. Mater. Eng. Perform. 2023, 1–14. [Google Scholar] [CrossRef]
- Bonabi, S.F.; Ashrafizadeh, F.; Sanati, A.; Nahvi, S.M. Structure and corrosion behavior of arc-sprayed Zn-Al coatings on ductile iron substrate. J. Therm. Spray Technol. 2018, 27, 524–537. [Google Scholar] [CrossRef]
- Lee, H.S.; Singh, J.K.; Ismail, M.A.; Bhattacharya, C. Corrosion mechanism and kinetics of Al-Zn coating deposited by arc thermal spraying process in saline solution at prolong exposure periods. Sci. Rep. 2019, 9, 3399–3415. [Google Scholar] [CrossRef]
- Huang, Y.; Cheng, X.Y. Anticorrosion mechanism and application status of arc-sprayed Zn-Al alloy coating. Hot Work. Technol. 2014, 43, 9–12. [Google Scholar]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S. Steel cathodic protection afforded by zinc, aluminium and zinc/aluminium alloy coatings in the atmosphere. Surf. Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Lv, D.L.; Zhang, T.; Gong, F.Y. Study on properties of cold-sprayed Al-Zn coating on s135 drill pipe steel. Adv. Mater. Sci. Eng. 2020, 2020, 9209465. [Google Scholar] [CrossRef]
- Lee, H.S.; Singh, J.K.; Park, J.H. Pore blocking characteristics of corrosion products formed on aluminum coating produced by arc thermal metal spray process in 3.5 wt.% NaCl solution. Constr. Build. Mater. 2016, 113, 905–916. [Google Scholar] [CrossRef]
- Cheng, Y.J.; Li, H.R.; Wang, Z.; Song, H.W.; Li, Y.G. Development of hot-dip galvanized coating on steel surface. Mater. Prot. 2019, 52, 144–148. [Google Scholar]
- Seré, P.R.; Zapponi, M.; Elsner, C.I.; Sarli, A.R.D. Comparative corrosion behaviour of 55Aluminium–zinc alloy and zinc hot-dip coatings deposited on low carbon steel substrates. Corros. Sci. 1998, 40, 1711–1723. [Google Scholar] [CrossRef]
- Zhu, T.; Baeva, M.; Testrich, H.; Kewitz, T.; Foest, R. Effect of a Spatially Fluctuating Heating of Particles in a Plasma Spray Process. Plasma Chem. Plasma Process. 2023, 43, 1–24. [Google Scholar] [CrossRef]
- Saifutdinov, A.I. Numerical study of various scenarios for the formation of atmospheric pressure DC discharge characteristics in argon: From glow to arc discharge. Plasma Sources Sci. Technol. 2022, 31, 094008. [Google Scholar] [CrossRef]
- Idir, A.; Younes, R.; Bradai, M.A.; Sadeddine, A.; Baiamonte, L.; Pintaude, G. Correlation of tensile properties of arc-sprayed coatings and easy testing methods. Coatings 2023, 13, 878–886. [Google Scholar] [CrossRef]
- Yung, T.Y.; Chen, T.C.; Tsai, K.C.; Lu, W.F.; Huang, J.Y.; Liu, T.Y. Thermal spray coatings of Al, ZnAl and inconel 625 alloys on SS304L for anti-saline corrosion. Coatings 2019, 9, 32–43. [Google Scholar] [CrossRef]
- Kuroda, S.; Kawakita, J.; Takemoto, M. An 18-year exposure test of thermal-sprayed Zn, Al, and Zn-Al coatings in marine environment. Corrosion 2006, 62, 635–647. [Google Scholar] [CrossRef]
- Lee, H.S.; Singh, J.K. Deposition and corrosion studies of plasma arc thermal sprayed Zn and 85Zn–15Al films on steel surface. J. Mater. Sci. 2022, 57, 19650–19665. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.X.; Ma, J.; Li, Z.X.; Xu, B.S. Study on self-sealing mechanism of Zn and Zn-Al coating based on electrochemical impedance spectroscopy. China Surf. Eng. 2005, 2, 27–30. [Google Scholar]
- Liu, A.Q.; Xiao, K.; Dong, C.F.; Li, X.G. Corrosion behaviour of Zn-Al pseudo-alloy coating on carbon steel in chloride environments. Adv. Mater. Res. 2012, 567, 45–48. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Xu, B.S.; Chen, Y.X. Effect of Al content on electrochemical corrosion behavior of arc sprayed Zn-Al coatings. China Surf. Eng. 2011, 24, 58–61. [Google Scholar]
- Hu, H.M.; Zhang, P.Z.; Wei, D.B.; Su, F. Microstructure and corrosion behavior of arc sprayed Zn-xAl (x = 15, 30, 50) alloy coatings in NaCl solution. Mater. Res. Express 2019, 6, 1065f7. [Google Scholar] [CrossRef]
- Tian, J.J.; Yao, S.W.; Luo, X.T.; Li, C.X.; Li, C.J. An effective approach for creating metallurgical self-bonding in plasma-spraying of NiCr-Mo coating by designing shell-core-structured powders. Acta Mater. 2016, 110, 19–30. [Google Scholar] [CrossRef]
- Tian, J.J.; Xu, K.W.; Hu, J.H.; Zhang, S.J.; Cao, G.Q.; Shao, G.S. Durable self-polishing antifouling Cu-Ti coating by a micron-scale Cu/Ti laminated microstructure design. J. Mater. Sci. Technol. 2021, 79, 62–74. [Google Scholar] [CrossRef]
- Liao, X.J.; Luo, X.T.; Zhang, L.; Chen, X.; Sun, Y.Q.; Li, C.X.; Yang, G.J.; Li, C.J. Mo-alloyed stainless steel coating with improved cavitation erosion resistance by plasma spraying a specially designed core-shell-structured powder. Wear 2023, 528, 204961. [Google Scholar] [CrossRef]
- Zhu, Y.S.; Luo, X.T.; Sun, Y.Q.; Ren, Y.; Li, C.J. Atmospheric plasma-sprayed CuNiInB coatings of high fretting wear performance enabled by oxide-free metallic droplet deposition. Surf. Coat. Technol. 2023, 464, 129537. [Google Scholar] [CrossRef]
- Liang, J.T.; Chang, S.F.; Wu, C.H.; Chen, S.H.; Tsai, C.W.; Cheng, K.C.; Hsu, K. Influence of feedstock in the formation mechanism of cold-sprayed copper coatings. Coatings 2023, 13, 1065–1074. [Google Scholar] [CrossRef]
- Tian, J.J.; Wei, Y.K.; Li, C.X.; Yang, G.J.; Li, C.J. Effect of post-spray shot peening treatment on the corrosion behavior of NiCr-Mo coating by plasma spraying of the shell-core-structured powders. J. Therm. Spray Technol. 2018, 27, 232–242. [Google Scholar] [CrossRef]
- Dong, X.Y.; Luo, X.T.; Ge, Y.; Li, C.J. Enhancing the hot-corrosion resistance of atmospheric plasma sprayed Ni-based coatings by adding a deoxidizer. Mater. Des. 2021, 211, 110154. [Google Scholar] [CrossRef]
- Wei, Y.K.; Li, Y.J.; Zhang, Y.; Luo, X.T.; Li, C.J. Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 2018, 138, 105–115. [Google Scholar] [CrossRef]
- Liu, W.; Li, M.C.; Luo, Q.; Fan, H.Q.; Zhang, J.Y.; Lu, H.S.; Chou, K.C.; Wang, X.L.; Li, Q. Influence of alloyed magnesium on the microstructure and long-term corrosion behavior of hot-dip Al–Zn–Si coating in NaCl solution. Corros. Sci. 2016, 104, 217–226. [Google Scholar] [CrossRef]
- Zhang, J.W.; Zhou, S.G.; Wang, Y.X.; Wang, Y.C.; Wang, C.T.; Lu, X.; Wang, L.P. Enhancing anti-corrosion and antifouling properties of Cu/GLC composite film for marine application. Surf. Coat. Technol. 2019, 375, 414–426. [Google Scholar] [CrossRef]
- Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M.; Caires, C.S.A.; Benedetti, A.V. Corrosion resistance and antibacterial properties of copper coating deposited by cold gas spray. Surf. Coat. Technol. 2019, 361, 292–301. [Google Scholar] [CrossRef]
- Xie, Z.H.; Chen, F.; Xiang, S.R.; Zhou, J.L.; Song, Z.W.; Yu, G. Studies of several pickling and activation processes for electroless Ni-P plating on AZ31 magnesium alloy. J. Electrochem. Soc. 2015, 162, D115–D123. [Google Scholar] [CrossRef]
- Mahdavian, M.; Attar, M.M. Another approach in analysis of paint coatings with EIS measurement: Phase angle at high frequencies. Corros. Sci. 2006, 48, 4152–4157. [Google Scholar] [CrossRef]
- Safyari, M.; Mori, G.; Ucsnik, S.; Moshtaghi, M. Mechanisms of hydrogen absorption, trapping and release during galvanostatic anodization of high-strength aluminum alloys. J. Mater. Res. Technol. 2023, 22, 80–88. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|
| wt.% | 0.07~0.14 | 0.17~0.37 | 0.3~0.6 | 2.6~3.0 | 0.9~1.2 | 0.2~0.27 | Bal. |
| Coatings | Chemical Compositions (wt.%) | Porosity (%) | ||
|---|---|---|---|---|
| Zn | Al | O | ||
| Zn | 97.7 | / | 2.3 | 5.6 |
| ZnAl15 | 81.6 | 16.8 | 1.6 | 3.2 |
| ZnAl50 | 44.9 | 53.2 | 1.9 | 4.5 |
| Coatings | Immersion Time (h) | OCP (V) | Corrosion Potential (V) | Corrosion Current Density (μA/cm2) |
|---|---|---|---|---|
| Zn | 0 | −1.03 | −1.08 | 246.71 |
| 120 | −1.04 | −1.12 | 275.57 | |
| 360 | −1.07 | −1.16 | 420.67 | |
| 600 | −1.03 | −1.06 | 193.08 | |
| 840 | −1.02 | −0.99 | 118.69 | |
| ZnAl15 | 0 | −1.01 | −1.07 | 34.35 |
| 120 | −1.04 | −1.10 | 69.64 | |
| 360 | −1.06 | −1.14 | 105.3 | |
| 600 | −0.99 | −1.02 | 35.74 | |
| 840 | −0.97 | −0.97 | 24.67 | |
| ZnAl50 | 0 | −0.97 | −0.99 | 48.74 |
| 120 | −0.98 | −1.02 | 79.04 | |
| 360 | −1.02 | −1.06 | 117 | |
| 600 | −0.97 | −0.94 | 17.08 | |
| 840 | −0.95 | −0.87 | 9.05 |
| Coatings | Immersion Time (h) | Rs (Ω cm2) | Qc (S Sn/cm2) | Rc (Ω cm2) | Qdl (S Sn/cm2) | Rct (Ω cm2) | |Z|f = 0.01 Hz (Ω cm2) |
|---|---|---|---|---|---|---|---|
| Zn | 0 | 2.90 | 2.26 × 10−8 | 4.98 | 9.6 × 10−5 | 108.64 | 97.30 |
| 120 | 2.12 | 1.82 × 10−7 | 3.60 | 5.22 × 10−3 | 91.32 | 87.27 | |
| 360 | 1.90 | 2.52 × 10−7 | 9.85 | 8.49 × 10−3 | 80.46 | 72.96 | |
| 600 | 1.52 | 2.42 × 10−6 | 23.96 | 1.07 × 10−4 | 143.48 | 140.59 | |
| 840 | 1.41 | 1.92 × 10−6 | 11.4 | 1.2 × 10−3 | 168.76 | 154.45 | |
| ZnAl15 | 0 | 2.81 | 2.84 × 10−8 | 6.75 | 3.09 × 10−4 | 168.67 | 158.05 |
| 120 | 2.81 | 8.07 × 10−9 | 2.64 | 2.8 × 10−3 | 152.47 | 138.70 | |
| 360 | 2.67 | 9.47 × 10−8 | 3.93 | 1.84 × 10−3 | 86.26 | 85.14 | |
| 600 | 1.83 | 2.14 × 10−6 | 7.82 | 1.24 × 10−3 | 189.38 | 173.63 | |
| 840 | 2.31 | 4.19 × 10−7 | 5.89 | 1.90 × 10−3 | 220.68 | 210.33 | |
| ZnAl50 | 0 | 2.62 | 3.70 × 10−8 | 6.46 | 2.44 × 10−4 | 278.69 | 269.91 |
| 120 | 2.67 | 6.90 × 10−8 | 2.81 | 1.63 × 10−3 | 174.86 | 173.71 | |
| 360 | 3.14 | 2.93 × 10−7 | 5.20 | 1.06 × 10−3 | 96.89 | 87.05 | |
| 600 | 2.86 | 9.39 × 10−8 | 5.08 | 1.21 × 10−3 | 378.43 | 362.94 | |
| 840 | 2.59 | 9.92 × 10−8 | 4.52 | 3.93 × 10−4 | 406.54 | 392.67 |
| Coatings | Chemical Compositions (wt.%) | Mass Ratio of Zn/Al | ||
|---|---|---|---|---|
| Zn | Al | O | ||
| Zn | 80.5 | / | 19.5 | / |
| ZnAl15 | 34.8 | 40.3 | 24.9 | 0.86 |
| ZnAl50 | 35.9 | 40.8 | 23.3 | 0.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Y.; Zhang, F.; Zhou, H.; Cheng, S.; Xu, K.; Wang, Z.; Xie, S.; Tian, J. Effect of Al Content on the Long-Term Corrosion Behavior of Arc-Sprayed ZnAl Alloy Coatings. Coatings 2023, 13, 1720. https://doi.org/10.3390/coatings13101720
Ding Y, Zhang F, Zhou H, Cheng S, Xu K, Wang Z, Xie S, Tian J. Effect of Al Content on the Long-Term Corrosion Behavior of Arc-Sprayed ZnAl Alloy Coatings. Coatings. 2023; 13(10):1720. https://doi.org/10.3390/coatings13101720
Chicago/Turabian StyleDing, Yujie, Fanxing Zhang, Huan Zhou, Shunyao Cheng, Kangwei Xu, Zhe Wang, Shufeng Xie, and Jiajia Tian. 2023. "Effect of Al Content on the Long-Term Corrosion Behavior of Arc-Sprayed ZnAl Alloy Coatings" Coatings 13, no. 10: 1720. https://doi.org/10.3390/coatings13101720
APA StyleDing, Y., Zhang, F., Zhou, H., Cheng, S., Xu, K., Wang, Z., Xie, S., & Tian, J. (2023). Effect of Al Content on the Long-Term Corrosion Behavior of Arc-Sprayed ZnAl Alloy Coatings. Coatings, 13(10), 1720. https://doi.org/10.3390/coatings13101720