
Crack Behavior of Ni60A Coating Prepared by Laser Cladding on a Tilted Substrate


Abstract
:1. Introduction
2. Materials and Methods
3. Results
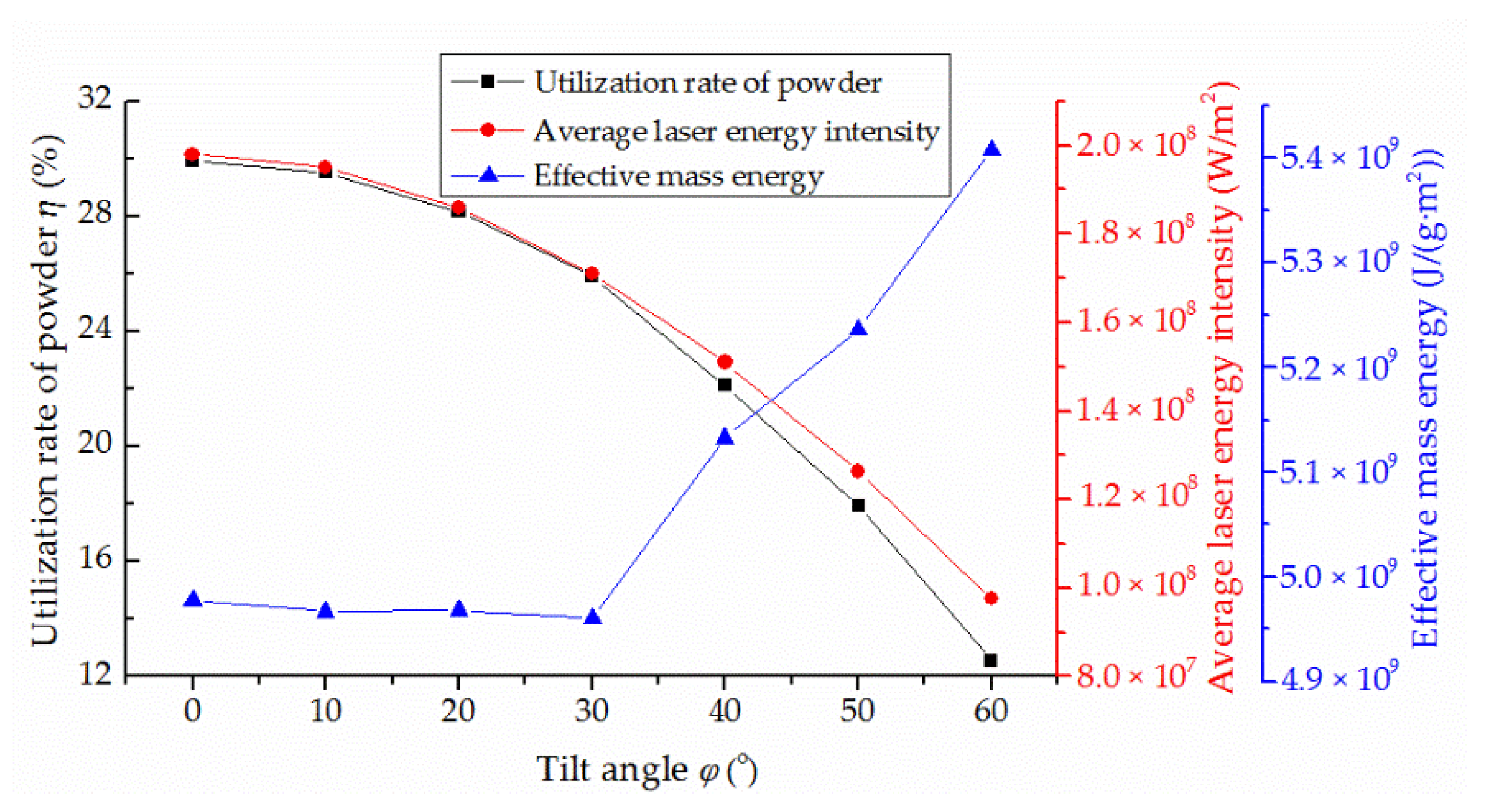
3.1. Laser Intensity Distribution and Energy Attenuation on Tilted Substrate
3.2. Influence of Tilt Angle on Cracking Rate
4. Discussion
4.1. Residual Stress of the Coating
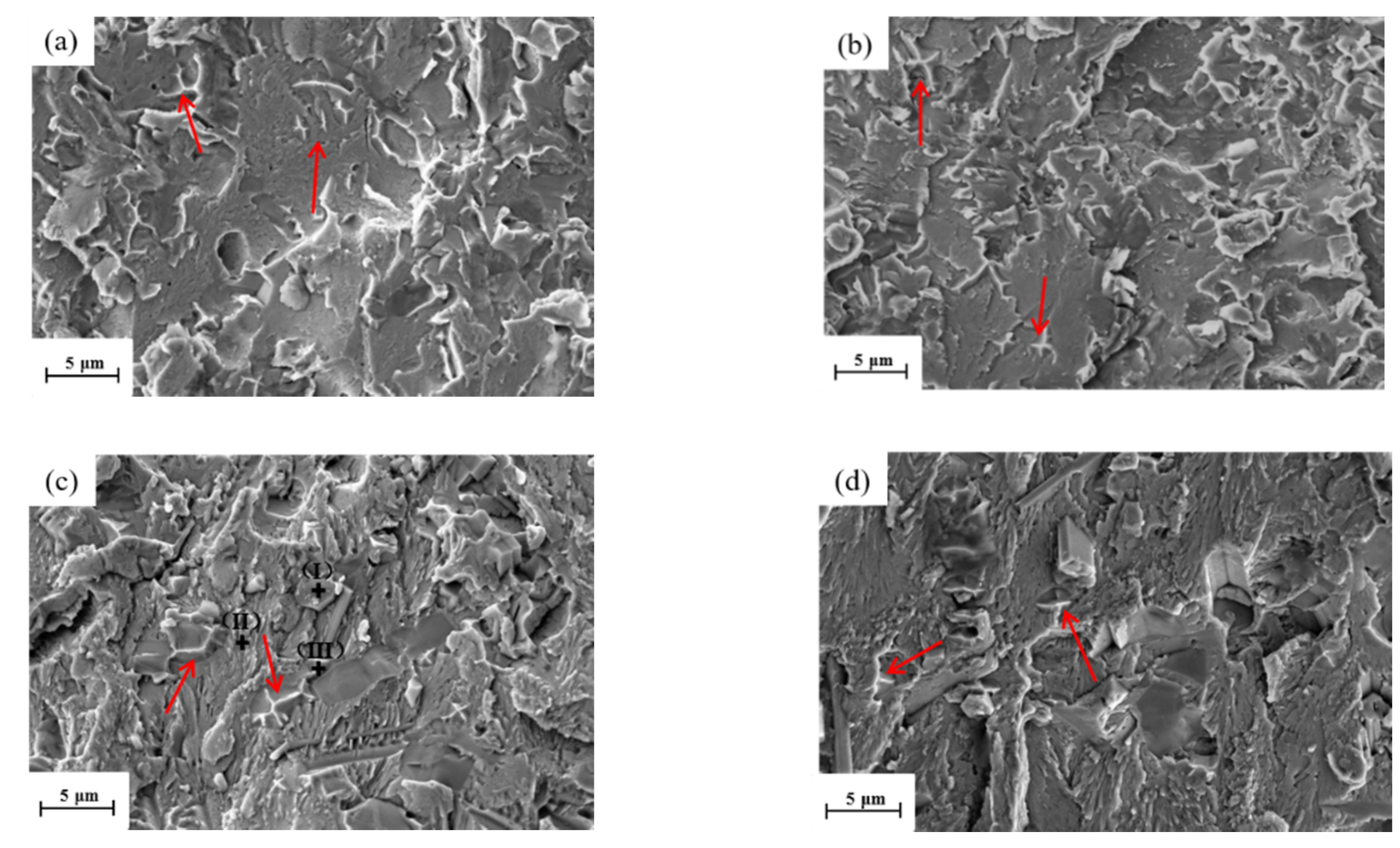
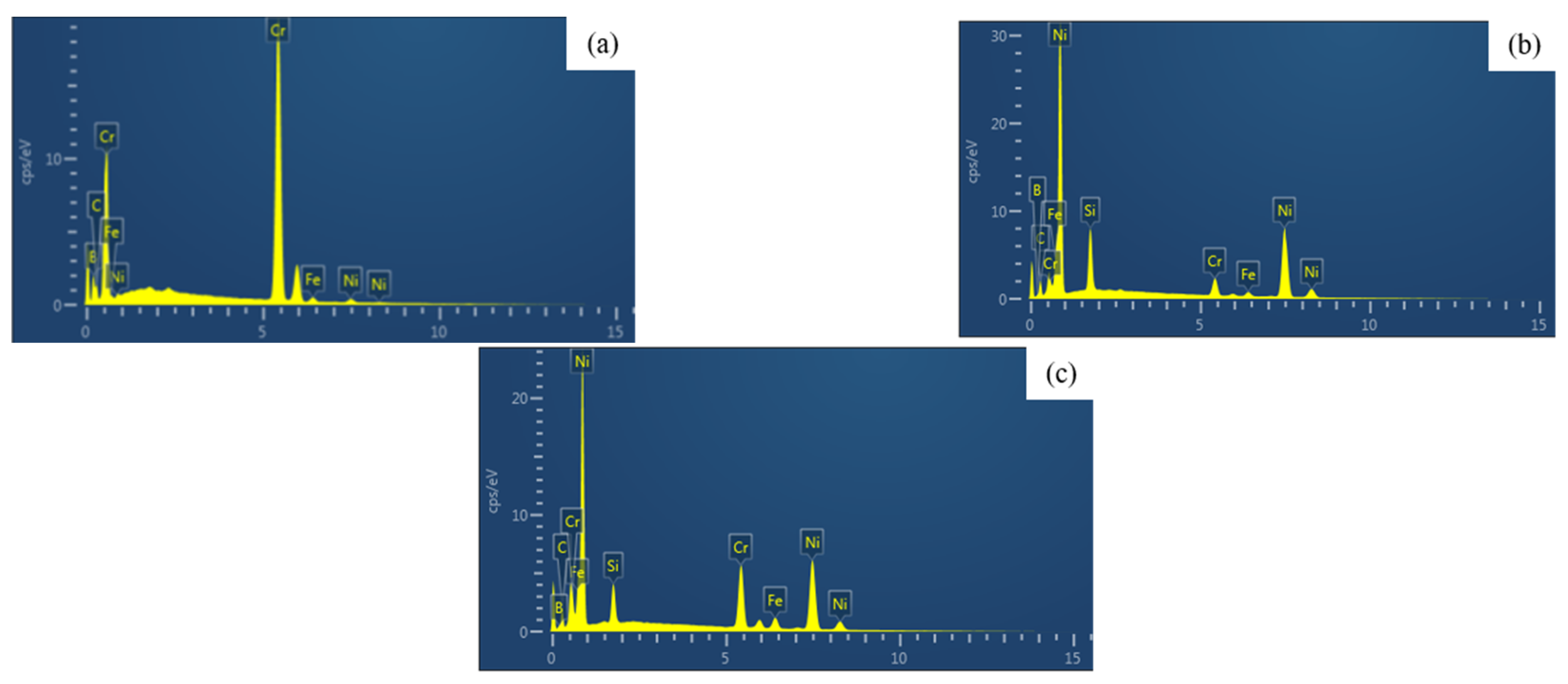
4.2. Fracture Strength of the Coating
5. Conclusions
- (1)
- Since the average laser energy intensity decreases and the energy attenuation rate increases with the increasing substrate tilt angle, the energy obtained by the coating decreases, resulting in the increase in cracking rate. As the tilt angle increases from 0° to 60°, the cracking rate of the coating prepared by upward lap cladding increases 3.5 times, and that of the coating prepared by downward lap cladding increases 4 times. The effective mass energy increases significantly when the tilt angle is large, which causes the cracking rate to increase slowly, while the substrate tilt angle has no significant influence on the crack mechanism of Ni60A coating, and the fracture mode is quasi-dissociation.
- (2)
- As the laser beam is blocked and reflected by the larger size of the previous track, less laser energy is obtained by the latter track in downward lap cladding, which leads to a larger cracking rate than that in the condition of upward lap cladding. The larger the substrate tilt angle, the greater the difference in blocking and reflection of laser energy, and the greater the difference in the cracking rate between them. When the tilt angle is 60°, the cracking rate of the coating prepared by downward lap cladding is 15% higher than that of the coating prepared by upward lap cladding.
- (3)
- When the substrate tilt angle increases to 60°, the value of t8−5 decreases 55%, which can reduce the influence of plastic flow on stress relaxation and increase the residual stress of the coating. Meanwhile, the maximum size of hard precipitates increases by approximatively 10 times due to the decreased dilution rate, which results in the decreased fracture strength of the coating. These are the main reasons for the increase in the cracking rate of Ni60A coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| α (1/°C) | Coefficient of thermal expansion (CTE) |
| ad (nm) | The lattice distance of the crystal |
| β (°) | One-half of the divergence angle |
| Cz (mm) | The size of microcrack and microdefect |
| μ | Poisson ratio of the coating |
| μe (L/(mol·cm)) | Extinction coefficient |
| E (GPa) | Elastic modulus |
| γ (J/m2) | The surface energy |
| γp (J/m2) | The plastic work required for microcrack or microdefect expansion unit length |
| vp (m/s) | The velocity of powder particle |
| h (mm) | The thickness |
| (kg/m3) | The density of powder particle |
| l0 (mm) | The distance of the laser through the powder stream |
| n (kg/m3) | The powder concentration |
| P (W) | Laser power |
| R (mm) | The characteristic radius of the laser spot on horizontal substrate |
| R0 (mm) | The characteristic radius of the laser spot in S direction |
| Rc (N/mm) | Cracking rate |
| rp (mm) | The radius of powder particle |
| ΔT (°C) | The difference between the solidus curve and the room temperature |
| Sp (mm2) | The projection area of the powder particle |
| Sφ (mm2) | Laser spot area |
| sn (mm2) | The cross-sectional area of laser nozzle |
| t8−5 (s) | The dwell time in the temperature range of 800 °C–500 °C |
| t8−5,φ (s) | The t8−5 value when the substrate tilt angle is φ |
| t8−5,0 (s) | The t8−5 value when the substrate is horizontal |
| η | The utilization rate of powder |
| Vf (g/s) | Powder feed rate |
| Vfe (g/s) | Effective powder feed rate |
| φ (°) | The tilt angle of the substrate |
References
- Chen, Z.H.; Li, R.F.; Gu, J.Y.; Zhang, Z.Y.; Tao, Y.W.; Tian, Y.T. Laser cladding of Ni60+17-4PH composite for a cracking-free and corrision resistive coating. Int. J. Mod. Phys. B 2020, 34, 2040042. [Google Scholar] [CrossRef]
- Sexton, L.; Lavin, S.; Byrne, G.; Kennedy, A. Laser cladding of aerospace materials. J. Mater. Process. Technol. 2002, 122, 63–68. [Google Scholar] [CrossRef]
- Zhang, P.R.; Liu, Z.Q. Machinability investigations on turning of Cr-Ni-based stainless steel cladding formed by laser cladding process. Int. J. Adv. Manuf. Technol. 2016, 82, 1707–1714. [Google Scholar] [CrossRef]
- Kusinski, J.; Kac, S.; Kopia, A.; Radziszewska, A.; Rozmus-Górnikowska, M.; Major, B.; Major, L.; Marczak, J.; Lisiecki, A. Laser modification of the materials surface layer—A review paper. Bull. Pol. Acad. Sci. Tech. 2012, 60, 711–728. [Google Scholar] [CrossRef]
- Suárez, A.; Amado, J.M.; Tobar, M.J.; Yáñez, A.; Fraga, E.; Peel, M.J. Study of residual stresses generated inside laser cladded plates using FEM and diffraction of synchrotron radiation. Surf. Coat. Technol. 2010, 204, 1983–1988. [Google Scholar] [CrossRef]
- Fu, F.X.; Zhang, Y.L.; Chang, G.G.; Dai, J. Analysis on the physical mechanism of laser cladding crack and its influence factors. Optik 2016, 127, 200–202. [Google Scholar] [CrossRef]
- de Oliveira, U.; Ocelík, V.; De Hosson, J.T.M. Analysis of coaxial laser cladding processing conditions. Surf. Coat. Technol. 2005, 197, 127–136. [Google Scholar] [CrossRef]
- Buet, E.; Braun, J.; Sauder, C. Influence of texture and thickness of pyrocarbon coatings as interphase on the mechanical behavior of specific 2.5D SiC/SiC composites reinforced with hi-nicalon S fibers. Coatings 2022, 12, 573. [Google Scholar] [CrossRef]
- Macek, W. Correlation between fractal dimension and areal surface parameters for fracture analysis after bending-torsion fatigue. Metals 2021, 11, 1790. [Google Scholar] [CrossRef]
- Niu, F.Y.; Wu, D.J.; Yan, S.; Ma, G.Y.; Zhang, B. Process optimization for suppressing cracks in laser engineered net shaping of Al2O3 ceramics. JOM 2017, 69, 557–562. [Google Scholar] [CrossRef]
- Zhou, S.Y.; Su, Y.; Wang, H.; Enz, J.; Ebel, T.; Yan, M. Selective laser melting additive manufacturing of 7xxx series Al-Zn-Mg-Cu alloy: Cracking elimination by co-incorporation of Si and TiB2. Addit. Manuf. 2020, 36, 101458. [Google Scholar] [CrossRef]
- Arias-González, F.; del Val, J.; Comesaña, R.; Penide, J.; Lusquiños, F.; Quintero, F.; Riveiro, A.; Boutinguiza, M.; Pou, J. Fiber laser cladding of nickel-based alloy on cast iron. Appl. Surf. Sci. 2016, 374, 197–205. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Effects of the alloy composition on phase constitution and properties of laser deposited Ni-Cr-B-Si coatings. Phys. Procedia 2013, 41, 302–311. [Google Scholar] [CrossRef] [Green Version]
- Yu, T.; Deng, Q.L.; Zhang, W.; Dong, G.; Yang, J.G. Study on Cracking Mechanism of Laser Clad NiCrBSi Coating. J. Shanghai Jiaotong Univ. 2012, 46, 1043–1048. [Google Scholar] [CrossRef]
- Song, J.L.; Deng, Q.L.; Ge, Z.J.; Chen, C.Y.; Hu, D.J. The cracking control technology of laser rapid forming nickel-based alloys. J. Shanghai Jiaotong Univ. 2006, 40, 548–552. [Google Scholar] [CrossRef]
- Lin, Y.H.; Yuan, Y.; Wang, L.; Hu, Y.; Zhang, Q.L.; Yao, J.H. Effect of electric-magnetic compound field on the microstructure and crack in solidified Ni60 alloy. Acta Metall. Sin. 2018, 54, 1442–1450. [Google Scholar] [CrossRef]
- Zhou, S.F.; Zeng, X.Y.; Hu, Q.W.; Huang, Y.J. Analysis of crack behavior for Ni-based WC composite coatings by laser cladding and crack-free realization. Appl. Surf. Sci. 2008, 255, 1646–1653. [Google Scholar] [CrossRef]
- Marzban, J.; Ghaseminejad, P.; Ahmadzadeh, M.H.; Teimouri, R. Experimental investigation and statistical optimization of laser surface cladding parameters. Int. J. Adv. Manuf. Technol. 2015, 76, 1163–1172. [Google Scholar] [CrossRef]
- Tan, H.; Fan, W.; Qian, Y.H.; Chen, Y.G.; Liu, S.Q.; Lin, X. Influence of inclined substrate on process characteristics of directed energy deposition. Opt. Laser Technol. 2020, 129, 106288. [Google Scholar] [CrossRef]
- Lin, J.M.; Hwang, B.C. Coaxial laser cladding on an inclined substrate. Opt. Laser Technol. 1999, 31, 571–578. [Google Scholar] [CrossRef]
- Zhu, G.X.; Shi, S.H.; Fu, G.Y.; Shi, J.J.; Yang, S.; Meng, W.D.; Jiang, F.B. The influence of the substrate-inclined angle on the section size of laser cladding layers based on robot with the inside-beam powder feeding. Int. J. Adv. Manuf. Technol. 2017, 88, 2163–2168. [Google Scholar] [CrossRef]
- Paul, C.P.; Mishra, S.K.; Kumar, A.; Kukreja, L.M. Laser rapid manufacturing on vertical surfaces: Analytical and experimental studies. Surf. Coat. Technol. 2013, 224, 18–28. [Google Scholar] [CrossRef]
- Yu, T.B.; Qiao, R.Z.; Han, J.B.; Chen, Y.D.; Ren, H. Residual stress numerical simulation of laser cladding on inclined substrate. Hot Work. Technol. 2020, 49, 75–79. [Google Scholar] [CrossRef]
- Huang, Y.J.; Zeng, X.Y. Investigation on cracking behavior of Ni-based coating by laser-induction hybrid cladding. Appl. Surf. Sci. 2010, 256, 5985–5992. [Google Scholar] [CrossRef]
- Ren, Z.B.; Lu, Z.W.; Zhu, H.D.; Sun, Q. Study on microsphere light scattering. Infrared Laser Eng. 2004, 33, 401–404. [Google Scholar] [CrossRef]
- Li, H.B.; Li, T.; Wang, X.L.; Xu, H.Y.; Zhang, H.C. Study on the influence of the inclined substrate to the energy distribution of laser cladding. Appl. Laser 2017, 37, 333–339. [Google Scholar] [CrossRef]
- Hahn, T.A. Thermal stress relaxation due to plastic flow in the fiber coating of a continuous fiber reinforced composite. J. Compos. Mater. 1993, 27, 1545–1577. [Google Scholar] [CrossRef]
- Brückner, F.; Lepski, D.; Beyer, E. Modeling the influence of process parameters and additional heat sources on residual stresses in laser cladding. J. Therm. Spray Technol. 2007, 16, 355–373. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Dilution effects in laser cladding of Ni-Cr-B-Si-C hardfacing alloys. Mater. Lett. 2012, 84, 69–72. [Google Scholar] [CrossRef]
- Yin, Y.J.; Yang, W.; Liu, J.Y.; Zeng, D.X. The effects of substrate tilt and coaxial nozzle deflection on laser cladding morphology and powder utilization rate. Appl. Laser 2020, 40, 800–805. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Advances in laser surface engineering: Tackling the cracking problem in laser-deposited Ni-Cr-B-Si-C alloys. J. Min. Met. Mat. S. 2013, 65, 741–748. [Google Scholar] [CrossRef]
- Zhang, P.; Ma, L.; Yuan, J.P.; Cai, Z.H. Analysis of stress and strain fields of laser cladding process on ring circular orbit. J. Shanghai Jiaotong Univ. 2011, 16, 296–301. [Google Scholar] [CrossRef]
- Wang, D.Z.; Hu, Q.W.; Zeng, X.Y. Residual stress and cracking behaviors of Cr13Ni5Si2 based composite coatings prepared by laser-induction hybrid cladding. Surf. Coat. Technol. 2015, 274, 51–59. [Google Scholar] [CrossRef]
- Dats, E.P.; Tkacheva, A.V. Technological thermal stresses in the shrink fitting of cylindrical bodies with consideration of plastic flows. J. Appl. Mech. Tech. Phy. 2016, 57, 569–576. [Google Scholar] [CrossRef]
- Lazić, V.N.; Sedmak, A.S.; Živković, M.M.; Aleksandrović, S.M.; Čukić, R.D.; Jovičić, R.D.; Ivanović, I.B. Theoretical-experimental determining of cooling time (t8/5) in hard facing of steels for forging dies. Therm. Sci. 2010, 14, 235–246. [Google Scholar] [CrossRef]
- Weertman, J. Fracture mechanics: A unified view for Griffith-Irwin-Orowan cracks. Acta Metall. 1978, 26, 1731–1738. [Google Scholar] [CrossRef]
- Gong, X.G.; Cui, C.; Yu, Q.; Wang, W.; Xu, W.W.; Chen, L.J. First-principles study of phase stability and temperature-dependent mechanical properties of (Cr, M)23C6 (M = Fe, Mo) phases. J. Alloys Compd. 2020, 824, 153948. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Jiang, Y.H.; Zhou, R. First-principles study on stability and mechanical properties of Cr7C3. Rare Met. Mat. Eng. 2014, 43, 2903–2907. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials/Elements | C | B | Cr | Si | Mn | Cu | P, S | Fe | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Ni60A | 0.8–1.0 | 3.1–3.8 | 15.5–17.8 | 3.8–4.5 | - | - | - | 3.5~4.5 | Bal. |
| 45# steel | 0.42–0.5 | - | ≤0.25 | 0.17–0.37 | 0.5–0.8 | ≤0.25 | ≤0.045 | Bal. | ≤0.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, B.; Mu, X.; Zhan, H.; Deng, L.; Li, T.; Zhang, H. Crack Behavior of Ni60A Coating Prepared by Laser Cladding on a Tilted Substrate. Coatings 2022, 12, 966. https://doi.org/10.3390/coatings12070966
Shi B, Mu X, Zhan H, Deng L, Li T, Zhang H. Crack Behavior of Ni60A Coating Prepared by Laser Cladding on a Tilted Substrate. Coatings. 2022; 12(7):966. https://doi.org/10.3390/coatings12070966
Chicago/Turabian StyleShi, Bowen, Xiaokai Mu, Huan Zhan, Linhui Deng, Tao Li, and Hongchao Zhang. 2022. "Crack Behavior of Ni60A Coating Prepared by Laser Cladding on a Tilted Substrate" Coatings 12, no. 7: 966. https://doi.org/10.3390/coatings12070966
APA StyleShi, B., Mu, X., Zhan, H., Deng, L., Li, T., & Zhang, H. (2022). Crack Behavior of Ni60A Coating Prepared by Laser Cladding on a Tilted Substrate. Coatings, 12(7), 966. https://doi.org/10.3390/coatings12070966