
On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train


Abstract
:1. Introduction
2. Examination of the Damaged Brake Disc
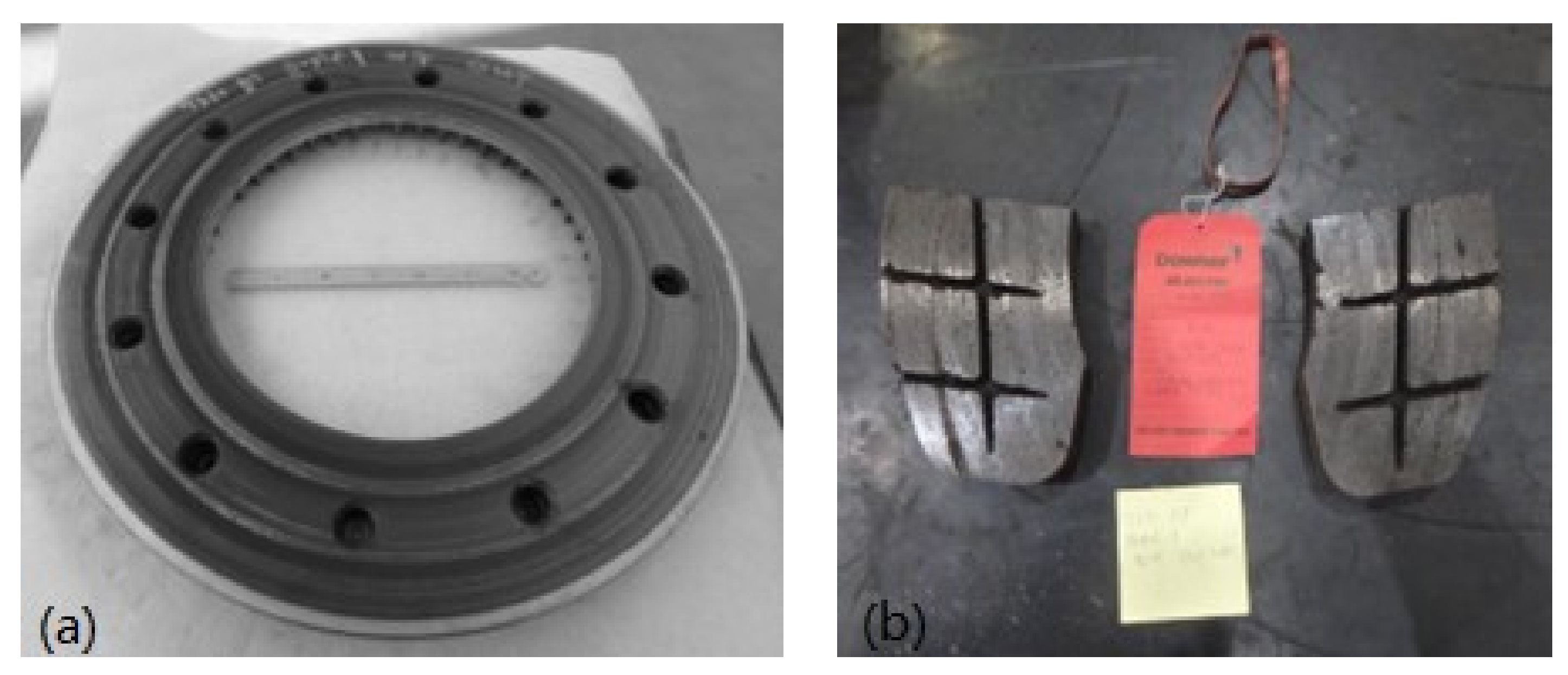
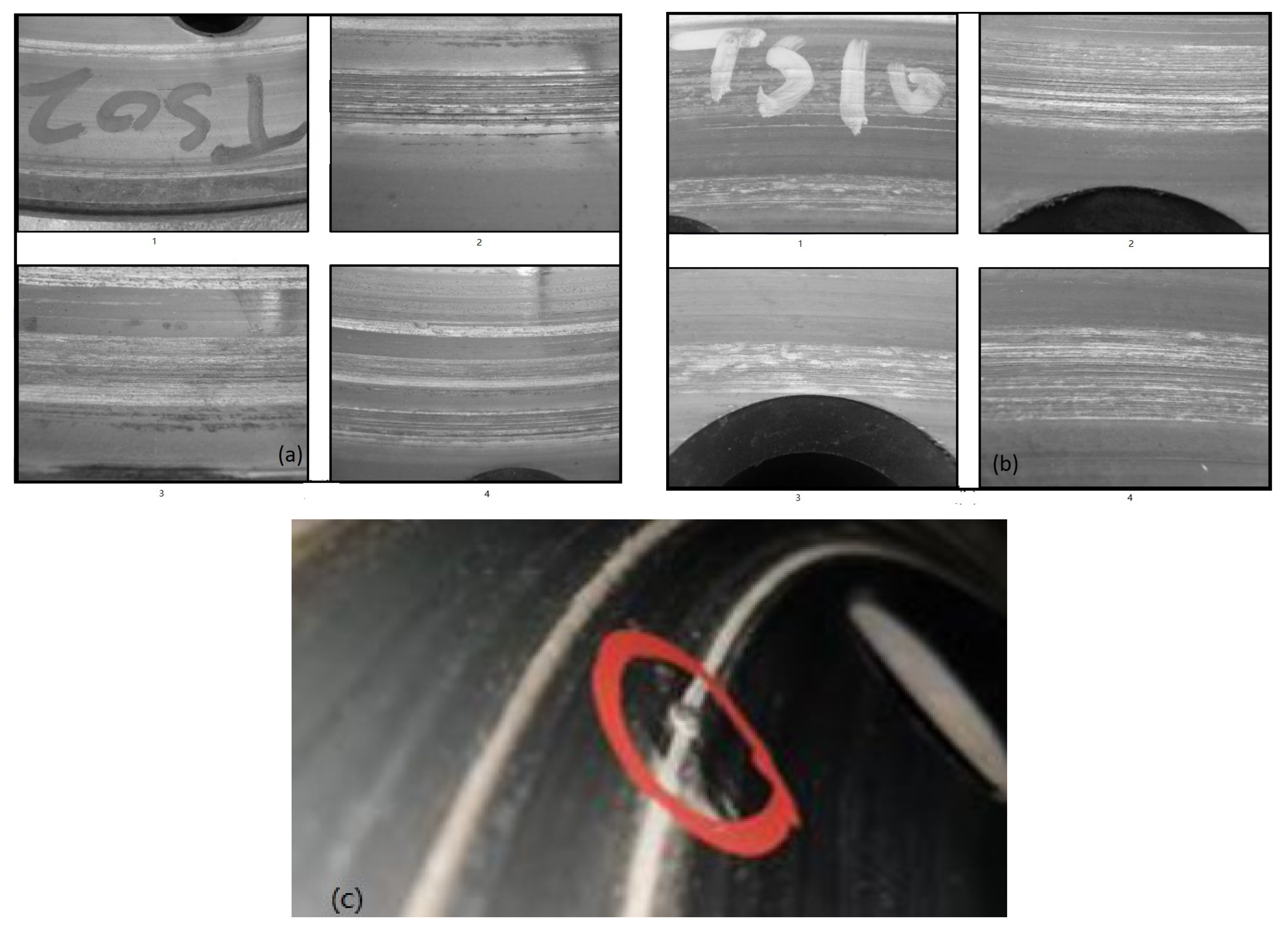
2.1. Visual Examination
2.2. Scanning Electron Microscopy
2.3. Positive Material Identification (PMI)
2.4. Surface Roughness Measurement
2.5. Coefficient of Friction
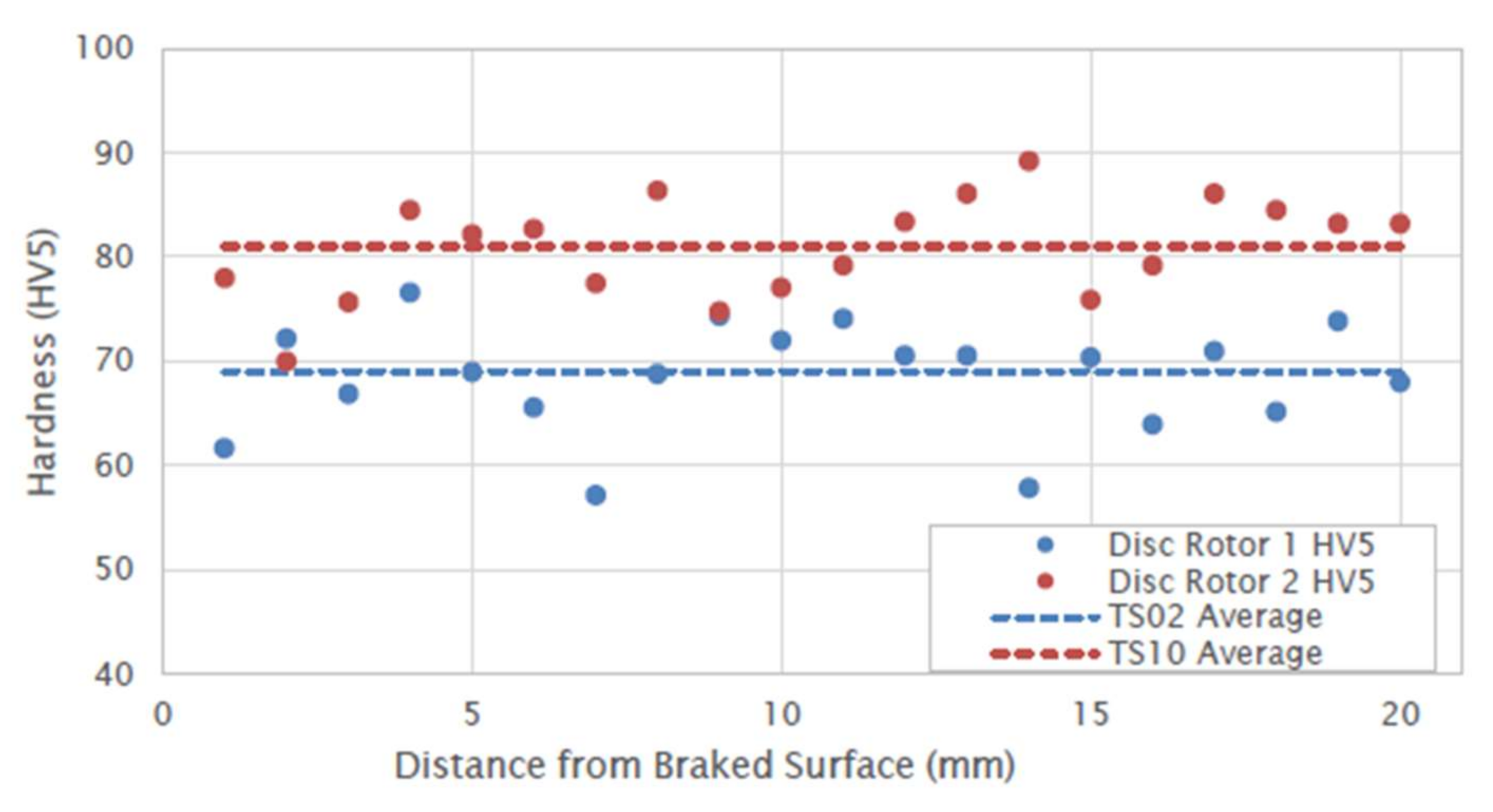
2.6. Hardness Testing
2.7. Metallographic/Micrographic Examination
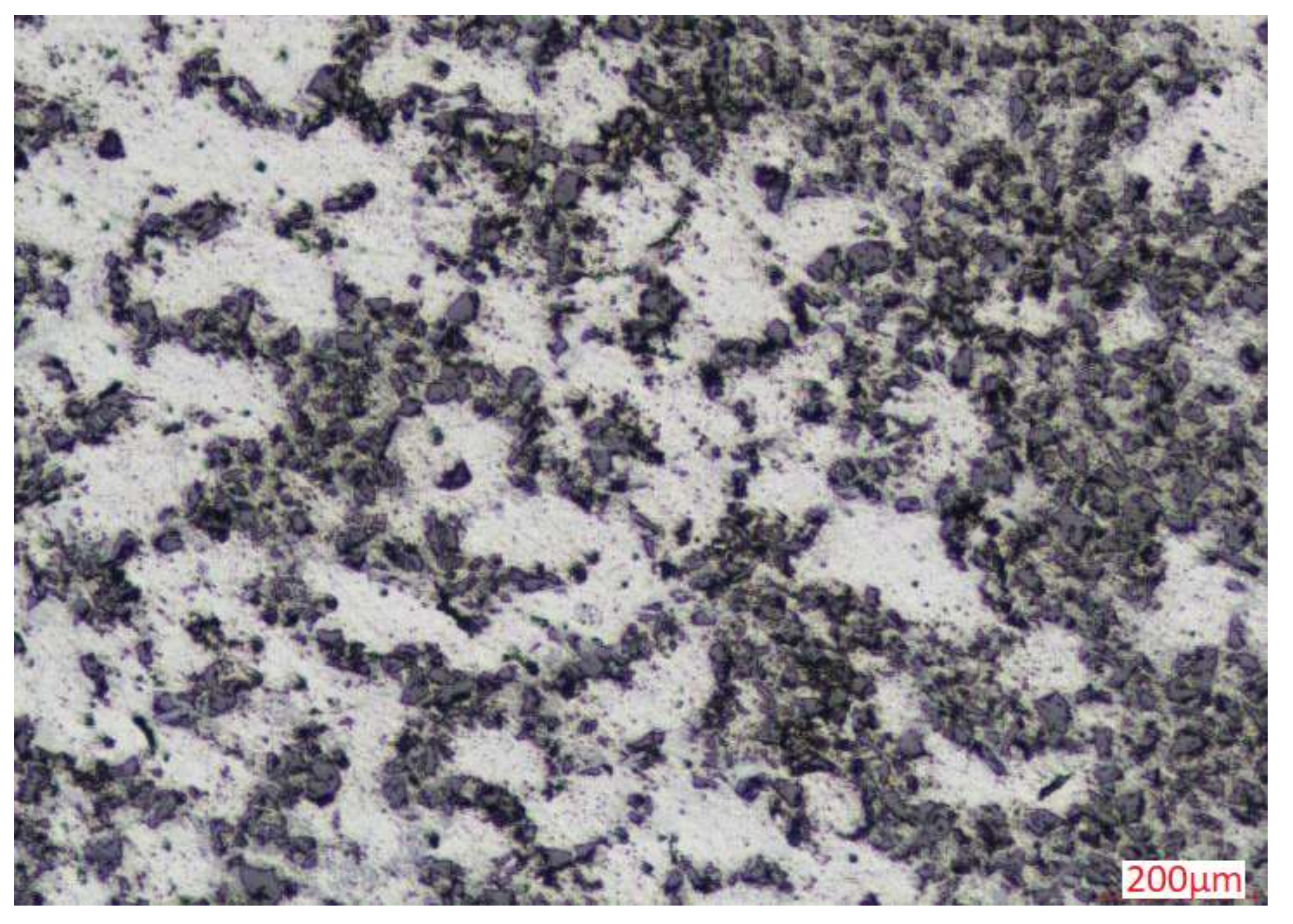
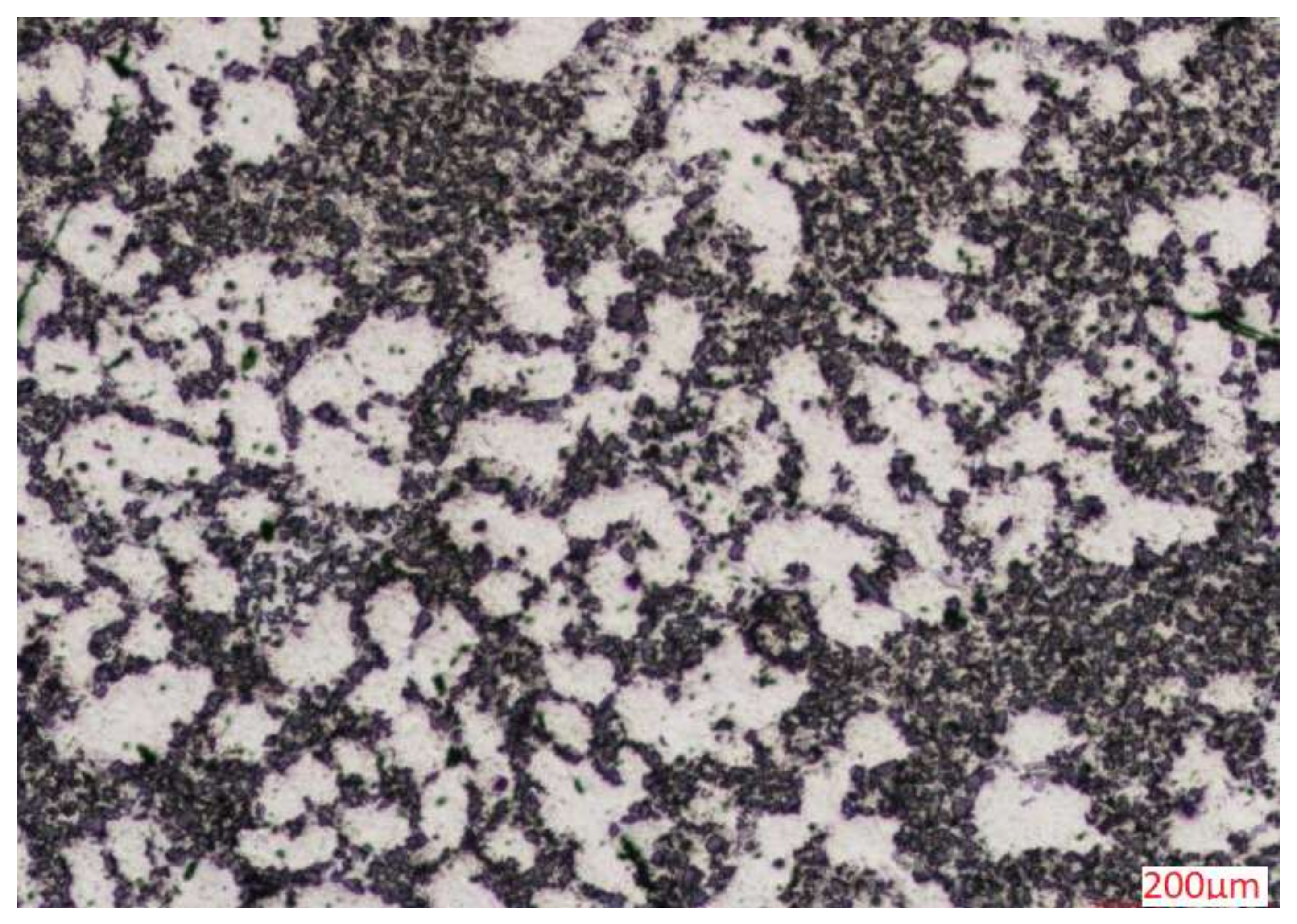
- For Disc 1: At low magnification, the section of Disc 1 (TS02) removed for metallographic examination exhibited a good distribution of fine silicon carbides throughout (see Figure 7). The unetched core microstructure consisted of a refined structure of alpha aluminium (light phase) with primary silicon particles (mid grey), eutectic silicon (mid grey,) and silicon carbide particulate (dark grey). The microstructure was relatively fine-grained and uniform throughout the subject section. No unusual or deleterious features were observed in the subject section. In regions of abrasive wear, the microstructure of subject Brake Disk 1 (TS02) exhibited a localized silicon rich layer at the braked surface. At high magnification, the localized silicon-rich layer at the braked surface was estimated metallographically to be approximately 5–10 μm thickness. In regions of adhesive wear, the localized silicon-rich layer was absent at the braking surface.
- For Disc 2: At low magnification, the section of Disc 2 (TS10) removed for metallographic examination exhibited a good distribution of fine silicon carbides throughout (see Figure 8). The unetched core microstructure consisted of a refined structure of alpha aluminium (light phase) with primary silicon particles (mid grey), eutectic silicon (mid grey), and silicon carbide particulate (dark grey). The microstructure was relatively fine-grained and uniform throughout the subject section. No unusual or deleterious features were observed in the subject section. In regions of abrasive wear, the microstructure of subject Disc 2 (TS10) exhibited a localized silicon-rich layer at the braked surface of the discs. At high magnification, the localized silicon rich layer at the braked surface was estimated metallographically to be approximately 15–20 μm in thickness. In regions of adhesive wear, the localized silicon-rich layer was intermittent and varied in thickness at the braking surface.
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Valigi, M.C.; Logozzo, S.; Affatato, S. New challenges in tribology: Wear assessment using 3D optical scanners. Materials 2017, 10, 548. [Google Scholar] [CrossRef] [PubMed]
- Hawryluk, M.; Ziemba, J.; Dworzak, Ł. Development of a method for tool wear analysis using 3D scanning. Metrol. Meas. Syst. 2017, 24, 739–757. [Google Scholar] [CrossRef] [Green Version]
- Joel, J.; Xavior, M.A. Aluminium alloy composites and its machinability studies: A review. Mater. Today Proc. 2018, 5, 13556–13562. [Google Scholar] [CrossRef]
- Sedlák, J.; Hrušecká, D.; Chromjaková, F.; Majerík, J.; Barényi, I. Analysis of the wear on machined groove profiles using reverse engineering technology. Manuf. Technol. 2021, 21, 529–538. [Google Scholar] [CrossRef]
- Valigi, M.; Logozzo, S.; Butini, E.; Meli, E.; Marini, L.; Rindi, A. Experimental evaluation of tramway track wear by means of 3D metrological optical scanners. Tribol.-Mater. Surf. Interfaces 2021, 15, 150–158. [Google Scholar] [CrossRef]
- Valigi, M.C.; Logozzo, S.; Meli, E.; Rindi, A. New instrumented trolleys and a procedure for automatic 3D optical inspection of railways. Sensors 2020, 20, 2927. [Google Scholar] [CrossRef]
- Velavan, K.; Palanikumar, K.; Natarajan, E.; Lim, W.H. Implications on the influence of mica on the mechanical properties of cast hybrid (Al + 10% B4C + Mica) metal matrix composite. J. Mater. Res. Technol. 2021, 10, 99–109. [Google Scholar] [CrossRef]
- Prakash, S.; Sasikumar, R.; Natarajan, E.; Suresha, B. Influence of feeding techniques in bottom tapping stir casting process for fabrication of alumina nano-filler-reinforced aluminium composites. Trans. Indian Inst. Met. 2020, 73, 1265–1272. [Google Scholar] [CrossRef]
- Swamy, P.K.; Mylaraiah, S.; Basheer, D. Evaluation of Microstructure, Hardness, and Tensile Properties: A Comparative Study of Stir Cast and Extruded Al7005/Glass-/Fly-Ash-Reinforced Hybrid MMCs. Adv. Mater. Sci. Eng. 2021, 2021, 8601484. [Google Scholar] [CrossRef]
- Yu, L.; Jiang, Y.L.; Lu, S.K.; Ru, H.Q.; Fang, M. FEM for brake discs of SiC 3D continuous ceramic reinforced 7075 aluminum alloy for CRH3 trains applying emergency braking. Appl. Mech. Mater. 2011, 120, 51–55. [Google Scholar] [CrossRef]
- Thilak, V.; Krishnaraj, R.; Sakthivel, M.; Kanthavel, K.; Marudachalam, M.; Palani, R. Transient thermal and structural analysis of the rotor disc of disc brake. Int. J. Sci. Eng. Res. 2011, 2, 2229–2551. [Google Scholar]
- Nieh, T.; Xia, K.; Langdon, T. Mechanical properties of discontinuous SiC reinforced aluminum composites at elevated temperatures. J. Eng. Mater. Technol. 1988, 110, 77–82. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Microstructural and abrasive wear properties of SiC reinforced aluminum-based composite produced by compocasting. Trans. Nonferrous Met. Soc. China 2013, 23, 1905–1914. [Google Scholar] [CrossRef]
- Natarajan, N.; Vijayarangan, S.; Rajendran, I. Wear behaviour of A356/25SiCp aluminium matrix composites sliding against automobile friction material. Wear 2006, 261, 812–822. [Google Scholar] [CrossRef]
- Manjunath, N. FME Transactions; Faculty of Mechanical Engineering, Belgrade University: Beograd, Serbia, 2021; Volume 49. [Google Scholar]
- Sethuram, D. Characterization of graphene reinforced Al-Sn nanocomposite produced by mechanical alloying and vacuum hot pressing. Mater. Today Proc. 2018, 5, 24505–24514. [Google Scholar] [CrossRef]
- Lakshmikanthan, J. Microstructure, mechanical and wear properties of the A357 composites reinforced with dual sized SiC particles. J. Alloys Compd. 2019, 786, 570–580. [Google Scholar] [CrossRef]
- Ahmad, F.; Lo, S.J.; Aslam, M.; Haziq, A. Tribology behaviour of alumina particles reinforced aluminium matrix composites and brake disc materials. Procedia Eng. 2013, 68, 674–680. [Google Scholar] [CrossRef] [Green Version]
- Lijesh, K.; Kumar, D.; Hirani, H. Effect of disc hardness on MR brake performance. Eng. Fail. Anal. 2017, 74, 228–238. [Google Scholar] [CrossRef]
- Boldyrev, D.; Dema, R.; Kalugina, O. The microstructure and hardness of casting a solid brake disc after late graphitizing modification. IOP Conf. Ser. Mater. Sci. Eng. 2020, 966, 012021. [Google Scholar] [CrossRef]
- Odusote, J.K.; Talabi, S.I.; Agodinrin, G. Effect of Heat Treatment on Hardness and Wear Resistance of a Failed Automobile Brake Disc. Acta Tech. Corviniensis-Bull. Eng. 2014, 7, 129–132. [Google Scholar]
- Awe, S.A. Premature failure of an automobile brake disc: Effect of nonmetallic inclusions. Eng. Fail. Anal. 2022, 137, 106263. [Google Scholar] [CrossRef]
- Babu, K.V.; Marichamy, S.; Ganesan, P.; Madan, D.; Uthayakumar, M.; Rajan, T. Processing of functionally graded aluminum composite brake disc and machining parameters optimization. Mater. Today Proc. 2020, 21, 563–567. [Google Scholar] [CrossRef]
- Iyengar, S.; Sethuram, D.; Shobha, R.; Koppad, P. Microstructure, microhardness, and tensile properties of hot-rolled Al6061/TiB2/CeO2 hybrid composites. J. South. Afr. Inst. Min. Metall. 2021, 121, 543–548. [Google Scholar] [CrossRef]
- Puneeth, N.; Satheesh, J.; Koti, V.; Koppad, P.G.; Akbarpour, M.; Naveen, G. Application of Taguchi’s method to study the effect of processing parameters of Al6082/B4C/Al2SiO5 hybrid composites on mechanical properties. Mater. Res. Express 2019, 6, 1065a1. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Udayagiri, S.B.; Koppad, P.G.; Gupta, M.; Munishamaiah, K.; Bontha, S. The effect of heat treatment on the mechanical and tribological properties of dual size SiC reinforced A357 matrix composites. J. Mater. Res. Technol. 2020, 9, 6434–6452. [Google Scholar] [CrossRef]
- Alnaqi, A.A.; Kosarieh, S.; Barton, D.C.; Brooks, P.C.; Shrestha, S. Material characterisation of lightweight disc brake rotors. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 555–565. [Google Scholar] [CrossRef] [Green Version]
- Matějka, V.; Metinöz, I.; Wahlström, J.; Alemani, M.; Perricone, G. On the running-in of brake pads and discs for dyno bench tests. Tribol. Int. 2017, 115, 424–431. [Google Scholar] [CrossRef]
- Chen, Y.; Modi, O.; Mhay, A.; Chrysanthou, A.; O’sullivan, J. The effect of different metallic counterface materials and different surface treatments on the wear and friction of polyamide 66 and its composite in rolling–sliding contact. Wear 2003, 255, 714–721. [Google Scholar] [CrossRef] [Green Version]
- Andrade, A.R.; Stow, J. Assessing the efficiency of maintenance operators: A case study of turning railway wheelsets on an under-floor wheel lathe. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2017, 231, 155–163. [Google Scholar] [CrossRef]
- Lehrich, K.; WąsiK, M.; KosMoL, J. Identifying the causes of deterioration in the surface finish of a workpiece machined on a rail wheel lathe. Eksploat. Niezawodn. 2018, 20, 352–358. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| - | Pad A | Pad B | Pad C |
|---|---|---|---|
| Date Installed | - | 08 September 2020 | 21 November 2020 |
| Date Testing Initiated | 23 October 2019 | 15 September 2020 | 25 November 2020 |
| Odometer at Removal (km) | ~18,000 | ~24,000 | ~26,124 |
| Energy Dissipated per Disc/Wheel [MJ] (friction only braking) | 3449 | 257.31 | 124.50 |
| Total No. of Stops | 1536 | 146 | 107 |
| Identification | Trainset | Location | Time Taken |
|---|---|---|---|
| Brake Disc 1 | TS02 | TC2 W1 Out | 8 April 2021 |
| Brake Pad 1 | TS02 | TC2 W1 Out | 8 April 2021 |
| Brake Disc 2 | TS10 | DT W4 Out | 8 April 2021 |
| Brake Pad 2 | TS10 | DT W4 Out | 8 April 2021 |
| ID | Al wt% | Si wt% | Fe wt% | Mg wt% |
|---|---|---|---|---|
| Brake Disc 1 (Brake Surface) | 62.7 | 35.8 | 0.83 | 0.46 |
| Brake Disc 1 (Back Surface) | 69.0 | 30.7 | 0.30 | 0 |
| Brake Disc 2 (Brake Surface) | 37.0 | 59.4 | 2.19 | 0.64 |
| Brake Disc 2 (Back Surface) | 69.1 | 30.1 | 0.15 | 0.53 |
| Distance from Disc ID (mm) | Disc 1 Braking Surface (Ra-μm) | Disc 2 Braking Surface (Ra-μm) |
|---|---|---|
| 15 | 1.711 | 0.246 |
| 30 | 5.581 | 1.589 |
| 40 | 5.717 | 6.066 |
| 50 | 0.386 | 0.522 |
| 65 | 0.441 | 0.971 |
| 80 | 0.325 | 1.374 |
| 90 | 3.574 | 4.690 |
| 100 | 0.447 | 0.437 |
| 115 | 0.265 | 2.048 |
| 125 | 0.260 | 0.388 |
| 130 | 0.442 | 1.176 |
| Identification | Brinell Hardness Results (HBW 10/500) | Average HBW |
|---|---|---|
| Disc 1 Surface | 62.9, 63.3, 63.8 | 63.3 |
| Disc 2 Surface | 69.1, 67.3, 66.8 | 67.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.; Yan, H.; Chen, Q.; Liu, Y.; Zhang, N. On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train. Coatings 2022, 12, 894. https://doi.org/10.3390/coatings12070894
Yang C, Yan H, Chen Q, Liu Y, Zhang N. On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train. Coatings. 2022; 12(7):894. https://doi.org/10.3390/coatings12070894
Chicago/Turabian StyleYang, Chi, Haicheng Yan, Qilin Chen, Yongke Liu, and Neng Zhang. 2022. "On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train" Coatings 12, no. 7: 894. https://doi.org/10.3390/coatings12070894
APA StyleYang, C., Yan, H., Chen, Q., Liu, Y., & Zhang, N. (2022). On the Impact of Surface Morphology and Transfer Film on Brake System Performance of High-Capacity Metro Train. Coatings, 12(7), 894. https://doi.org/10.3390/coatings12070894