
Preparation and Electrochemical Behavior of an Amorphous Co–Mo Coating with a High Content of Mo

Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Coating Characterization
2.3. Coating Property Testing
2.4. Electrochemical Behavior Test
3. Results
3.1. The Structure, Composition, Morphology, and Property of a Co–Mo Coating
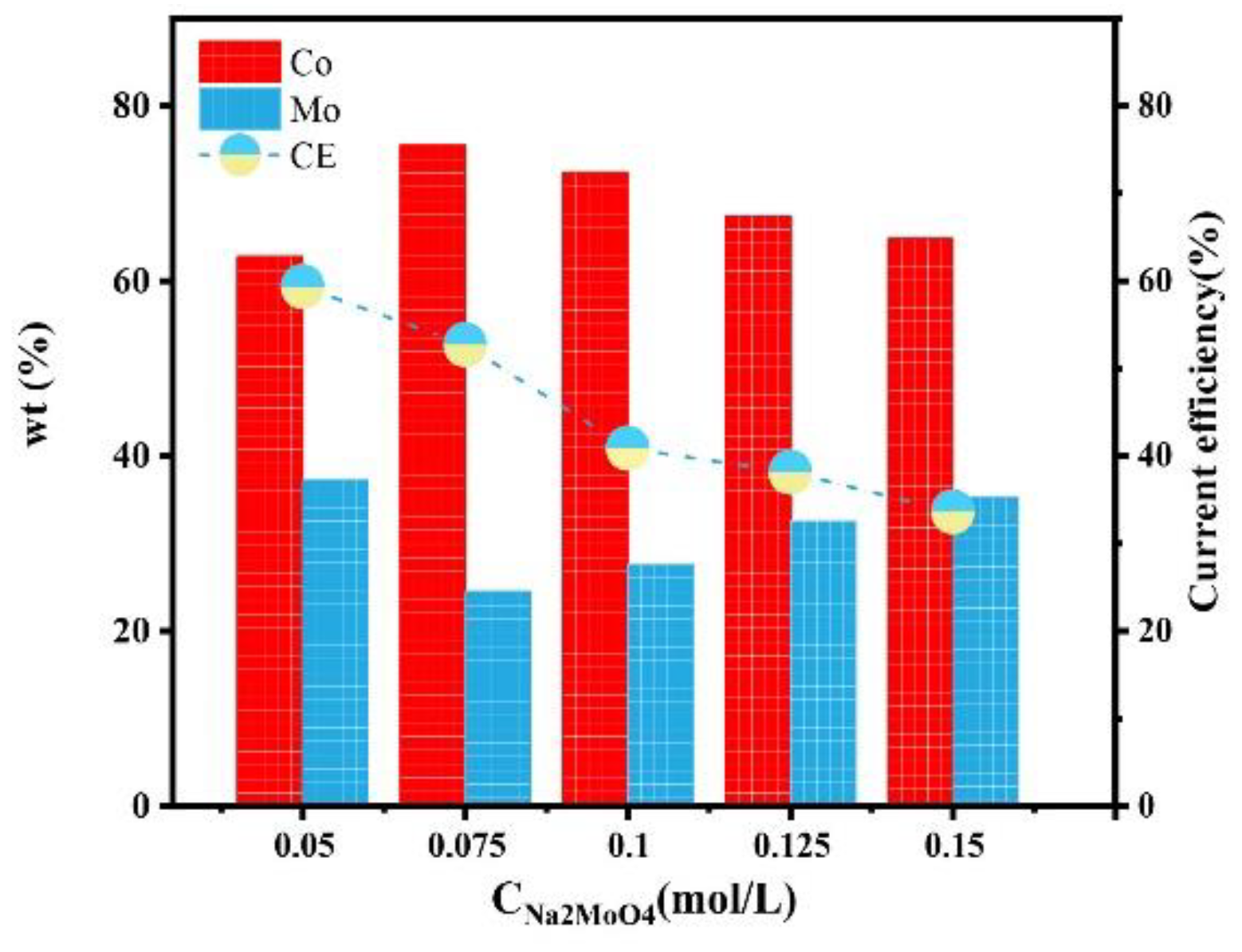
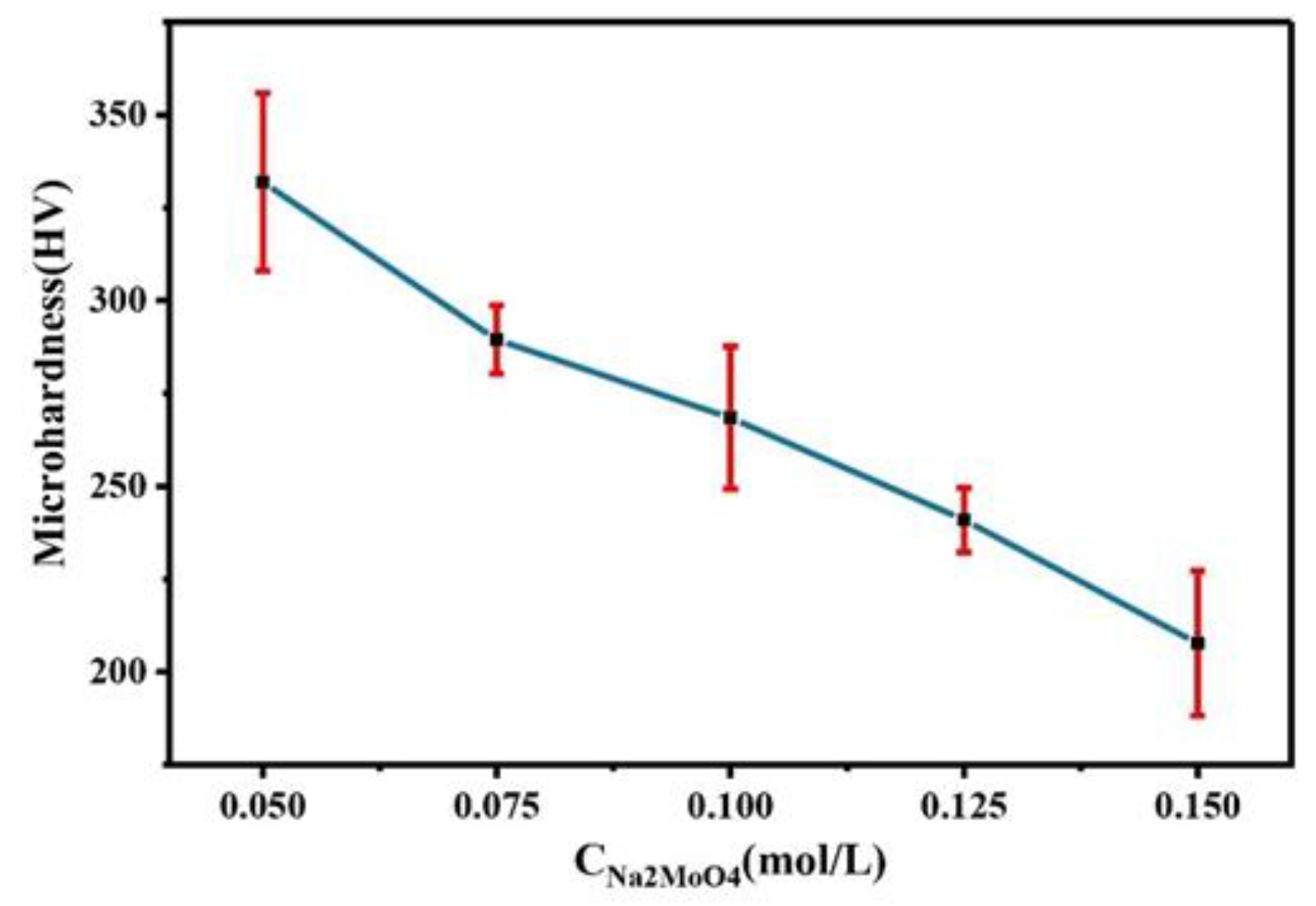
3.1.1. Effect of the Concentration of Na2MoO4
3.1.2. Effect of the Concentration of C6H5Na3O7
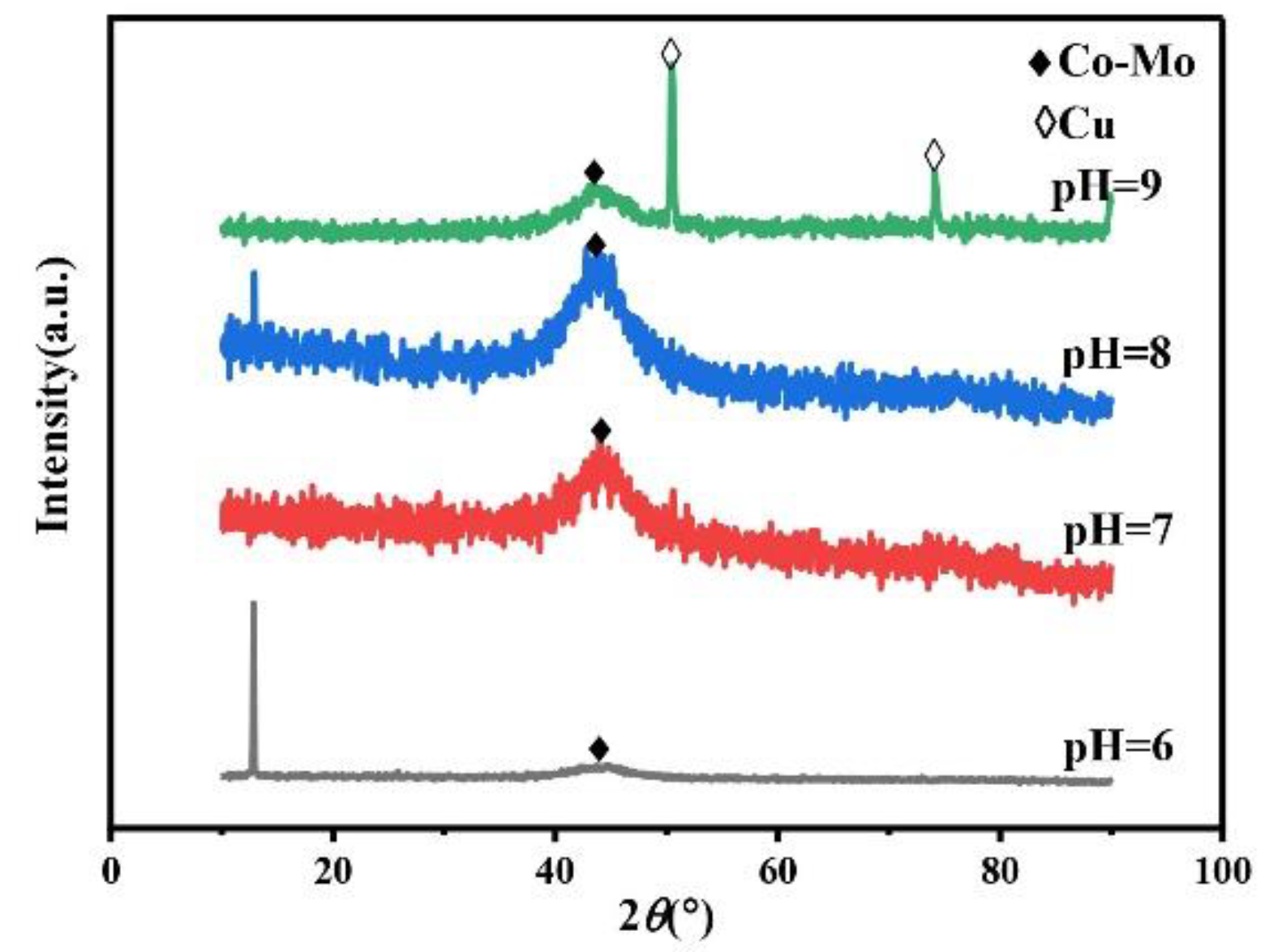
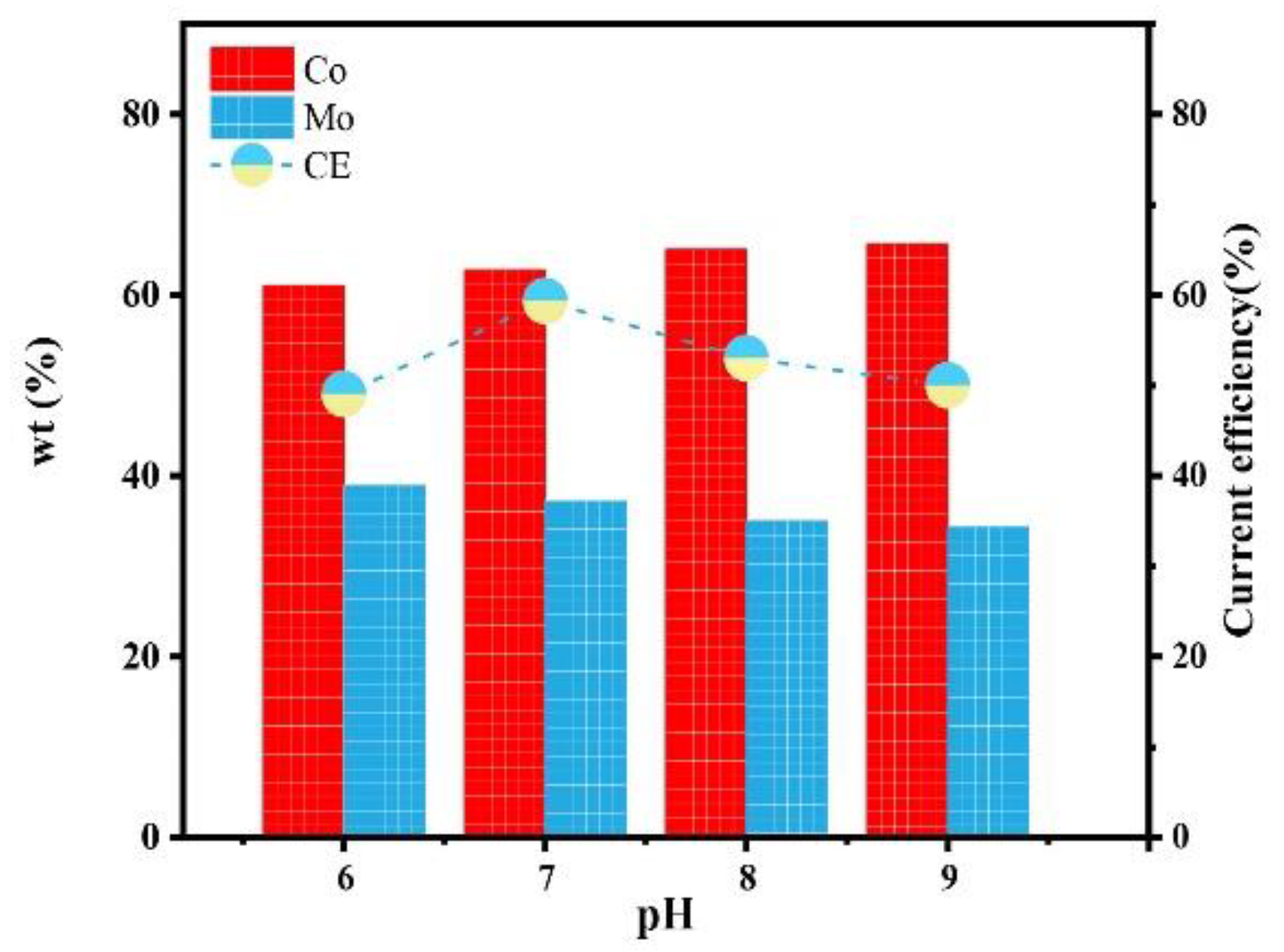
3.1.3. Effect of the pH Value
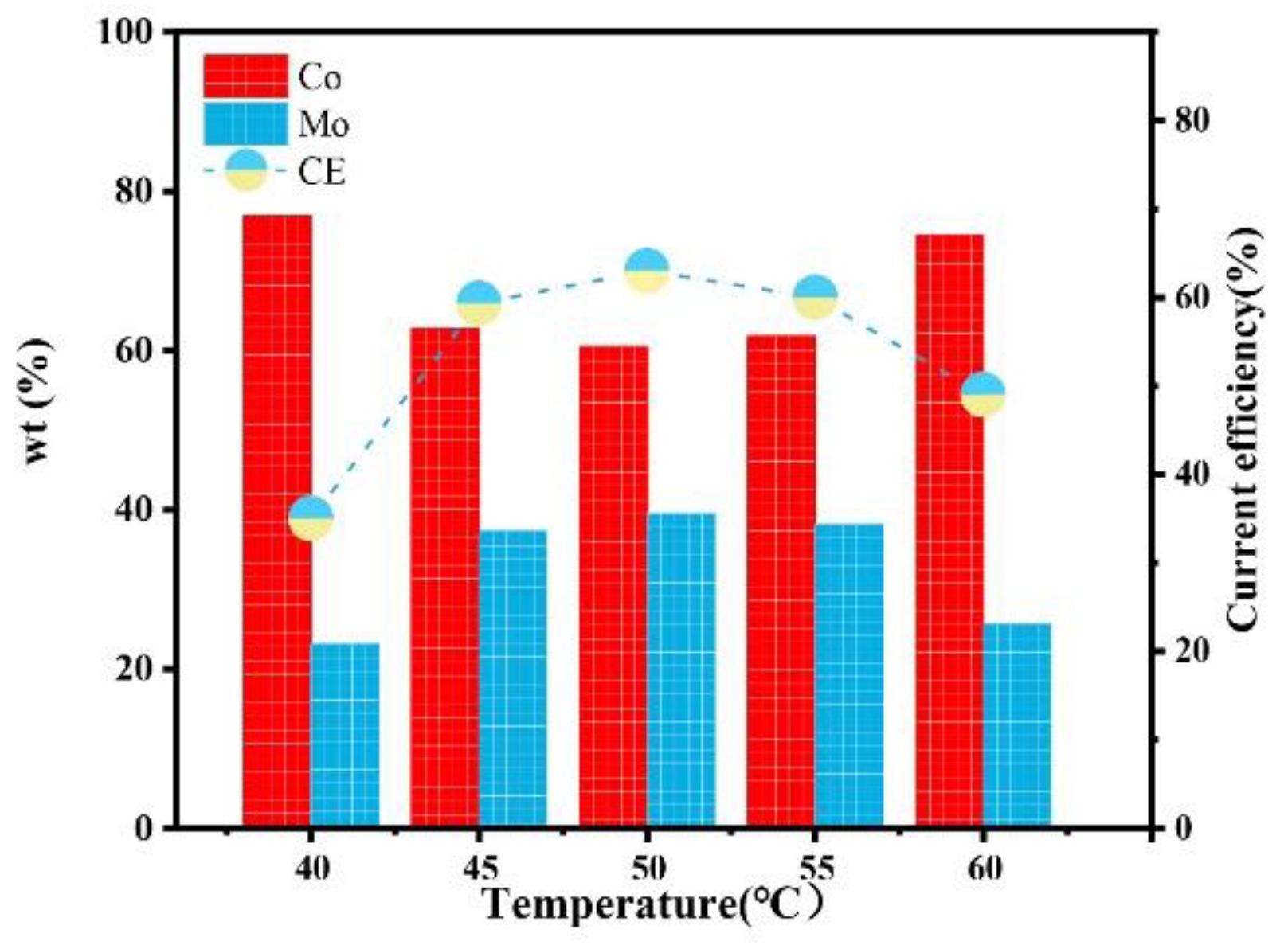
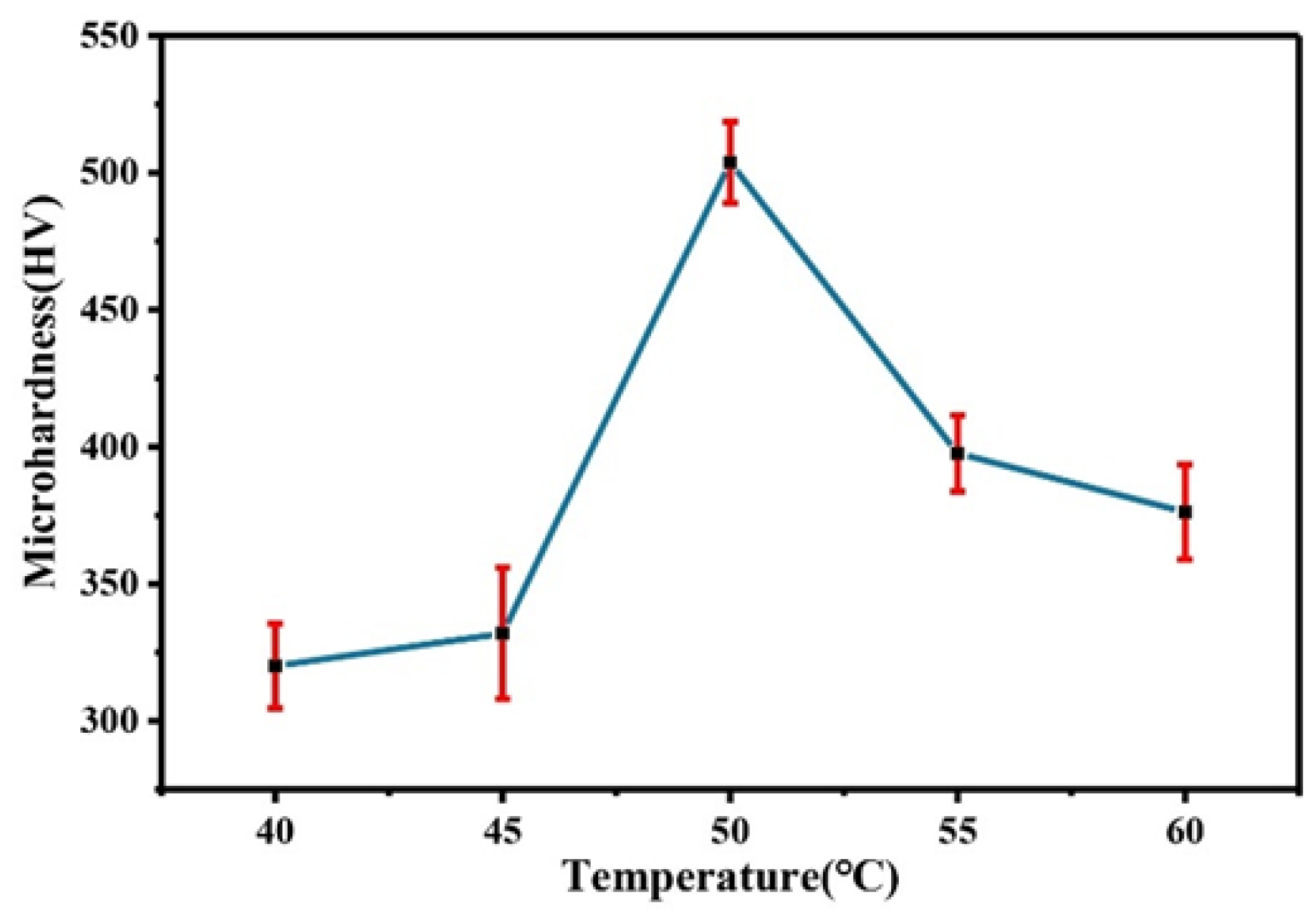
3.1.4. Effect of Temperature
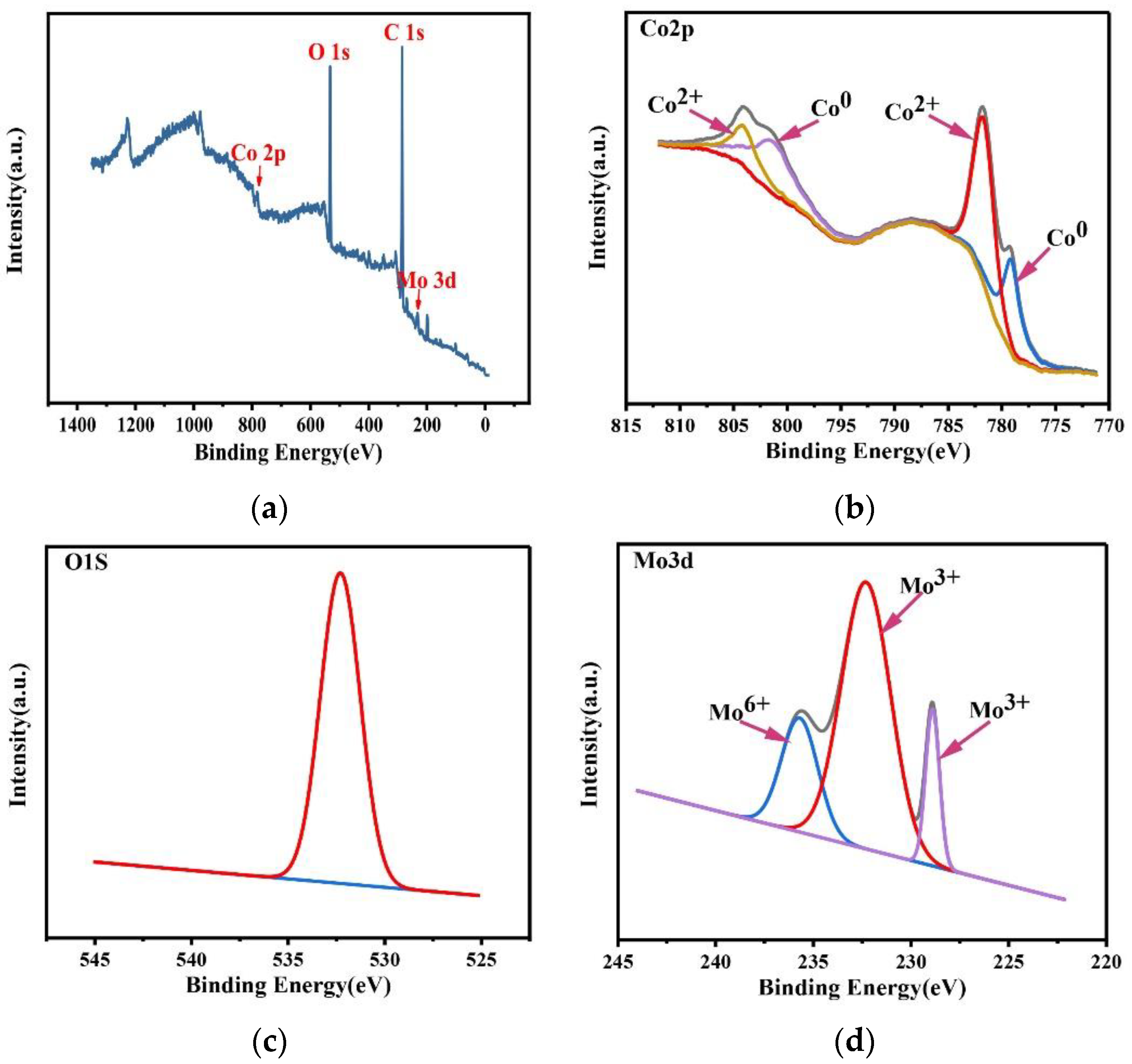
3.1.5. Characterization of Coating Surface Elements
3.2. The Electrochemical Behavior of the Deposition of a Co–Mo Alloy
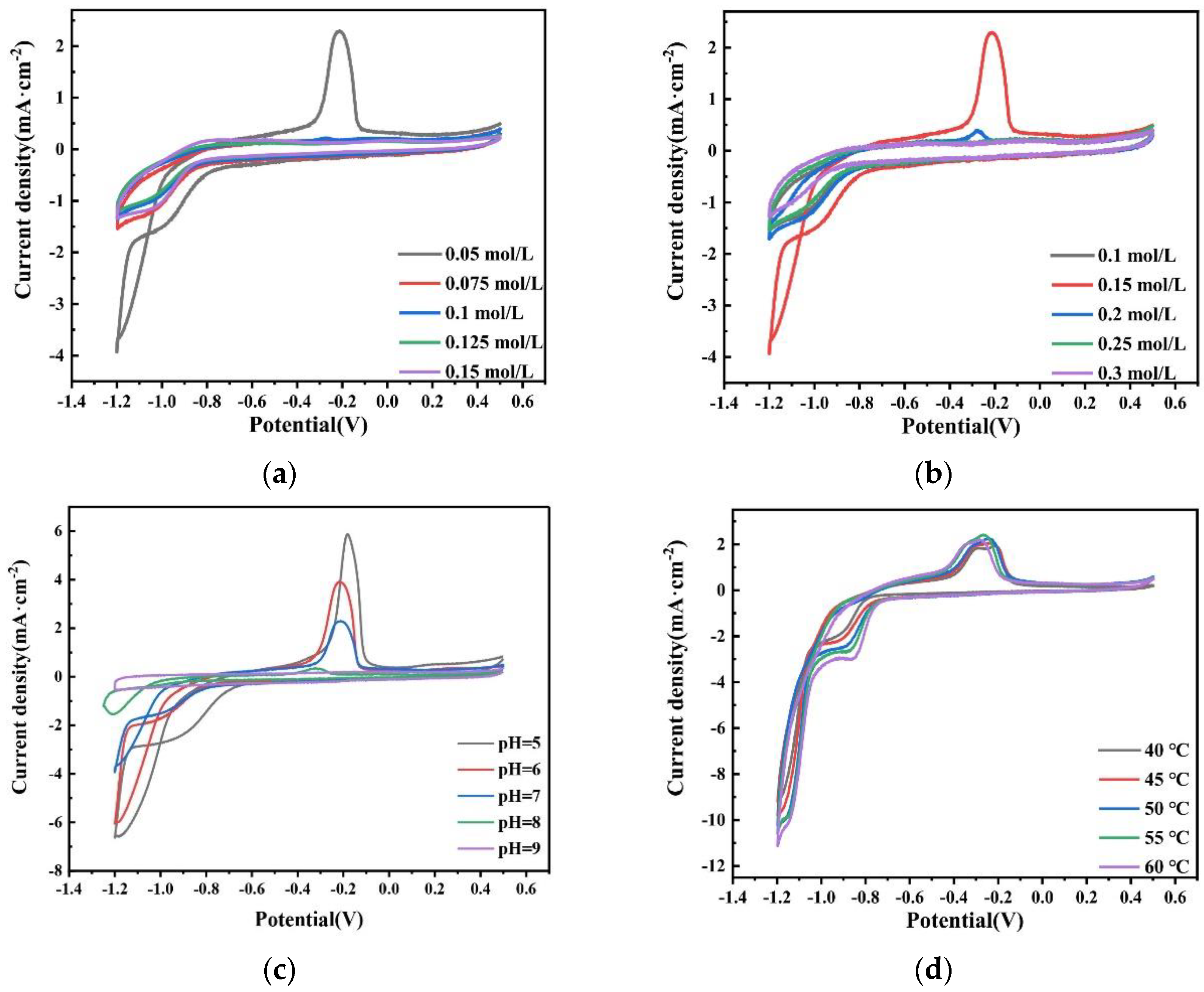
3.2.1. Deposition Potential
3.2.2. Exchange Current Density
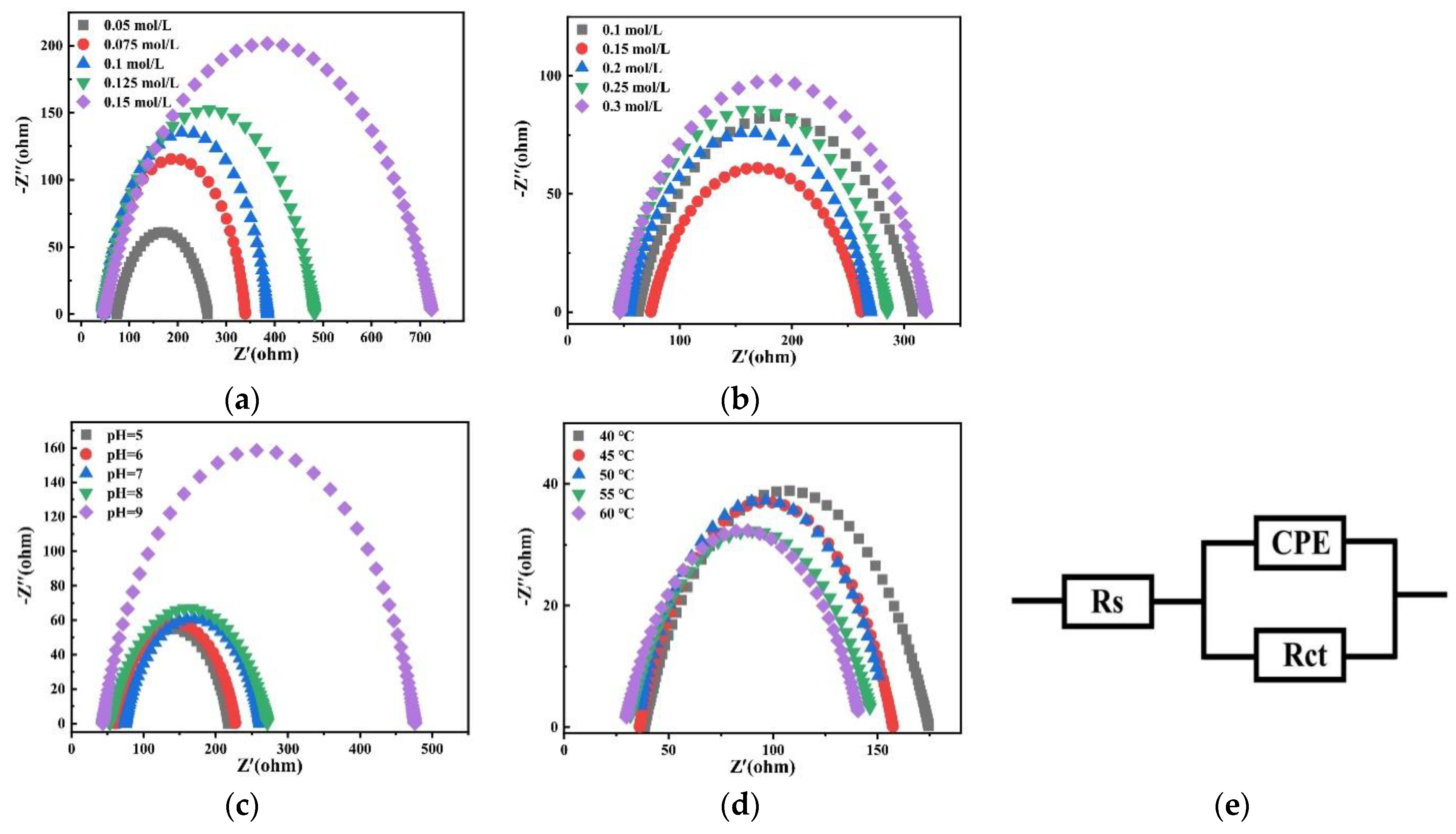
3.2.3. Charge Transfer Impedance
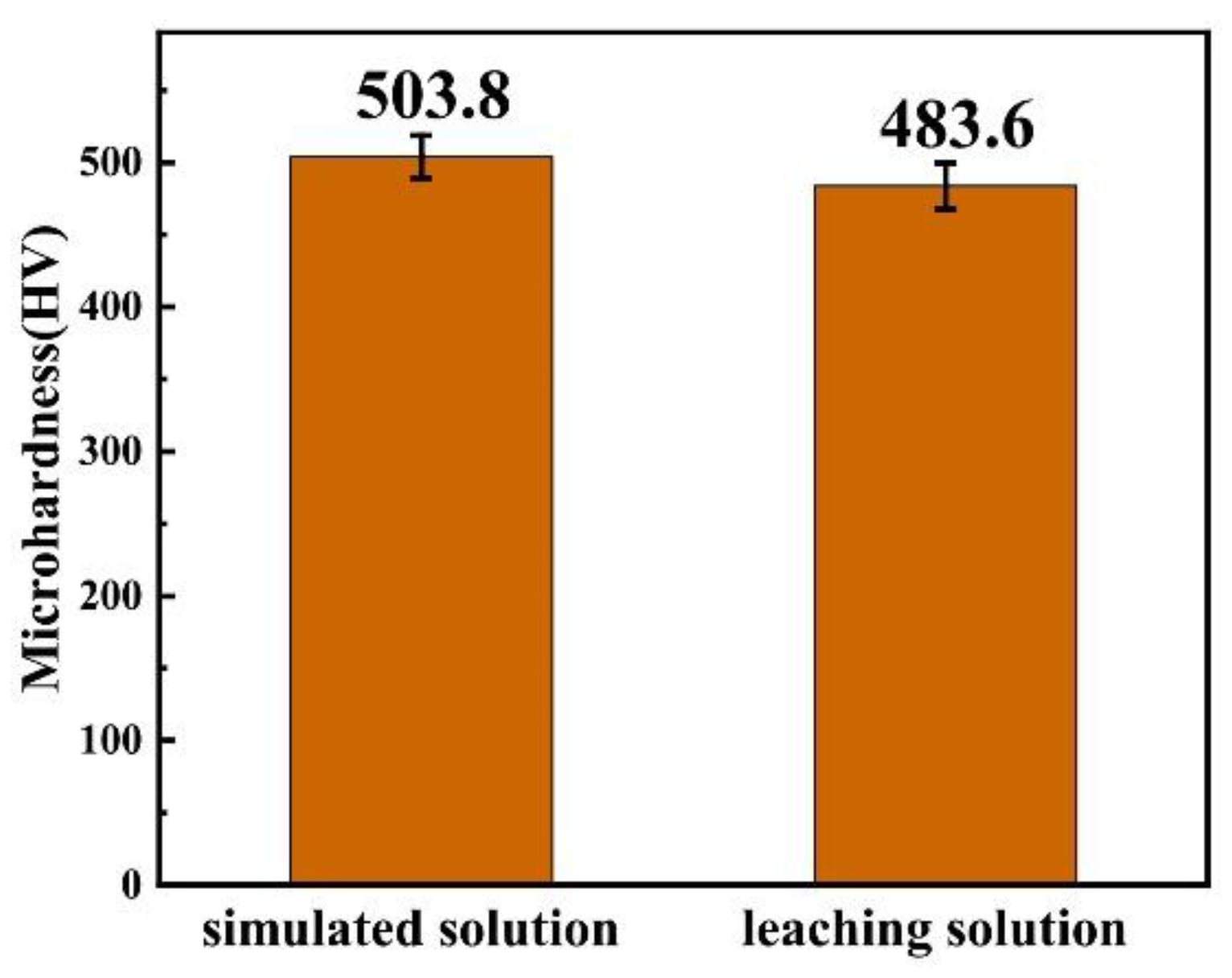
3.3. Electrodeposition of a Co–Mo Coating with a Leaching Solution of Mo-Containing Waste
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Elias, L.; Chitharanjan, A.H. A comparative study on the electrocatalytic activity of electrodeposited Ni-W and Ni-P alloy coatings. Mater. Today Proc. 2018, 5, 21156–21161. [Google Scholar] [CrossRef]
- Argañaraz, M.Q.; Ribotta, S.; Folquer, M.; Zelaya, E.; Llorente, C.; Ramallo-López, J.M.; Benitez, G.; Rubert, A.A.; Gassa, L.; Vela, M.; et al. The chemistry and structure of nickel–tungsten coatings obtained by pulse galvanostatic electrodeposition. Electrochim. Acta 2012, 72, 87–93. [Google Scholar] [CrossRef]
- Vernickaite, E.; Tsyntsaru, N.; Cesiulis, H. Electrodeposited Co-W alloys and their prospects as effective anode for methanol oxidation in acidic media. Surf. Coat. Technol. 2016, 307, 1322–1328. [Google Scholar] [CrossRef]
- Vernickaite, E.; Tsyntsaru, N.; Sobczak, K.; Cesiulis, H. Electrodeposited tungsten-rich Ni-W, Co-W and Fe-W cathodes for efficient hydrogen evolution in alkaline medium. Electrochim. Acta 2019, 318, 597–606. [Google Scholar] [CrossRef]
- Tsyntsaru, N.; Silkin, S.; Cesiulis, H.; Guerrero, M.; Pellicer, E.; Sort, J. Toward uniform electrodeposition of magnetic Co-W mesowiresarrays: Direct versus pulse current deposition. Electrochim. Acta 2016, 188, 589–601. [Google Scholar] [CrossRef] [Green Version]
- Stepanova, L.; Purovskaya, O. Electrodeposition of Nickel-Based alloys with tungsten and molybdenum. Met. Finish. 1998, 96, 50–53. [Google Scholar] [CrossRef]
- Ashraf, M.A.; Liu, Z.; Pham, B.T.; Zhang, D. Electrodeposition of superhy drophilic and binder-free Mo-doped Ni-Fe nanosheets as cost-effective and efficient bifunctional electrocatalyst for overall water splitting. J. Electroanal. Chem. 2020, 873, 114351. [Google Scholar] [CrossRef]
- Wasekar, N.P.; Verulkar, S.; Vamsi, M.; Sundararajan, G. Influence of molybdenum on the mechanical properties, electrochemical corrosion and wear behavior of electrodeposited Ni-Mo alloy. Surf. Coat. Technol. 2019, 370, 298–310. [Google Scholar] [CrossRef]
- Evaristeabc, U.; Jiangabc, G.; Yuabc, B.; Liuabc, Y.; Maabc, P. One-step electrodeposition of molybdenum nickel cobalt sulfides on ni foam for high-performance asymmetric supercapacitors. J. Energy Storage 2020, 29, 101419. [Google Scholar] [CrossRef]
- Yar-Mukhamedova, G.; Ved, M.; Sakhnenko, N.; Nenastina, T. Electrodeposition and properties of binary and ternary cobalt alloys with molybdenum and tungsten. Appl. Surf. Sci. 2018, 445, 298–307. [Google Scholar] [CrossRef]
- Gómez, E.; Pellicer, E.; Vallés, E. Influence of the bath composition and the pH on the induced cobalt-molybdenum electrodeposition. J. Electroanal. Chem. 2003, 556, 137–145. [Google Scholar] [CrossRef]
- Gómez, E.; Pellicer, E.; Vallés, E. Microstructures of soft-magnetic cobalt-molybdenum alloy obtained by electrodeposition on seed layer/silicon substrates. Electrochem. Commun. 2004, 6, 853–859. [Google Scholar] [CrossRef]
- Aaboubi, O.; Msellak, K. Magnetic field effects on the electrodeposition of CoNiMo alloys. Appl. Surf. Sci. 2017, 396, 375–383. [Google Scholar] [CrossRef]
- Costa, J.M.; Hori, M.S.; Neto, A.F.D.A. Effects of the forced convection and current density on the electrodeposition of Zn-Fe-Mo alloys. Chem. Phys. 2019, 527, 110502. [Google Scholar] [CrossRef]
- Winiarski, J.; Tylus, W.; Krawczyk, M.; Szczygieł, B. The influence of molybdenum on the electrodeposition and properties of ternary Zn-Fe-Mo alloy coatings. Electrochim. Acta 2016, 196, 708–726. [Google Scholar] [CrossRef]
- Hara, A.; Świątek, Z.; Ozga, P. The role of surfactants in induced electrodeposition of Zn–Mo layer from citrate solutions. J. Alloys Compd. 2020, 827, 154195. [Google Scholar] [CrossRef]
- Lian, Z.; Fang, X.; Han, W.; Yu, J.; Wang, Z.; Zhang, Y.; Zhu, K. Electrodeposition of tungsten coatings on molybdenum substrates and deuterium irradiation effect. Fusion Eng. Des. 2016, 112, 136–142. [Google Scholar] [CrossRef]
- Li, C.; Bo, X.; Li, M.; Guo, L. Facile electrodeposition fabrication of molybdenum-tungsten sulfide on carbon cloth for electrocatalytic hydrogen evolution. Int. J. Hydrogen Energy 2017, 42, 15479–15488. [Google Scholar] [CrossRef]
- Jiang, F.; Xue, J.; Chen, Y.; Zhang, Y. Effect of heat treatment on physical properties of tungsten coating obtained by pulse electrodeposition. Fusion Eng. Des. 2020, 150, 111332. [Google Scholar] [CrossRef]
- Zhu, T.; Chong, M.N.; Phuan, Y.W.; Ocon, J.D.; Chan, E.S. Effects of electrodeposition synthesis parameters on the photoactivity of nanostructured tungsten trioxide thin films: Optimisation study using response surface methodology. J. Taiwan Inst. Chem. Eng. 2016, 61, 196–204. [Google Scholar] [CrossRef]
- Lee, C.Y.; Mao, W.T.; Ger, M.D.; Lee, H.B. A study on the corrosion and wear behavior of nanocrystalline Ni-Mo electrodeposited coatings. Surf. Coat. Technol. 2019, 366, 286–295. [Google Scholar] [CrossRef]
- Valdés, M.; Sánchez, Y.; Perelstein, G.; Oliva, F.; Izquierdo-Roca, V.; Rodriguez, A.P.; Saucedo, E. Influence of Co-Electrodeposition Parameters in the Synthesis of Kesterite Thin Films for Photovoltaic. J. Alloys Compd. 2020, 839, 155679. [Google Scholar] [CrossRef]
- Oliveira, J.A.M.; de Almeida, A.F.; Campos, A.R.N.; Prasad, S.; Alves, J.J.N.; De Santana, R.A.C. Effect of Current Density, Temperature and Bath PH on Properties of Ni-W-Co Alloys Obtained by Electrodeposition. J. Alloys Compd. 2021, 853, 157104. [Google Scholar] [CrossRef]
- de Almeida, A.F.; de Souto, J.I.V.; dos Santos, M.L.; de Santana, R.A.C.; Alves, J.J.N.; Campos, A.R.N.; Prasad, S. Establishing Relationships between Bath Composition and the Properties of Amorphous Ni-Mo Alloys Obtained by Electrodeposition. J. Alloys Compd. 2021, 888, 161595. [Google Scholar] [CrossRef]
- Xia, F.; Li, C.; Ma, C.; Li, Q.; Xing, H. Effect of Pulse Current Density on Microstructure and Wear Property of Ni-TiN Nanocoatings Deposited Via Pulse Electrodeposition. Appl. Surf. Sci. 2021, 538, 148139. [Google Scholar] [CrossRef]
- Guo, S.; Wu, E.; Zhang, J. Exchange current density of Gd(III)/Gd reaction in LiCl-KCl eutectic and analysis of errors caused by various methods. Electrochim. Acta 2018, 259, 253–261. [Google Scholar] [CrossRef]
- Lim, K.H.; Yun, J. Study on the exchange current density of lanthanide chlorides in LiCl-KCl molten salt. Electrochim. Acta 2019, 295, 577–583. [Google Scholar] [CrossRef]
- Yoon, D.; Phongikaroon, S. Measurement and Analysis of Exchange Current Density for U/U3+ Reaction in LiCl-KCl Eutectic Salt via Various Electrochemical Techniques. Electrochim. Acta 2017, 227, 170–179. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bath Composition | Electrodeposition Conditions | ||
|---|---|---|---|
| CoSO4 | 0.1 mol/L | pH | 6~9 |
| Na2MoO4 | 0.05~0.15 mol/L | Temperature | 40~60 °C |
| C6H5Na3O7 | 0.1~0.3 mol/L | Current density | 1 A·dm−2 |
| C12H25SO4Na | 1 g/L | Deposition time | 2 h |
| Factor | Parameter | i0 |
|---|---|---|
| CNa2MoO4 (mol/L) | 0.05 | 0.0703 |
| 0.075 | 0.0702 | |
| 0.1 | 0.0687 | |
| 0.125 | 0.0534 | |
| 0.15 | 0.0385 | |
| CC6H5Na3O7 (mol/L) | 0.1 | 0.0661 |
| 0.15 | 0.0703 | |
| 0.2 | 0.0523 | |
| 0.25 | 0.0313 | |
| 0.3 | 0.0150 | |
| pH | 5 | 0.1296 |
| 6 | 0.0912 | |
| 7 | 0.0703 | |
| 8 | 0.0314 | |
| 9 | 0.0158 | |
| Temperature (°C) | 40 | 0.1975 |
| 45 | 0.2306 | |
| 50 | 0.2413 | |
| 55 | 0.2452 | |
| 60 | 0.2458 |
| Factor | Parameter | Rs | Rct |
|---|---|---|---|
| CNa2MoO4 (mol/L) | 0.05 | 4.4587 | 13.9000 |
| 0.075 | 3.3919 | 20.5874 | |
| 0.1 | 3.3212 | 23.9291 | |
| 0.125 | 3.1361 | 30.9588 | |
| 0.15 | 3.3353 | 47.9219 | |
| CC6H5Na3O7 (mol/L) | 0.1 | 4.2398 | 15.4158 |
| 0.15 | 4.4587 | 13.9000 | |
| 0.2 | 4.5922 | 16.7228 | |
| 0.25 | 4.7335 | 16.8429 | |
| 0.3 | 5.0161 | 19.2591 | |
| pH | 5 | 3.8829 | 11.0002 |
| 6 | 4.1672 | 12.1587 | |
| 7 | 4.4587 | 13.9000 | |
| 8 | 3.7543 | 15.4511 | |
| 9 | 3.5791 | 30.5490 | |
| Temperature (°C) | 40 | 2.7129 | 9.6225 |
| 45 | 2.5539 | 8.5698 | |
| 50 | 2.4423 | 8.4991 | |
| 55 | 2.1519 | 8.3437 | |
| 60 | 2.0318 | 8.0187 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Y.; Ma, L.; Xi, X.; Nie, Z. Preparation and Electrochemical Behavior of an Amorphous Co–Mo Coating with a High Content of Mo. Coatings 2022, 12, 739. https://doi.org/10.3390/coatings12060739
Tian Y, Ma L, Xi X, Nie Z. Preparation and Electrochemical Behavior of an Amorphous Co–Mo Coating with a High Content of Mo. Coatings. 2022; 12(6):739. https://doi.org/10.3390/coatings12060739
Chicago/Turabian StyleTian, Ya, Liwen Ma, Xiaoli Xi, and Zuoren Nie. 2022. "Preparation and Electrochemical Behavior of an Amorphous Co–Mo Coating with a High Content of Mo" Coatings 12, no. 6: 739. https://doi.org/10.3390/coatings12060739
APA StyleTian, Y., Ma, L., Xi, X., & Nie, Z. (2022). Preparation and Electrochemical Behavior of an Amorphous Co–Mo Coating with a High Content of Mo. Coatings, 12(6), 739. https://doi.org/10.3390/coatings12060739