
Surface Wettability and Coating Performance of Plasma-Treated Wood-Based Composite Panels


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
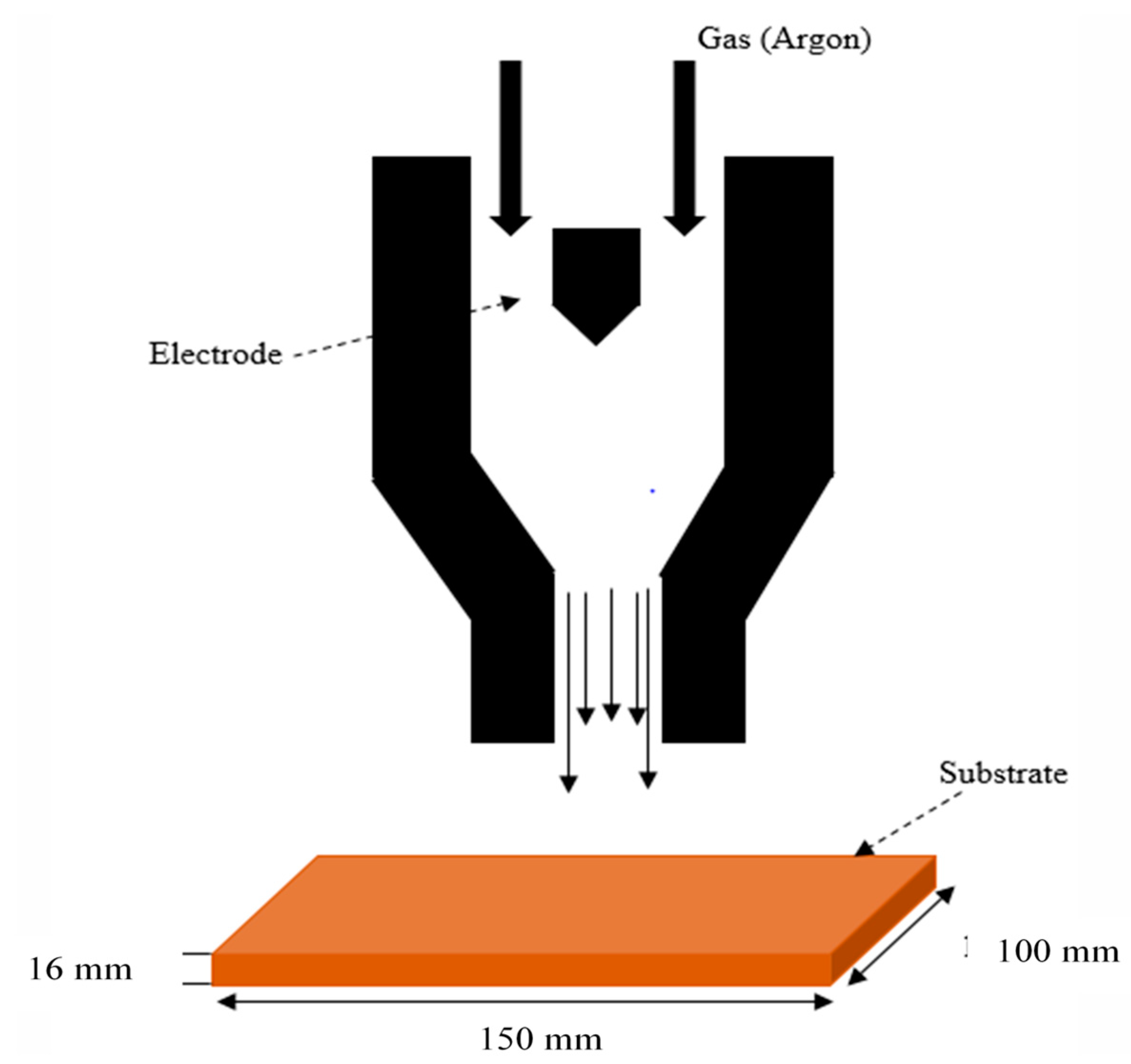
2.2. Plasma Treatment
2.3. Coating
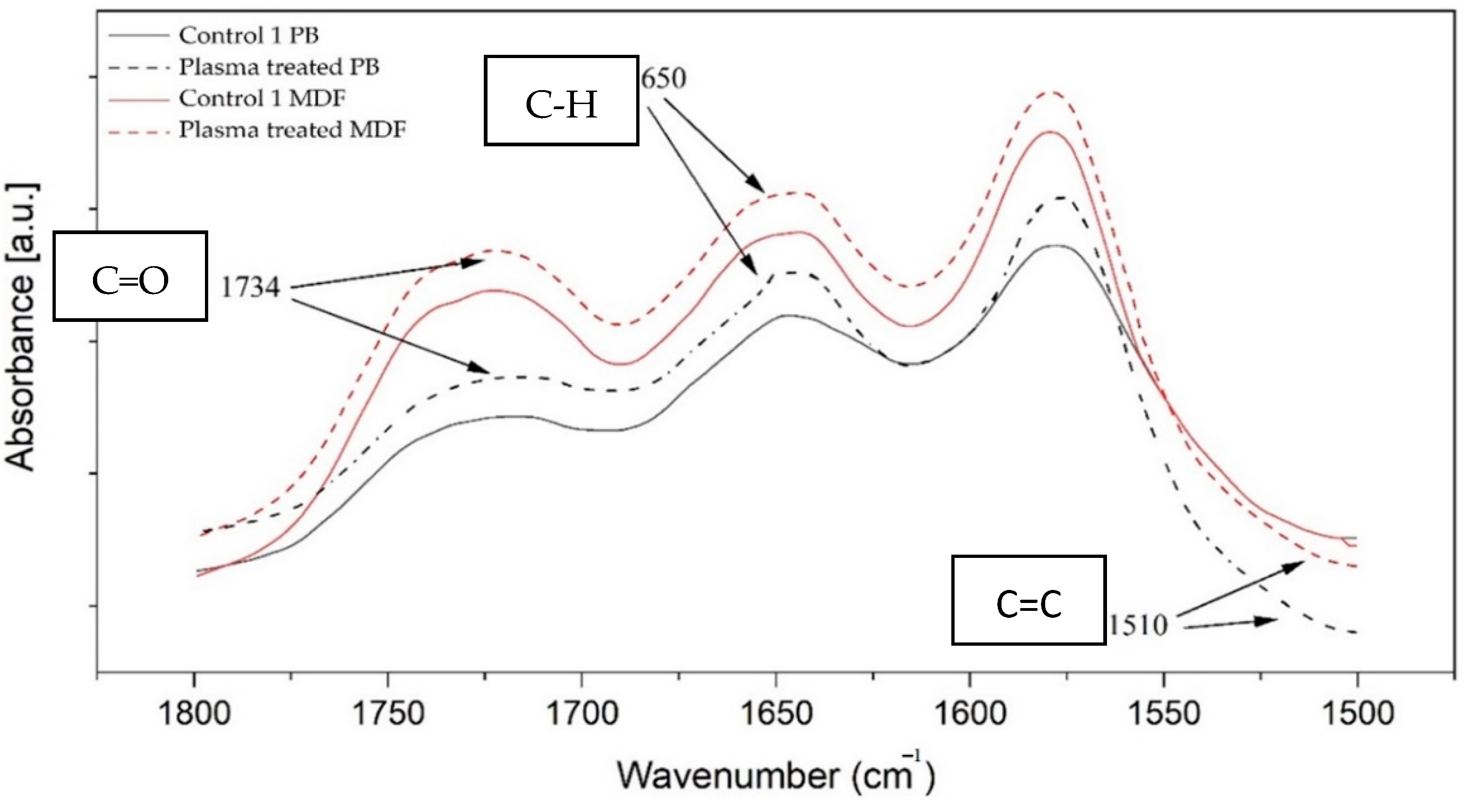
2.4. Fourier Transform Infrared (FTIR) Spectroscopy
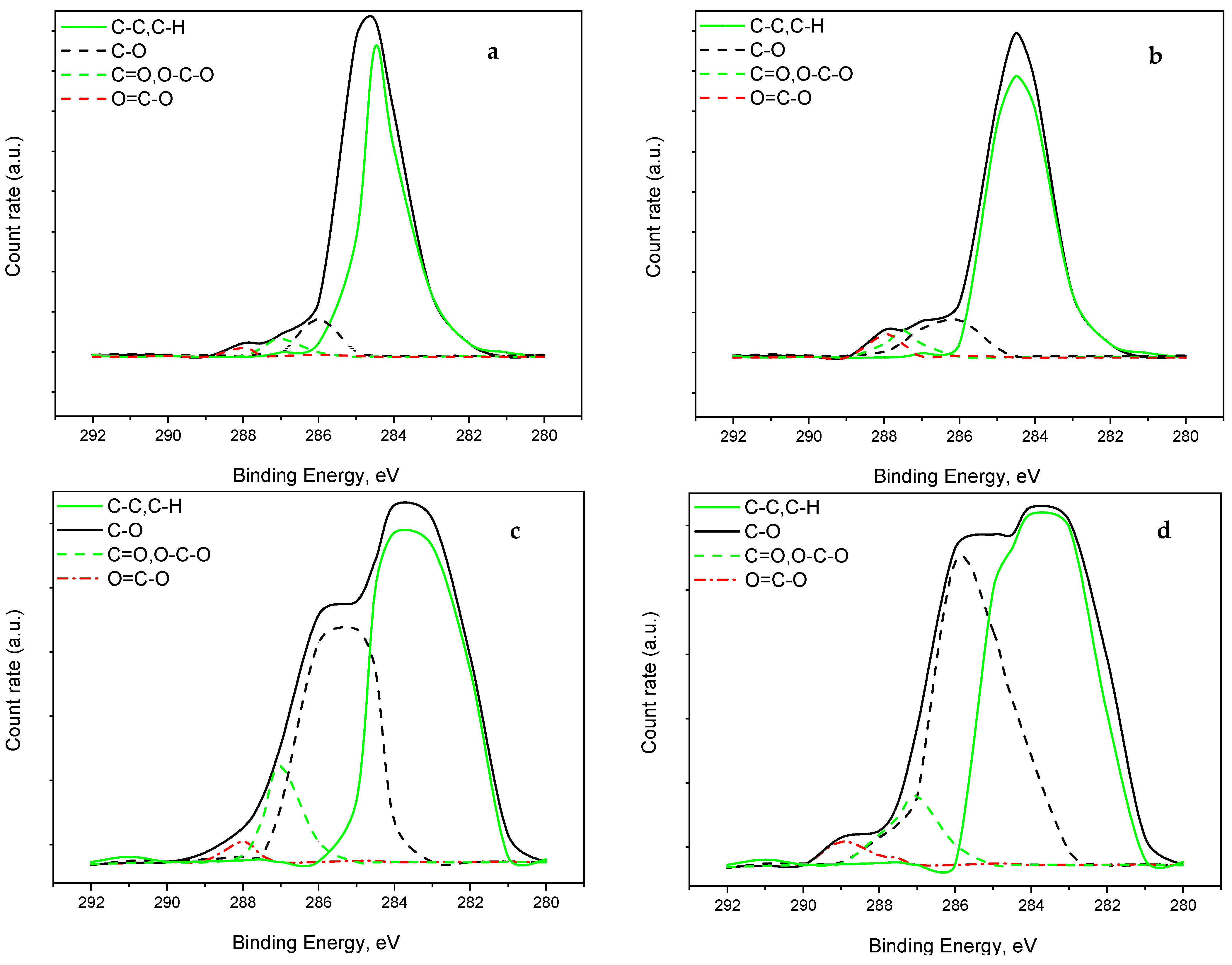
2.5. X-ray Photoelectron Spectroscopy (XPS)
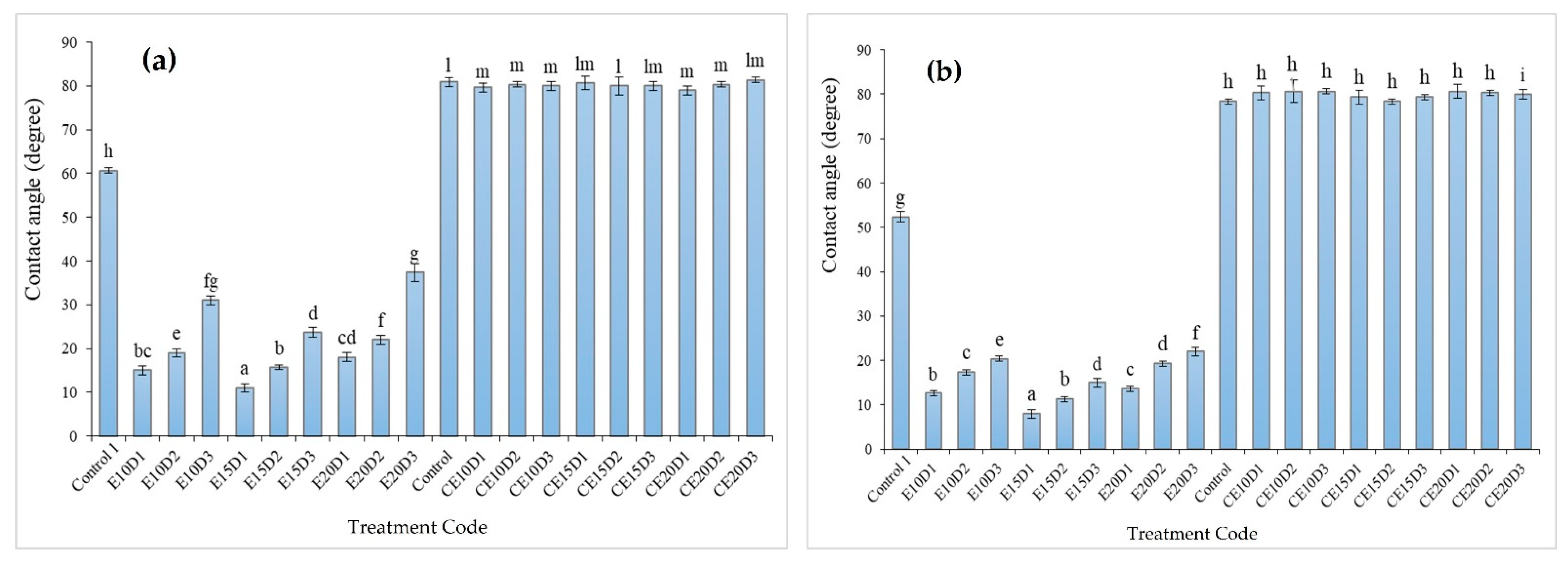
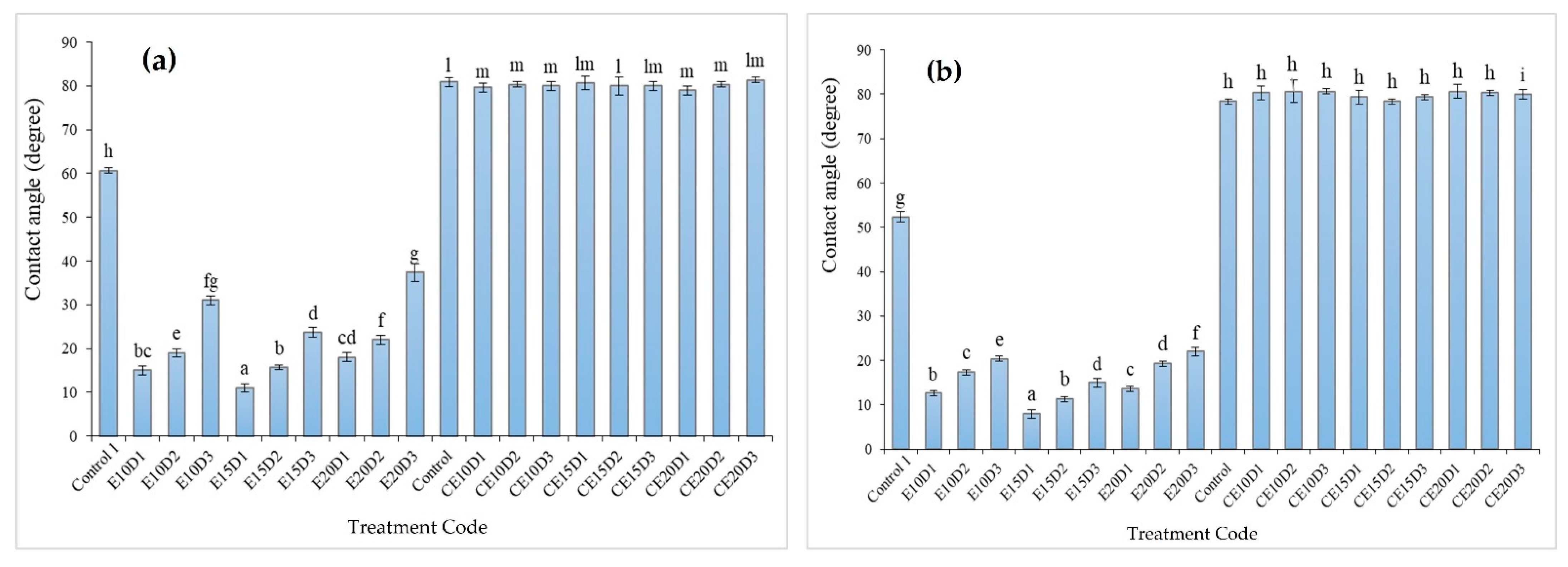
2.6. Surface Wettability
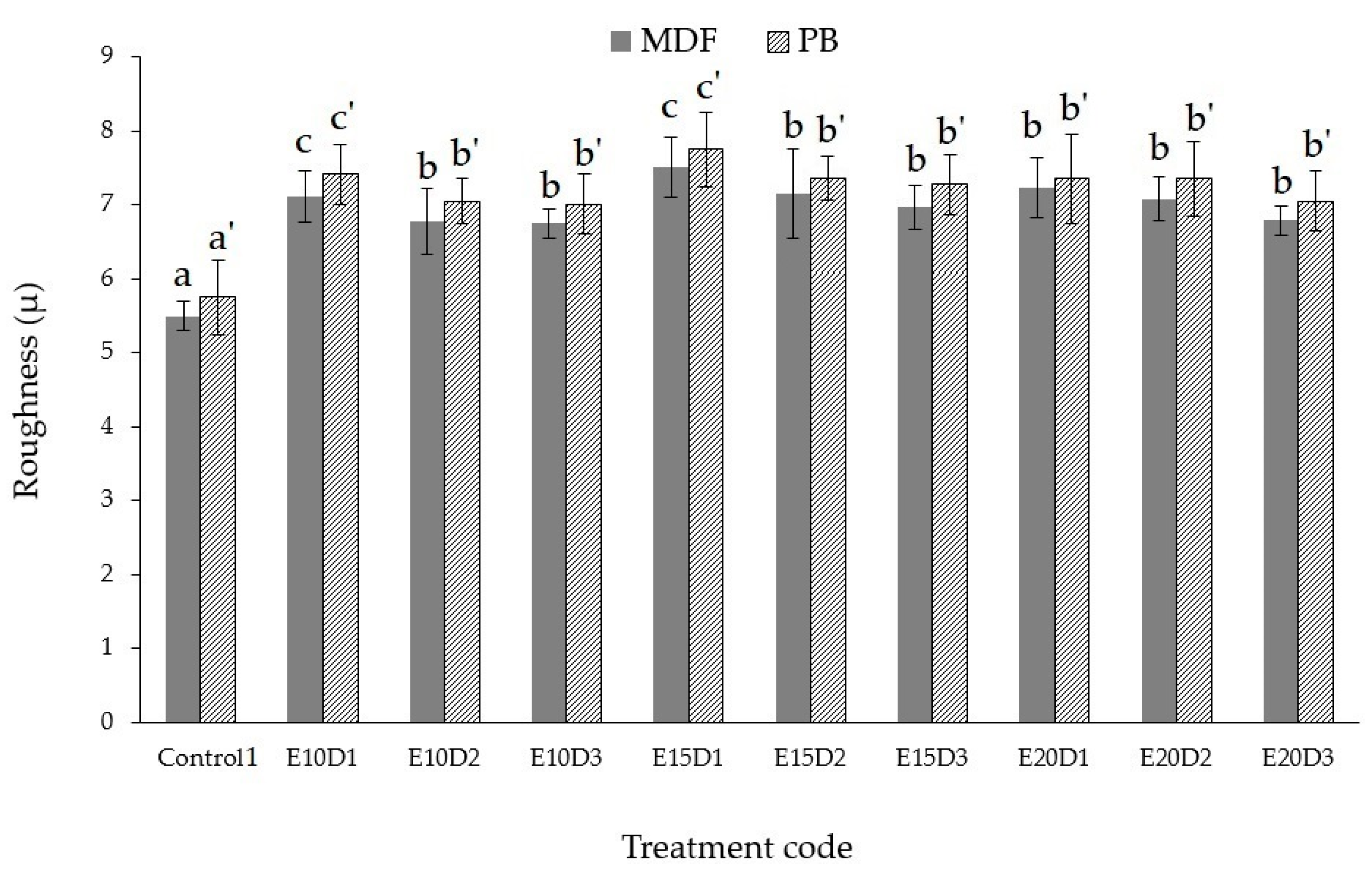
2.7. Surface Roughness
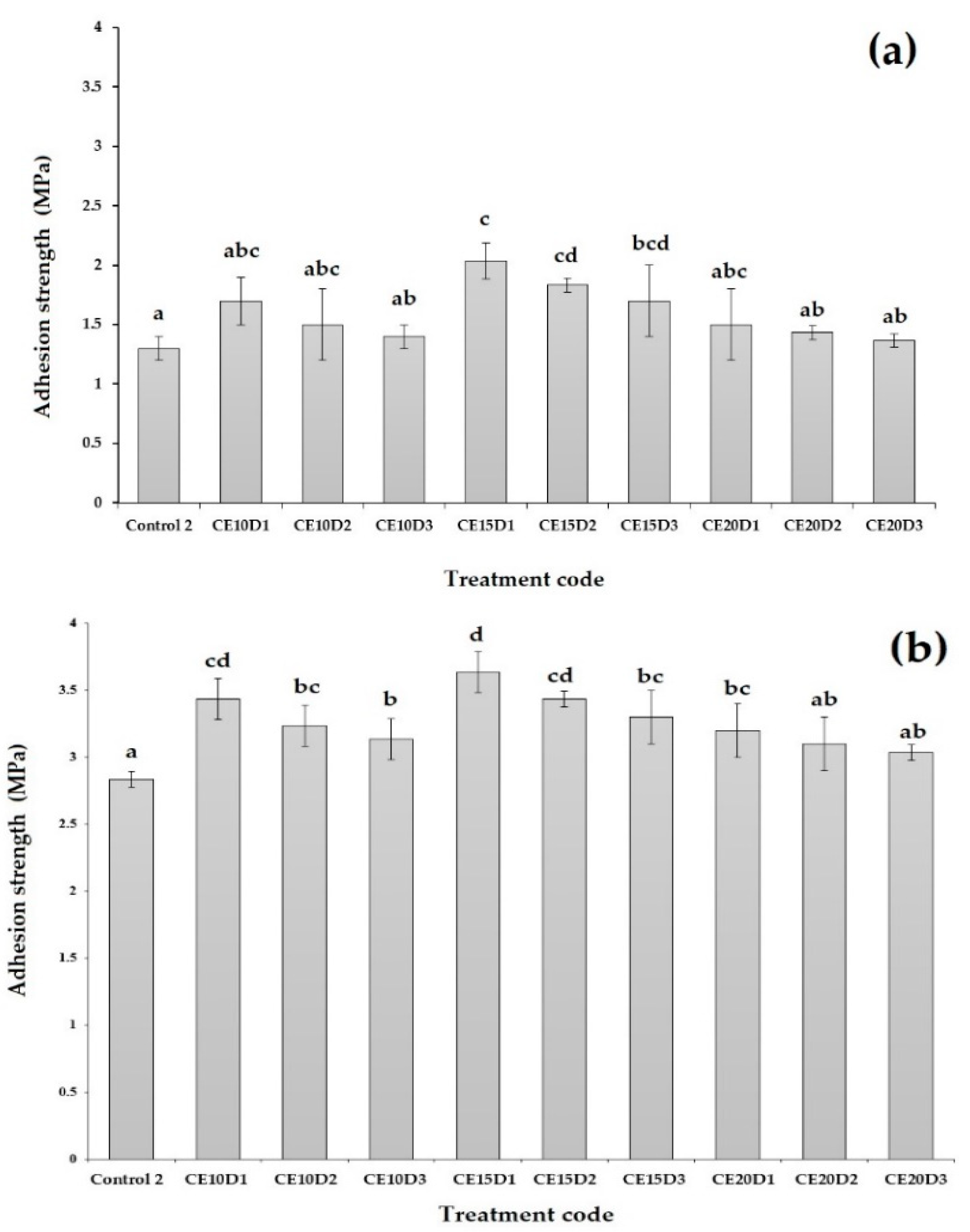
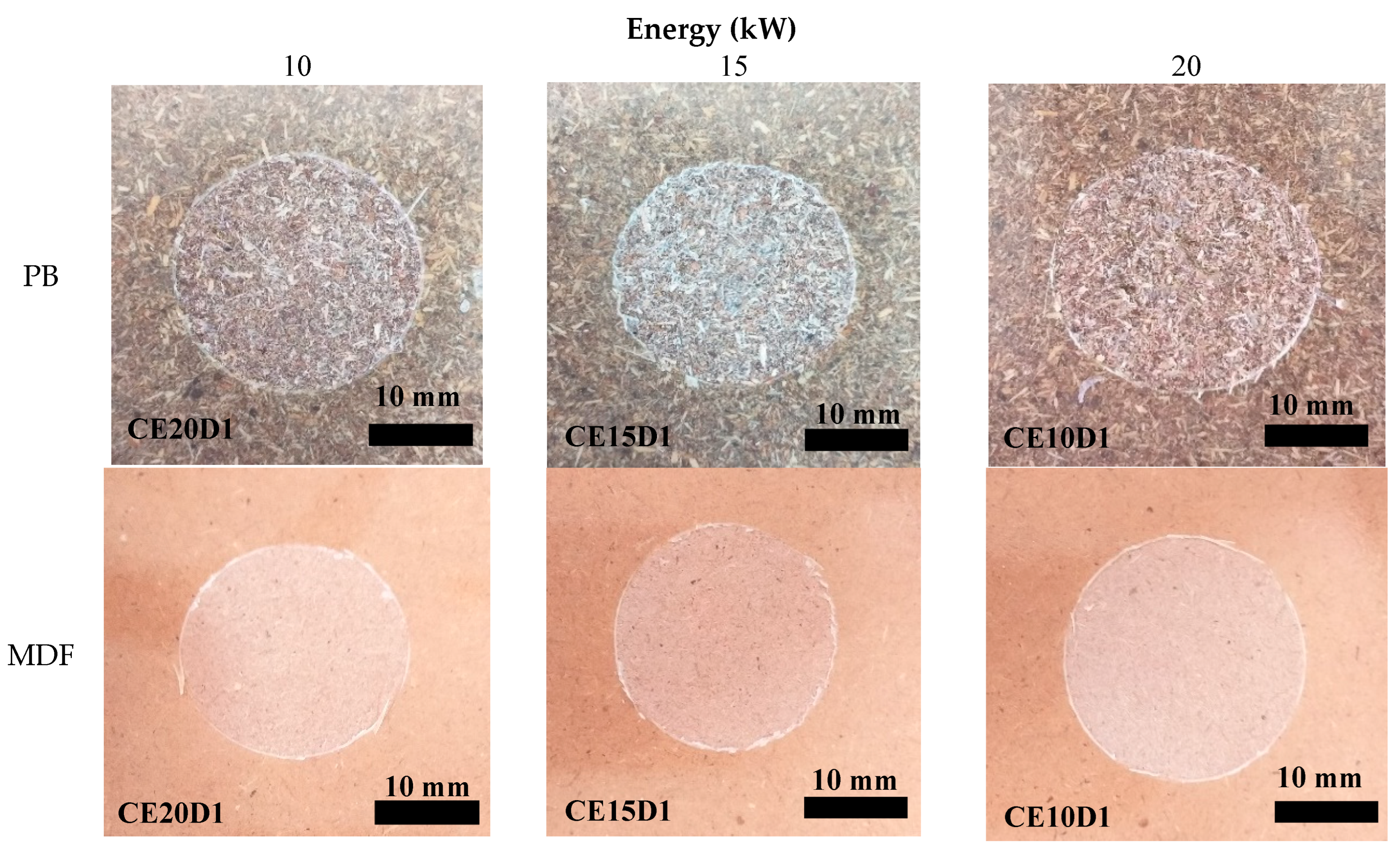
2.8. Adhesion Strength
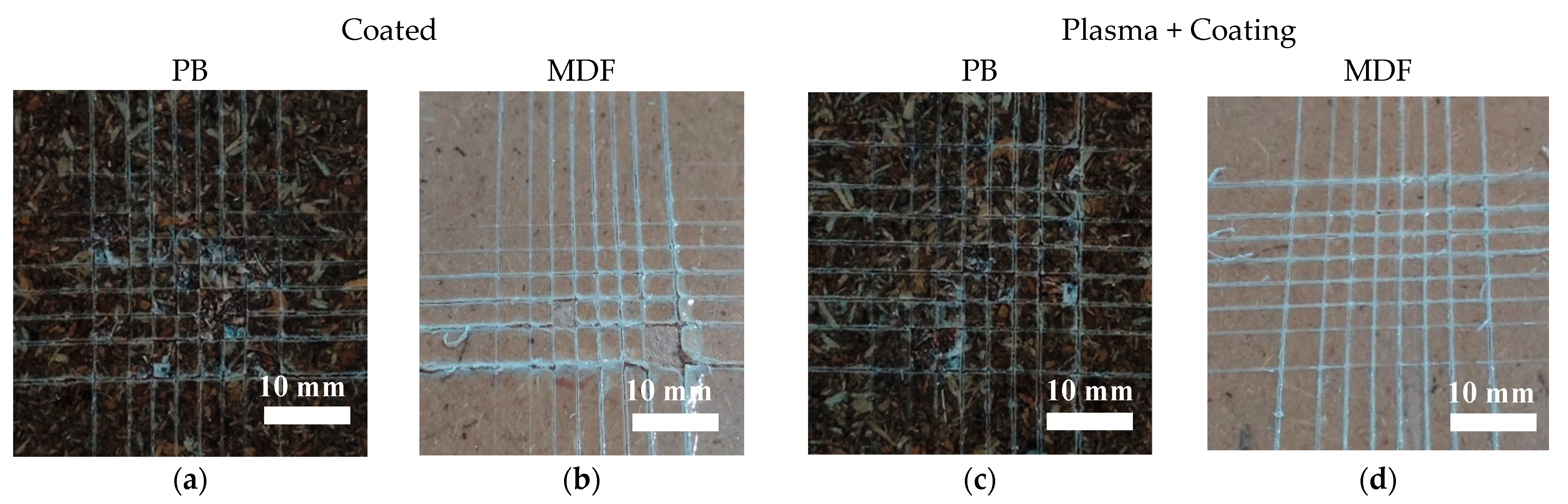
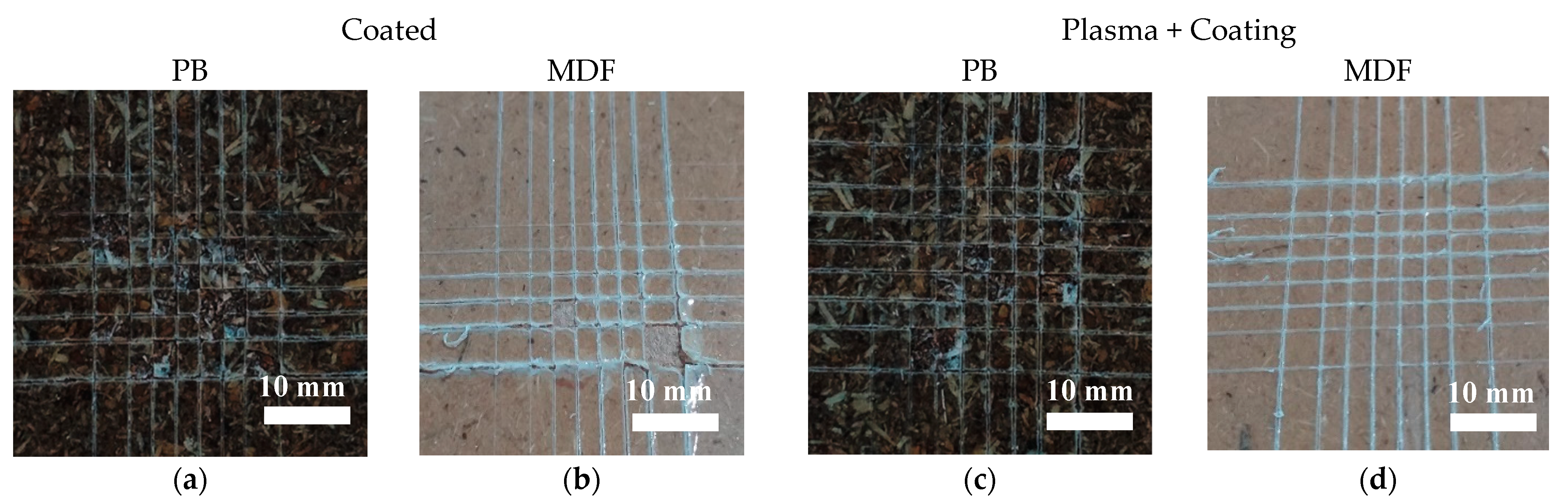
2.9. Scratch Adhesion
2.10. Statistical Analysis
3. Results and Discussion
3.1. Chemical Structure of Plasma-Treated Panels
3.2. Surface Characteristics
3.3. Coating Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ali, S.; Hussain, S.A.; Tohir, M.Z. Fire Test and Effects of Fire Retardant on the Natural Ability of Timber: A Review. Pertanika J. Sci. Technol. 2019, 27, 867–895. [Google Scholar]
- Rowell, R.M.; Pettersen, R.; Han, J.S.; Rowell, J.S.; Tshabalala, M.A. Chapter 3: Cell Wall Chemistry. Rowell, R.M., Ed.; In Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2005; pp. 35–74. [Google Scholar]
- Stark, N.; Cai, Z. Wood-based composite materials: Panel products, glued laminated timber, structural composite lumber, and wood–nonwood composites. In Wood handbook wood as an engineering material; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2021; pp. 1–11. [Google Scholar]
- Kojima, Y.; Shimoda, T.; Suzuki, S. Evaluation of the weathering intensity of wood-based panels under outdoor exposure. J. Wood Sci. 2011, 57, 408–414. [Google Scholar] [CrossRef] [Green Version]
- An, J.-Y.; Kim, S.; Kim, H.-J. Formaldehyde and TVOC emission behavior of laminate flooring by structure of laminate flooring and heating condition. J. Hazard. Mater. 2011, 187, 44–51. [Google Scholar] [CrossRef] [PubMed]
- Žigon, J.; Dahle, S.; Petrič, M.; Pavlič, M. Enhanced Abrasion Resistance of Coated Particleboard Pre-Treated with Atmospheric Plasma. Drv. Ind. 2020, 71, 129–137. [Google Scholar] [CrossRef]
- Dahle, S.; Petric, M.; Pavlic, M. Enhanced Abrasion Resistance of Coated Particleboard Pre-Treated with Atmospheric Plas-ma/Pojacana otpornost na abraziju premazanih iverica prethodno obradenih atmosferskom plazmom. Drv. Ind. 2020, 71, 129–138. [Google Scholar]
- Žigon, J.; Pavlič, M.; Petrič, M.; Dahle, S. Surface properties of coated MDF pre-treated with atmospheric plasma and the in-fluence of artificial weathering. Mater. Chem. Phys. 2021, 263, 0254–0584. [Google Scholar]
- Papp, E.A.; Csiha, C.; Makk, A.N.; Hofmann, T.; Csoka, L. Wettability of Wood Surface Layer Examined From Chemical Change Perspective. Coatings 2020, 10, 257. [Google Scholar] [CrossRef] [Green Version]
- Kúdela, J.; Liptáková, E. Adhesion of coating materials to wood. J. Adhes. Sci. Technol. 2006, 20, 875–895. [Google Scholar] [CrossRef]
- Ugulino, B.; Hernández, R.E. Analysis of sanding parameters on surface properties and coating performance of red oak wood. Wood Mater. Sci. Eng. 2016, 13, 64–72. [Google Scholar] [CrossRef]
- Klébert, S.; Mohai, M.; Csiszár, E. Can Plasma Surface Treatment Replace Traditional Wood Modification Methods? Coatings 2022, 12, 487. [Google Scholar] [CrossRef]
- Avramidis, G.; Hauswald, E.; Lyapin, A.; Militz, H.; Viöl, W.; Wolkenhauer, A. Plasma treatment of wood and wood-based materials to generate hydrophilic or hydrophobic surface characteristics. Wood Mater. Sci. Eng. 2009, 4, 52–60. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Militz, H.; Viöl, W. Increased PVA-Glue Adhesion on Particle Board and Fibre Board by Plasma Treatment. Holz als Roh-und Werkst. 2007, 66, 143–145. [Google Scholar] [CrossRef]
- de Cademartori, P.H.; de Muniz, G.I.; Magalhães, W.L. Changes of wettability of medium density fiberboard (MDF) treated with He-DBD plasma. Holzforschung 2015, 69, 187–192. [Google Scholar] [CrossRef]
- de Cademartori, P.H.G.; de Carvalho, A.R.; Marangoni, P.R.D.; Berton, M.A.C.; Blanchet, P.; de Cademartori, P.H.; de Carvalho, A.R.; Marangoni, P.R.; Berton, M.A.; Blanchet, P.; et al. Adhesion performance and film formation of acrylic emulsion coating on medium density fiberboard treated with Ar plasma. Int. J. Adhes. Adhes. 2016, 70, 322–328. [Google Scholar] [CrossRef]
- Asandulesa, M.; Topala, I.; Dumitrascu, N. Effect of helium DBD plasma treatment on the surface of wood samples. Holzforschung 2010, 64, 223–227. [Google Scholar] [CrossRef]
- Ghavidel, A.; Hosseinpourpia, R.; Militz, H.; Vasilache, V.; Sandu, I. Characterization of Archaeological European White Elm (Ulmus laevis P.) and Black Poplar (Populus nigra L.). Forests 2020, 11, 1329. [Google Scholar] [CrossRef]
- Gholamiyan, H.; Gholampoor, B.; Hosseinpourpia, R. Application of Waterborne Acrylic and Solvent-Borne Polyester Coatings on Plasma-Treated Fir (Abies alba M.) Wood. Materials 2022, 15, 370. [Google Scholar] [CrossRef]
- Cheng, S.; Huang, A.; Wang, S.; Zhang, Q. Effect of Different Heat Treatment Temperatures on the Chemical Composition and Structure of Chinese Fir Wood. BioResources 2016, 11, 4006–4016. [Google Scholar] [CrossRef] [Green Version]
- Braz, D.C.; Silva, D.L.; Rocha-Silva, M.; Sousa, R.R.; Moncão, R.M.; Lima, C.D.; Andrade, M.V. Effect of low-pressure plasma treatment on the seed surface structure of desmanthus virgatus L. WILLD. Rev. Árvore 2022, 46, 11. [Google Scholar] [CrossRef]
- Nancy, P.; Joy, J.; James, J.; Joseph, B.; Thomas, S.; Kalarikkal, N. Spectroscopic and mass spectrometry analyses of plas-ma-activated polymeric materials. In Applications in Composites, Nanostructured Materials and Biomedical Fields; Elsevier: Amsterdam, The Netherlands, 2019; pp. 319–340. [Google Scholar]
- Jang, J.; Yang, H. The effect of surface treatment on the performance improvement of carbon fiber/polybenzoxazine composites. J. Mater. Sci. 2000, 35, 2297–2303. [Google Scholar] [CrossRef]
- Köhler, R.; Sauerbier, P.; Militz, H.; Viöl, W. Atmospheric Pressure Plasma Coating of Wood and MDF with Polyester Powder. Coatings 2017, 7, 171. [Google Scholar] [CrossRef] [Green Version]
- El Shaer, M.; Mobasher, M.; Elsebaei, A.; Adel, F. Polymers surface treatment by cold atmospheric plasma in air. In Proceedings of the 13th Arab International Conference on Polymer Science and Technology, Sharm El Sheikh, Egypt, 23–26 October 2017; Volume 19, pp. 434–444. [Google Scholar]
- Bartis, E.A.J.; Luan, P.; Knoll, A.J.; Hart, C.; Seog, J.; Oehrlein, G.S. Polystyrene as a model system to probe the impact of ambient gas chemistry on polymer surface modifications using remote atmospheric pressure plasma under well-controlled conditions. Biointerphases 2015, 10, 029512. [Google Scholar] [CrossRef]
- de Cademartori, P.H.; Schreiner, W.H.; Magalhães, W.L. Facile one-step fabrication of highly hydrophobic medium density fiberboard (MDF) surfaces via spray coating. Prog. Org. Coat. 2018, 125, 153–159. [Google Scholar] [CrossRef]
- Vesel, A.; Primc, G. Investigation of Surface Modification of Polystyrene by a Direct and Remote Atmospheric-Pressure Plasma Jet Treatment. Materials 2020, 13, 2435. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Luo, Y.; Moldgy, A.; Aranda Gonzalvo, Y.; Bruggeman, P.J. Absolute spatially and time-resolved O, O3, and air den-sities in the effluent of a modulated RF-driven atmospheric pressure plasma jet obtained by molecular beam mass spectrometry. Plasma Process. Polym. 2020, 17, 163–198. [Google Scholar] [CrossRef]
- Ellerweg, D.; Benedikt, J.; von Keudell, A.; Knake, N.; Schulz-von der Gathen, V. Characterization of the effluent of a He/O2 microscale atmospheric pressure plasma jet by quantitative molecular beam mass spectrometry. New J. Phys. 2010, 12, 013021. [Google Scholar] [CrossRef]
- Demirkir, C.; Aydin, I.; Colak, S.; Ozturk, H. Effects of plasma surface treatment on bending strength and modulus of elasticity of beech and poplar plywood. Cienc. Y Tecnol. 2017, 19, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Xie, L.; Tang, Z.; Jiang, L.; Breedveld, V.; Hess, D.W. Creation of superhydrophobic wood surfaces by plasma etching and thin-film deposition. Surf. Coatings Technol. 2015, 281, 125–132. [Google Scholar] [CrossRef]
- Aydin, I.; Demirkir, C. Activation of Spruce Wood Surfaces by Plasma Treatment After Long Terms of Natural Surface Inactivation. Plasma Chem. Plasma Process. 2010, 30, 697–706. [Google Scholar] [CrossRef]
- Žigon, J.; Kovač, J.; Zaplotnik, R.; Saražin, J.; Šernek, M.; Petrič, M.; Dahle, S. Enhancement of strength of adhesive bond between wood and metal using atmospheric plasma treatment. Cellulose 2020, 27, 6411–6424. [Google Scholar] [CrossRef]
- De Meijer, M. A review of interfacial aspects in wood coatings: Wetting, surface energy, substrate penetration and adhesion. In Proceedings of the COST E18 Final Seminar, Paris, France, 26–27 April 2004; Volume 14, pp. 26–27. [Google Scholar]
- Yona, A.M.C.; Žigon, J.; Dahle, S.; Petrič, M. Study of the Adhesion of Silicate-Based Coating Formulations on a Wood Substrate. Coatings 2021, 11, 61. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plasma Condition | Coating | ||
|---|---|---|---|
| Treatment Code | Distance (mm) | Energy (kW) | |
| Control 1 | - | - | - |
| Control 2 | - | - | Epoxy |
| E10D1 | 10 | 10 | - |
| E10D2 | 20 | 10 | - |
| E10D3 | 30 | 10 | - |
| E15D1 | 10 | 15 | - |
| E15D2 | 20 | 15 | - |
| E15D3 | 30 | 15 | - |
| E20D1 | 10 | 20 | - |
| E20D2 | 20 | 20 | - |
| E20D3 | 30 | 20 | - |
| CE10D1 | 10 | 10 | Epoxy |
| CE10D2 | 20 | 10 | Epoxy |
| CE10D3 | 30 | 10 | Epoxy |
| CE15D1 | 10 | 15 | Epoxy |
| CE15D2 | 20 | 15 | Epoxy |
| CE15D3 | 30 | 15 | Epoxy |
| CE20D1 | 10 | 20 | Epoxy |
| CE20D2 | 20 | 20 | Epoxy |
| CE20D3 | 30 | 20 | Epoxy |
| Grading | Description | Removed Area (%) |
|---|---|---|
| 5B | The square edges are perfectly smooth, and none of the lattice squares are disconnected | 0% |
| 4B | Small flakes of the coating are dislodged at intersections, affecting less than 5% of the surface | <5% |
| 3B | Small flakes of coating are separated around the borders and at cut intersections | 5%–15% |
| 2B | Along the margins and on several of the squares, the coating has flaked | 15%–35% |
| 1B | The coating has peeled around the borders of the broad ribbon cuts, and entire squares have separated | 35%–65% |
| 0B | Across the coating, there is severe flaking and peeling | >65% |
| Sample | C (%) | O (%) | C1 (atm.%) | C2 (atm.%) | C3 (atm.%) | C4 (atm.%) |
|---|---|---|---|---|---|---|
| Control 1 PB | 83.5 | 14.4 | 67.1 | 15.9 | 9.3 | 7.7 |
| Plasma-treated PB | 75.7 | 23.5 | 61.3 | 20.5 | 10.3 | 7.9 |
| Control 1 MDF | 87.1 | 10.3 | 68.5 | 15.1 | 8.8 | 7.6 |
| Plasma-treated MDF | 73.9 | 24.9 | 60.4 | 22.2 | 9.6 | 7.8 |
| Sample Codes | Grades | |
|---|---|---|
| PB | MDF | |
| Control 2 | 2B | 4B |
| CE10D1 | 3B | 5B |
| CE10D2 | 3B | 5B |
| CE10D3 | 3B | 5B |
| CE15D1 | 3B | 5B |
| CE15D2 | 3B | 5B |
| CE15D3 | 3B | 5B |
| CE20D1 | 3B | 5B |
| CE20D2 | 3B | 5B |
| CE20D3 | 3B | 5B |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gholamiyan, H.; Ashouri, J.; Ahmadi, P.; Hosseinpourpia, R. Surface Wettability and Coating Performance of Plasma-Treated Wood-Based Composite Panels. Coatings 2022, 12, 1894. https://doi.org/10.3390/coatings12121894
Gholamiyan H, Ashouri J, Ahmadi P, Hosseinpourpia R. Surface Wettability and Coating Performance of Plasma-Treated Wood-Based Composite Panels. Coatings. 2022; 12(12):1894. https://doi.org/10.3390/coatings12121894
Chicago/Turabian StyleGholamiyan, Hadi, Javad Ashouri, Peyman Ahmadi, and Reza Hosseinpourpia. 2022. "Surface Wettability and Coating Performance of Plasma-Treated Wood-Based Composite Panels" Coatings 12, no. 12: 1894. https://doi.org/10.3390/coatings12121894