

Study of Anodic Film’s Surface and Hardness on A356 Aluminum Alloys, Using Scanning Electron Microscope and In-Situ Nanoindentation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Pre-Treatments
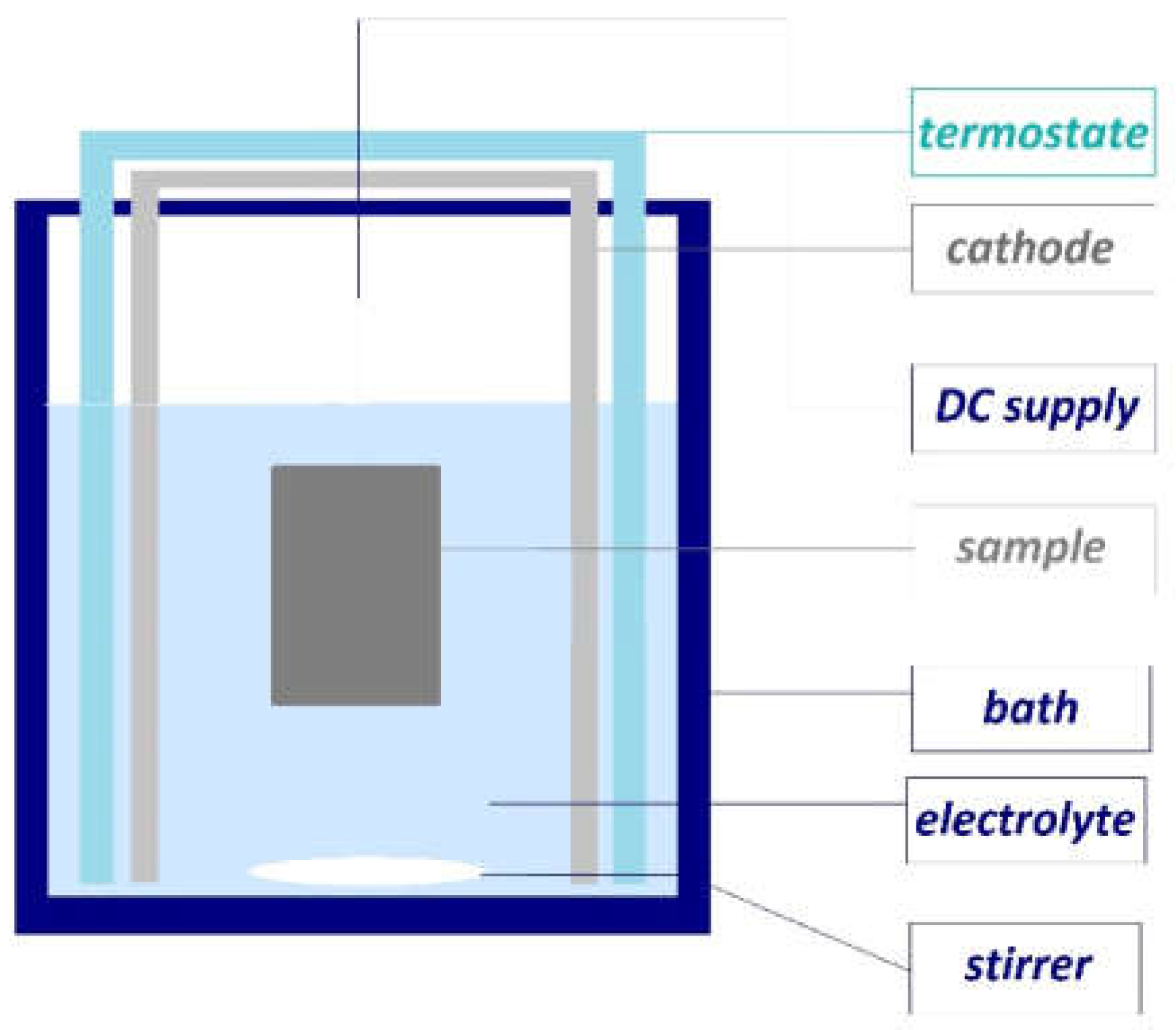
2.2. Anodizing Process
2.3. Surface-Microstructure and Thickness Measurements
2.4. Microhardness and In-Situ Nanohardness Measurements
3. Results and Discussion
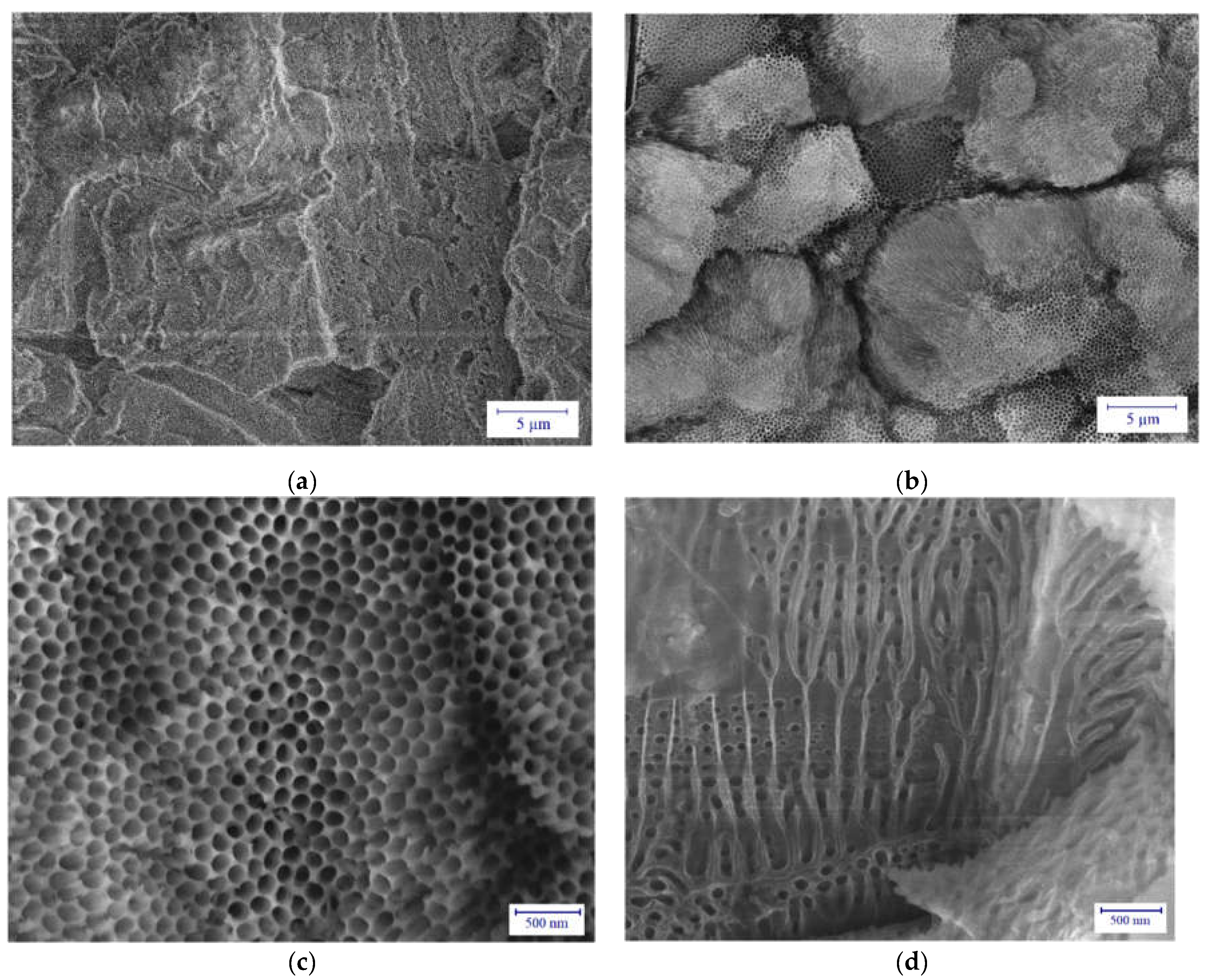
3.1. Microstructure of the Anodized Layers
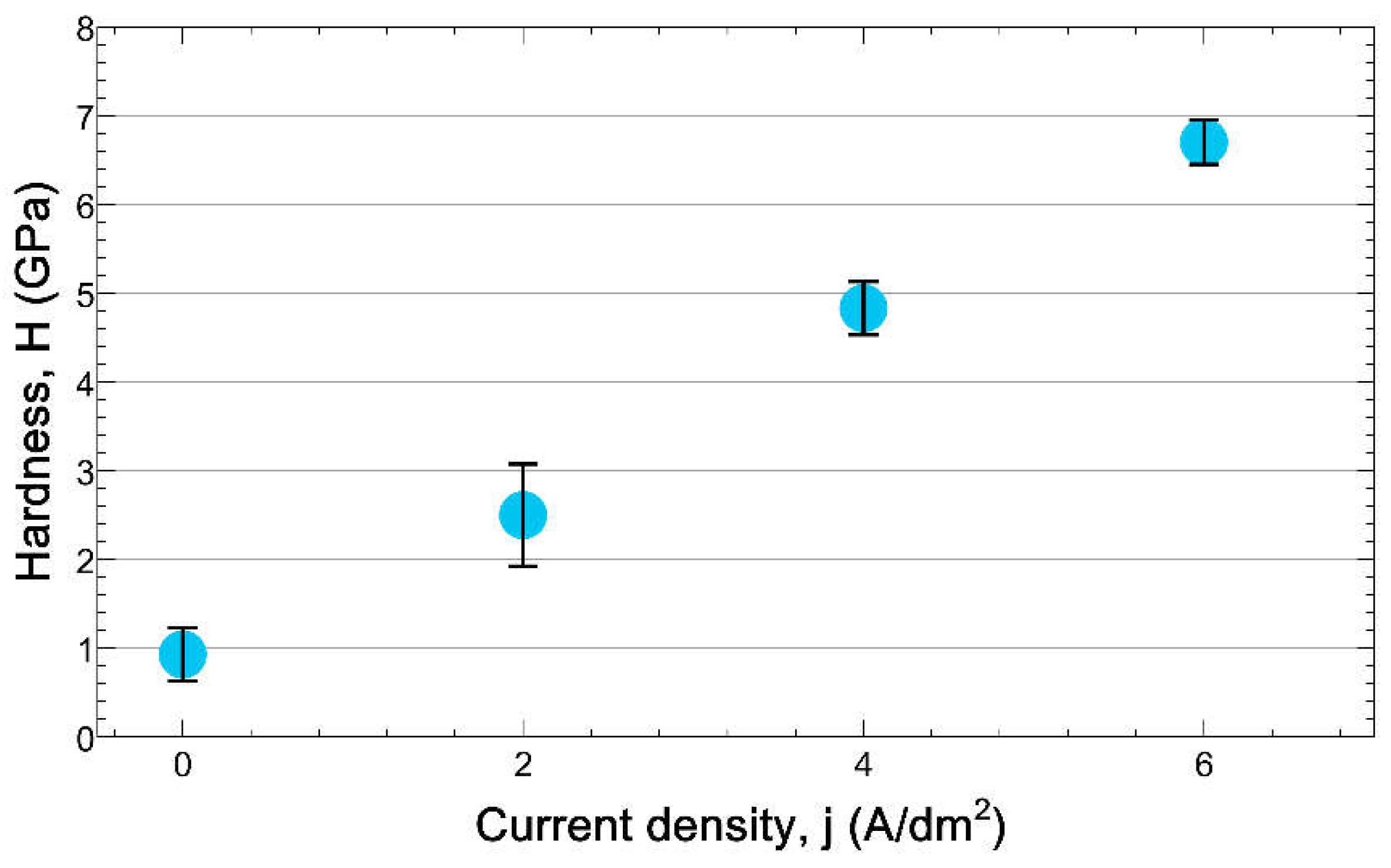
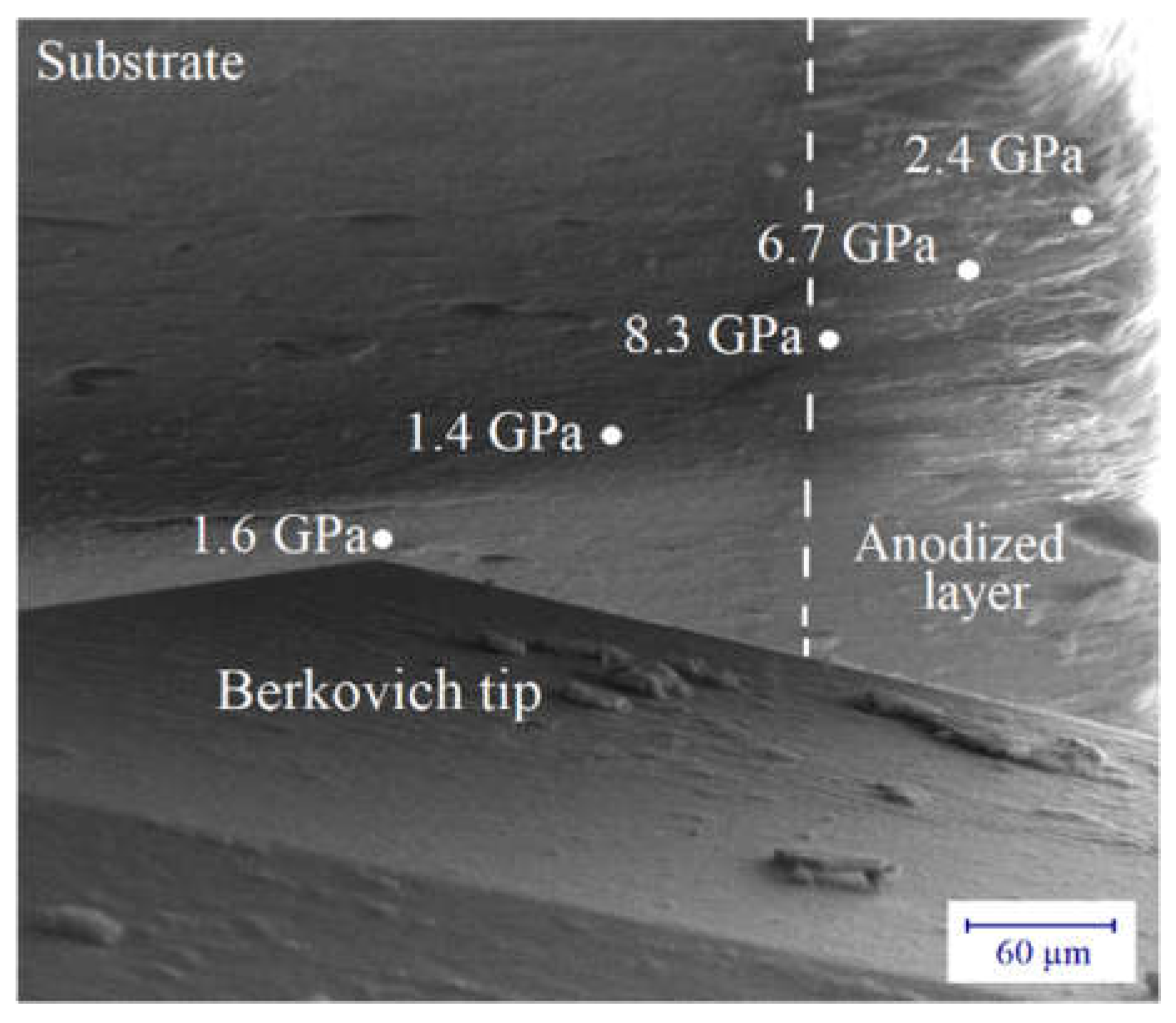
3.2. Microhardness and In Situ Nanohardness Measurements
4. Conclusions
- It was shown that the microstructure of the surface layer of anodized A356 Al alloy can be significantly determined by the magnitude of the applied current density. The application of properly high anodizing current density will lead to the formation of a well-developed porous layer, which can be regarded as a composite structure film.
- It has been demonstrated that the anodic film effectively strengthens the surface of the Al-based substrate. The hardness of the anodized samples may be six times higher than that of the initial material.
- The present results, on the one hand, highlight the usefulness of the combination of the SEM and in-situ nanoindentation methods and, on the other hand, suggest that the anodized oxide layer with porous channels, acting as a composite material, not only greatly increases the surface hardness, but may also improve the abrasion resistance of the material. The obtained results are important not only in the basic research but also in the economical application of recyclable Al alloys.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, B. On the Influence of Si on Anodising and Mechanical Properties of Cast Aluminium Alloys. Ph.D. Thesis, Jönköping University, Jönköping, Sweden, 2017. [Google Scholar]
- Sajjadi, S.A.; Ezatpour, H.R.; Parizi, M.T. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 2012, 34, 106–111. [Google Scholar] [CrossRef]
- Morimoto, K.; Takamiya, H.; Awano, Y.; Nakamura, M. Effects of Si content and gas dissolution on shrinkage morphology of hypoeutectic al-si alloys. J. Jpn. Inst. Light Met. 1988, 38, 216–221. [Google Scholar] [CrossRef]
- Eisuke, N.; Koichi, A.; Tatsuya, F.; Sadato, H. Some basic research for thin-wall casting technology. J. Mater. Process. Technol. 1997, 63, 779–783. [Google Scholar] [CrossRef]
- Curle, U.A.; Möller, H.; Govender, G. R-HPDC in South Africa. In Solid State Phenomena; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2013; Volume 192, pp. 3–15. [Google Scholar]
- Whelan, M.; Barton, K.; Cassidy, J.; Colreavy, J.; Duffy, B. Corrosion inhibitors for anodised aluminium. Surf. Coat. Technol. 2013, 227, 75–83. [Google Scholar] [CrossRef]
- Roshani, M.; Rouhaghdam, A.S.; Aliofkhazraei, M.; Astaraee, A.H. Optimization of mechanical properties for pulsed anodizing of aluminum. Surf. Coat. Technol. 2017, 310, 17–24. [Google Scholar] [CrossRef]
- Liu, S.; Tian, J.; Zhang, W. Fabrication and application of nanoporous anodic aluminum oxide: A review. Nanotechnology 2021, 32, 222001. [Google Scholar] [CrossRef] [PubMed]
- Grubbs, C.A. Anodizing of aluminum. Metal Finish. 1999, 97, 476–493. [Google Scholar] [CrossRef]
- Kwolek, P. Hard anodic coatings on aluminum alloys. Adv. Manuf. Sci. Technol. 2017, 41, 35–46. [Google Scholar]
- Sheasby, P.G.; Pinner, R.; Wernick, S. The Surface Treatment and Finishing of Aluminium and Its Alloys; ASM International: Materials Park, OH, USA, 2001; Volume 1, p. 231. [Google Scholar]
- Bensalah, W.; Feki, M.; Wery, M.; Ayedi, H.F. Thick and dense anodic oxide layers formed on aluminum in sulphuric acid bath. J. Mater. Sci. Technol. 2010, 26, 113–118. [Google Scholar] [CrossRef]
- Bensalah, W.; Elleuch, K.; Feki, M.; Wery, M.; Ayedi, H.F. Optimization of anodic layer properties on aluminium in mixed oxalic/sulphuric acid bath using statistical experimental methods. Surf. Coat. Technol. 2007, 201, 7855–7864. [Google Scholar] [CrossRef]
- Yokoyama, K. Anodic oxidation of aluminum utilizing current recovery effect. J. Met. Finish. Soc. Jpn. 1977, 28, 314–318. [Google Scholar] [CrossRef]
- Aerts, T.; Dimogerontakis, T.; De Graeve, I.; Fransaer, J.; Terryn, H. Influence of the anodizing temperature on the porosity and the mechanical properties of the porous anodic oxide film. Surf. Coat. Technol. 2007, 201, 7310–7317. [Google Scholar] [CrossRef]
- Gabe, D.R. Hard Anodizing—What do we mean by hard? Metal Finish. 2002, 100, 52–58. [Google Scholar] [CrossRef]
- Diggle, J.W.; Downie, T.C.; Goulding, C.W. Anodic oxide films on aluminum. Chem. Rev. 1969, 69, 365–405. [Google Scholar] [CrossRef]
- Choudhary, R.K.; Mishra, P.; Kain, V.; Singh, K.; Kumar, S.; Chakravartty, J.K. Scratch behavior of aluminum anodized in oxalic acid: Effect of anodizing potential. Surf. Coat. Technol. 2015, 283, 135–147. [Google Scholar] [CrossRef]
- Voon, C.H.; Derman, M.N.; Hashim, U.; Ahmad, K.R.; Foo, K.L. Effect of temperature of oxalic acid on the fabrication of porous anodic alumina from Al-Mn alloys. J. Nanomater. 2013, 40, 40. [Google Scholar] [CrossRef]
- Sulka, G.D. Highly ordered anodic porous alumina formation by self-organized anodizing. In Nanostructured Materials in Electrochemistry; Wiley-VCH: Weinheim, Germany, 2008; pp. 1–116. [Google Scholar]
- Stępniowski, W.J.; Bojar, Z. Synthesis of anodic aluminum oxide (AAO) at relatively high temperatures. Study of the influence of anodization conditions on the alumina structural features. Surf. Coat. Technol. 2011, 206, 265–272. [Google Scholar] [CrossRef]
- Machu, W. Die Verfahren zur Durchführung der elektrolytischen Oxydation des Aluminiums und seiner Legierungen. In Nichtmetallische Anorganische Überzüge; Springer: Vienna, Austria, 1952; pp. 16–24. [Google Scholar]
- Ispánovity, P.D.; Ugi, D.; Péterffy, G.; Knapek, M.; Kalácska, S.; Tüzes, D.; Groma, I. Dislocation avalanches are like earthquakes on the micron scale. Nat. Commun. 2022, 13, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Kalácska, S.; Dankházi, Z.; Zilahi, G.; Maeder, X.; Michler, J.; Ispánovity, P.D.; Groma, I. Investigation of geometrically necessary dislocation structures in compressed Cu micropillars by 3-dimensional HR-EBSD. Mater. Sci. Eng. A 2020, 770, 138499. [Google Scholar] [CrossRef]
- Csokan, P. Some observations on the growth mechanism of hard anodic oxide coatings on aluminium. Trans. IMF 1964, 41, 51–56. [Google Scholar] [CrossRef]
- Keller, F.; Hunter, M.S.; Robinson, D.L. Structural features of oxide coatings on aluminum. J. Electrochem. Soc. 1953, 100, 411. [Google Scholar] [CrossRef]
- Sulka, G.D.; Stępniowski, W.J. Structural features of self-organized nanopore arrays formed by anodization of aluminum in oxalic acid at relatively high temperatures. Electrochim. Acta 2009, 54, 3683–3691. [Google Scholar] [CrossRef]
- Shimizu, K.; Kobayashi, K.; Thompson, G.E.; Wood, G.C. Development of porous anodic films on aluminium. Philos. Mag. A 1992, 66, 643–652. [Google Scholar] [CrossRef]
- Choi, Y.C.; Hyeon, J.Y.; Bu, S.D. Correlation between Self-Organized Pore Formation Behaviors and Current-Time Characteristics in Porous Anodic Alumina: Quantitative Analysis of Voltage Dependence of Pore Morphological Changes. J. Korean Phys. Soc. 2010, 56, 113–119. [Google Scholar]
- Gecu, R.; Karaaslan, A. Relationship between nanoindentation and wear properties of stainless steel-reinforced aluminium matrix composite. Tribol. Lett. 2017, 65, 164. [Google Scholar] [CrossRef]
- Vencl, A.; Bobic, I.; Arostegui, S.; Bobic, B.; Marinković, A.; Babić, M. Structural, mechanical and tribological properties of A356 aluminium alloy reinforced with Al2O3, SiC and SiC + graphite particles. J. Alloys Compd. 2010, 506, 631–639. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area, and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Hector, L.G.; Schmid, S.R. Simulation of asperity plowing in an atomic force microscope Part 1: Experimental and theoretical methods. Wear 1998, 215, 247–256. [Google Scholar] [CrossRef]
- Schmid, S.R.; Hector, L.G. Simulation of asperity plowing in an atomic force microscope. Part II: Plowing of aluminum alloys. Wear 1998, 215, 257–266. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Gubicza, J.; Kovács, Z.; Lendvai, J. Depth-sensing indentation tests in studying plastic instabilities. J. Mater. Res. 2004, 19, 31–45. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musza, A.; Ugi, D.; Vida, Á.; Chinh, N.Q. Study of Anodic Film’s Surface and Hardness on A356 Aluminum Alloys, Using Scanning Electron Microscope and In-Situ Nanoindentation. Coatings 2022, 12, 1528. https://doi.org/10.3390/coatings12101528
Musza A, Ugi D, Vida Á, Chinh NQ. Study of Anodic Film’s Surface and Hardness on A356 Aluminum Alloys, Using Scanning Electron Microscope and In-Situ Nanoindentation. Coatings. 2022; 12(10):1528. https://doi.org/10.3390/coatings12101528
Chicago/Turabian StyleMusza, Alexandra, Dávid Ugi, Ádám Vida, and Nguyen Quang Chinh. 2022. "Study of Anodic Film’s Surface and Hardness on A356 Aluminum Alloys, Using Scanning Electron Microscope and In-Situ Nanoindentation" Coatings 12, no. 10: 1528. https://doi.org/10.3390/coatings12101528
APA StyleMusza, A., Ugi, D., Vida, Á., & Chinh, N. Q. (2022). Study of Anodic Film’s Surface and Hardness on A356 Aluminum Alloys, Using Scanning Electron Microscope and In-Situ Nanoindentation. Coatings, 12(10), 1528. https://doi.org/10.3390/coatings12101528