
Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
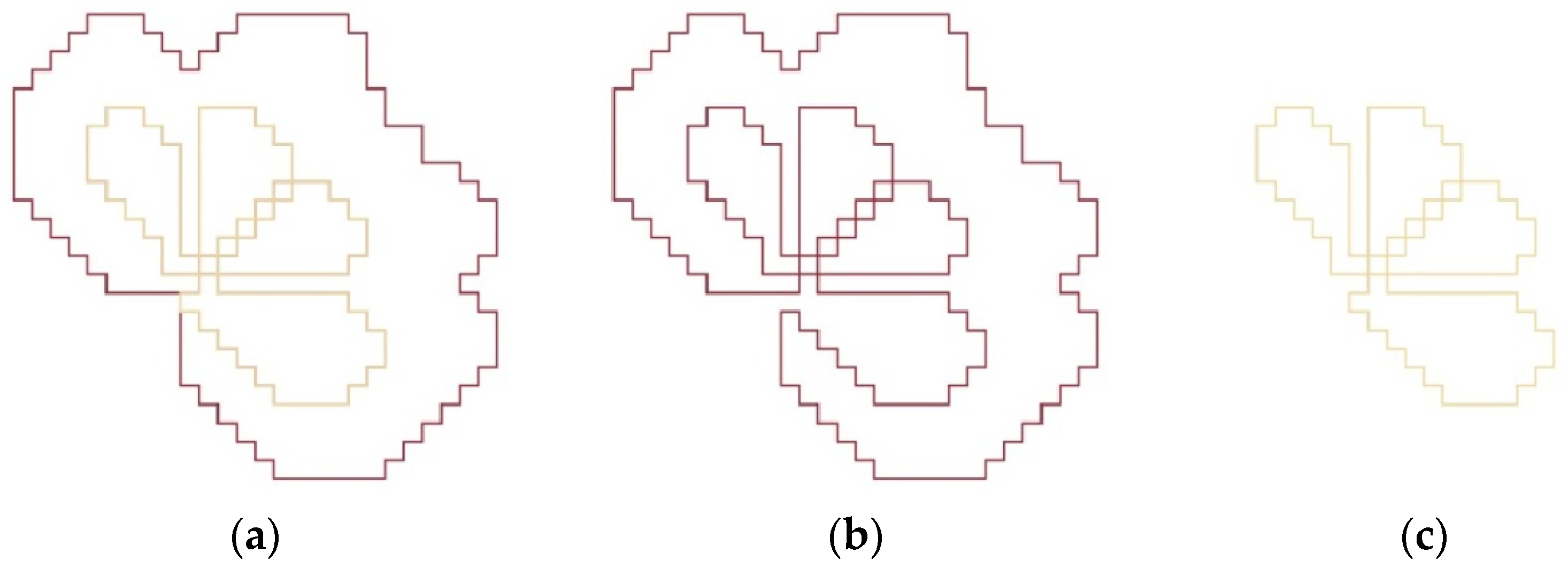
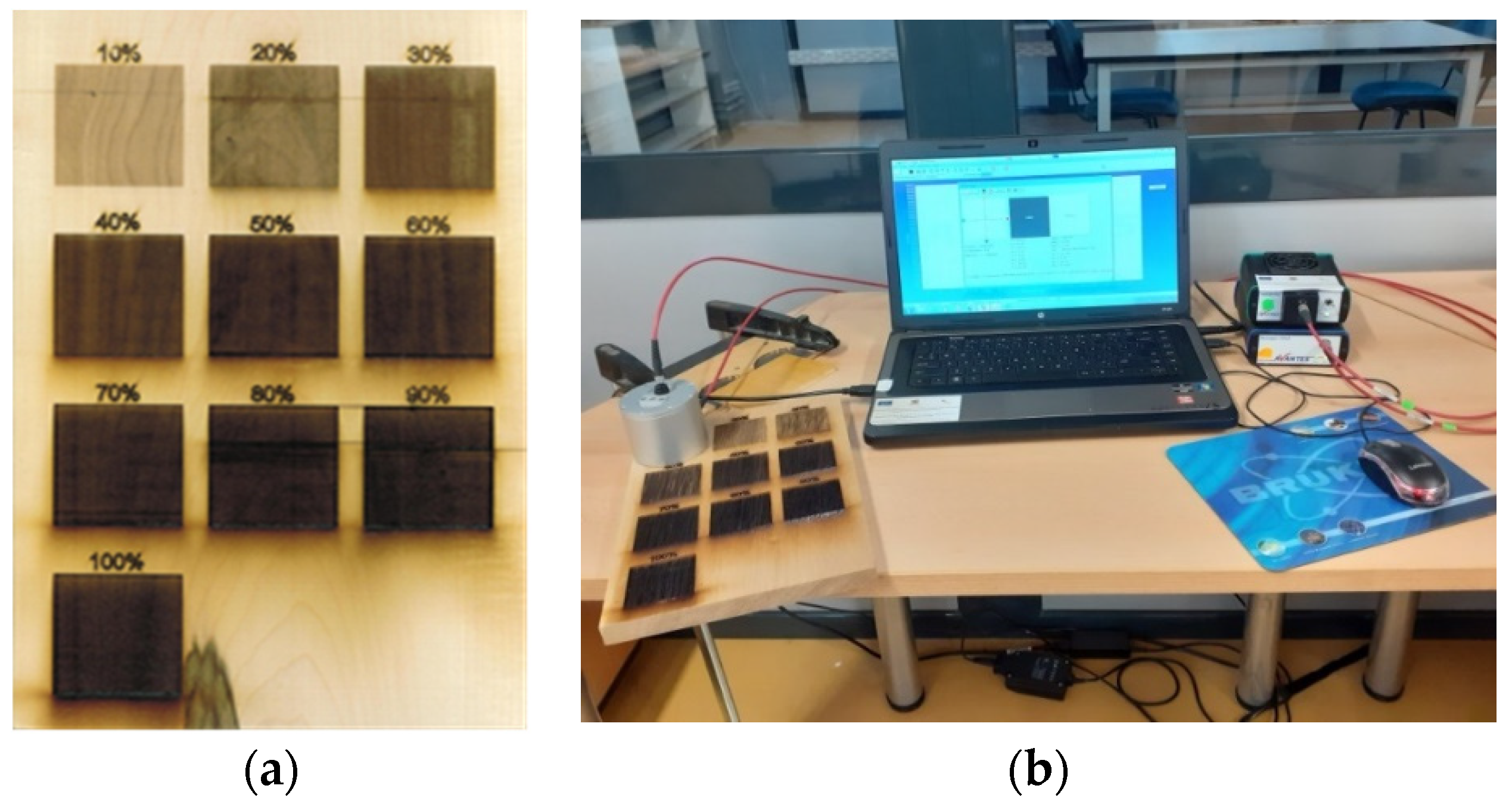
2.1. Laser Engraving
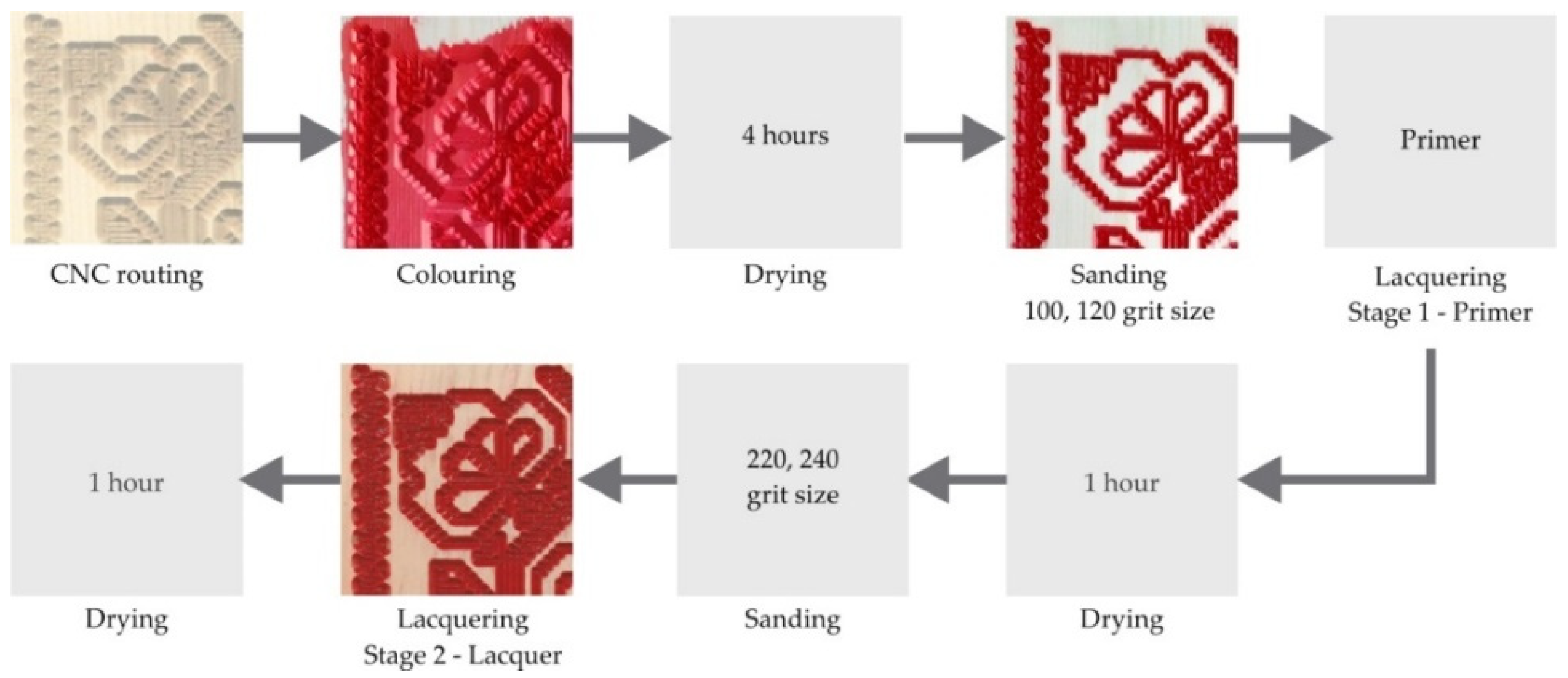
2.2. CNC Milling, Coloring and Lacquering
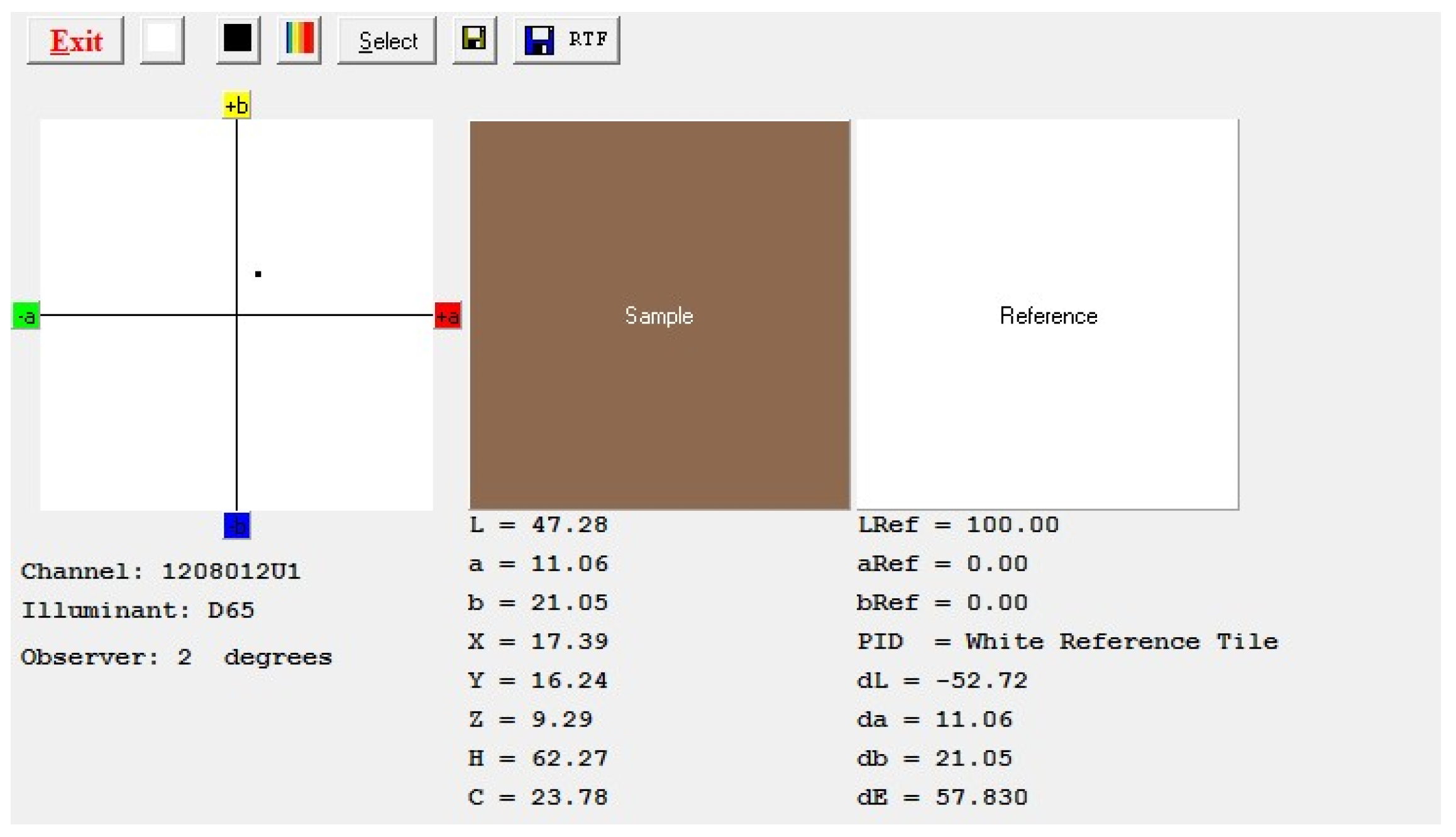
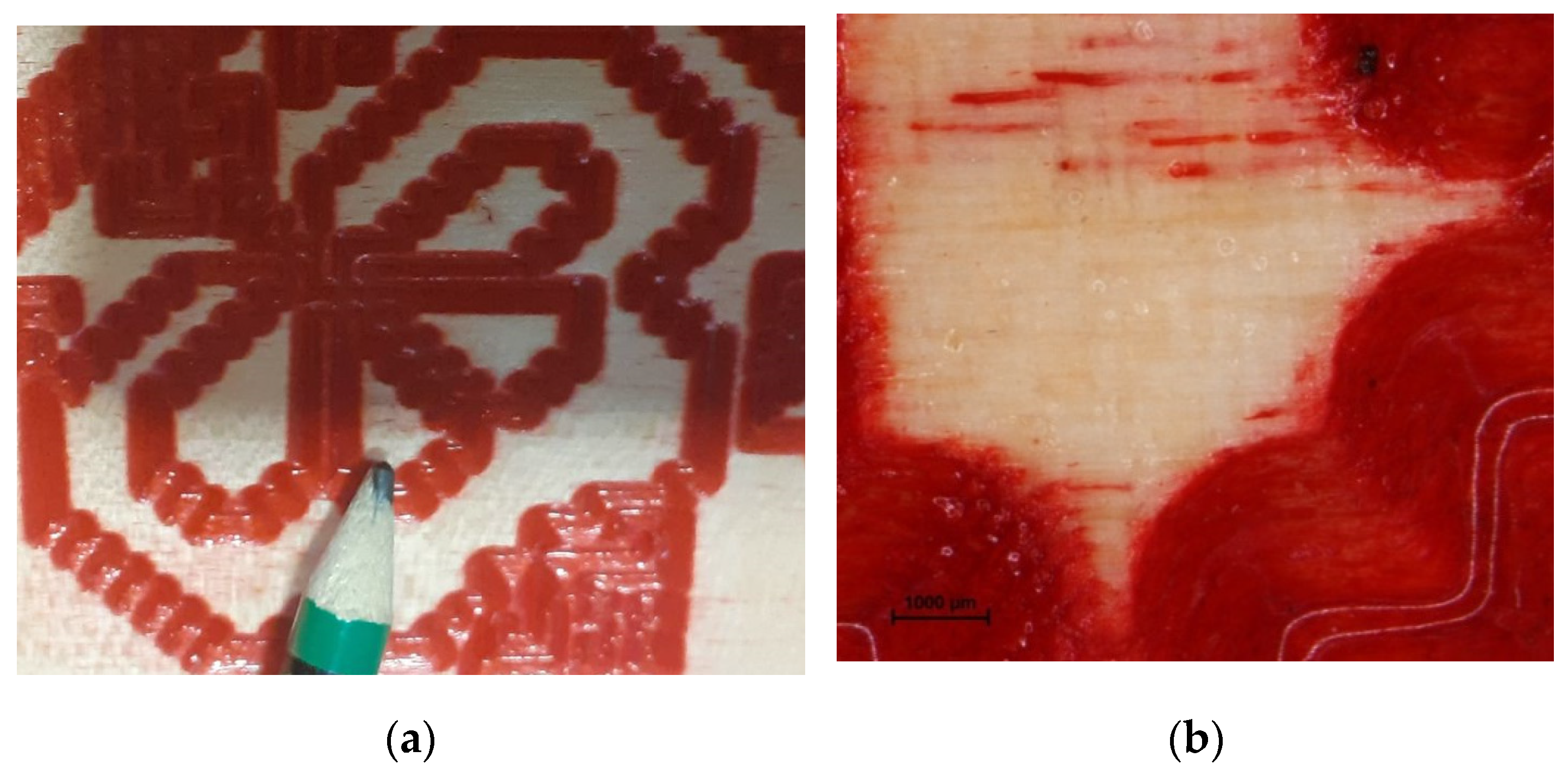
2.3. Microscopic Investigation
3. Results
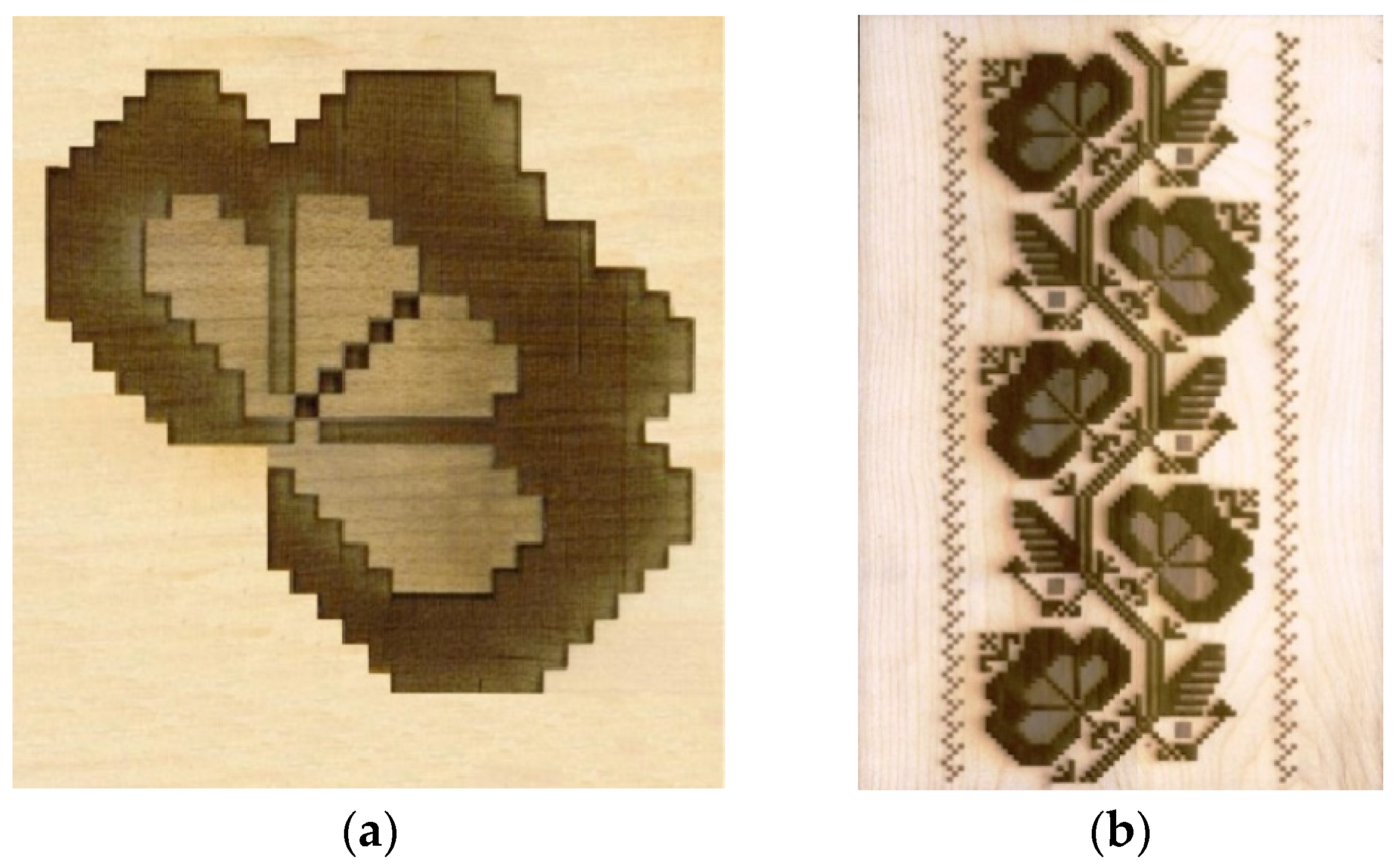
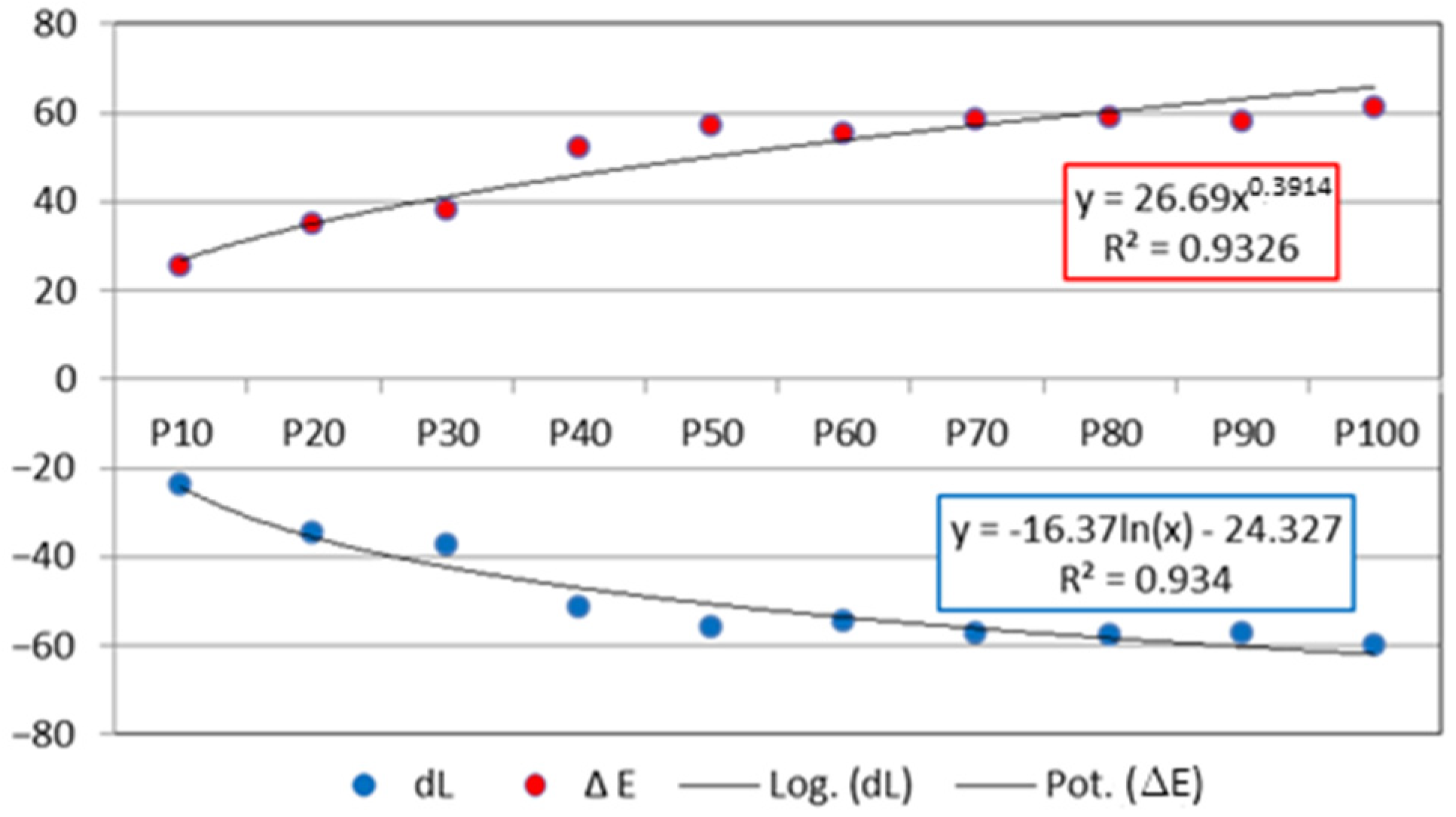
3.1. Laser Engraving
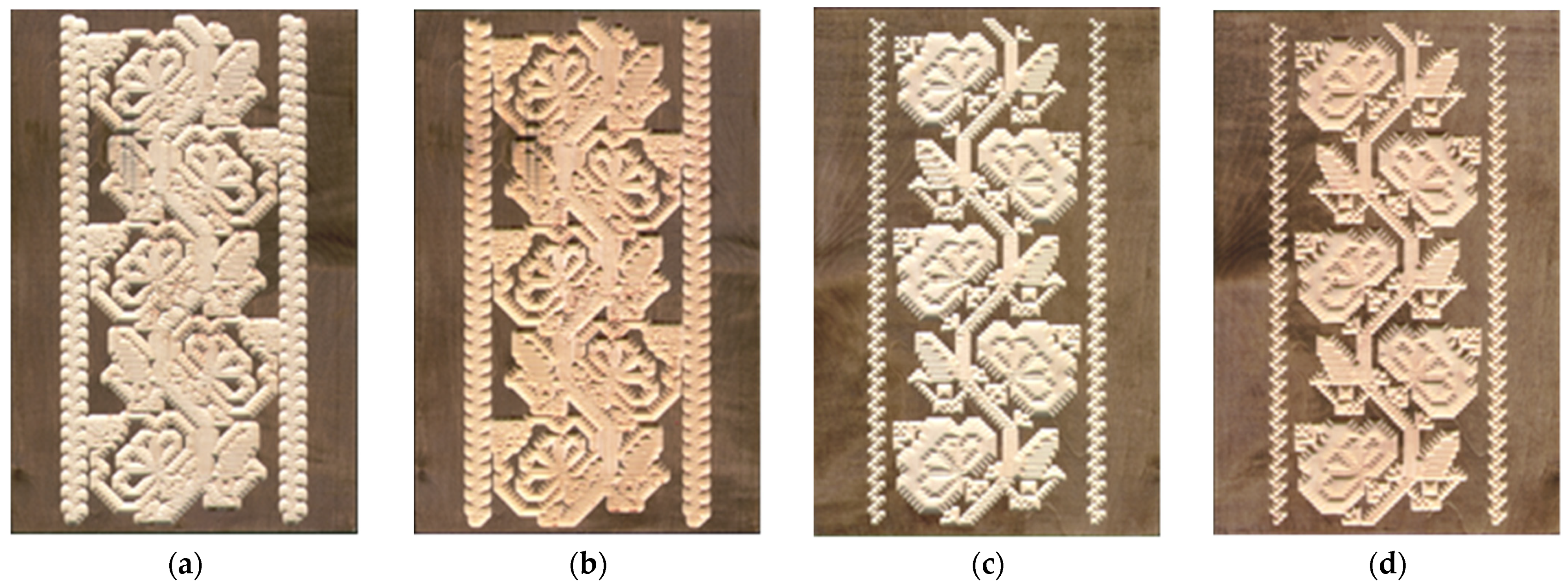
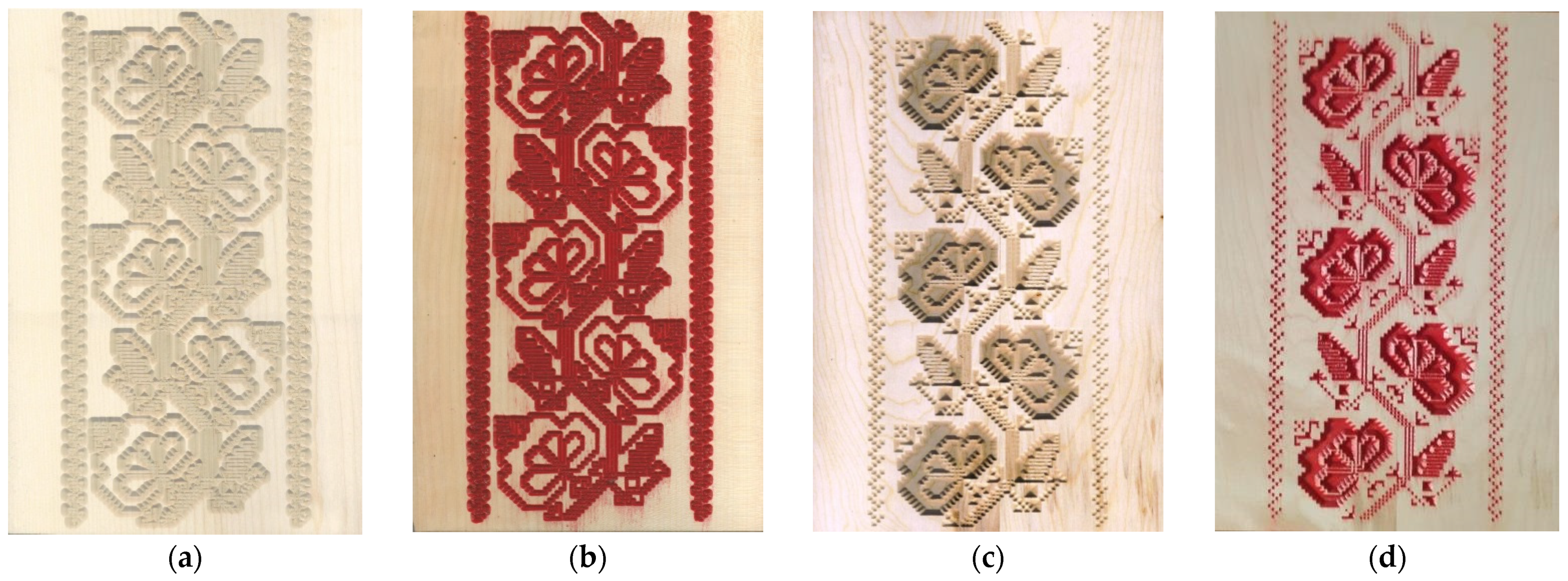
3.2. CNC Milling, Coloring and Lacquering
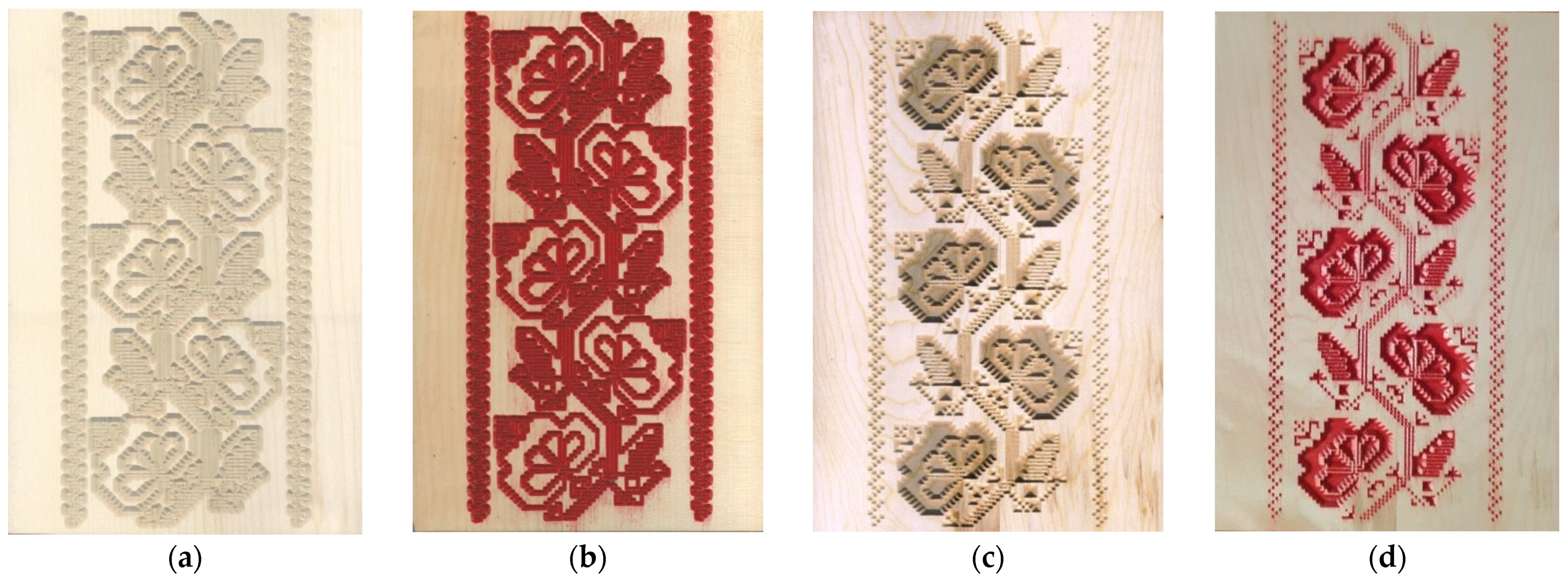
3.2.1. Staining and Lacquering
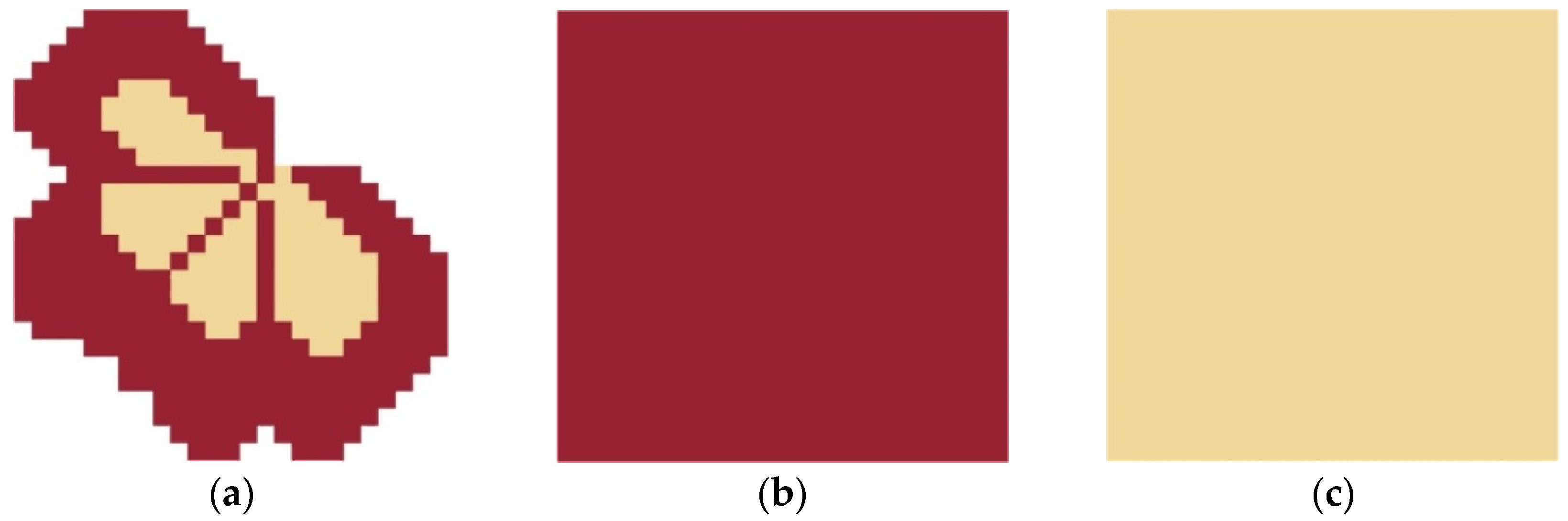
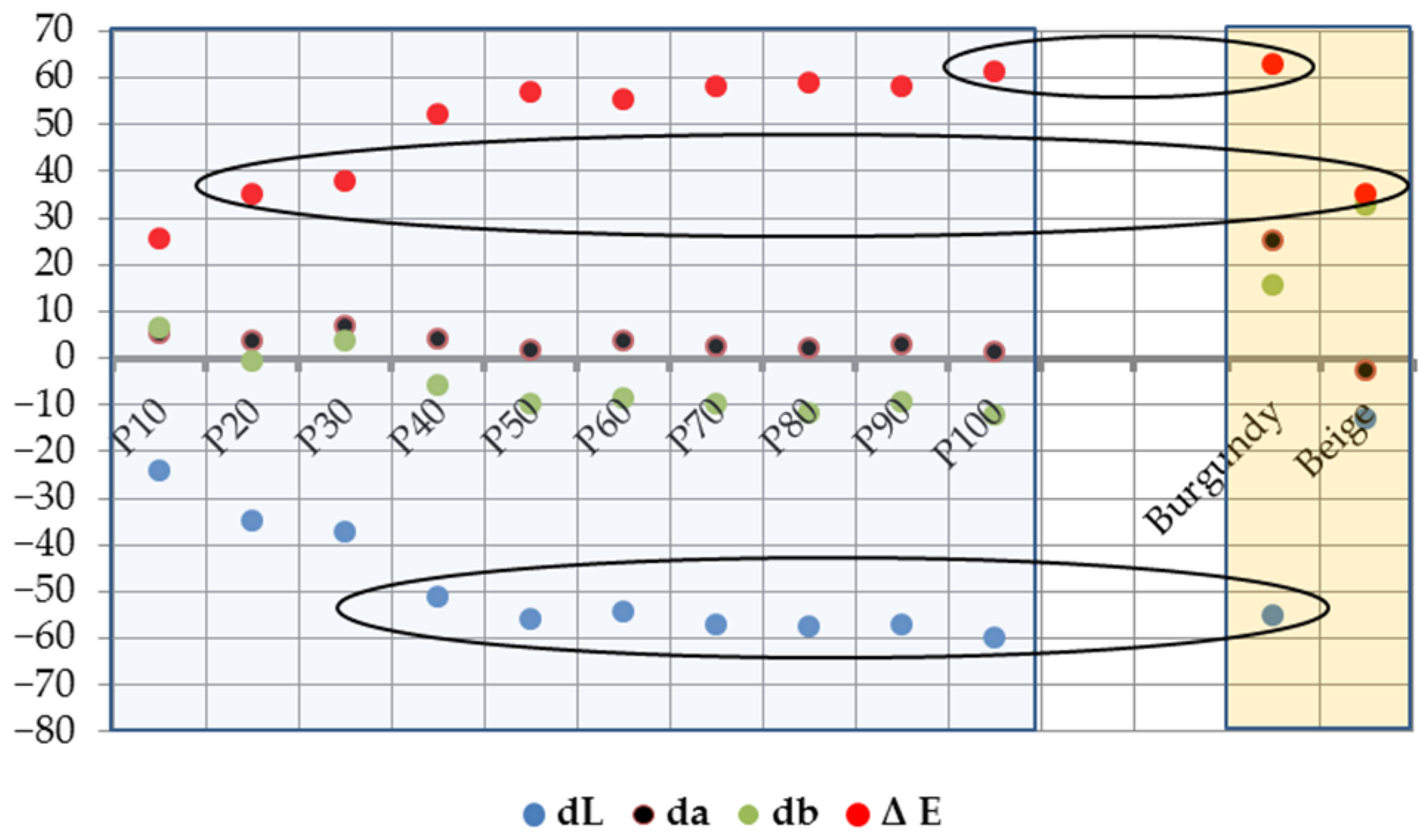
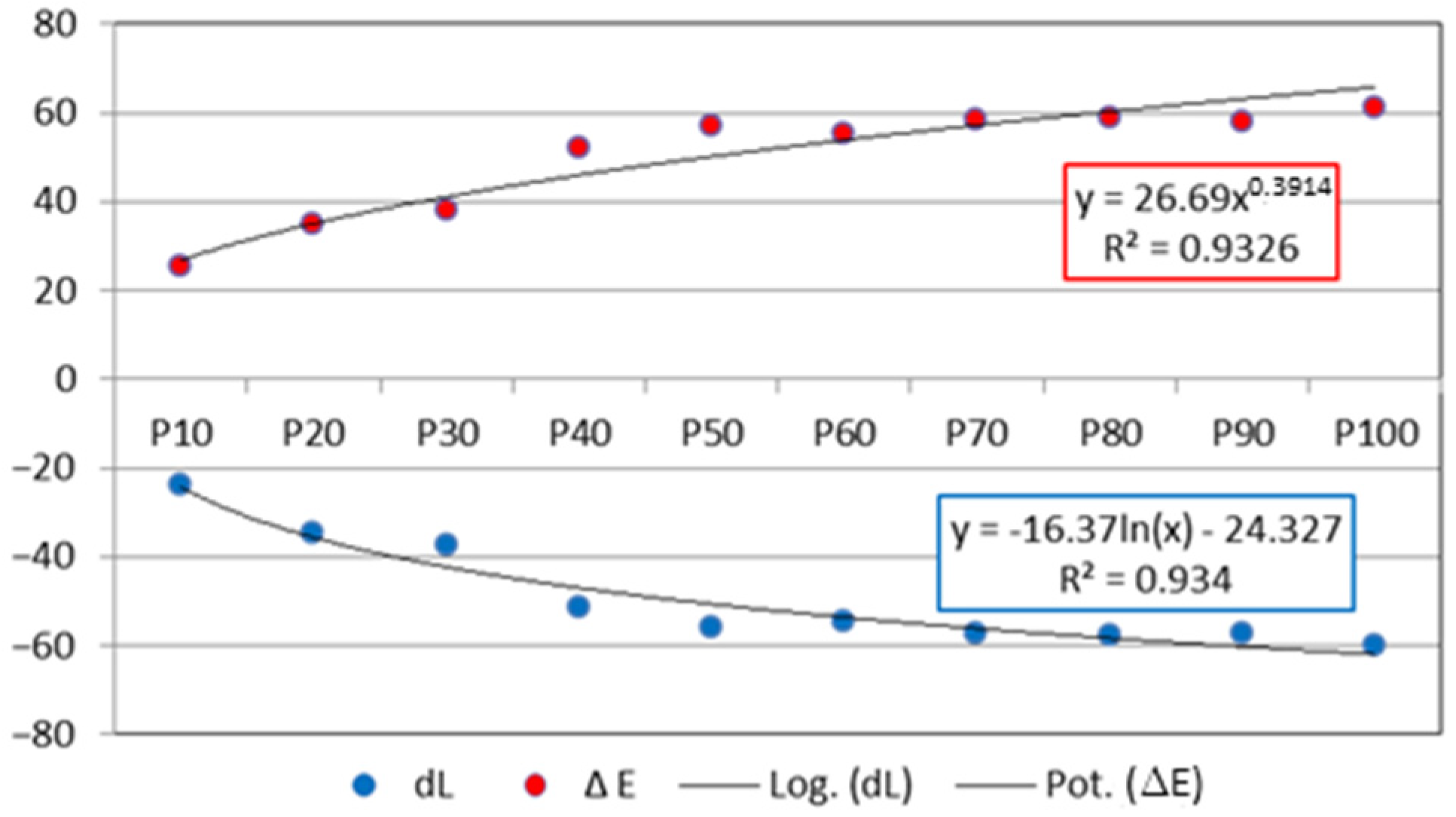
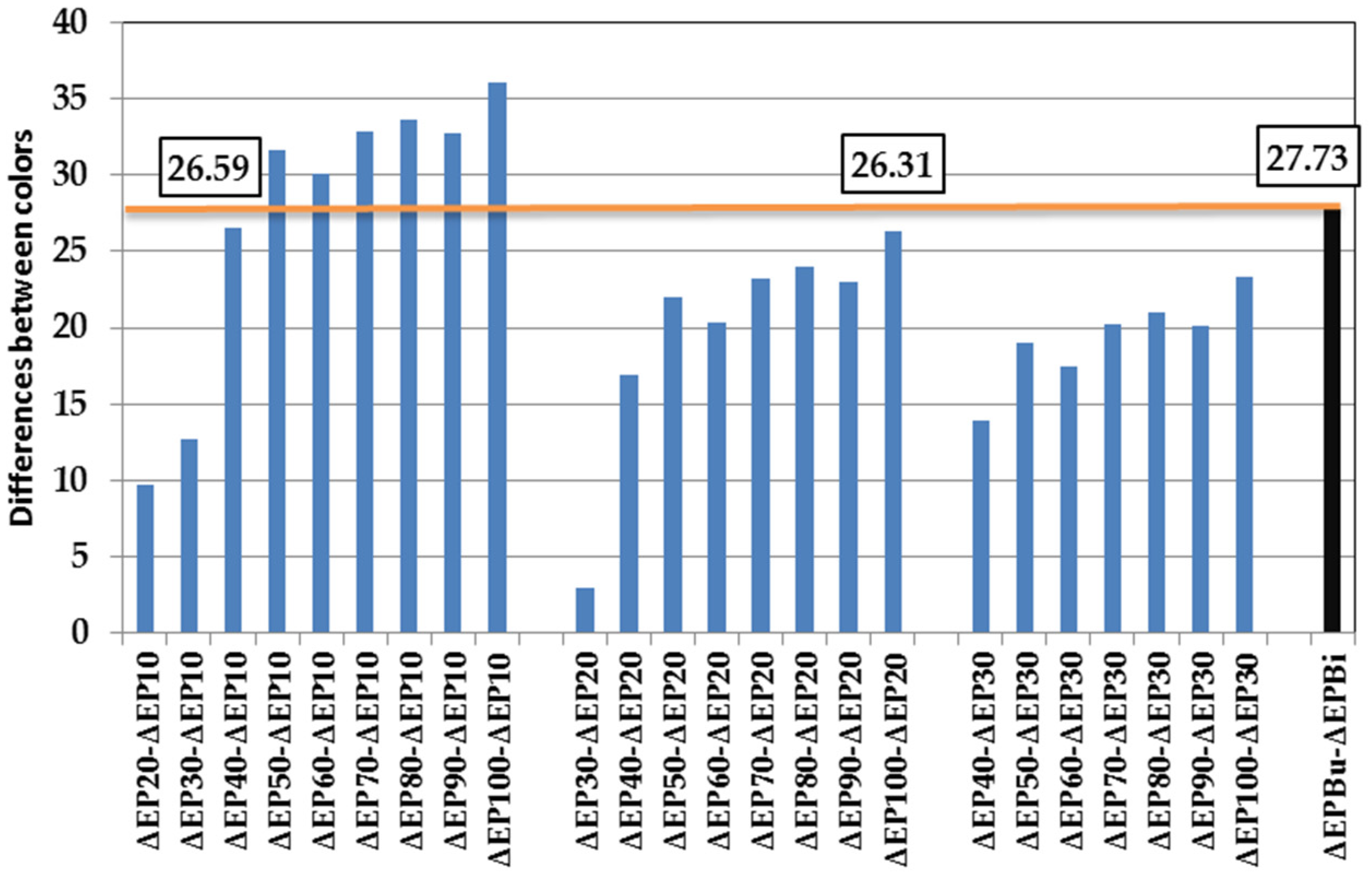
3.2.2. Method of Coloring the Ornament
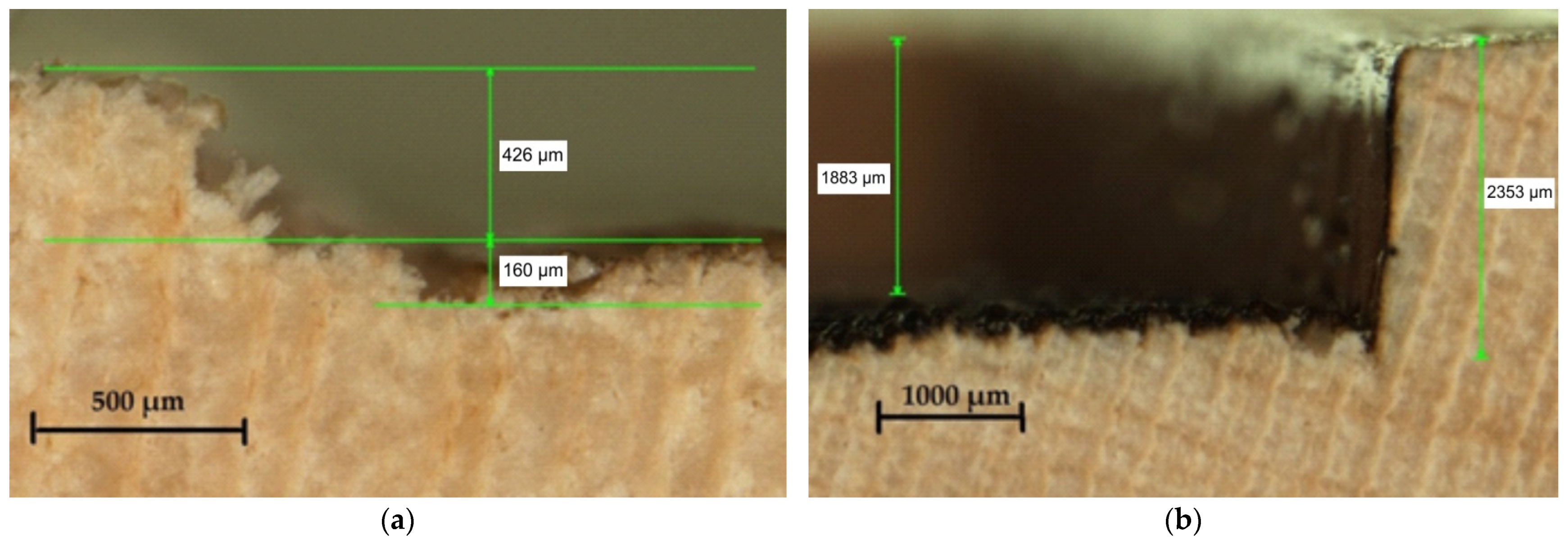
3.3. Microscopic Investigation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Buchcyzk, M. To Weave Or Not to Weave: Vernacular Textiles and Historical Change in Romania. Textile 2015, 12, 328–345. [Google Scholar] [CrossRef]
- Yongzhong, Y.; Mohsin, S.; Xiaoting, S.; Ruo, Y. Preservation of Cultural Heritage Embodied in Traditional Crafts in the Developing Countries. A Case Study of Pakistani Handicraft Industry. Sustainability 2018, 10, 1336. [Google Scholar] [CrossRef]
- Lungu, A.; Androne, A.; Gurau, L.; Racasan, S.; Cosereanu, C. Textile heritage motifs to decorative furniture surfaces. Transpose process and analysis. J. Cult. Herit. 2021, 52, 192–201. [Google Scholar] [CrossRef]
- Indrie, L.; Zlatev, Z.; Ilieş, D.C.; Sturza, A.; Dochia, M.; Gozner, M.; Herman, G.; Caciora, T. Implementation of image processing techniques as a tool for form analysis of Romanian folk elements. Ind. Text. 2020, 71, 492–498. [Google Scholar] [CrossRef]
- Kaur, R.; Gupta, I. The Implementation of Phulkari Embroidery Pattern in Interior Decoration. In Understanding Built Environment; Part of the Springer Transactions in Civil and Environmental Engineering Book Series (STICEE); Seta, F., Biswas, A., Khare, A., Sen, J., Eds.; Springer: Singapore, 2017; pp. 171–186. [Google Scholar] [CrossRef]
- Ilies, D.C.; Zlatev, Z.; Ilies, A.; Zharas, B.; Pantea, E.; Hodor, N.; Indrie, L.; Turza, A.; Taghiyari, H.R.; Caciora, T.; et al. Interdisciplinary Research to Advance Digital Imagery and Natural Compounds for Eco-Cleaning and for Preserving Textile Cultural Heritage. Sensors 2022, 22, 4442. [Google Scholar] [CrossRef]
- Wijnhoven, M.A.; Moskvin, A. Digital replication and reconstruction of mail armour. J. Cult. Herit. 2020, 45, 221–233. [Google Scholar] [CrossRef]
- Doble, L.; Stan, O.; Suteu, M.D.; Albu, A.; Bohm, G.; Tsatsarou-Michalaki, A.; Gialinou, E. Romanian traditional motif-element of modernity in clothing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 254, 172009. [Google Scholar] [CrossRef]
- Herman, G.V.; Caciora, T.; Ilies, D.C.; Ilies, A.; Deac, A.; Sturza, A.; Sonko, S.M.; Suba, N.S.; Nistor, S. 3D Modeling of the Cultural Heritage: Between Opportunity and Necessity. J. Appl. Eng. Sci. 2020, 10, 27–30. [Google Scholar] [CrossRef]
- Liu, Q.; Gao, D.; Xu, W. Effect of Paint Process on the Performance of Modified Poplar Wood Antique. Coatings 2021, 11, 1174. [Google Scholar] [CrossRef]
- Hoadley, R.B. Wood as a Physical Surface for Paint Application. In Painted Wood: History and Conservation, Proceedings of the Symposium Organized by the Wooden Artifacts Group of the American Institute for Conservation of Historic and Artistic Works and the Foundation of the AIC, Williamsburg, VA, USA, 11–14 November 1994; Dorge, V., Howlett, F.C., Eds.; The Getty Conservation Institute: Los Angeles, CA, USA, 1994; pp. 2–16. [Google Scholar]
- Koc, K.H.; Erdinler, E.S.; Hazir, E.; Ozturk, E. Effect of CNC application parameters on wooden surface quality. Measurement 2017, 107, 12–18. [Google Scholar] [CrossRef]
- Demir, A.; Cakiroglu, E.O.; Aydin, I. Determination of CNC processing parameters for the best wood surface quality via artificial neural network. Wood Mater. Sci. Eng. 2021, 1–8. [Google Scholar] [CrossRef]
- Gurgen, A.; Cakmak, A.; Yildiz, S.; Malkocoglu, A. Optimization of CNC Operating Parameters to Minimize Surface Roughness of Pinus Sylvestris using Integrated Artificial Neural Network and Genetic Algorithm. Maderas Cienc. Tecnol. 2022, 24, 1–12. [Google Scholar] [CrossRef]
- Starikov, A.; Gribanov, A.; Lapshina, M.; Mohammed, H. Adaptive milling of solid wood furniture workpieces: Analysis of the extended approach capabilities. IOP Conf. Ser. Earth Environ. Sci. 2020, 595, 012026. [Google Scholar] [CrossRef]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 2020, 10, 77. [Google Scholar] [CrossRef]
- Nath, S.; Waugh, D.; Ormondroyd, G.; Spear, M.; Pitman, A.; Curling, S.; Mason, P. Laser incising of wood: A Review. Lasers Eng. 2020, 45, 381–403. [Google Scholar]
- Leone, C.; Lopresto, V.; De Iorio, I. Wood engraving by Q-switched diode-pumped frequency-doubled Nd:YAG green laser. Opt. Lasers Eng. 2009, 47, 161–168. [Google Scholar] [CrossRef]
- Yakimovich, B.; Chernykh, M.; Stepanova, A.I.; Siklienka, M. Influence of Selected Laser Parameters on Quality of Images Engraved on the Wood. Acta Fac. Xylologiae Zvolen 2016, 58, 45–50. [Google Scholar] [CrossRef]
- Chernykh, M.; Kargashina, E.; Stollmann, V. The Use of Wood Veneer for Laser Engraving Production. Acta Fac. Xylologiae Zvolen 2018, 60, 121–127. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. The Influence of CO2 Laser Beam Power Output and Scanning Speed on Surface Roughness and Colour Changes of Beech (Fagus sylvatica). BioResources 2017, 12, 7395–7412. [Google Scholar]
- Zykova, M.; Kasimiova, V.; Chernykh, M.; Štollmann, V.; Evstafieva, G. Method of computer template adjustment for wood laser engraving. Acta Fac. Xylologiae Zvolen 2021, 63, 85–92. [Google Scholar] [CrossRef]
- Aniszewska, M.; Maciak, A.; Zychowicz, W.; Zowczak, W.; Mühlke, T.; Christoph, B.; Lamrini, S.; Sujecki, S. Infrared Laser Application to Wood Cutting. Materials 2020, 13, 5222. [Google Scholar] [CrossRef] [PubMed]
- Kubovský, I.; Kačik, F. Changes of the wood surface colour induced by CO2 laser and its durability after the xenon lamp exposure. Wood Res. 2013, 58, 581–590. [Google Scholar]
- Li, R.; Xu, W.; Wang, X.; Wang, C. Modeling and predicting of the color changes of wood surface during CO2 laser modification. J. Clean. Prod. 2018, 183, 818–823. [Google Scholar] [CrossRef]
- Vidholdová, Z.; Reinprecht, L.; Igaz, R. The Impact of Laser Surface Modification of Beech Wood on its Color and Occurrence of Molds. BioResources 2017, 12, 4177–4186. [Google Scholar] [CrossRef]
- Kubovsky, I.; Kačik, F. FT-IR Study of Maple Wood Changes due to Co2 Laser Irradiation. Cellul. Chem. Technol. 2009, 43, 235–240. [Google Scholar]
- Kačiková, D.; Kačik, F.; Bubeníková, T. Influence of Fire on Spruce Wood Lignin Changes. Wood Res. 2008, 53, 95–104. [Google Scholar]
- Kubovsky, I.; Kačik, F. Colour and chemical changes of the lime wood surface due to CO2 thermal modification. Appl. Surf. Sci. 2014, 321, 261–267. [Google Scholar] [CrossRef]
- Jurek, M.; Wagnerová, R. Laser beam calibration for wood surface colour treatment. Eur. J. Wood Wood Prod. 2021, 79, 1097–1107. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measured Items | Investigated Area | Average L | Average a | Average b |
|---|---|---|---|---|
| Laser engraved squares on maple wood | Blank | 85.15 (0.73) 2 | 4.08 (0.35) | 16.43 (1.79) |
| Square 10% (P10) 1 | 61.14 (3.74) | 9.29 (0.45) | 22.63 (0.54) | |
| Square 20% (P20) | 50.28 (0.62) | 7.68 (0.37) | 15.79 (1.10) | |
| Square 30% (P30) | 47.96 (1.86) | 10.83 (0.40) | 20.20 (1.36) | |
| Square 40% (P40) | 33.74 (0.94) | 8.22 (0.60) | 10.37 (1.53) | |
| Square 50% (P50) | 29.01 (0.54) | 5.64 (0.47) | 6.50 (0.48) | |
| Square 60% (P60) | 30.58 (0.54) | 7.64 (0.55) | 7.56 (1.87) | |
| Square 70% (P70) | 27.83 (0.86) | 6.34 (1.11) | 6.40 (1.73) | |
| Square 80% (P80) | 27.43 (0.80) | 6.20 (0.65) | 4.46 (2.03) | |
| Square 90% (P90) | 27.88 (0.79) | 6.93 (0.41) | 7.01 (1.67) | |
| Square 100% (P100) | 25.07 (0.45) | 5.20 (0.86) | 4.00 (2.83) | |
| Traditional motif on cardboard | Blank | 93.93 (2.03) | 4.03 (0.16) | −10.01 (0.29) |
| Burgundy | 38.54 (0.07) | 29.24 (0.33) | 5.72 (1.13) | |
| Beige | 81.02 (0.15) | 1.13 (0.33) | 22.52 (0.23) |
| Color Investigation | Investigated Color | ΔEPn * | Difference ΔEPn-ΔEP10 (n ≥ 20) | Difference ΔEPn-ΔEP20 (n ≥ 30) | Difference ΔEPn-ΔEP30 (n ≥ 40) | Difference ΔE(Burgundy-Beige) |
|---|---|---|---|---|---|---|
| Laser engraved squares | Square 10% (P10) | 25.34 | 0 | 0 | 0 | 0 |
| Square 20% (P20) | 35.05 | 9.71 | 0 | 0 | 0 | |
| Square 30% (P30) | 37.99 | 12.65 | 2.94 | 0 | 0 | |
| Square 40% (P40) | 51.93 | 26.59 | 16.88 | 13.94 | 0 | |
| Square 50% (P50) | 57.03 | 31.69 | 21.98 | 19.04 | 0 | |
| Square 60% (P60) | 55.40 | 30.06 | 20.35 | 17.41 | 0 | |
| Square 70% (P70) | 58.24 | 32.90 | 23.19 | 20.25 | 0 | |
| Square 80% (P80) | 58.99 | 33.65 | 23.94 | 21.00 | 0 | |
| Square 90% (P90) | 58.10 | 32.76 | 23.05 | 20.11 | 0 | |
| Square 100% (P100) | 61.36 | 36.02 | 26.31 | 23.37 | 0 | |
| Traditional motif | Burgundy | 62.85 | 0 | 0 | 0 | 27.73 |
| Beige | 35.12 | 0 | 0 | 0 | 0 |
| - | Measured Thicknesses, in mm | |||||
|---|---|---|---|---|---|---|
| Measurement | Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 |
| Before sanding | 17.96 | 17.76 | 17.78 | 17.96 | 17.92 | 17.99 |
| After sanding | 17.79 | 17.6 | 17.64 | 17.78 | 17.75 | 17.88 |
| Removed wood thickness, in mm | 0.17 | 0.16 | 0.14 | 0.18 | 0.17 | 0.11 |
| Mean value (STDEV), in mm | 0.16 (0.03) | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lungu, A.; Timar, M.C.; Beldean, E.C.; Georgescu, S.V.; Coşereanu, C. Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage. Coatings 2022, 12, 1393. https://doi.org/10.3390/coatings12101393
Lungu A, Timar MC, Beldean EC, Georgescu SV, Coşereanu C. Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage. Coatings. 2022; 12(10):1393. https://doi.org/10.3390/coatings12101393
Chicago/Turabian StyleLungu, Antonela, Maria Cristina Timar, Emanuela Carmen Beldean, Sergiu Valeriu Georgescu, and Camelia Coşereanu. 2022. "Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage" Coatings 12, no. 10: 1393. https://doi.org/10.3390/coatings12101393
APA StyleLungu, A., Timar, M. C., Beldean, E. C., Georgescu, S. V., & Coşereanu, C. (2022). Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage. Coatings, 12(10), 1393. https://doi.org/10.3390/coatings12101393