Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder and Coating Preparation
2.2. Annealing Treatment
2.3. Microhardness, Fracture Toughness, and Abrasive Wear Testing
2.4. Microstructure Characterization of Powders and Coatings
3. Results and Discussion
3.1. XRD Patterns, Morphologies, and Size Distribution of Mixture Powders
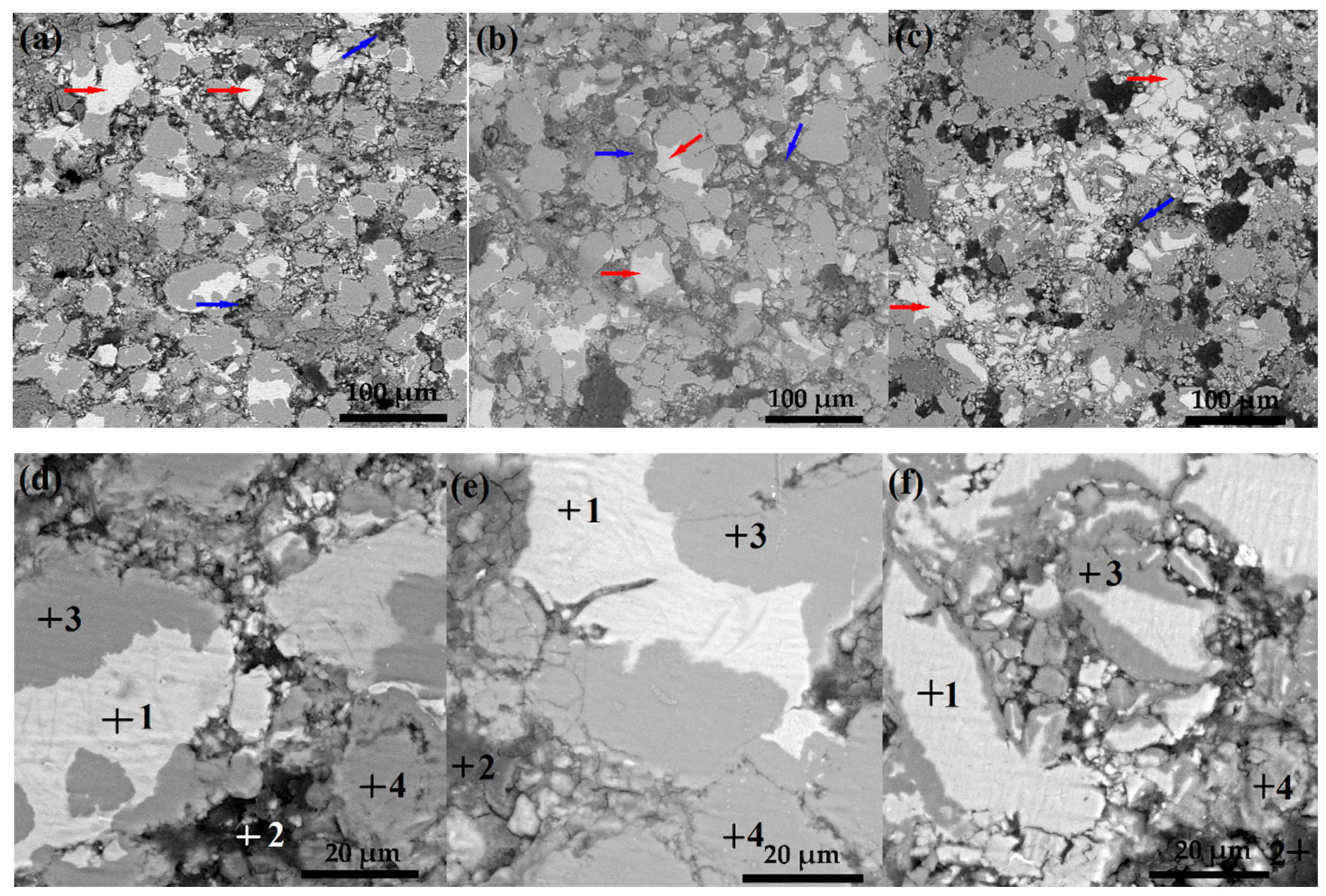
3.2. Microstructure and XRD Patterns of As-Sprayed Coatings
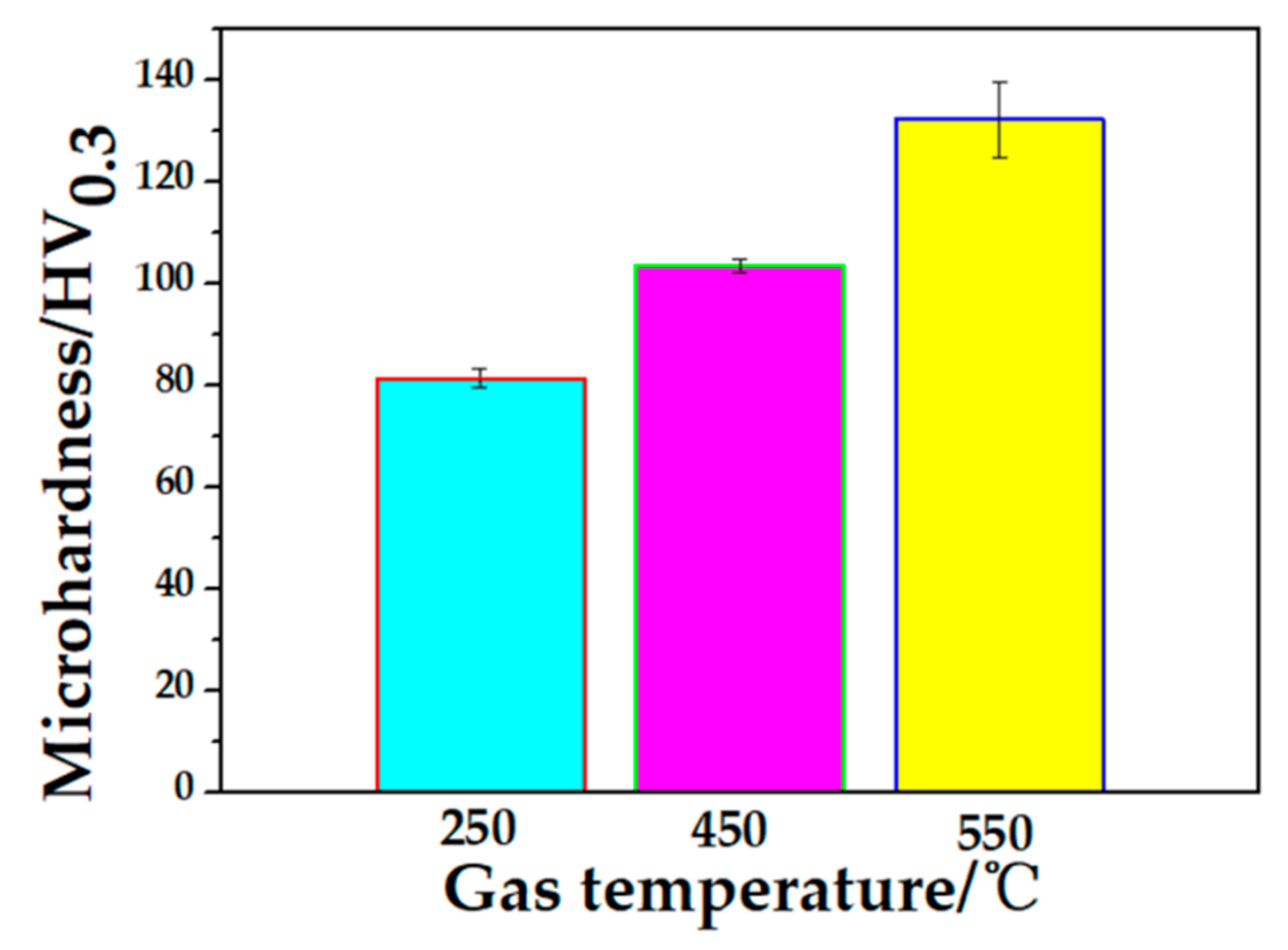
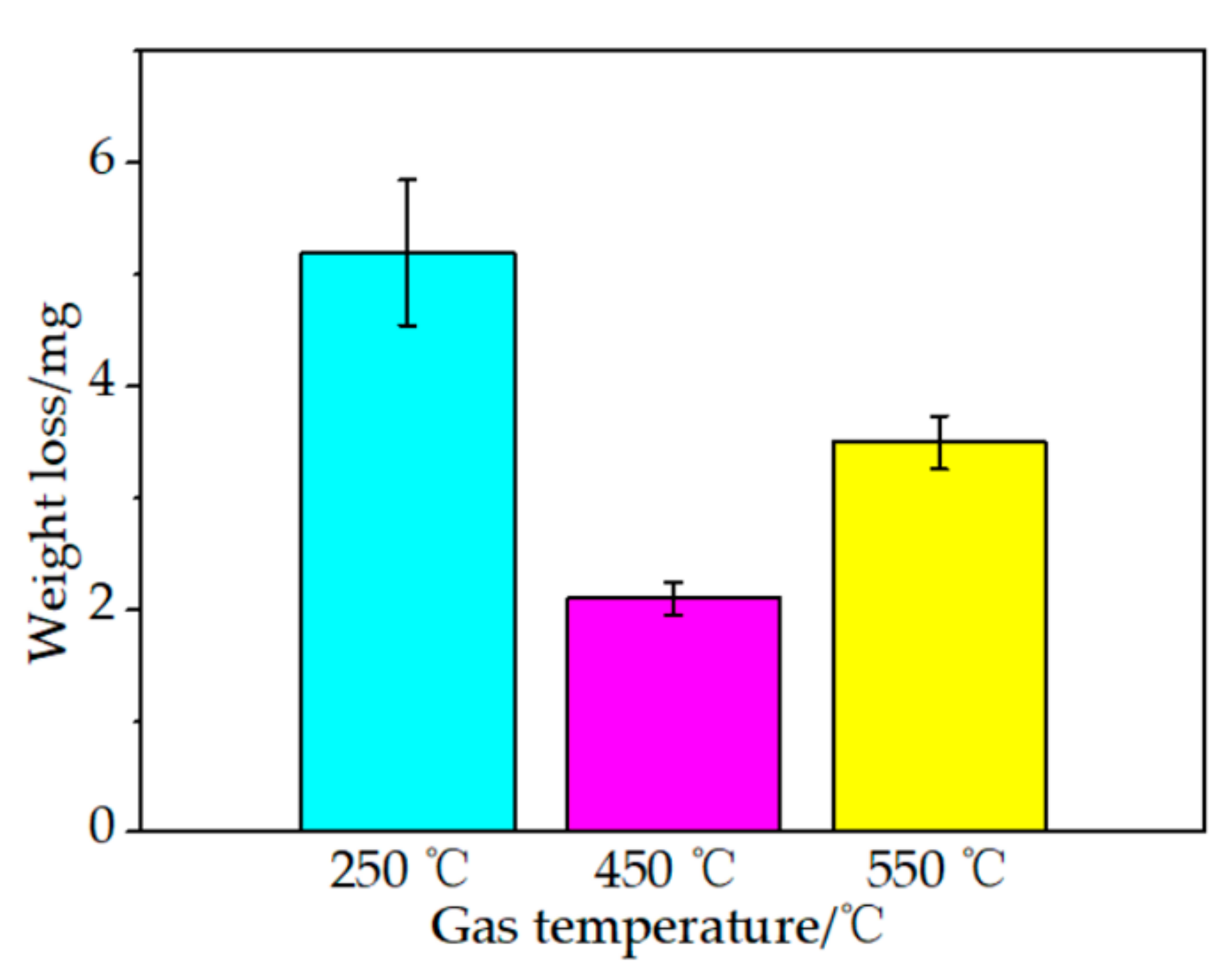
3.3. Microhardness, Fracture Toughness, and Abrasive Wear Behavior of As-Sprayed Coatings
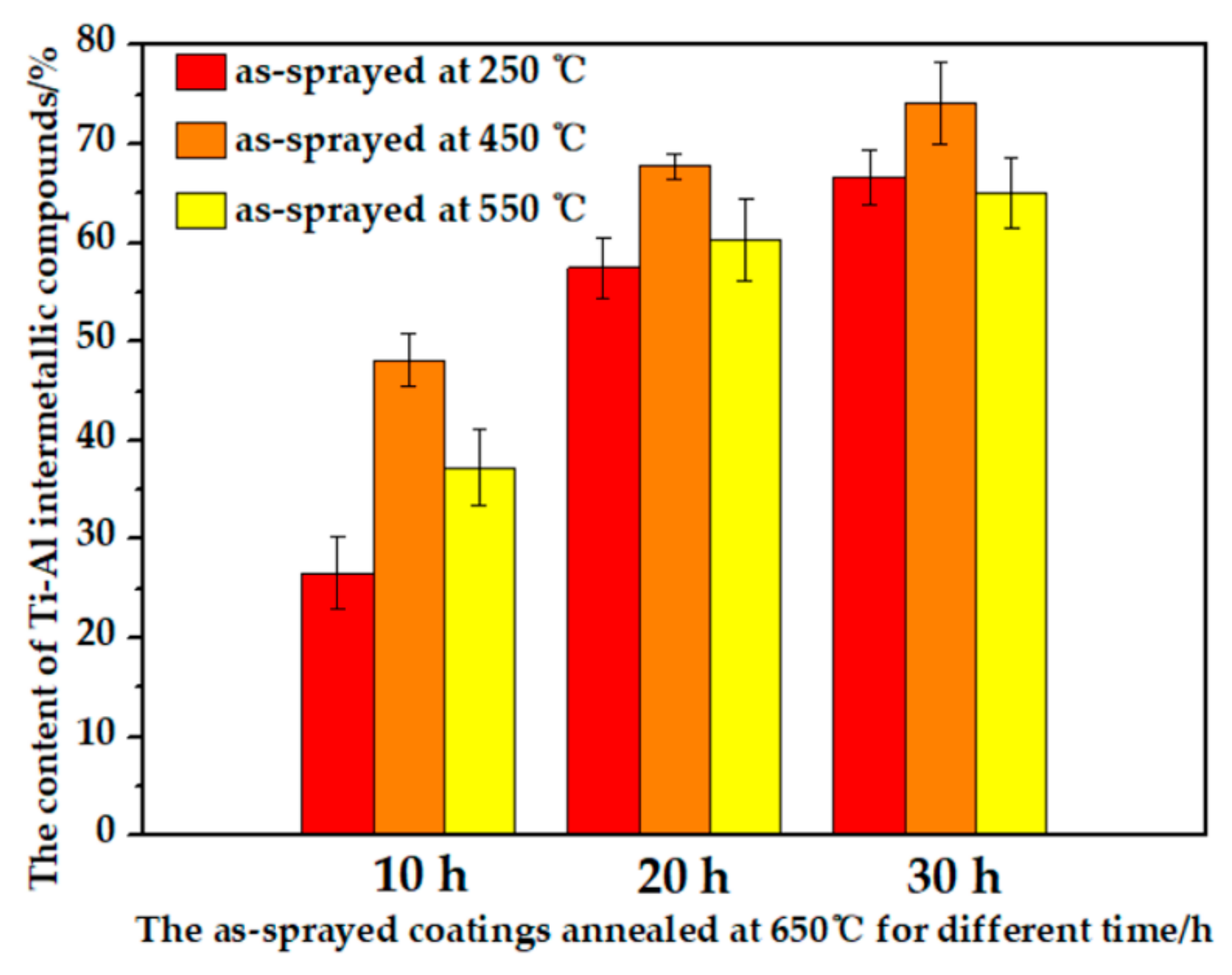
3.4. Microstructure and Composition of Annealed Coatings at 650 °C for Different Time
3.5. Microstructure and Composition of Annealed Coatings at 1100 °C for 3 h
3.6. Microhardness, Fracture Toughness, and Abrasive Wear Behavior of Annealed Coatings at 1100 °C for 3 h
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, Y.S.; Chen, C.Z.; Li, S.T.; Huo, Q.H. Research progress on laser surface modification of titanium alloys. Appl. Surf. Sci. 2007, 242, 177–184. [Google Scholar] [CrossRef]
- Clemens, H.; Kestler, H. Processing and applications of intermetallic γ-TiAl-based alloys. Adv. Eng. Mater. 2000, 2, 551–570. [Google Scholar] [CrossRef]
- Cheng, J.; Li, F.; Zhu, S.Y.; Yu, Y.; Qiao, Z.H.; Yang, J. Electrochemical corrosion and tribological evalution of TiAl alloy for marine application. Tribol. Int. 2017, 115, 483–549. [Google Scholar] [CrossRef]
- Appel, F.; Brossmann, U.; Christoph, U.; Eggert, S.; Janschek, P.; Lorenz, U.; Müllauer, J.; Oehring, M.; Paul, J.D.H. Recent progress in the development of gamma titanium aluminide alloys. Adv. Eng. Mater. 2000, 2, 699–720. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallics. Acta Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Sauthoff, G. Multiphase intermetallic alloys for structural applications. Intermetallics 2000, 8, 1101–1109. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, J. Thermoanalytical and metallographical investigations on the synthesis of TiAl3 from elementary powders. Mater. Chem. Phys. 2006, 99, 20–25. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Ai, T.T.; Deng, Z.F.; Li, W.H.; Dong, H.F.; Zou, X.Y.; Jing, R. Bioinspired design and toughening mechanism of the TC4-(γ-TiAl/α2-Ti3Al) laminated composite fabricated by spark plasma sintering. Mater. Lett. 2020, 273, 1–5. [Google Scholar]
- Zhou, Y.; Sun, D.L.; Wang, Q.; Han, X.L. Effect of fabrication parameters on the microstructure and mechanical properties of unidirectional Mo-fiber reinforced TiAl matrix composites. Mater. Sci. Eng. A 2013, 575, 21–29. [Google Scholar] [CrossRef]
- Neelam, N.S.; Banumathy, S.; Bhattacharjee, A.; Rao, G.V.S.N.; Alam, M.Z. Comparison of the isothermal and cyclic oxidation behavior of Cr and Mo containing γ-TiAlNb alloys. Corros. Sci. 2019, 163, 108300. [Google Scholar] [CrossRef]
- Chenga, T.T.; Willis, M.R.; Jones, I.P. Effects of major alloying additions on the microstructure and mechanical properties of γ-TiAl. Intermetallics 1999, 7, 89–99. [Google Scholar] [CrossRef]
- Pilone, D.; Felli, F.; Brotzu, A. High temperature oxidation behaviour of TiAl–Cr–Nb–Mo alloys. Intermetallics 2013, 43, 131–172. [Google Scholar] [CrossRef]
- Sun, F.S.; Cao, C.X.; Kim, S.E.; Lee, Y.T.; Yan, M.G. Alloying mechanism of beta stabilizers in a TiAl alloy. Metall. Mater. Trans. A 2001, 32, 1573–1589. [Google Scholar] [CrossRef]
- Nansaarng, S.; Srichandr, P. Microstructure and transformation characteristics of a TiAlNb alloy with Cr and Mo addition. Mater. Res. 2012, 15, 63–69. [Google Scholar] [CrossRef] [Green Version]
- Yeh, C.; Su, S. In situ formation of TiAl-TiB2 composite by SHS. J. Alloy. Compd. 2006, 407, 150–156. [Google Scholar] [CrossRef]
- Li, Z.; Gao, W.; Zhang, D.; Cai, Z. High temperature oxidation behavior of a TiAl-Al2O3 intermetallic matrix composite. Corros. Sci. 2004, 46, 1997–2007. [Google Scholar] [CrossRef]
- Amirian, B.; Li, H.Y.; Hogan, J.D. The mechanical response of a α2(Ti3Al)+γ(TiAl)-submicron grained Al2O3 cermet under dynamic compression: Modeling and experiment. Acta Mater. 2019, 181, 291–308. [Google Scholar] [CrossRef]
- Li, H.Y.; Motamedi, P.; Hogan, J.D. Characterization and mechanical testing on novel (γ+α2)-TiAl/Ti3Al/Al2O3 cermet. Mater. Sci. Eng. A 2019, 750, 152–163. [Google Scholar] [CrossRef]
- Tan, Y.M.; Chen, R.R.; Fang, H.Z.; Liu, Y.L.; Ding, H.S.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Microstructure evolution and mechanical properties of TiAl binary alloys added with SiC fibers. Intermetallics 2018, 98, 69–78. [Google Scholar] [CrossRef]
- Fu, Z.Z.; Mondal, K.C.; Koc, R. Sintering, mechanical, electrical and oxidation properties of ceramic intermetallic TiC-Ti3Al composites obtained from nano-TiC particles. Ceram. Int. 2016, 42, 9995–10005. [Google Scholar] [CrossRef] [Green Version]
- Fattahi, M.; Pazhouhanfar, Y.; Delbari, S.A.; Shaddel, S.; Namini, A.S.; Asl, M.S. Strengthening of novel TiC-AlN ceramic with in-situ synthesized Ti3Al intermetallic compound. Ceram. Int. 2020, 46, 14105–14113. [Google Scholar] [CrossRef]
- Fang, H.Z.; Chen, R.R.; Liu, Y.L.; Tan, Y.M.; Su, Y.Q.; Ding, H.S.; Guo, J.J. Effects of niobium on phase composition and improving mechanical properties in TiAl alloy reinforced by Ti2AlC. Intermetallics 2019, 115, 106630. [Google Scholar] [CrossRef]
- Wu, H.; Leng, J.F.; Teng, X.Y.; Fan, G.H.; Geng, L.; Liu, Z.H. Strain partitioning behavior of in situ Ti5Si3/TiAl composites. J. Alloy. Compd. 2018, 744, 182–186. [Google Scholar] [CrossRef]
- Shu, S.; Qiu, F.; Lin, Y.; Wang, Y.; Wang, J.; Jiang, Q. Effect of B4C size on the fabrication and compression properties of in situ TiB2-Ti2AlC/TiAl composites. J. Alloy. Compd. 2013, 551, 88–91. [Google Scholar] [CrossRef]
- Shu, S.; Xing, B.; Qiu, F.; Jin, S.; Jiang, Q. Comparative study of the compression properties of TiAl matrix composites reinforced with nano-TiB2 and nano-Ti5Si3 particles. Mater. Sci. Eng. A 2013, 560, 596–600. [Google Scholar] [CrossRef]
- Hu, L.F.; Chen, D.M.; Meng, Q.S.; Zhang, H. Microstructure characterization and mechanical properties of (TiC-TiB2)-Ni/TiAl/Ti functionally gradient materials prepared by FAPAS. J. Alloy. Compd. 2015, 636, 298–303. [Google Scholar] [CrossRef]
- He, X.; Song, R.G.; Kong, D.J. Effects of TiC on the microstructure and properties of TiC/TiAl composite coating prepared by laser cladding. Opt. Laser Technol. 2019, 112, 339–348. [Google Scholar] [CrossRef]
- Li, J.N.; Chen, C.Z.; Squartini, T.; He, Q.S. A study on wear resistance and microcrack of the Ti3Al/TiAl+TiC ceramic layer deposited by laser cladding on Ti-6Al-4V alloy. Appl. Surf. Sci. 2010, 257, 1550–1555. [Google Scholar] [CrossRef]
- Li, J.N.; Chen, C.Z.; Zong, L. Microstructure characteristics of Ti3Al/TiC ceramic layer deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2011, 29, 49–53. [Google Scholar]
- Liu, X.B.; Yu, R.L. Microstructure and high-temperature wear and oxidation resistance of laser clad γ/W2C/TiC composite coatings. J. Alloy. Compd. 2007, 439, 279–286. [Google Scholar] [CrossRef]
- Li, W.Y.; Cao, C.C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Feng, Y.; Li, W.Y.; Guo, C.W.; Gong, M.J.; Yang, K. Mechanical property improvement induced by nanoscaled deformation twins in cold-sprayed Cu coatings. Mater. Sci. Eng. A 2018, 727, 119–122. [Google Scholar] [CrossRef]
- Li, W.Y.; Huang, C.J.; Yu, M.; Liao, H.L. Investigation on mechanical property of annealed copper particles and cold sprayed copper coating by a micro-indentation testing. Mater. Des. 2013, 46, 219–226. [Google Scholar] [CrossRef]
- Suo, X.K.; Guo, X.P.; Li, W.Y.; Planche, M.P.; Bolot, R.; Liao, H.L.; Coddet, C. Preparation and characterization of magnesium coating deposited by cold spraying. J. Mater. Process. Technol. 2012, 212, 100–105. [Google Scholar] [CrossRef] [Green Version]
- Bala, N.; Singh, H.; Prakash, S. Accelerated hot corrosion studies of cold spray Ni-50Cr coating on boiler steels. Mater. Des. 2010, 46, 219–226. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H.T.; Ji, G.C.; Bai, X.B.; Dong, Z.X. Deposition behavior of nanostructured WC-23Co particles in cold spraying process. Mater. Manuf. Process. 2016, 31, 1507–1513. [Google Scholar] [CrossRef]
- Lioma, D.; Sacks, N.; Botef, I. Cold gas dynamic spraying of WC-Ni cemented carbide coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 365–373. [Google Scholar] [CrossRef]
- Yang, G.J.; Liao, K.X.; Li, C.J.; Fan, S.Q.; Li, C.X.; Li, S. Formation of pore structure and its influence on the mass transport property of vacuum cold sprayed TiO2 coatings using strengthened nanostructured powder. J. Therm. Spray Technol. 2012, 21, 505–513. [Google Scholar] [CrossRef]
- Chen, X.; Ji, G.C.; Bai, X.B.; Yao, H.L.; Chen, Q.Y.; Zou, Y.L. Microstructures and properties of cold spray nanostructured HA coatings. J. Therm. Spray Technol. 2018, 27, 1344–1355. [Google Scholar] [CrossRef]
- Lupoi, R.; O’Neill, W. Deposition of metallic coatings on polymer surfaces using cold spray. Surf. Coat. Technol. 2010, 205, 2167–2173. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Suo, X.K.; Guo, Z.W.; Liao, H.L.; Wang, X.F. Deposition features of cold sprayed copper particles on preheated substrate. Surf. Coat. Technol. 2015, 268, 252–256. [Google Scholar] [CrossRef]
- Novoselova, T.; Fox, P.; Morgan, R.; O’Neill, W. Experimental study of titanium/aluminium deposits produced by cold gas dynamic spray. Surf. Coat. Technol. 2006, 200, 2775–2783. [Google Scholar] [CrossRef]
- Kong, L.Y.; Shen, L.; Lu, B.; Yang, R.; Cui, X.Y.; Li, T.F.; Xiong, T.Y. Preparation of TiAl3-Al composite coating by cold spray and its high temperature oxidation behavior. J. Therm. Spray Technol. 2010, 19, 1206–1210. [Google Scholar] [CrossRef]
- Wang, J.Q.; Kong, L.Y.; Li, T.F.; Xiong, T.Y. High temperature oxidation behavior of Ti (Al, Si)3 diffusion coating on γ-TiAl by cold spray. Trans. Nonferrous Met. Soc. China 2016, 26, 1155–1162. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.D.; Xu, S.J.; Hu, Y.; Ji, G.C.; Wang, H.T. Microstructure and microhardness of Ni/Al-TiB2 composite coatings prepared by cold spraying combined with postannealing treatment. Coatings 2019, 9, 565. [Google Scholar] [CrossRef] [Green Version]
- Niihara, K.; Morena, R.; Hasselman, D.P.H. Evaluation of KIc of brittle solids by the indentationmethod with low crack-to-indent ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- Marshall, D.B.; Noma, T.; Evans, A.G. A simple method for determining elastic-modulus-to-hardness ratios using Knoop indentation measurements. J. Am. Ceram. Soc. 1982, 65, 175–176. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C.; Cheang, P. Deposition effects of WC particle size on cold sprayed WC-Co coatings. Surf. Coat.Technol. 2011, 205, 3260–3267. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Liao, H.; Guo, Z.; Wang, X. Significant influence of carrier gas temperature during the cold spray process. Surf. Eng. 2014, 30, 443–450. [Google Scholar] [CrossRef]
- Yang, G.J.; Zhao, S.N.; Li, C.X.; Li, C.J. Effect of phase transformation mechanism on the microstructureof cold-sprayed Ni/Al-Al2O3 composite coatings during post-spray annealing treatment. J. Therm. Spray Technol. 2013, 22, 398–405. [Google Scholar] [CrossRef]
- Susan, D.F.; Misiolek, W.Z.; Marder, A.R. Reaction synthesis of Ni-Al-based particle composite coatings. Matell. Mater. Trans. A 2001, 32, 379–390. [Google Scholar] [CrossRef] [Green Version]
- Yue, Y.L. Investgation on the Synthesis and Performance of TiC Particulates Reinforced TiAl Intermetallic Matrix Composites. Master’s Thesis, Jinan University, Jinan, China, May 2003. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Accelerating Gas | Powder-Feeding Gas | Accelerating Gas Pressure (MPa) | Powder-Feeding Gas (MPa) | Standoff Distance (mm) | Traverse Speed (mm/s) | Gas Temperature (°C) |
|---|---|---|---|---|---|---|
| Nitrogen | Nitrogen | 1.8 | 2.0 | 20 | 10 | 250, 450, 550 |
| Temperature | Heating Rate (°C/min) |
|---|---|
| Room temperature—200 °C | 15 |
| 200–300 °C | 10 |
| 300–400 °C | 8 |
| 400–500 °C | 5 |
| 500–650 °C | 3 |
| Parameters | Values |
|---|---|
| The diameter of specimen (mm) | 6 |
| SiC abrasive paper | 600 grit size |
| Applied load (N) | 6 |
| Sliding distance (mm) | 16 |
| Gas Temperature | Spectrum | Ti K(at.%) | Al K(at.%) | Phase |
|---|---|---|---|---|
| 250 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 25.19 | 74.81 | TiAl3 | |
| Spectrum 4 | 24.08 | 75.92 | TiAl3 | |
| 450 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 25.74 | 74.26 | TiAl3 | |
| Spectrum 4 | 26.13 | 73.87 | TiAl3 | |
| 550 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 23.15 | 76.85 | TiAl3 | |
| Spectrum 3 | 30.55 | 69.45 | TiAl3 | |
| Spectrum 4 | 28.31 | 71.69 | TiAl3 |
| Gas Temperature | Spectrum | Ti K(at.%) | Al K(at.%) | Phase |
|---|---|---|---|---|
| 250 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 20.45 | 79.55 | TiAl3 | |
| Spectrum 4 | 26.27 | 73.73 | TiAl3 | |
| 450 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 28.76 | 71.24 | TiAl3 | |
| Spectrum 4 | 27.83 | 72.17 | TiAl3 | |
| 550 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 27.46 | 72.54 | TiAl3 | |
| Spectrum 4 | 37.20 | 62.80 | TiAl3 |
| Gas Temperature | Spectrum | Ti K(at.%) | Al K(at.%) | Phase |
|---|---|---|---|---|
| 250 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 25.19 | 74.81 | TiAl3 | |
| Spectrum 4 | 24.08 | 75.92 | TiAl3 | |
| 450 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 0 | 100 | Al | |
| Spectrum 3 | 25.74 | 74.26 | TiAl3 | |
| Spectrum 4 | 26.13 | 73.87 | TiAl3 | |
| 550 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 23.15 | 76.85 | TiAl3 | |
| Spectrum 3 | 30.55 | 69.45 | TiAl3 | |
| Spectrum 4 | 28.31 | 71.69 | TiAl3 |
| Gas Temperature | Spectrum | Ti K(at.%) | Al K(at.%) | Phase |
|---|---|---|---|---|
| 250 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 43.05 | 56.95 | TiAl | |
| Spectrum 3 | 24.52 | 75.48 | TiAl3 | |
| 450 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 48.30 | 51.70 | TiAl | |
| Spectrum 3 | 25.50 | 74.50 | TiAl3 | |
| 550 °C | Spectrum 1 | 100 | 0 | Ti |
| Spectrum 2 | 48.60 | 51.40 | TiAl | |
| Spectrum 3 | 25.36 | 75.64 | TiAl3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Li, C.; Bai, X.; Liu, H.; Xu, S.; Hu, Y. Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment. Coatings 2021, 11, 1034. https://doi.org/10.3390/coatings11091034
Chen X, Li C, Bai X, Liu H, Xu S, Hu Y. Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment. Coatings. 2021; 11(9):1034. https://doi.org/10.3390/coatings11091034
Chicago/Turabian StyleChen, Xiao, Chengdi Li, Xiaobo Bai, Hao Liu, Shunjian Xu, and Yao Hu. 2021. "Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment" Coatings 11, no. 9: 1034. https://doi.org/10.3390/coatings11091034
APA StyleChen, X., Li, C., Bai, X., Liu, H., Xu, S., & Hu, Y. (2021). Microstructure, Microhardness, Fracture Toughness, and Abrasive Wear of In-Situ Synthesized TiC/Ti-Al Composite Coatings by Cold Spraying Combined with Heat Treatment. Coatings, 11(9), 1034. https://doi.org/10.3390/coatings11091034