1. Introduction
In recent years, coal-gasification technology (CGT)—such as used by Texaco, Shell and Grup Servicii Petroliere—has become one of the leading clean coal technologies. A new technology, CGT can not only make the coal attain high value-added utilization, but it also will not produce sulfur dioxide, carbon dioxide and other harmful gases [
1,
2]. Thus, it effectively supports environmental protection. Coal-gasification slag (CGS), a byproduct of CGT, could reduce the advantages of the CGT as a clean technology [
3,
4]. To highlight the advantages of CGT, such as ‘zero emissions’, the environmental safety problems of CGT byproducts must be addressed and all-encompassing solutions developed and sustainable development achieved [
5,
6]. There are two types of CGS, fine-grained and coarse-grained. The fine-grained slag, 10% of the total CGS output, has a relatively high carbon content (as high as 15–30%) [
7]. Inhomogeneous and porous, it can be used as an adsorbent to purify water. The coarse-grained slag, 90% of the total CGS output, has a relatively low carbon content and is dense, hard, inhomogeneous and amorphous [
8]. It has many uses, such as a polishing compound, a cement additive, a component of concrete aggregate and road-surface coating [
5,
7,
9,
10,
11].
As is widely known, much of the CGS produced by CGT has been harmful to the local ecological environment. Due to similar serious environmental problems are known to have been caused by CGS abroad (such as in Spain, Poland and Japan), a lot of research on uses of CGS has been carried out [
12,
13,
14,
15,
16,
17]. They found that the CGS could be used to fabricate building bricks, but the mechanical properties of such bricks could be improved. They also confirmed the potential for lightweight aggregates by using integrated-gasification combined cycle slag and demonstrated that their properties rivalled those of existing commercial lightweight aggregates. In China, gasification slags have been used mostly in civil construction such as raw materials for pavement or building bricks and pavement-base/subbase [
18,
19,
20,
21,
22]. However, these research results do not make full use of the cementitious characteristics of CGS.
It is also well known that the physical and chemical characteristics of CGS determine its suitability for various uses [
23]. Mechanical activation is a method that can induce a series of physical and chemical changes in solid materials by applying shear, compression, impact, bending and extension, which also induce solid–liquid, solid–gas and solid–solid chemical reactions [
24]. In the process of mechanical grinding, the structure of solid materials will be greatly changed: The particle size of inorganic nonmetallic materials will be rapidly refined, the surface area of particles will rapidly increase, crystal-lattice distortion will occur and lattice defects will be produced and the amorphous (non-crystalline) character will be intensified [
25,
26]. At the same time, the chemical activity will increase, and the reaction conditions between inorganic nonmetallic materials and other materials will be reduced, thus resulting in the so-called mechanization-learning effect [
27,
28]. In the process of mechanical grinding, if the chemical composition of the solid material does not change, it is called mechanical activation, but if the chemical composition or structure of the solid material also changes, it is called mechanochemical activation [
29,
30]. Under the action of mechanochemistry, solid materials have more active points per unit mass, which can greatly improve the reactivity; it has been used widely in practical applications [
31]. In addition, the most commonly used mechanical activation instruments in the laboratory are ball mill, vibration mill and prototype machine. However, there are few experimental studies about improving activity by mechanical activation, the effect of mechanical-activation methods on basic physical and chemical CGS properties. Too, the reaction mechanism of preparing cementitious materials from CGS have not been reported [
32,
33].
As CGS is generally coarse-grained, reactivity is minimal without grinding. In this study, we focused our research on CGS produced by CGT. The differences in physical and chemical characteristics of CGS subjected to various mechanical activations were analyzed from different perspectives, such as particle-size distribution, mineral composition, degree of crystallinity, particle morphology, chemical bond, surface activity and binding energy, anionic-polymerization degree and hydration properties. To understand the physical and chemical changes induced by various mechanical activations, the activated CGS was characterized by particle-size analysis, X-ray diffraction (XRD), scanning electron microscopy (SEM), Fourier transform infrared (FTIR) spectroscopy and X-ray photoelectron spectrometry (XPS). Furthermore, we assessed the hydration characteristics of cementitious material prepared from activated slag.
3. Properties of Mechanically Activated Coal-Gasification Slag
3.1. Particle-Size Distribution of Activated Slag
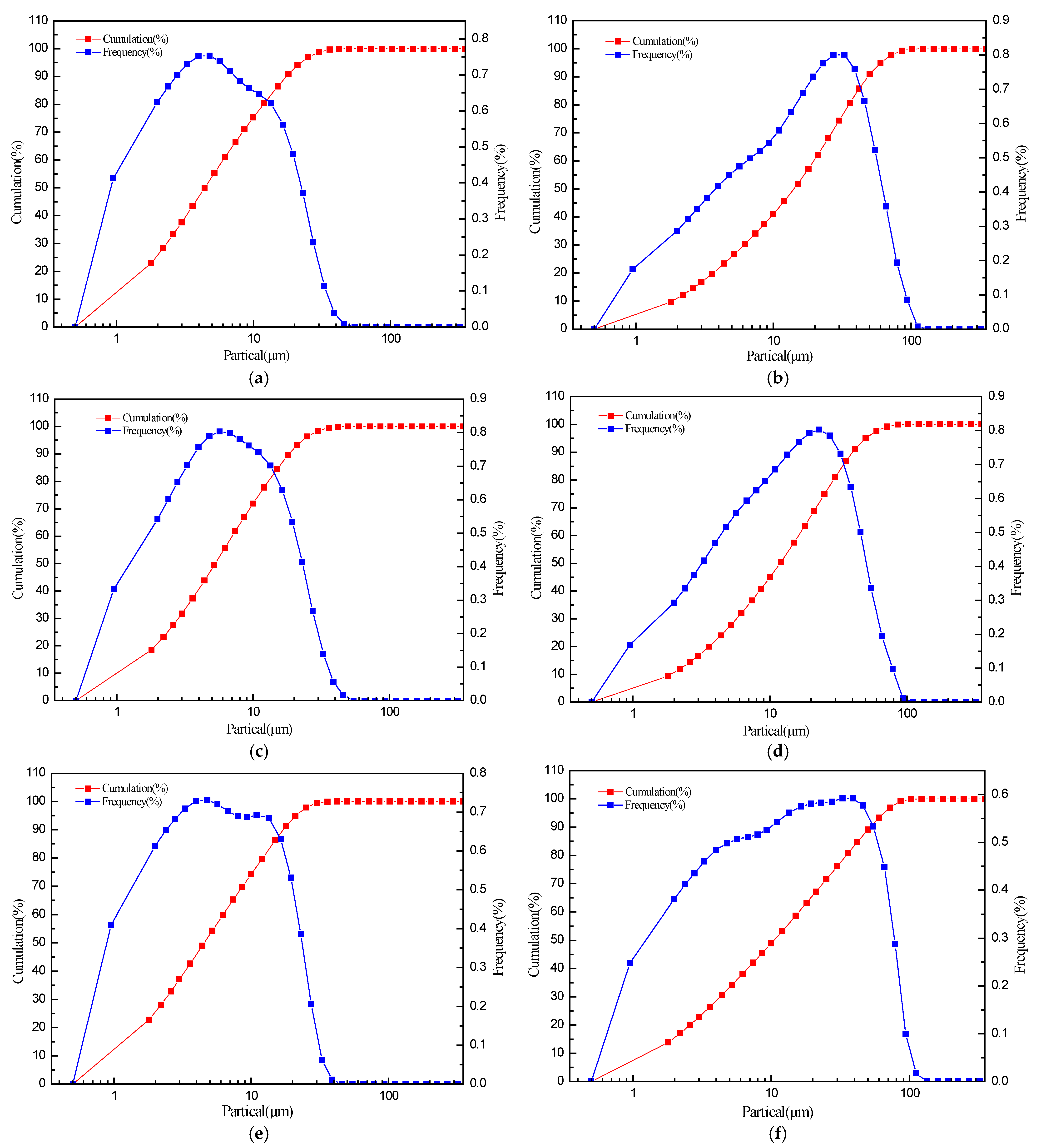
The particle-size distribution of CGS activated by different grinding methods was measured by a laser particle-size analyzer (
Figure 2). The particle size of by different grinding methods are shown in
Table 3, The CGS particle size is significantly reduced by controlled extension of the grinding time by a particular method. This may be due to the natural defects in the CGS subjected to the action of mechanical force. When the slag is being destroyed, its particle size is rapidly refined along the defect interface, showing a macroscopic decrease in particle size and an increase in specific surface area.
The particle-size and frequency distribution curves for CGS activated by the three grinding methods are similar. The particle size averages ~7 μm, and <20 μm particles account for >90%. The median particle size and volume average particle size of the CGS are similar for the three different grinding methods (QM, ZD and ZY), and their particle-size and frequency distribution curves are very similar. The particle size is concentrated mainly ~20 μm, and the particle size of >90% particles is <50 μm. Thus, it is apparent that the different grinding methods have little effect on the CGS particle-size distribution. The purpose of extending the activation time of mechanical activation is to optimize the particle size distribution of samples. Previous studies have shown that the geopolymer synthesized by the samples has a low strength value, which is closely related to the particle size distribution of samples [
34].
The specific surface area of the material output by different grinding methods applied for different grinding times is shown in
Table 4.
After applying any of the different grinding methods, the specific surface area of the activated slag significantly increases owing to structural damage to the material under the action of mechanical force, which leads to the reduction of particle size. Comparing the different grinding methods resulting in the same particle size, the specific surface area of the CGS produced by mechanical activation by the prototype machine is the largest, and that generated by the vibration mill is the smallest. This is caused by the different working principles of different equipment for grinding materials. However, when applying the same grinding method, the specific surface area of the material increases significantly with the extension of grinding time. This phenomenon is related to the particle-size distribution of the material, to which in turn the change in surface area corresponds [
35]. With the appropriate increase in grinding time, the material particle size decreases and its specific surface area increases, and the phase composition will change.
3.2. Mineral-Composition Analysis
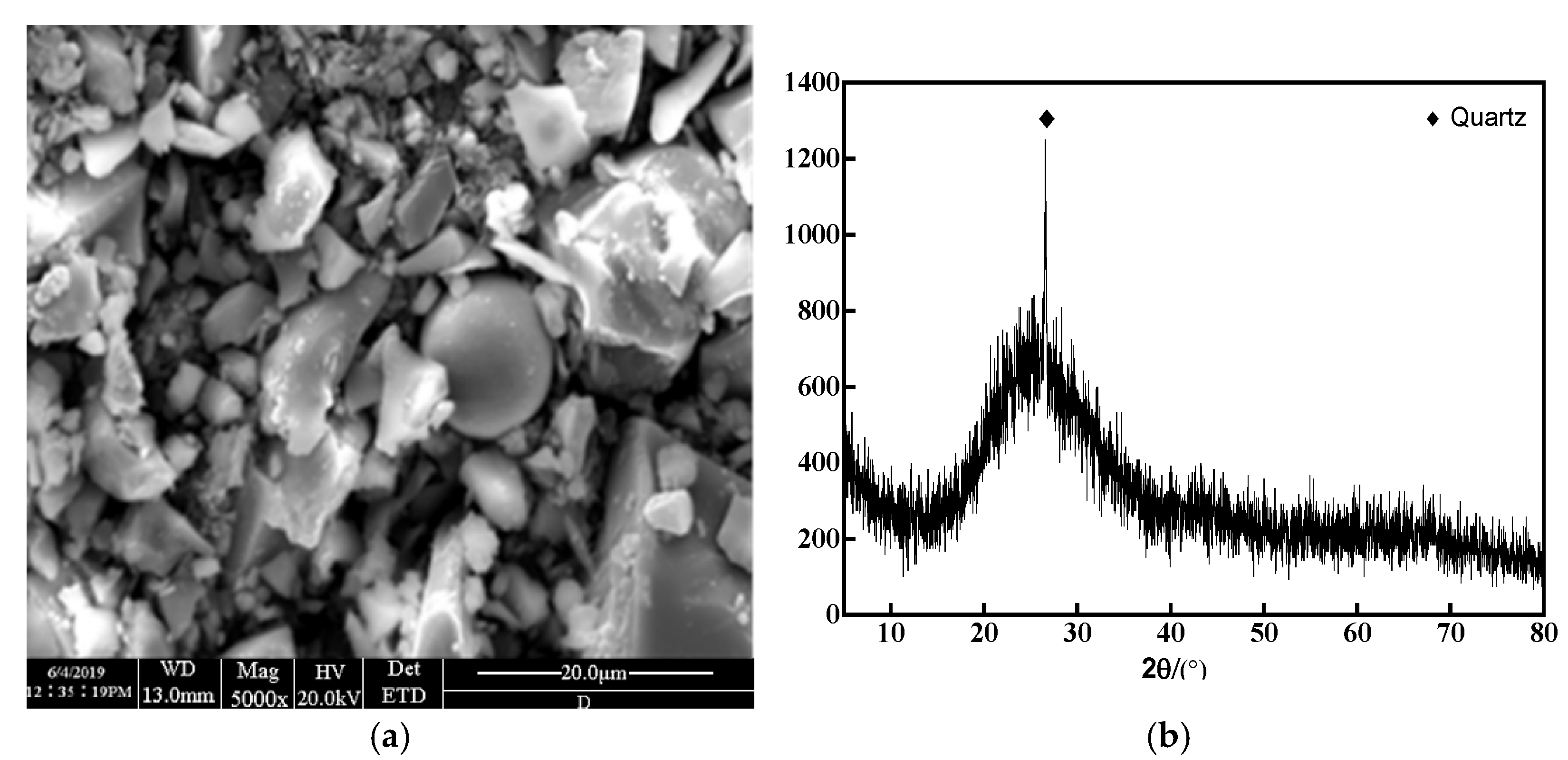
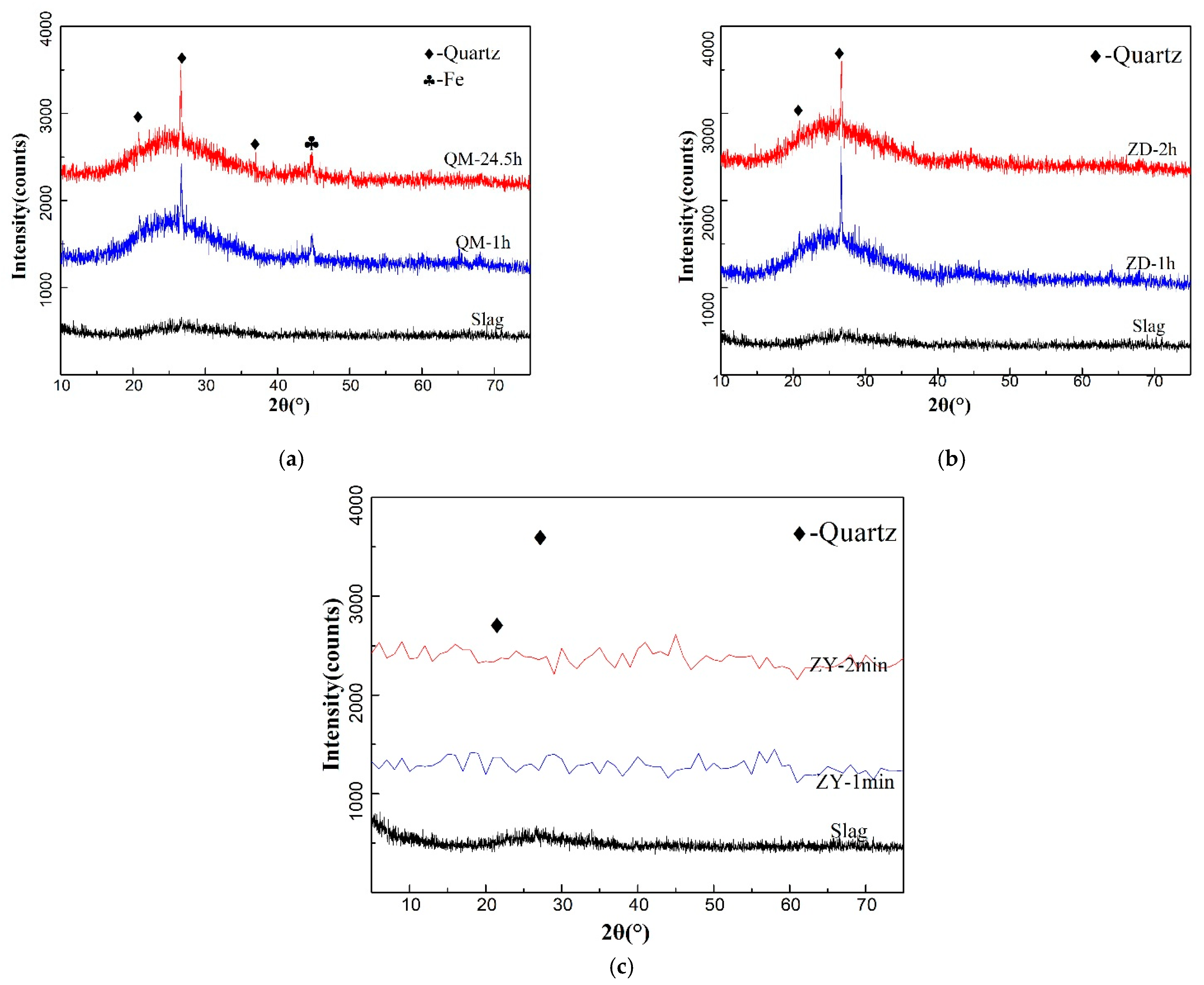
The diffraction pattern of the cinder (
Figure 3) is a disordered pattern. With no obvious crystal peak, it represents mainly amorphous material. The mechanochemical effect of the CGS was produced by different mechanical treatments. A narrow and sharp crystal peak and a non-crystal (amorphous) bulge peak are apparent at 20~30° (2θ); the crystal peak represented the quartz phase, produced by all three methods in a short grinding time. In contrast, a crystal peak at 47° represents an iron phase that appeared in the ball-milling diffraction pattern but was not produced by the other two methods. This may be due to the mechanical damage to the CGS structure, particle-size reduction, being encased in the inner quartz-crystal structure later exposed, or the formation of the iron phase may be due to the extrusion, impact and collision between grinding balls, which results in the mixing of some iron phases in the powder. With increased grinding time, the intensity of the diffraction peak of the original crystal decreases, the intensity of the amorphous bulge peak increases, and the diffraction peak is more diffused. With the simultaneous quartz-crystal-lattice distortion, the structure changes to amorphous as the crystallinity of the slag decreases, the inert glass structure depolymerizes and the dissolution rate of active Si and Al in the CGS increases.
It is known that mechanical activation can cause the reduction in crystallinity degree of mineral phases, i.e., and active sites increase in the amorphous content. The transformation of crystalline material into amorphous enhances its reactivity. Mechanical activation influenced enhanced availability of activated SiO
2 and Al
2O
3 during the process of geopolymerization [
36,
37].
3.3. Particle Morphology
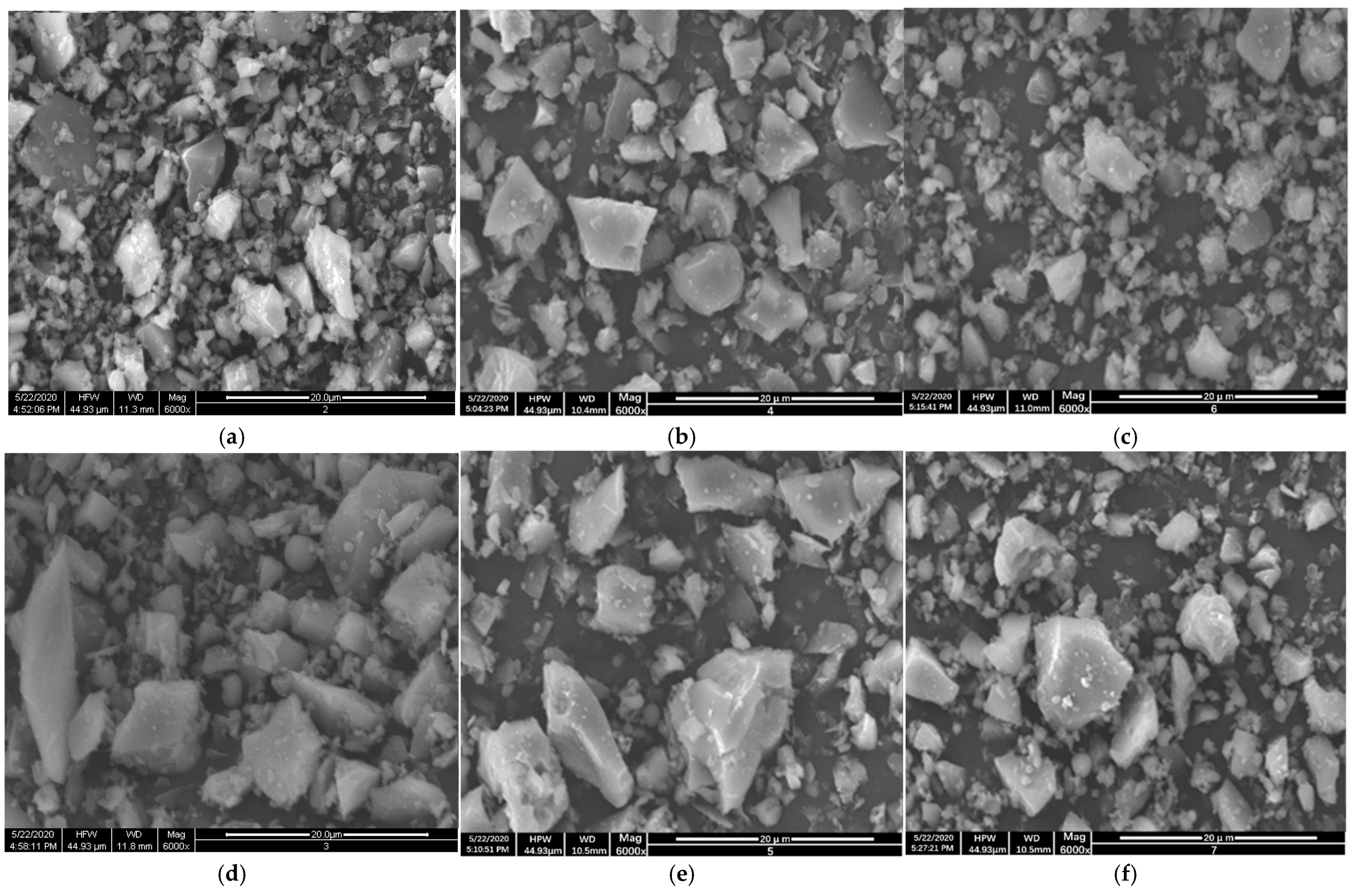
CGS micromorphology has changed greatly after being ground by various grinding equipment. Under the action of mechanical force, spherical particles and dense irregular larger particles form sheetlike or blocklike configurations to varying degrees; the particles are rapidly ground finer, the original spherical particles giving way to compact irregularly shaped particles with sharp edges and corners and showing good dispersion [
37].
By comparing the output from the same grinding method at different grinding times, we found that (
Figure 4) over time, the irregular large particles collided and impacted each other under the action of mechanical force, whereby they were further refined into smaller irregular particles showing no evidence of the structure of the original spherical particles. A good particle-size distribution is established as a small number of large particles and a large number of small particles become thoroughly intermixed, while also a large number of spherical particles in the slag become almost invisible and a large number of irregular polygonal particles form. We also found that the CGS particles formed by ball and vibration mills have sharp edges and corners, whereas the CGS formed by the prototype sample-making machine has relatively smooth edges and corners. A photomicrograph also revealed that the particle size of the CGS sample after grinding by the prototype machine is smallest and after grinding by the vibration mill is the largest; this outcome is consistent with the specific surface area of resulting particles given different grinding methods. The sample-making machine yields the largest specific surface area, while the vibration mill yields the smallest.
3.4. Chemical-Bond Analysis
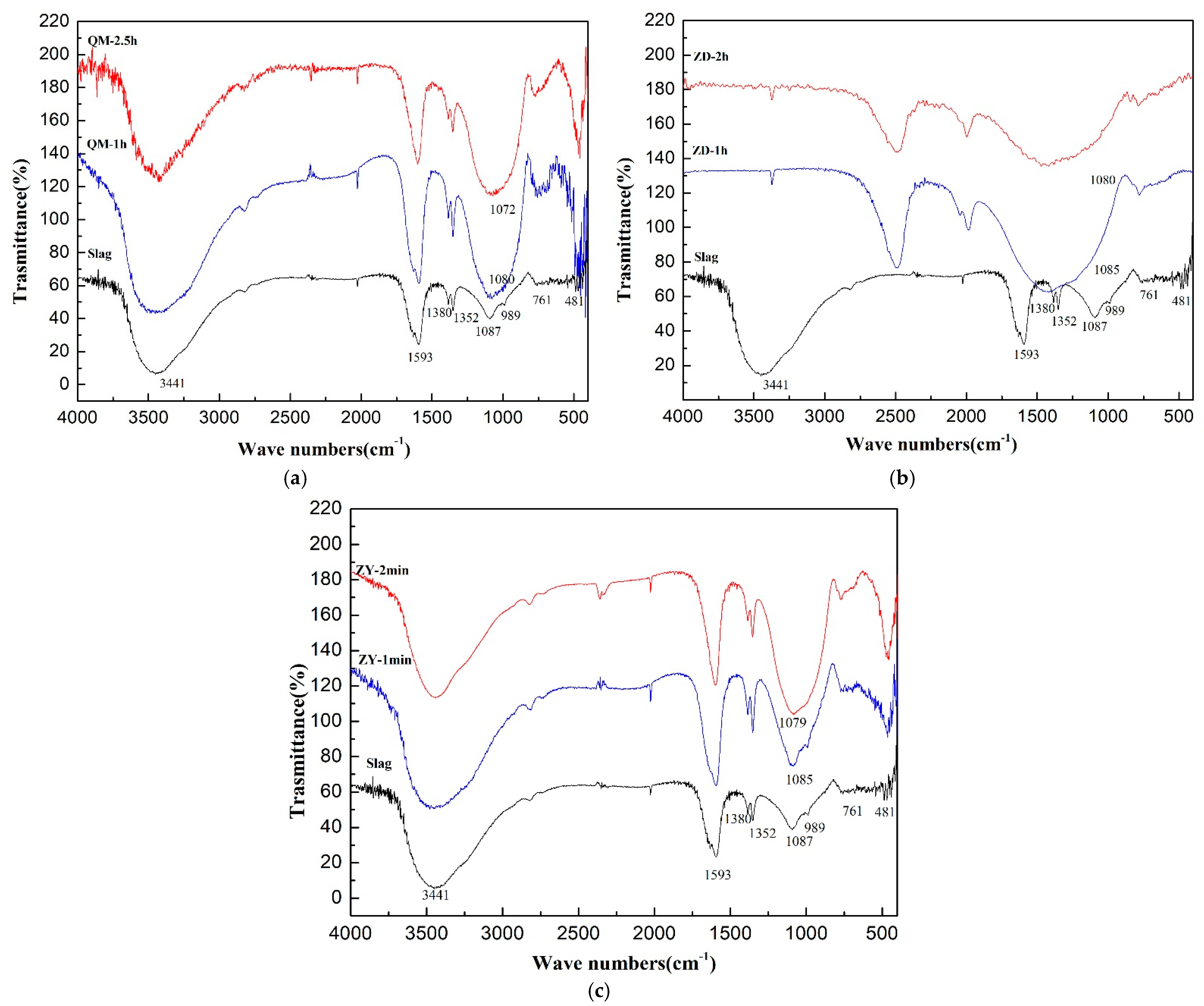
The CGS records changes in a physical-chemistry series under the action of mechanical force. We used FTIR to analyze the internal structural change of the CGS activated by mechanical treatment.
The presence of quartz causes a series of bands at about 1150, 1080, 796–778 (double band) and 480 cm
–1 [
38,
39,
40]. There are stretching-vibration peaks in the slag (
Figure 5); the strong absorption peak at 3441 cm
−1 and 1593 cm
−1 are caused by stretching vibration of the O–H bond, and the absorption peak at 1380 cm
−1 and 1352 cm
−1 are caused by stretching vibration of C–O–C, the absorption peaks at 1087 cm
−1 and 989 cm
−1 are caused by the asymmetric stretching vibration of the Si–O–Si bond. The wave band at 761 cm
−1 may be related to the symmetric stretching vibration of Si–O–Si and the AlO
4 vibration, and the absorption peak at 481 cm
−1 is caused by the bending vibration of the Si–O–Si bond.
The FTIR spectra of CGS activated by different grinding methods are similar, and the absorption peaks of CGS activated by ball or vibration milling and by prototype-machine grinding at 1087 cm−1 and 989 cm−1 shift to lower wavenumbers to different degrees, and with the increase in grinding time, the absorption peak at 989 cm−1 decreases gradually until it disappears. The shift from the absorption peak to the low wavenumber can reflect the change of the structure of the silicon–oxygen tetrahedron in the activated CGS; the change of the degree of polymerization from the high to the low state leads to the increase of the content and activity of the low state vitreous. The bending vibration of the Si–O–Si bond at 481 cm−1 also confirms this phenomenon.
Given the same grinding method, at shorter grinding times, the peak intensity of the spectral lines increases and the absorption-band intensity increases because of the quartz-crystal phase in the CGS after grinding. However, as the grinding continues, the band of the absorption spectrum becomes wider and weaker owing to the destruction of the crystal lattice and the depolymerization of the glass structure of the high polymer state. From the above analysis, it can be concluded that the CGS bond structure can be changed by using different mechanical-grinding methods; the CGS crystallinity is reduced, the structure becoming amorphous as the content of activated glass increases.
3.5. Surface-Activity Analysis
From these results (
Table 5), it can be seen that three different grinding methods can effectively improve the digestion rate of activated SiO
2 and Al
2O
3 in CGS. Furthermore, the total amount of SiO
2 and Al
2O
3 in activated CGS from the use of a vibration mill or a prototype machine was similar, while the total amount of SiO
2 and Al
2O
3 dissolved from activated CGS was the lowest when ball milling was used. Given the same grinding method, the dissolution rate of active SiO
2 and Al
2O
3 increases with the increase in grinding time, because with the extension of grinding time, the mechanical force acting on the material destroys its structure, crystalline material becomes amorphous, the structure of the inert vitreous body is dispersed and depolymerized and the SiO
2 and Al
2O
3 in the amorphous mineral are separated to form active SiO
2 and Al
2O
3. With higher dissolution rates of SiO
2 and Al
2O
3 in activated CGS, both the activity of activated SiO
2 and Al
2O
3 and the degree of participation of activated SiO
2 and Al
2O
3 as cementitious material in hydration reactions increase.
3.6. Surface Binding Energy
XPS analysis was used to further understand the chemical-state changes of several typical elements in CGS particles before and after mechanochemical activation. Full-spectrum scanning indicated that the elements O, Si, Al and Ca were mainly near the surface of slag (especially in ball-milled slag). Then we applied fine-spectra scanning of O1s, Si2p, Al2p and Ca2p.
That the electron-binding energy of elements changes with mineral structure enables qualitative analysis of the structure and activity of minerals using XPS analysis (
Figure 6). By analyzing cement, fly ash and slag, we found that the binding energy of Si
2p is related to the activity of cementitious materials; accordingly, lower Si
2p binding energy means higher cementitious activity of materials. The maximum binding energy of Si
2p is 103.23 eV, and the minimum binding energy of 4.5 h ball-milled slag is 102.67 eV, which shows that the activity of 4.5 h ball-milled slag is the highest, that of 2.5 h ball-milled slag is second and the original slag is lowest (
Table 6).
In the Al
2p XPS spectra, the peak position shifts in the direction of small-electron-binding energy with the increase in ball-milling time. The electron-binding energy of ball milling 2.5 h slag is the smallest and that of raw slag is the largest; thus, from the binding-energy value, it can be concluded that the aluminum in the raw slag is mainly in the state of six-coordination, and the aluminum in the ball-milled CGS is mainly in the form of the aluminum–oxygen tetrahedron, which shows that the bond structure in the CGS has been changed by the action of mechanical force, and the change of binding energy increases the activity of slag. In minerals, silicon and aluminum exist mainly in the structure of silicon–oxygen and aluminum–oxygen tetrahedra. The change in the binding energy of silicon and aluminum results mainly from the polarization of silicon and aluminum by oxygen, during which the binding energy of oxygen also changes. The changing trend of the binding energy of oxygen, which is the same as that of silicon and aluminum, may reflect CGS activity enhanced by mechanical action, and that activity increases with the duration of mechanical action (
Table 6).
The reactivity of material attributes to its high surface [
40,
41,
42], The activity of cementitious materials also is higher with higher Ca content on the surface of the samples. According to the XPS spectra, the peak area of Ca
2p and the content of Ca
2p on the surface increased with grinding time, which indicated that the degree of Ca
2+ participating in hydration reactions had increased. Apparently, mechanical activation can promote CGS gelling activity. The regularity of the surface electron-binding energy of O
1s, Si
2p, Al
2p and Ca
2p orbitals before and after CGS activation shows that the activation can change the CGS mineral structure. A decrease in binding energy indicates a lower degree of aggregation of minerals, presumably owing to the mineral structure’s becoming unstable, with an increase in surface reactivity. This interpretation is consistent with XRD and FTIR analysis before and after CGS activation.
4. Activity Index of Cementitious Materials Prepared from Activated Slag
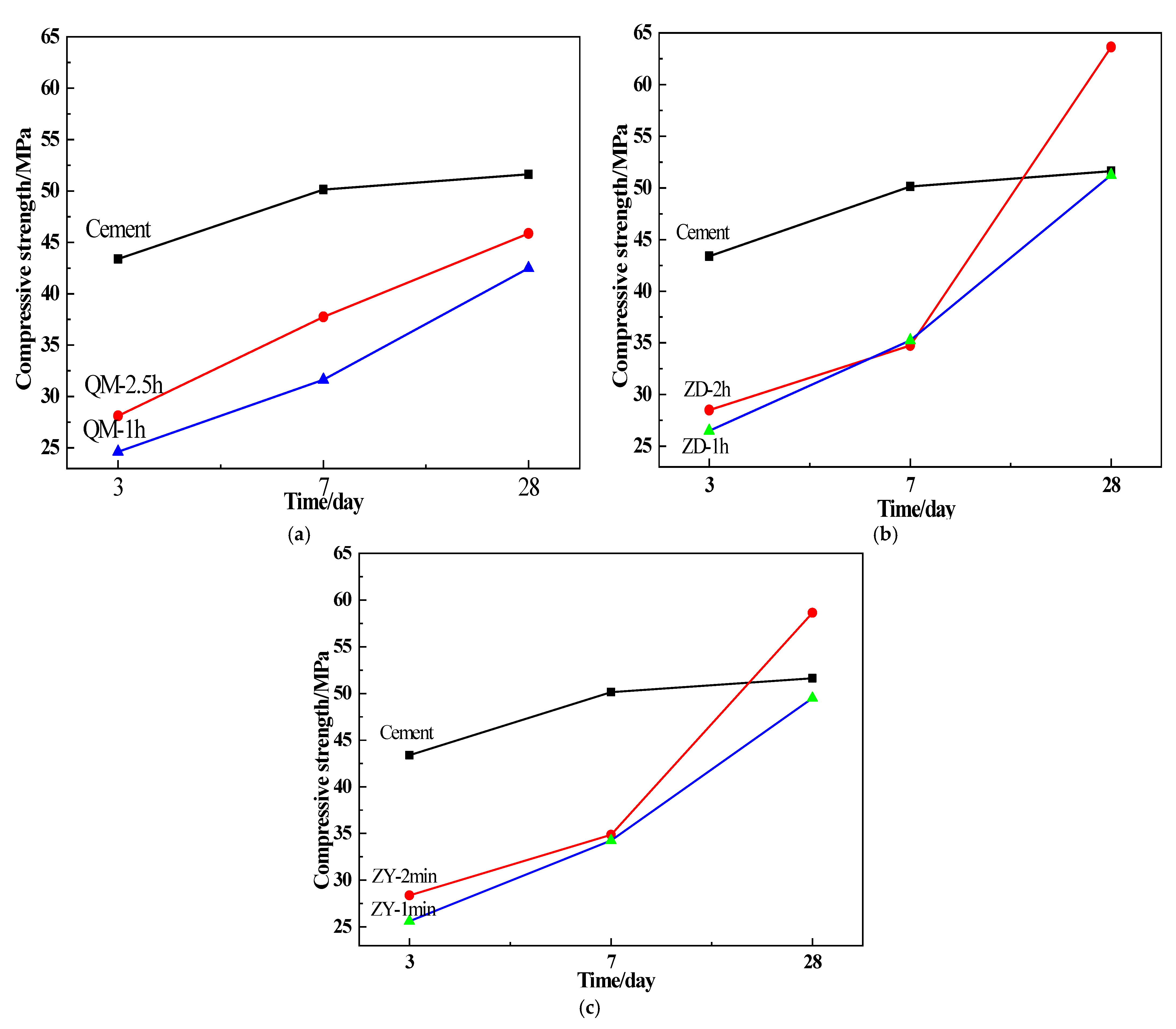
The composite cementitious materials used in this study were prepared by mixing activated slag and cement in a 7:3 ratio and using a water–cement ratio of 2:5. By analyzing and characterizing the mechanical and microcosmic properties of the composite cementitious block, we explored the effect of activated CGS on the hydration process of the composite system and determined the optimum process of generating composite cementitious material, thereby providing a reliable way for the application of CGS.
According to the comparative analysis of the strength of samples subjected to different grinding methods (
Figure 7), the hydration effect of the system with ball-milled CGS is the worst, while the hydration effect of the system with vibration-milled CGS is the best (and its activity index is higher). For the QM-2.5 h block, the compressive strength of the block had decreased by 35.16%, 24.69% and 18.89% by the ages 3 d, 7 d and 28 d, respectively, and for QM-1 h specimen, the compressive strength was 43.23%, 36.90% and 17.67% lower by the ages 3 d, 7 d and 28 d, respectively, than that of cement paste. The difference in compressive strength between the composite cementitious block and the pure cement block was decreasing; the strength of ZD-2 h and ZY-2 min samples even exceeded that of pure-cement samples after hydration for 28 d. The activity index of ZD-2 h and ZY-2 min samples were 123.2% and 114.6% (
Table 7), respectively.
Previous studies have shown that the reactivity of materials increases (characterized by increasing the mechanical strength of geopolymers) [
43,
44,
45,
46]. The results of this study confirmed that the reactivity of CGS was greatly enhanced in particle size. When the median size (D
50) decreases to less than 10 μm, the geopolymer strength tends to increase. The early low strength and late high strength of the composite cementitious block may be due to the activity effect and microaggregate effect of CGS. As the activated CGS was used as cementitious material to replace part of the cement, the clinker mineral content of the composite cementitious system decreased. Early hydration of the system was less than that of a pure-cement system. The pozzolanic activity of activated slag was fully stimulated in the alkaline environment formed by hydration of the cement, and the reaction between the calcium dihydroxide so formed and the activated SiO
2 and Al
2O
3 dissolved by activated CGS promoted the secondary hydration of the cement. However, because the particle size of the activated CSG was smaller than that of cement, it could develop good particle gradation with cement and fill the gap between cement particles. This improved the densification of the composite cementitious system before hydration, and, at a later stage, the strength of the block was also improved.
Thus overall, the specific surface area of powder particles can be improved, the particle size reduced, the complete crystal structure of powder particles was broken and the degree of crystallization of slag reduced. Furthermore, the surface energy of Si, Al, Ca and other effective elements can be improved and the dissolution of active SiO2 and Al2O3 enhanced through mechanical activation. In summary, the CGS can be used as cement admixture.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}