Effects of Chromic Treatment on the Surface Properties of Polypropylene (PP) Wood Composites


 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Manufacturing
2.3. Surface Chemical and Physical Properties
2.4. Contact Angle
2.5. Statistical Analysis
3. Results and Discussion
3.1. Analysis of Variance
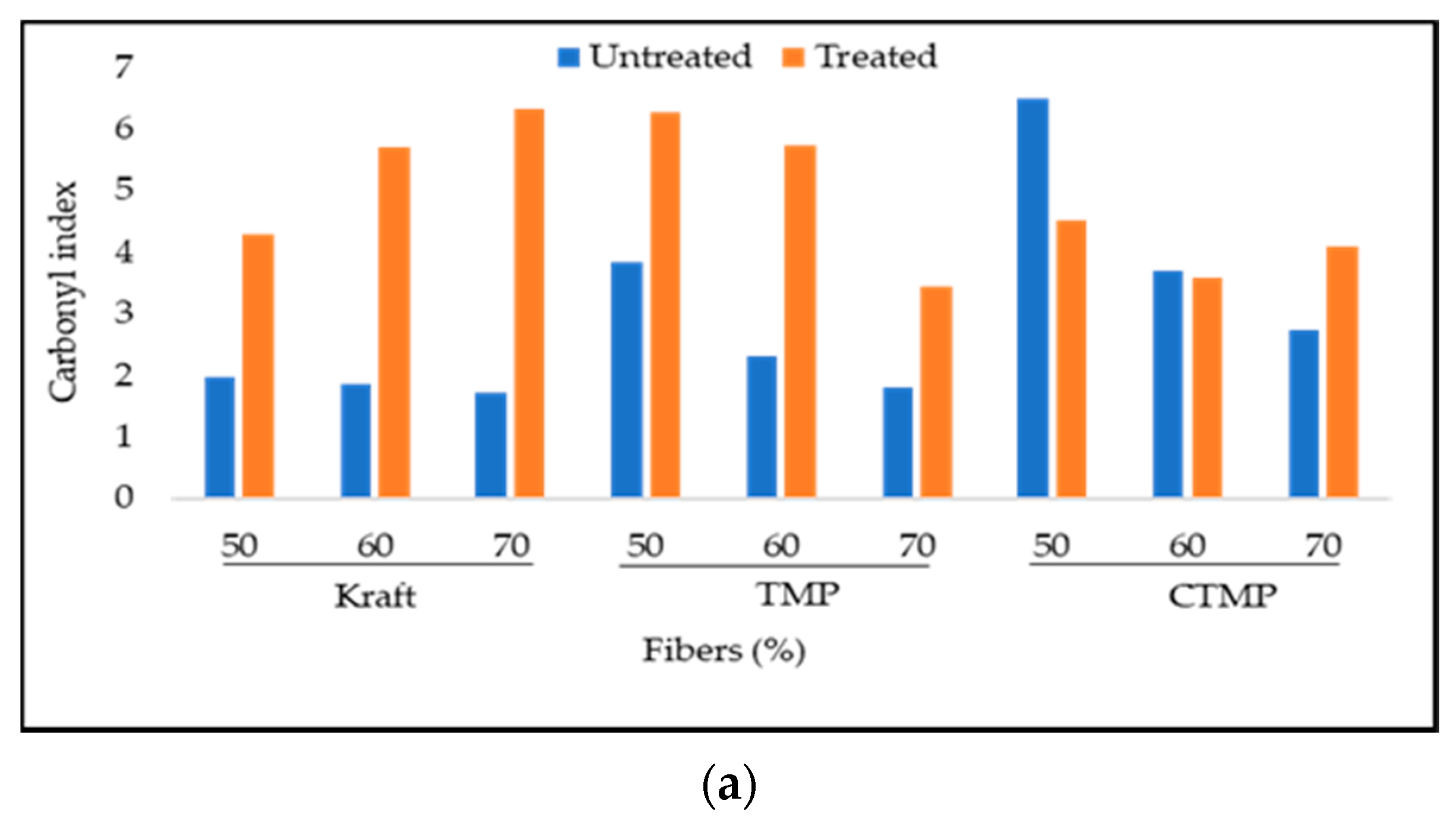
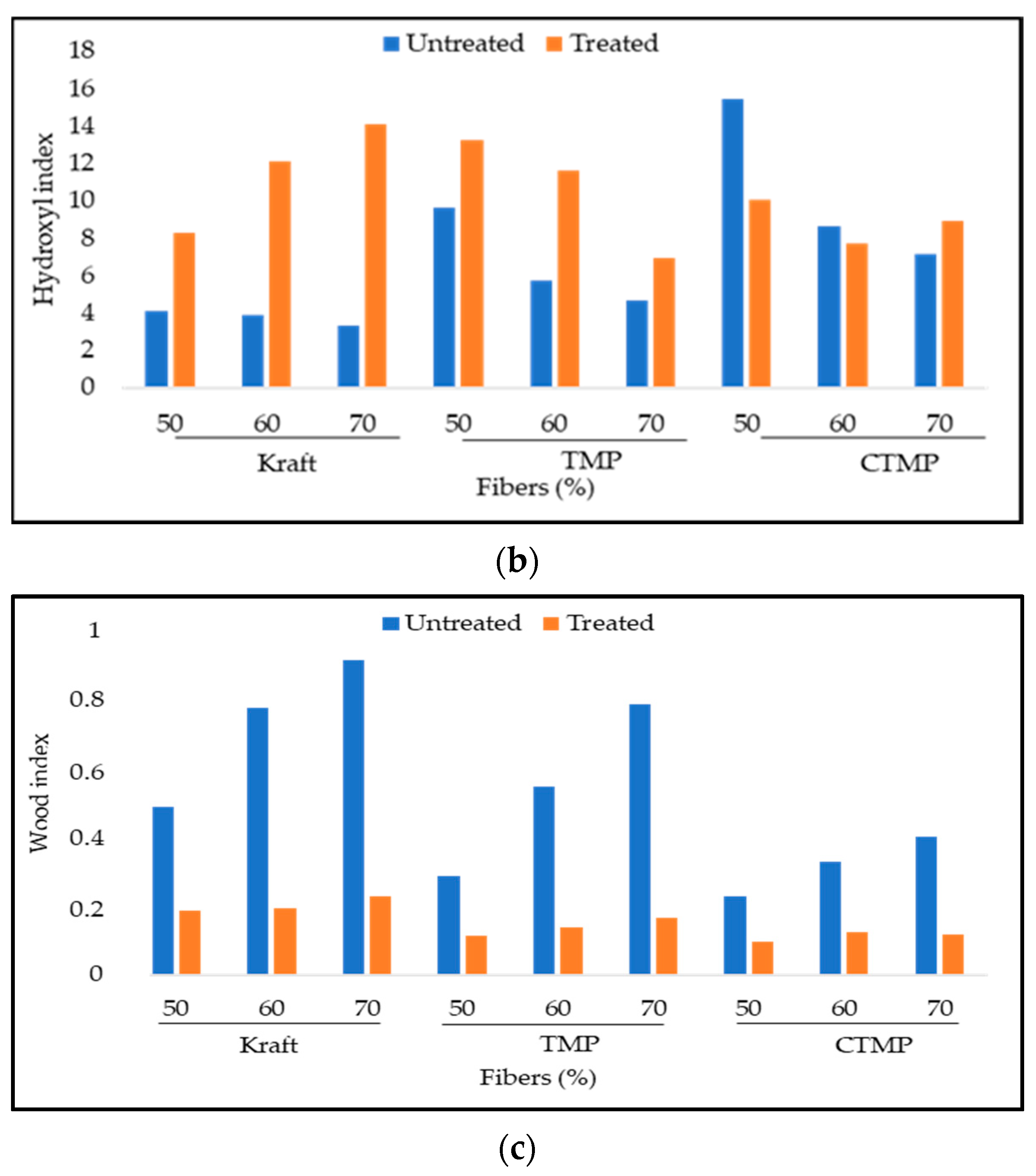
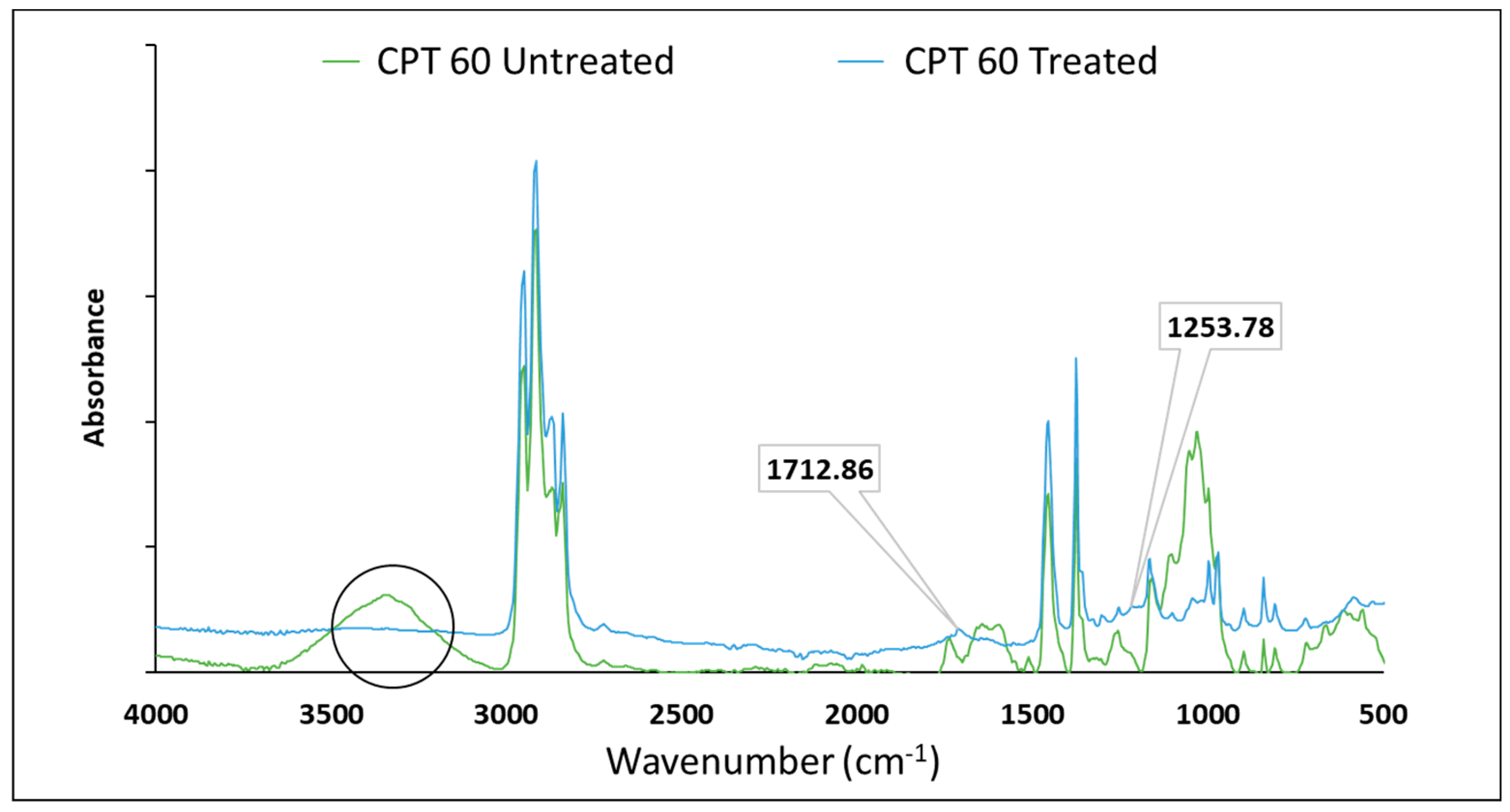
3.2. Effect of Chromic Treatment on Surface Chemistry
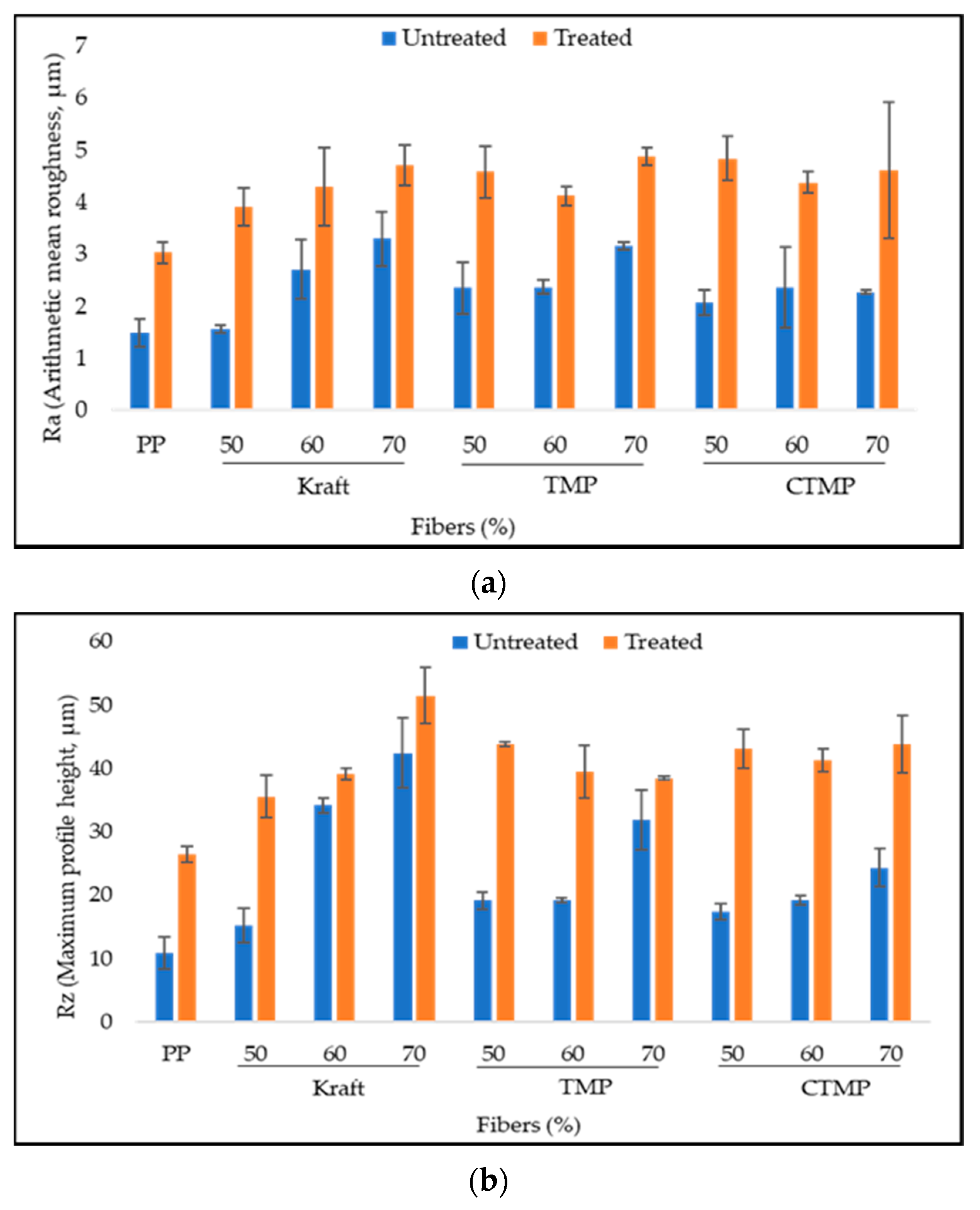
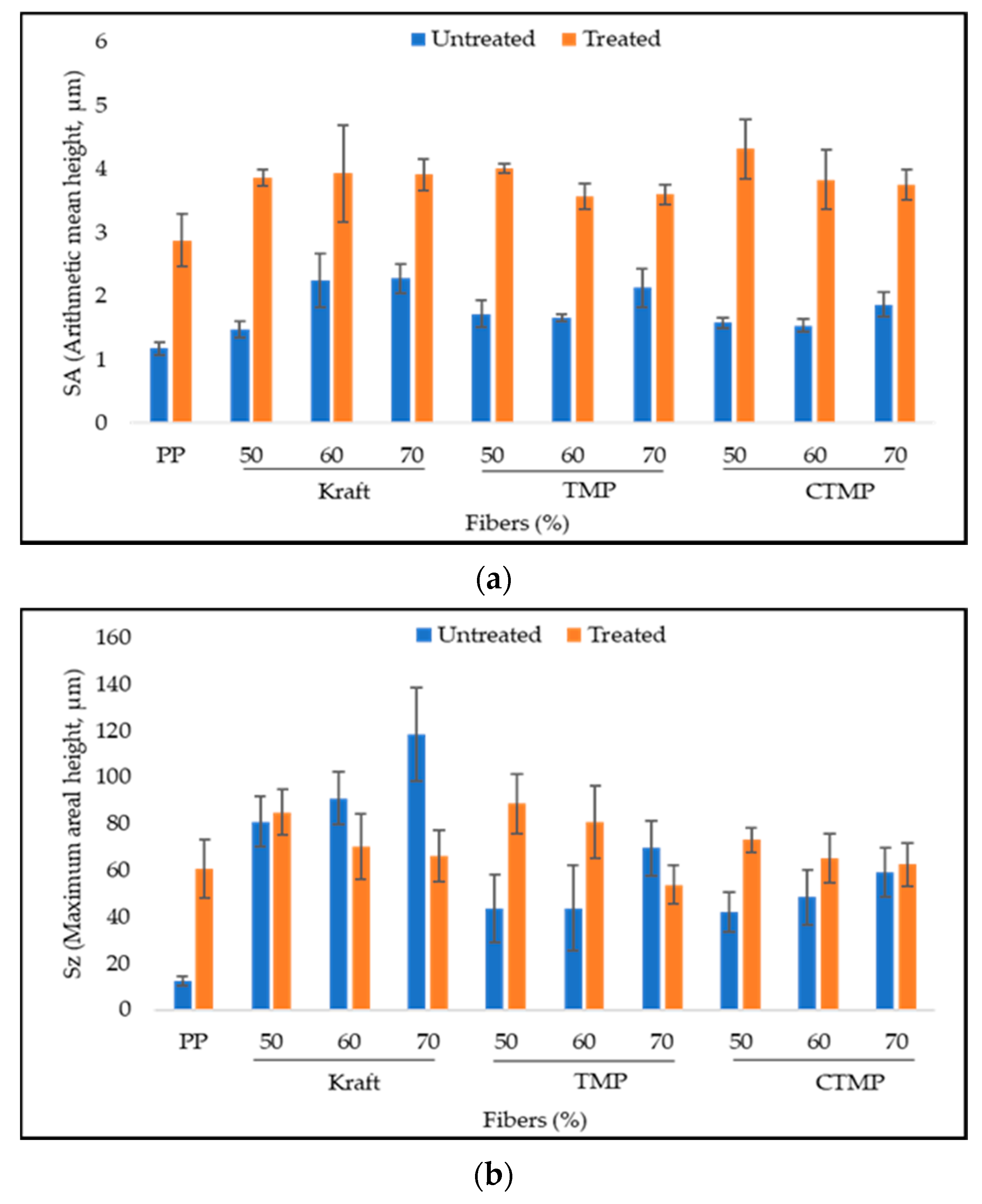
3.3. Effect of Chromic Treatment on Topography and Roughness
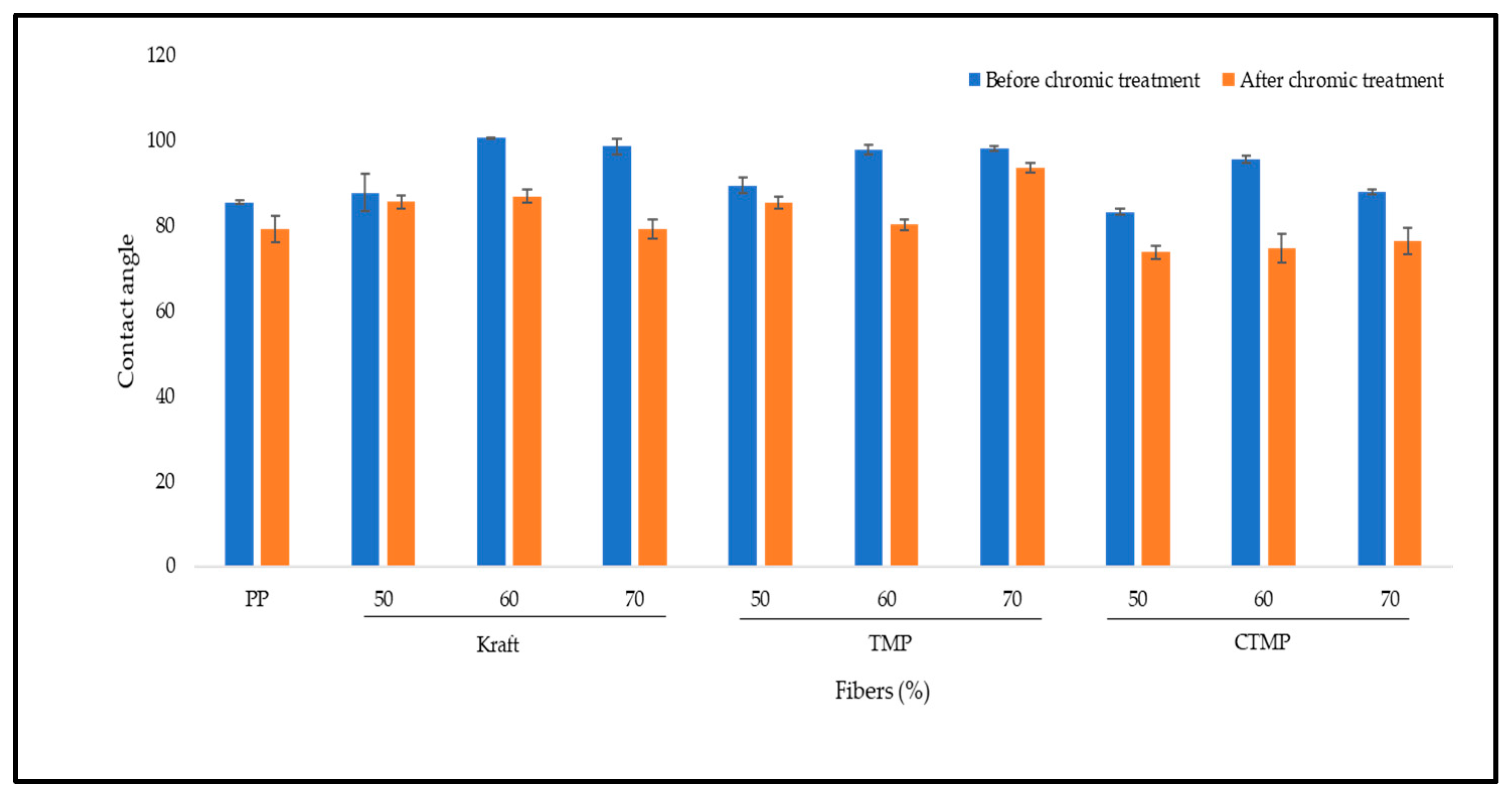
3.4. Effect of Chromic Treatment on Contact Angle
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Migneault, S.; Koubaa, A.; Perré, P.; Riedl, B. Effects of wood fiber surface chemistry on strength of wood-plastic composites. Appl. Surf. Sci. 2015, 343, 11–18. [Google Scholar] [CrossRef]
- Gupta, B.S.; Laborie, M.-P. Surface activation and adhesion properties of wood-fiber reinforced thermoplastic composites. J. Adhes. 2007, 83, 939–955. [Google Scholar] [CrossRef]
- Mahlberg, R.; Niemi, H.E.-M.; Denes, F.; Rowell, R.M. Effect of oxygen and hexamethyldisiloxane plasma on morphology, wettability and adhesion properties of polypropylene and lignocellulosics. Int. J. Adhes. Adhes. 1998, 18, 283–297. [Google Scholar] [CrossRef]
- Wolkenhauer, A.; Avramidis, G.; Hauswald, E.; Militz, H.; Viol, W. Sanding vs. plasma treatment of aged wood: A comparison with respect to surface energy. Int. J. Adhes. Adhes. 2009, 29, 18–22. [Google Scholar] [CrossRef]
- Wang, H.; Chen, S.J.; Zhang, J. Surface treatment of LLDPE and LDPE blends by nitric acid, sulfuric acid, and chromic acid etching. Colloid Polym. Sci. 2009, 287, 541–548. [Google Scholar] [CrossRef]
- Brewis, D.M.; Mathieson, I. Adhesion and Bonding to Polyolefins; Smithers Rapra Publishing: Shrewsbury, UK, 2001. [Google Scholar]
- Akhtarkhavari, A.; Kortschot, M.T.; Spelt, J.K. Adhesion and durability of latex paint on wood fiber reinforced polyethylene. Prog. Org. Coat. 2004, 49, 33–41. [Google Scholar] [CrossRef]
- Oporto, G.S.; Gardner, D.J.; Bernhardt, G.; Neivandt, D.J. Characterizing the mechanism of improved adhesion of modified wood plastic composite (WPC) surfaces. J. Adhes. Sci. Technol. 2007, 21, 1097–1116. [Google Scholar] [CrossRef]
- Gramlich, W.; Garner, D.J.; Neivandt, D.J. Surface treatments of wood–plastic composites (WPCs) to improve adhesion. J. Adhes. Sci. Technol. 2006, 20, 1873–1887. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martin-Martinez, J.M. Surface modification and adhesion of wood-plastic composite (WPC) treated with UV/ozone. Compos. Interfaces 2018, 25, 127–149. [Google Scholar] [CrossRef]
- Mirabedini, S.M.; Rahimi, H.; Hamedifar, S.; Mohseni, M. Microwave irradiation of polypropylene surface: A study on wettability and adhesion. Int. J. Adhes. Adhes. 2004, 24, 163–170. [Google Scholar] [CrossRef]
- ASTM D2093-03(2017). Standard Practice for Preparation of Surfaces of Plastics Prior to Adhesive Bonding; ASTM International: West Conshohocken, PA, USA, 2017; Available online: https://www.astm.org/Standards/D2093.htm (accessed on 20 November 2020).
- Blais, N.C.; Truhlar, D.G. Monte Carlo trajectories: Dynamics of the reaction F+ D2 on a semiempirical valence-bond potential energy surface. J. Chem. Phys. 1973, 58, 1090–1108. [Google Scholar] [CrossRef]
- Teng, X.L.; Di, M.W. Effect of liquid oxidation surface treatment on bonding properties of wood/polyethylene composites. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2011; Volume 66–68, pp. 907–910. [Google Scholar] [CrossRef]
- Moghadamzadeh, H.; Rahimi, H.; Asadollahzadeh, M.; Hemmati, A.R. Surface treatment of wood polymer composites for adhesive bonding. Int. J. Adhes. Adhes. 2011, 31, 816–821. [Google Scholar] [CrossRef]
- Hou, Y.; Yan, S.; Guo, X.; Di, M. Combined surface treatment of polyethylene wood-plastic composites to achieve rapid bonding with desired adhesion properties. Bioresources 2017, 12, 6434–6445. [Google Scholar] [CrossRef][Green Version]
- Ryntz, R.A. Adhesion to Plastics Molding and Paintability; Polymer Surfaces and Interfaces Series; Globe Press: Weizback, Denmark, 1998. [Google Scholar]
- Drnovska, H.; Lapcik, L.; Bursikova, V.; Zemek, J.; Barros-Timmons, A.M. Surface Properties of Polyethylene after Low-Temperature Plasma Treatment. Colloid Polym. Sci. 2003, 281, 1025–1033. [Google Scholar] [CrossRef]
- Bhat, N.V.; Upadhyay, D.J. Plasma-induced Surface Modification and Adhesion Enhancement of Polypropylene Surface. J. Appl. Polym. Sci. 2002, 86, 925–936. [Google Scholar] [CrossRef]
- Strobel, M.; Sullivan, N.; Branch, M.C.; Jones, V.; Park, J.; Ulsh, M.; Strobel, J.M.; Lyons, C.S. Gas-phase Modeling of Impinging Flames used for the Flame Surface Modification of Polypropylene Film. J. Adhes. Sci. Technol. 2001, 15, 1–21. [Google Scholar] [CrossRef]
- Gardner, D.J.; O’Neill, S.; Peterson, M.; Robinson, J. The Application of Flame Treatment to Promote Structural Adhesive Bonds in Wood Plastic Composite Laminates. In Proceedings of the 8th International Conference on Wood Fiber Plastic Composites, Madison, WI, USA, 23–25 May 2005. [Google Scholar]
- Ranby, B.; Yang, W.T.; Tretinnikov, O. Surface Photo-grafting of Polymer Fibers, Films and Sheets. Nucl. Instrum. Methods Phys. Res. 1999, 151, 301–305. [Google Scholar] [CrossRef]
- Blais, P.; Carlsson, D.J.; Csullog, G.W.; Wiles, D.M. The Chromic Acid Etching of Polyolefin Surfaces and Adhesive Bonding. J. Colloid Interface Sci. 1974, 47, 636–649. [Google Scholar] [CrossRef]
- Mohamed, M.R.; Naguib, H.M.; El-Ghazawy, R.A.; Shaker, N.O.; Amer, A.A.; Soliman, A.M.; Kandil, U.F. Surface Activation of Wood Plastic Composites (WPC) for enhanced Adhesion with Epoxy Coating. Materials performance and characterization. ASTM 2019, 8, 22–40. [Google Scholar]
- Stark, N.M.; Matuana, L.M.; Clemons, C.M. Effect of processing method on surface and weathering characteristics of wood–flour/HDPE composites. J. Appl. Polym. Sci. 2004, 93, 1021–1030. [Google Scholar] [CrossRef]
- Rudawska, A. Surface Treatment in Bonding Technology; Academic Press: London, UK, 2019; pp. 87–128. ISBN 9780128170106. Available online: https://www.sciencedirect.com/science/article/pii/B9780128170106000059 (accessed on 23 November 2020).
- Kenyence. Instrument de Mesure de Rugosité de Surface. 2020. Available online: https://www.keyence.eu/frfr/ss/products/microscope/rouglmess/eguipment/line02.jsp (accessed on 12 February 2021).
- Briggs, D.; Brewis, D.M.; Konieczo, M.B. X-ray photoelectron spectroscopy studies of polymer surfaces. Part 1 Chromic acid etching of polyolefins. J. Mater. Sci. 1976, 11, 1270–1277. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martin-Martinez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPCs) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Benthien, J.T.; Thoemen, H. Effects of formulation variables on surface properties of wood-plastic composites. Compos. Part B 2012, 43, 325–331. [Google Scholar] [CrossRef]
- Sieminsky, R.; Skarzynska, A. Surface roughness of different species of wood after sanding. Przem. Drzewny 1987, 38, 23–25. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pretreatment | Effects | Ref | O=C/C-H a | O-H/C-H a | Roughness Amplitude (Å) a | Peel load (N/m) a | Contact Angle (0) |
|---|---|---|---|---|---|---|---|
| Oxygen plasma | Carbon–carbon chain scission in PE. Crosslinking in PP. Incorporation of oxygen moieties. | [18] [2] [19] | 3.14 | 1.97 | 1.99 | 516 | 35 ± 14 a |
| Flame treatment | Generation of alkoxy, peroxy, and hydroperoxy groups to react with the polyolefins in a free radical pathway by forming reactive substrates. Increasing epoxy adhesive shear strength with extruded WPCs. | [20] [21] [2] | 1.83 | 1.7 | 3.4 | 381 | 104 ± 14 a |
| Benzophenone/Ultraviolet (BP/UV) | Becomes photo-excited to high energy states in UV radiation and undergoes reactive collision with the polymer substrates to create active polyolefins. | [22] [2] | 1.89 | 1.25 | 2.48 | 466 | 92.08–104.98 b |
| Chromic acid etching | Leads to chain cleavage and the formation of polar groups on the polyolefins. Oxidize the polymer to create an oxygen-rich surface with alcohols, carbonyls, and some chromium complexes. | [23] [2] [24] | 1.63 | 1.01 | 5.22 | 637 | 65.49–80.26 b |
| Corona treatment | The corona treatment was superior in terms of acrylate paint adhesion compared to the sanding and wheat starch blasting | [7] | – | – | – | – | – |
| Source | DF 1 | Roughness Parameters | Surface Chemistry | Contact Angle | |||||
|---|---|---|---|---|---|---|---|---|---|
| Ra | Rz | Sa | Sz | Carbonyl Index | Hydroxyl Index | Wood Index | |||
| F-Value | |||||||||
| Fiber type (F) | 2 | 0.2 n.s. | 4.2 * | 0.4 n.s. | 6.8 * | 2.6 n.s. | 8.3 * | 20.9 ** | 41.9 ** |
| Fiber proportion (P) | 3 | 12. 7 ** | 56.6 ** | 11.1 ** | 11.9 ** | 134.9 ** | 145.8 ** | 65.1 ** | 28.7 ** |
| Treatment (T) | 1 | 105.5 ** | 223.3 ** | 246.1 ** | 11.6 ** | 130.0 ** | 106.7 ** | 144.3 ** | 245.7 ** |
| F × P | 6 | 0.9 n.s. | 5.5 * | 0.7 n.s. | 0.9 n.s. | 10.0 ** | 14.9 ** | 3.2 * | 9.8 ** |
| F × T | 2 | 0.5 n.s. | 4.6 * | 0.7 n.s. | 5.1 * | 33.8 ** | 43.9 ** | 8.6 * | 3.1 n.s. |
| P × T | 3 | 1.1 n.s. | 5.0 * | 2.2 n.s. | 9.6 * | 9.1 * | 9.9 * | 24.3 ** | 18.8 ** |
| F × P × T | 6 | 0.1 n.s. | 1.7 n.s. | 0.1 n.s. | 0.9 n.s. | 7.1 * | 8.6 ** | 1.6 n.s. | 4.4 * |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rejeb, M.; Koubaa, A.; Elleuch, F.; Godard, F.; Migneault, S.; Bouslimi, B.; Khlif, M.; Mrad, H. Effects of Chromic Treatment on the Surface Properties of Polypropylene (PP) Wood Composites. Coatings 2021, 11, 851. https://doi.org/10.3390/coatings11070851
Rejeb M, Koubaa A, Elleuch F, Godard F, Migneault S, Bouslimi B, Khlif M, Mrad H. Effects of Chromic Treatment on the Surface Properties of Polypropylene (PP) Wood Composites. Coatings. 2021; 11(7):851. https://doi.org/10.3390/coatings11070851
Chicago/Turabian StyleRejeb, Marouan, Ahmed Koubaa, Fayez Elleuch, François Godard, Sébastien Migneault, Besma Bouslimi, Mohamed Khlif, and Hatem Mrad. 2021. "Effects of Chromic Treatment on the Surface Properties of Polypropylene (PP) Wood Composites" Coatings 11, no. 7: 851. https://doi.org/10.3390/coatings11070851
APA StyleRejeb, M., Koubaa, A., Elleuch, F., Godard, F., Migneault, S., Bouslimi, B., Khlif, M., & Mrad, H. (2021). Effects of Chromic Treatment on the Surface Properties of Polypropylene (PP) Wood Composites. Coatings, 11(7), 851. https://doi.org/10.3390/coatings11070851