
Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tsunemoto, M.; Harada, S.; Shimizu, M. Features of Contact Wire Wear and Measures for Local Wear on Simple Catenary with Copper-Steel Contact Wire. Q. Rep. RTRI 2007, 48, 83–88. [Google Scholar] [CrossRef][Green Version]
- Sugahara, A. Reduction of Contact Wire Strain near Dead Sections by Considering Sliding Surface Level Differences. Q. Rep. RTRI 2004, 45, 74–79. [Google Scholar] [CrossRef]
- Takahashi, A.; Kishi, T.; Yamamoto, H. Overhead Contact Line Monitoring and Prediction of Contact Wire Localized Wear Points; JR EAST Technical Review; East Japan Railway Culture Foundation: Tokyo, Japan, 2014; Volume 29, pp. 23–25. [Google Scholar]
- Schevernels, I.G. Contact wire thickness measurement. In Proceedings of the Electrification Infrastructure Congress 2013, London, UK, 22 October 2013; pp. 1–45. [Google Scholar]
- Okimoto, F.; Okimoto, F.; Kusumi, S.; Nagasawa, H. A Study on Reducing Wear of Contact Wire at Stations of High Speed Line by Using Wear Map of Wire. In Proceedings of the 8th World Congress on Railway Research, COEX, Seoul, Korea, 18–22 May 2008; pp. 1–9. [Google Scholar]
- Usuda, T. Prediction of contact wire wear on high-speed railways [Электронный ресурс]. Railw. Technol. Avalanche, 2011; 214. [Google Scholar]
- Gershman, I.S.; Gershman, E.I.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Description of Seizure Process for Gas Dynamic Spray of Metal Powders from Non-Equilibrium Thermodynamics Standpoint. Entropy 2016, 18, 315. [Google Scholar] [CrossRef]
- Shimizu, M. A measure to reduce contact wire wear in Shinkansen Overlap section. Railw. Technol. Avalanche, 2004; 38. [Google Scholar]
- Behrends, D.; Brodkorb, A.; Semrau, M. Oberleitungen und Stromabnehmer im europäischen Hochgeschwindigkeitsnetz. Elektrische Bahnen 1999, 10, 333–338. [Google Scholar]
- Ikeda, M.; Uzuka, T. Interaction of pantografs and contact lines at Shinkansen. Elektrische Bahnen 2011, 7, 338–343. [Google Scholar]
- Gershman, E.; Gershman, I.; Mironov, A.; Peretyagin, P. The Problem of Copper Softening During Cold Gas Dynamic Spraying. Coatings 2019, 10, 7. [Google Scholar] [CrossRef]
- Moridi, S.; Hassani-Gangaraj, M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 36, 369–395. [Google Scholar] [CrossRef]
- Champagne, V. The Cold Spray Materials Deposition Process: Fundamentals and Applications; Woodhead Publishing: Cambridge, UK, 2007. [Google Scholar]
- Irissou, E.; Legoux, J.G.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 cold spray coating formation and properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Wu, J.; Fang, H.; Yoon, S.; Kim, H.J.; Lee, C. Measurement of particle velocity and characterization of deposition in aluminum alloy kinetic spraying process. Appl. Surf. Sci. 2005, 252, 1368–1377. [Google Scholar] [CrossRef]
- Jen, T.C.; Li, L.; Cui, W.; Chen, Q.; Zhang, X. Numerical investigations on cold gas dynamic spray process with nano- and microsize particles. Int. J. Heat Mass Transf. 2005, 48, 4384–4396. [Google Scholar] [CrossRef]
- Jodoin, B.; Raletz, F.; Vardelle, M. Cold spray modeling and validation using an optical diagnostic method. Surf. Coat. Technol. 2006, 200, 4424–4432. [Google Scholar] [CrossRef]
- Vinnicki, M.; Piwowarczyk, T.; Malachowska, A. General description of cold sprayed coatings formation and of their properties. Bulletin of the pjlish academy of sciences. Tech. Sci. 2018, 66, 301–310. [Google Scholar]
- Gopinath, M.; John Sujin Mon, T.S.; Glarance, J.; John Britto, X.; Dhakshnamoorthy, M. Ohtimization of Copper Particles Deposition Using Cold Spray Process. Int. J. Innov. Res. Scuence Eng. Technol. 2015, 4, 4189–4200. [Google Scholar]
- Vinnicki, M.; Piwowarczyk, T.; Malachowska, A.; Ambroziak, A. Effect of gas pressure and temperature on stereometric properties of Al+Al2O3 composite coatings deposited by LPCS method. Arch. Metall. Mater. 2014, 59, 879–886. [Google Scholar] [CrossRef]
- Huang, G.; Wang, H.; Li, X.; Xing, L. Study on the Growth of Holes in Cold Spraying via Numerical Simulation and Experimental Methods. Coatings 2016, 7, 2. [Google Scholar] [CrossRef]
- Kim, D.-Y.; Park, J.-J.; Lee, J.-G.; Kim, D.; Tark, S.J.; Ahn, S.; Yun, J.H.; Gwak, J.; Yoon, K.H.; Chandra, S.; et al. Cold Spray Deposition of Copper Electrodes on Silicon and Glass Substrates. J. Therm. Spray Technol. 2013, 22, 1092–1102. [Google Scholar] [CrossRef]
- Vo, P.; Poirier, D.; Legoux, J.; Keech, P.G.; Doyle, D.; Jakupi, P.; Irissou, E. Development of Cold Spray Technology for Copper Coating of Carbon Steel Used Fuel Container Prototipes for CANDU Fuel; NWMO TR-2015-29; Nuclear Waste Management Organization: Toronto, ON, Canada, 2015. [Google Scholar]
- Zahiri, S.H.; Fraser, D.; Gulizia, S.; Jahedi, M. Effect of Processing Conditions on Porosity Formation in Cold Gas Dynamic Spraying of Copper. J. Therm. Spray Technol. 2006, 15, 422–430. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Stoltenhoff, T.; Borchers, C.; Gärtner, F.; Kreye, H. Microstructures and key properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 4947–4960. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef]
- Borchers, C.; Gartner, F.; Stoltenhoff, T.; Assadi, H.; Kreye, H. Microstructural and macroscopic properties of cold sprayed copper coatings. J. Appl. Phys. 2003, 93, 10064–10070. [Google Scholar] [CrossRef]
- McCune, R.C.; Donlon, W.T.; Popoola, O.O.; Cartwright, E.L. Characterization of Copper Layers Produced by Cold Gas-Dynamic Spraying. J. Therm. Spray Technol. 2000, 9, 73–82. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, M.; Jindal, N. Overview of cold spray coatings applications and comparisons: A critical review. World J. Eng. 2020, 17, 27–51. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Development of Sustainable Cold Spray Coatings and 3D Additive Manufacturing Components for Repair/Manufacturing Applications: A Critical Review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Fauchais, P.; Fukumoto, M.; Vardelle, A. Knowledge Concerning Splat Formation: An Invited Review. J. Therm. Spray Technol. 2004, 13, 337–360. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.-G.; Ryabinin, A.N.; Jodoin, B.; Moreau, C. Review on Cold Spray Process and Technology: Part I—Intellectual Property. J. Therm. Spray Technol. 2008, 17, 495–516. [Google Scholar] [CrossRef]
- Winnicki, M.; Rutkowska-Gorczyca, M.; Małachowska, A.; Piwowarczyk, T.; Ambroziak, A. Microstructure and Corrosion Resistance of Aluminium and Copper Composite Coatings Deposited by LPCS Method. Arch. Met. Mater. 2016, 61, 1945–1952. [Google Scholar] [CrossRef]
- Raoelisonm, R.N. Coeval Cold Spray Additive Manufacturing Variances and Innovative Contributions. In Cold-Spray Coatings. Recent Trends and Future Perspectives; Cavaliere, P., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 57–92. [Google Scholar]
- Yin, S.; Suo, X.; Xie, Y.; Lupoi, R.; Liao, H. Effect of substrate temperature on interfacial bonding for cold spray of Ni onto Cu. J. Mater. Sci. 2015, 50, 7448–7457. [Google Scholar] [CrossRef]
- Villafuerte, J. Modern Cold Spray: Materials, Process and Applications; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Wang, J.; Wang, C.; Kang, Y. The effects of annealing treatment on microstructure and contact resistance properties of cold sprayed Ag-SnO2 coating. J. Alloys Compd. 2017, 714, 698–703. [Google Scholar] [CrossRef]
- Gershman, I.S.; Gershman, E.I.; Mironov, A.E.; Fox-Rabinovich, G.S.; Veldhuis, S.C. On Increased Arc Endurance of the Cu–Cr System Materials. Entropy 2017, 19, 386. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Liao, H. Examination of the Critical Velocity for Deposition of Particles in Cold Spraying. J. Therm. Spray Technol. 2006, 15, 212–222. [Google Scholar] [CrossRef]
- Li, Y.N.; Li, J.C.; Liao, L. Effect of annealing treatment on the microstructure and properties of coldsprayed cu coating. J. Therm. Spray Technol. 2006, 15, 206–212. [Google Scholar] [CrossRef]
- Nishimura, S.; Hamada, Y. Feasibility Study of High-Strength Brass Coatings by Cold Spray Process. J. Jpn. Soc. Powder Powder Met. 2017, 64, 661–666. [Google Scholar] [CrossRef][Green Version]
- Zou, Y. Microstructural Studies of Cold Sprayed Pure Nickel, Copper and Aluminium Coatings. Master’s Thesis, McGill University, Montreal, QC, Canada, February 2010. [Google Scholar]
- IEC 62917 Railway Applications—Fixed Installations—Electric Traction—Copper and Copper Alloy Grooved Contact Wires; IEC: Geneva, Switzerland, 2021.
- Osintsev, V.N. Fedorov Copper and Copper Alloys. Directory; Mashinostroenie: Moscow, Russia, 2004. [Google Scholar]
- Belousov, V.V.; Klimashin, A.A. High-temperature oxidation of copper. Russ. Chem. Rev. 2013, 82, 273. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Pergamon: Oxford, UK, 2004. [Google Scholar]
- Zou, Y.; Qin, W.; Irissou, E.; Legoux, J.-G.; Yue, S.; Szpunar, J.A. Dynamic recrystallization in the particle/particle interfacial region of cold sprayed nickel coating: Electron backscatter diffraction characterization. Scr. Mater. 2009, 61, 899–902. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Segment, No. | Powder Composition, % wt. |
|---|---|
| 1 | 40Cu-20Zn-40 Al2O3 |
| 3 | 40Cu-60 Al2O3 |
| 5 | 40Cu-10Zn-50 Al2O3 |
| 7 | 45Cu-5Zn-50 Al2O3 |
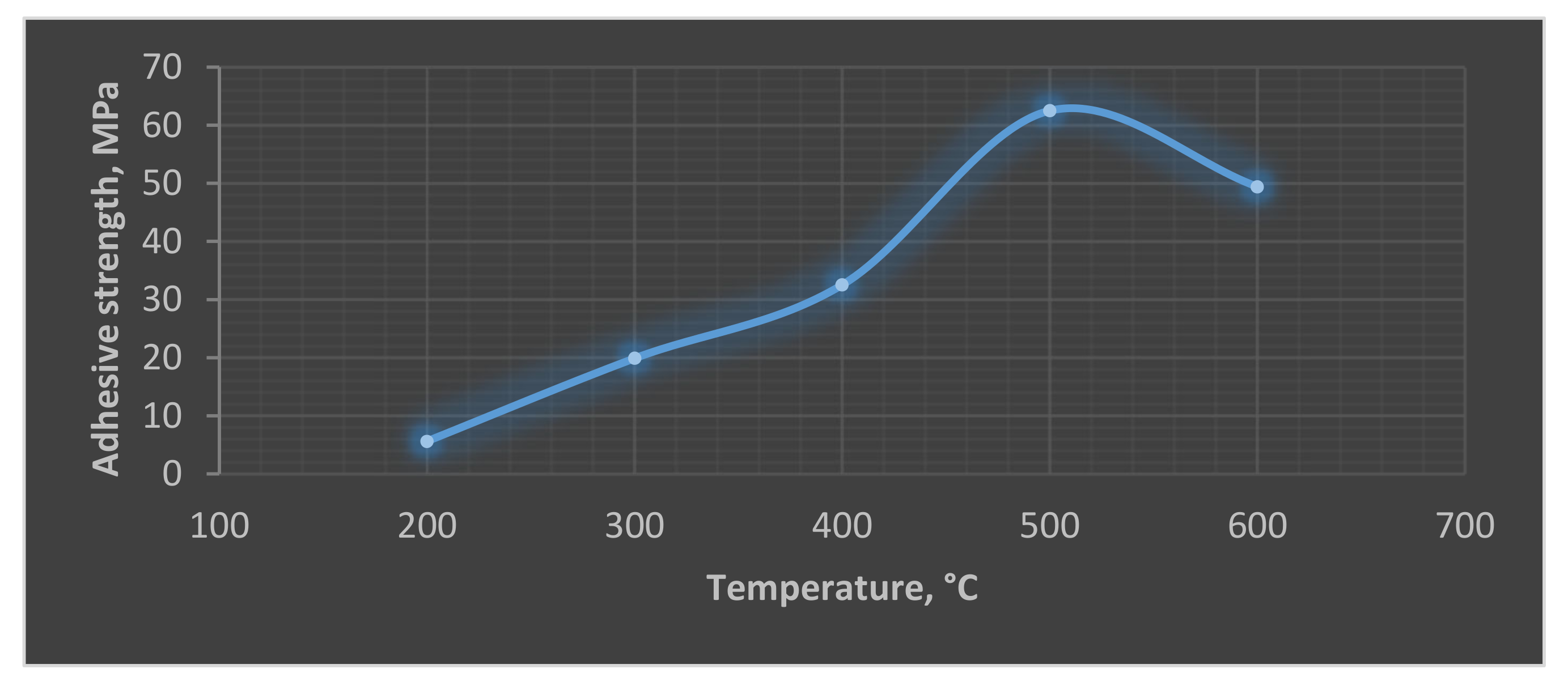
| Powder Blend Composition, % wt, | Spaying Temperature, °C | Substrate Preprocessing | Adhesion, MPa |
|---|---|---|---|
| 40Cu-20Zn-40 Al2O3 | 500 | - | 5.0 |
| 40Cu-20Zn-40 Al2O3 | 500 | + | 26.8 |
| 40Cu-60 Al2O3 | 500 | - | 16.7 |
| 40Cu-60 Al2O3 | 500 | + | 62.49 |
| 40Cu-10Zn-50 Al2O3 | 500 | - | 11.7 |
| 40Cu-10Zn-50 Al2O3 | 500 | + | 41.55 |
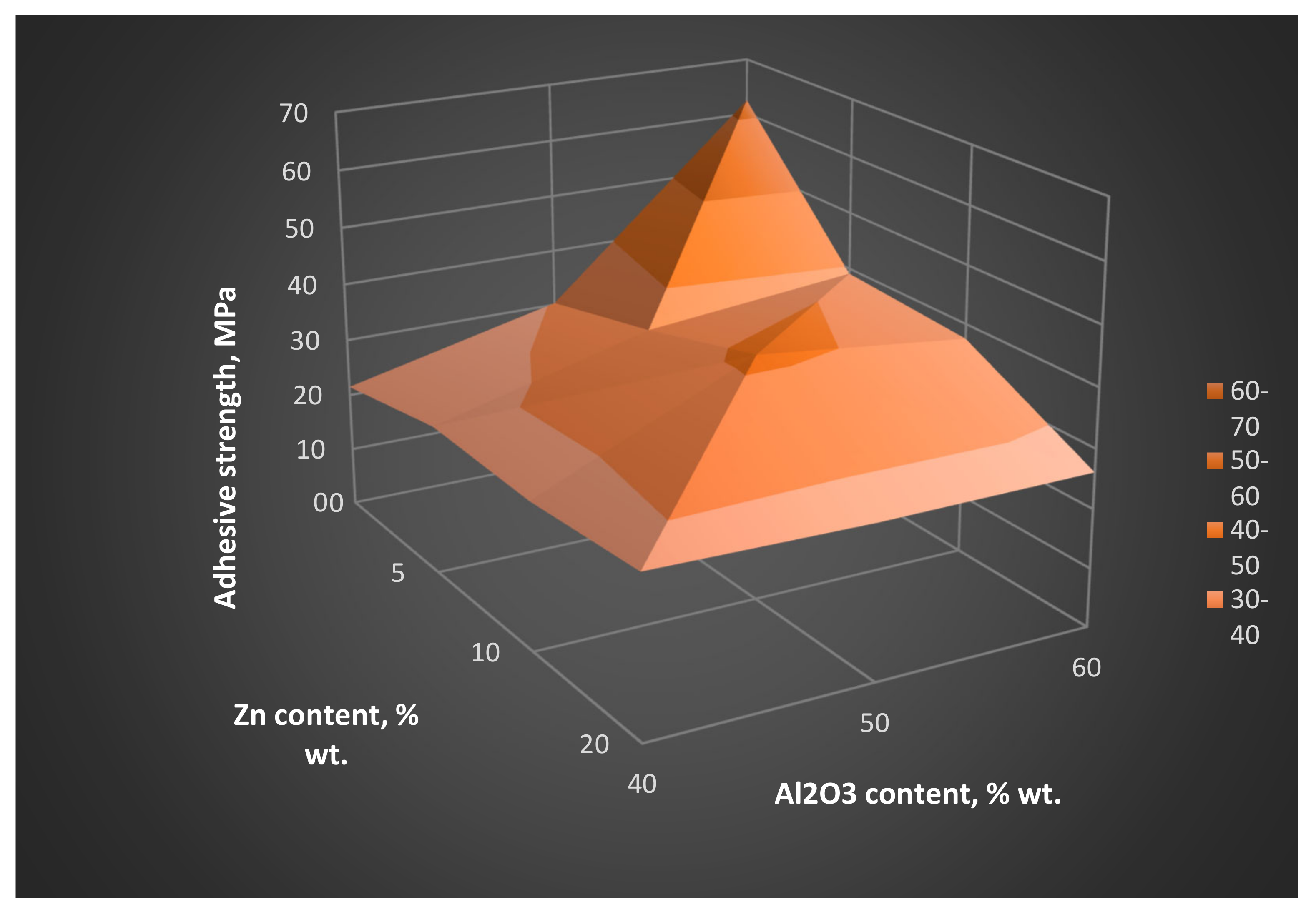
| Powder Blend Composition, % Mass. | Specific Electroconductivity, MS/m | Hardness, HB | Adhesion, MPa |
|---|---|---|---|
| Cu | 31 | 111 | 7.8 |
| 60%Cu-40%Al2O3 | 32 | 113 | 21.5 |
| 50%Cu-50%Al2O3 | 33 | 122 | 30.3 |
| 70%Cu-30%Al2O3 | 33 | 133 | 20.1 |
| 40%Cu-60%Al2O3 | 36 | 143 | 62.49 |
| 50%Cu-40%Al2O3-10%Zn | 24 | 138 | 25.05 |
| 40%Cu-50%Al2O3-10%Zn | 22 | 139 | 41.55 |
| 40%Cu-40%Al2O3-20%Zn | 17 | 115 | 26.8 |
| 45%Cu-50%Al2O3-5%Zn | 25 | 138 | 35.4 |
| Restored Contact Wires | Regular Contact Wires | ||
|---|---|---|---|
| Powder Composition | Wear, mm | Segment, No. | Wear, mm |
| 40Cu-20Zn-40 Al2O3 | 0.10 ± 0.02 | 2 | 0.09 ± 0.02 |
| 40Cu-60 Al2O3 | 0.09 ± 0.02 | 4 | 0.14 ± 0.02 |
| 40Cu-10Zn-50 Al2O3 | 0.06 ± 0.02 | 6 | 0.11 ± 0.02 |
| 45Cu-5Zn-50 Al2O3 | 0.10 ± 0.02 | 8 | 0.09 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.; Gershman, E.; Gershman, I.; Mironov, A. Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires. Coatings 2021, 11, 626. https://doi.org/10.3390/coatings11060626
Grigoriev S, Gershman E, Gershman I, Mironov A. Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires. Coatings. 2021; 11(6):626. https://doi.org/10.3390/coatings11060626
Chicago/Turabian StyleGrigoriev, Sergey, Eugeniy Gershman, Iosif Gershman, and Alexander Mironov. 2021. "Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires" Coatings 11, no. 6: 626. https://doi.org/10.3390/coatings11060626
APA StyleGrigoriev, S., Gershman, E., Gershman, I., & Mironov, A. (2021). Properties of Cold Spray Coatings for Restoration of Worn-Out Contact Wires. Coatings, 11(6), 626. https://doi.org/10.3390/coatings11060626