
Reduction of Wall Friction of Fine Powders by Use of Wall Surface Coatings

Abstract
1. Introduction
2. Materials and Methods
3. Results
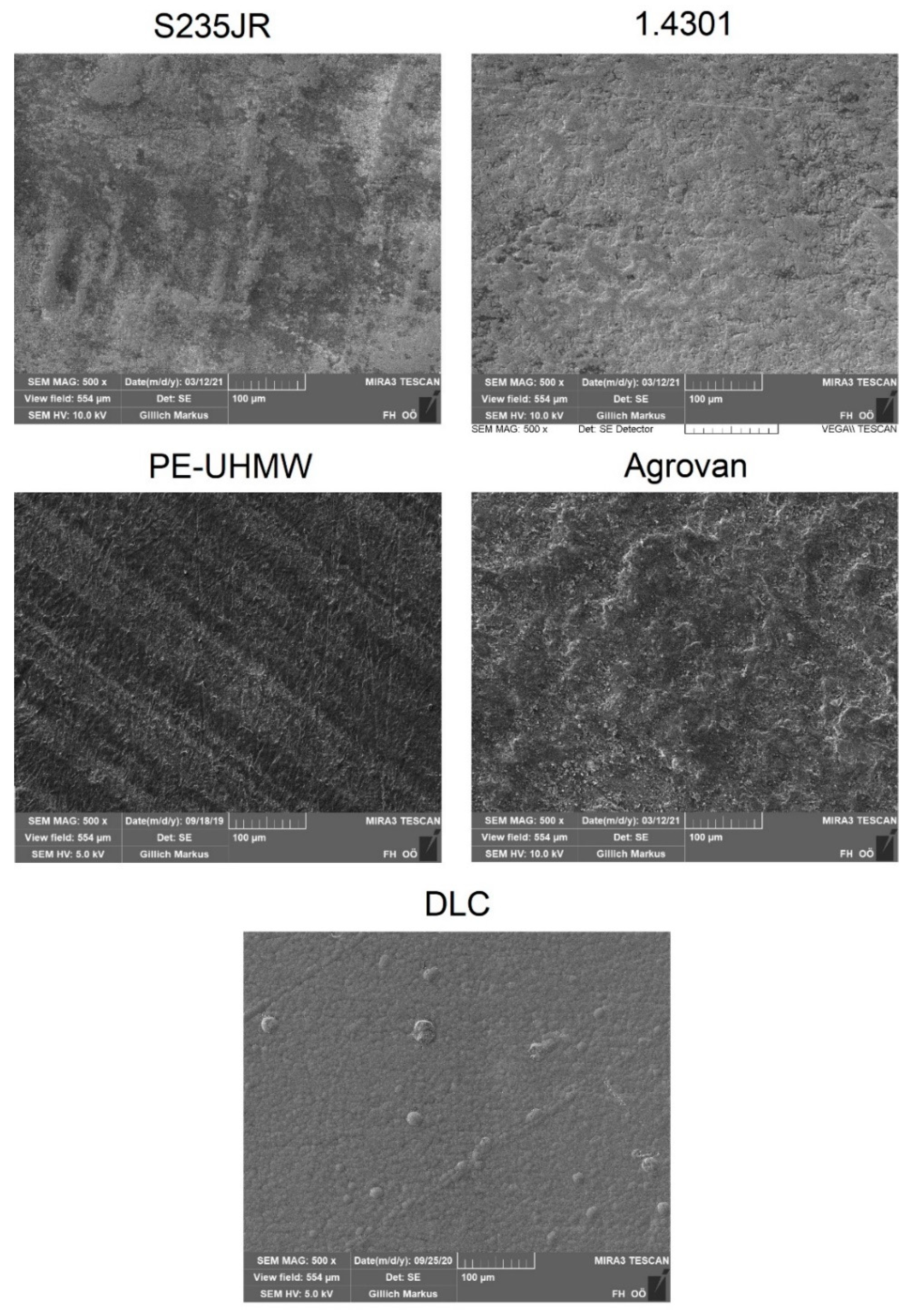
3.1. Wall Materials
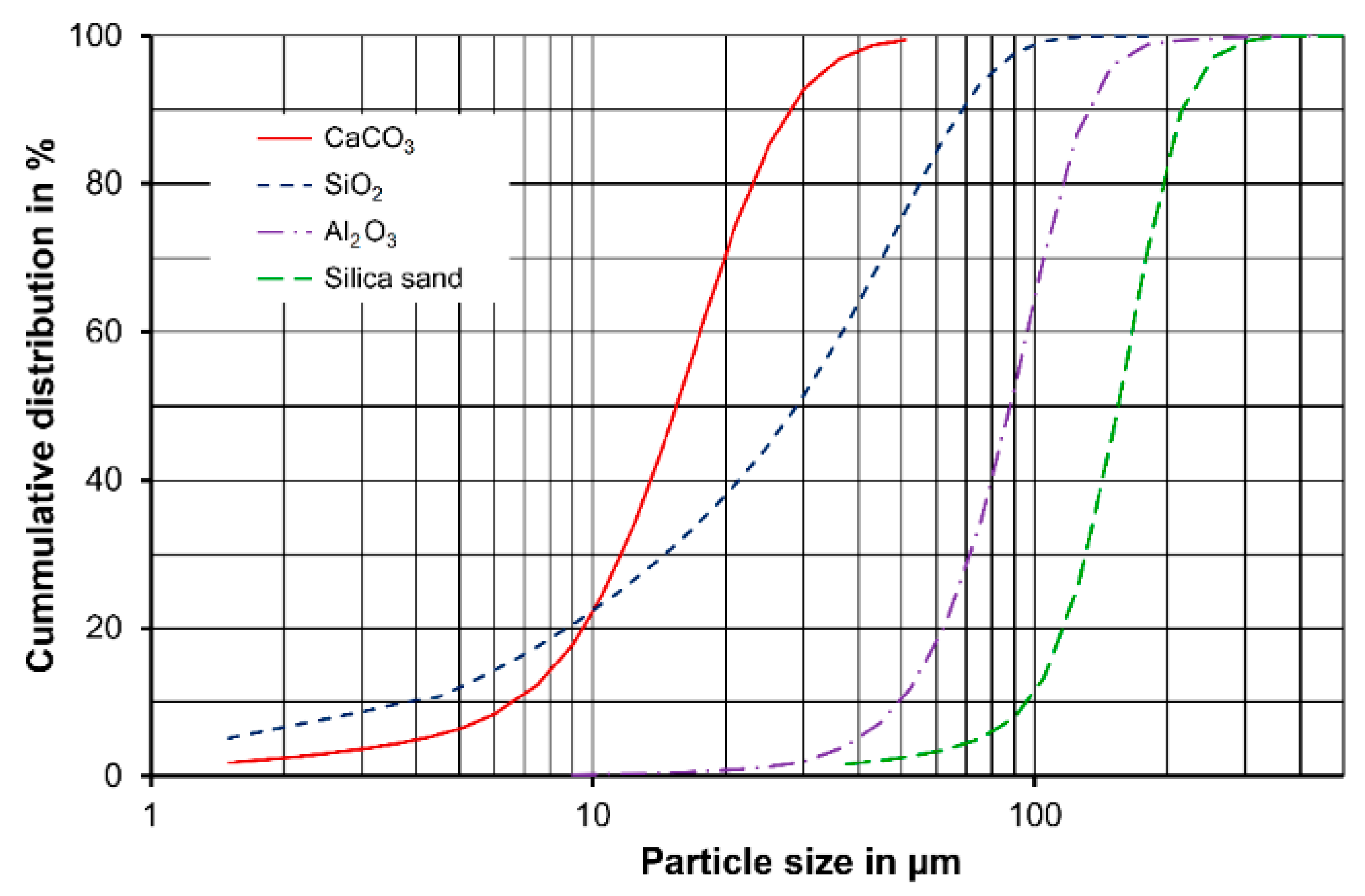
3.2. Powder Materials
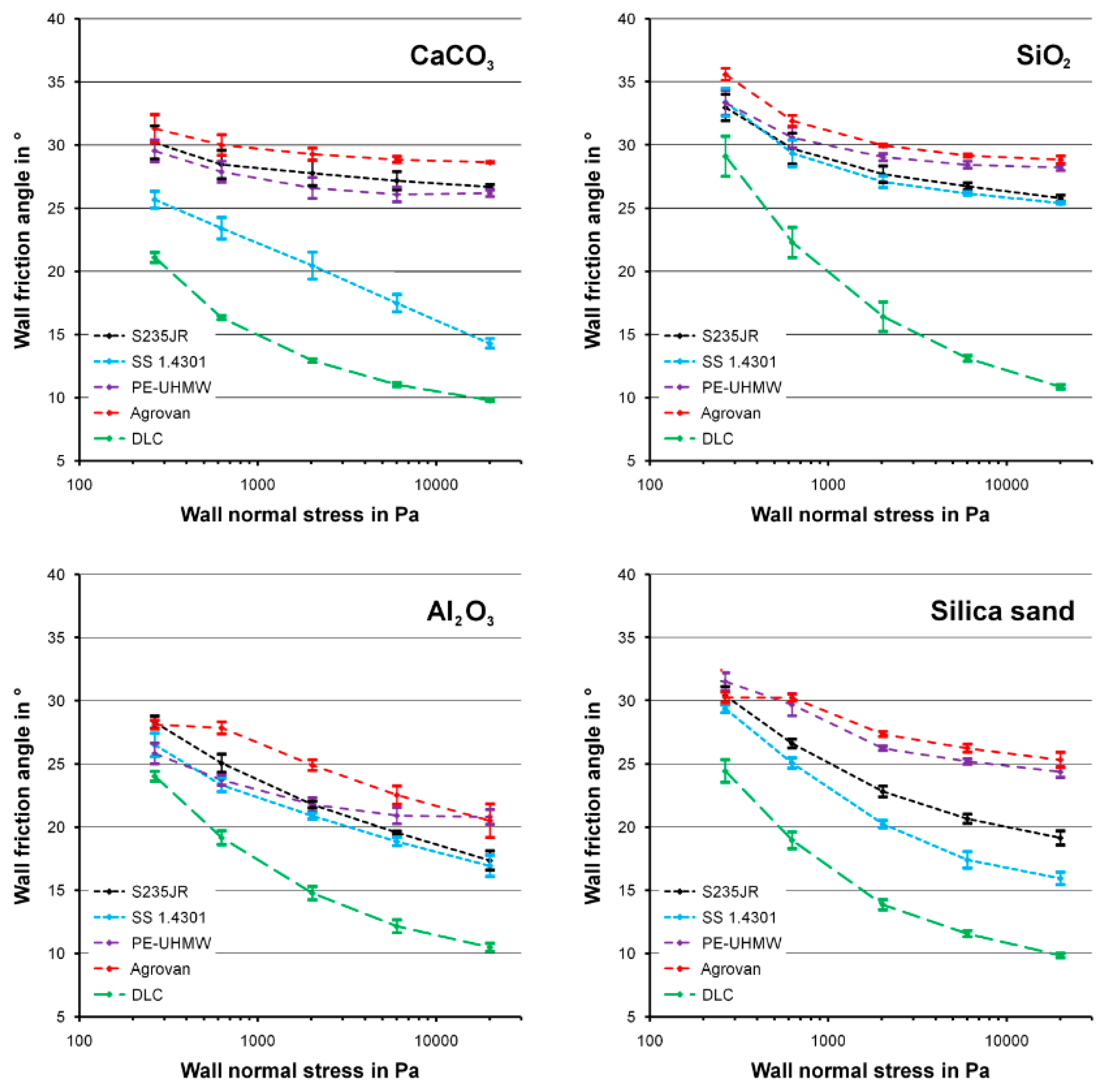
3.3. Wall Friction Angles
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schulze, D. Powders and Bulk Solids—Behavior. Characterization. Storage and Flow; Springer: Berlin, Germany, 2008; pp. 69–74, 243–247. [Google Scholar]
- Schulze, D.; Schwedes, J. Das Fließverhalten und die Silolagerung von REA-Gips. Chem. Ing. Tech. 1991, 63, 256–257. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Characterization of the flowability of fly ashes from grate-fired combustion of forest residues. Fuel Proc. Technol. 2016, 150, 10–15. [Google Scholar] [CrossRef]
- Iqbal, T.; Fitzpatrick, J.J. Effect of storage conditions on the wall friction characteristics of three food powders. J. Food Eng. 2006, 72, 273–280. [Google Scholar] [CrossRef]
- Heinrici, H. Wie lassen sich Siloschäden vermeiden? In Schüttgut Fördern und Lagern, VDI Bericht 1918; VDI, Ed.; VDI-Verlag: Düsseldorf, Germany, 2006; pp. 117–130. [Google Scholar]
- Han, T. Comparison of wall friction measurements by Jenike shear tester and ring shear tester. KONA Powder Part. J. 2011, 29, 118–124. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Influence of the surface roughness of grit-blasted steel on the wall friction angle of limestone powder. In Proceedings of the 14th Minisymposium Verfahrenstechnik, Linz, Austria, 4–5 April 2018; pp. 1–4. [Google Scholar]
- Meng, Y.; Xu, J.; Jin, Z.; Prakash, B.; Hu, Y. A review of recent advances in tribology. Friction 2020, 8, 221–300. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. New horizon in the tribology of diamond like carbon films. Surf. Eng. 2008, 24, 399–401. [Google Scholar] [CrossRef]
- Fuß, H.-G. Industrial Production of DLC Coatings. In Tribology of Diamond-Like Carbon Films. Fundamentals and Applications; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 457–468. [Google Scholar]
- Björling, M.; Isaksson, P.; Marklund, P.; Larsson, R. The Influence of DLC Coating on EHL Friction Coefficient. Tribol. Lett. 2012, 47, 285–294. [Google Scholar] [CrossRef]
- Héau, C. DLC Films in Mechanical and Manufacturing Industry. In Tribology of Diamond-Like Carbon Films. Fundamentals and Applications; Donnet, C., Erdemir, A., Eds.; Springer: New York, NY, USA, 2008; pp. 469–483. [Google Scholar]
- Gangopadhyay, A.; Sinha, K.; Uy, D.; McWatt, D.G.; Zdrodowski, R.J.; Simko, S.J. Friction, Wear, and Surface Film Formation Characteristics of Diamond-Like Carbon Thin Coating in Valvetrain Application. Tribol. Trans. 2011, 54, 104–114. [Google Scholar] [CrossRef]
- Kowalski, S. Analysis of the possibilities of using CrN+a-C:H:W coatings to mitigate fretting wear in push fit joints operating in rotational bending conditions. Tribologia 2018, 277, 45–55. [Google Scholar] [CrossRef]
- Röchling. Robalon® -S. 2021. Available online: https://www.roechling.com/industrial/materials/thermoplastics/detail/robalon-s-3142 (accessed on 26 March 2021).
- Avenarius Agro. Agrovan 2009. 2021. Available online: https://www.avenariusagro.at/produkt/anstrichstoffe-/deckbeschichtungen-2k/agrovan-209 (accessed on 27 February 2021).
- Forsich, C.; Dipolt, C.; Heim, D.; Mueller, T.; Gebeshuber, A.; Holecek, R.; Lugmair, C. Potential of thick a-C:H:Si films as substitute for chromium plating. Surf. Coat. Technol. 2014, 24, 86–92. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Consideration of the stress dependence of the bulk density in silo storage of dusts from dry off-gas cleaning. Adv. Powder Technol. 2017, 28, 115–121. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wall Material | Ra in µm 1 | Rz in µm 2 | Hardness |
|---|---|---|---|
| S235JR | 1.03 | 5.6 | 1.4 GPa |
| Stainless steel 1.4301 | 0.46 | 3.3 | 1.5 GPa |
| PE-UHMW | 1.04 | 6.5 | 65.2 Shore D |
| Agrovan 209 coating | 2.52 | 14.6 | - |
| DLC coating | 0.51 | 3.1 | 10.2 GPa |
| Powder Material | d50 in µm 1 | Moisture Content in % |
|---|---|---|
| CaCO3 | 14 | 0.15 |
| SiO2 | 29 | 0.22 |
| Al2O3 | 88 | 0.98 |
| Silica sand F38 | 155 | 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lanzerstorfer, C.; Forsich, C.; Heim, D. Reduction of Wall Friction of Fine Powders by Use of Wall Surface Coatings. Coatings 2021, 11, 427. https://doi.org/10.3390/coatings11040427
Lanzerstorfer C, Forsich C, Heim D. Reduction of Wall Friction of Fine Powders by Use of Wall Surface Coatings. Coatings. 2021; 11(4):427. https://doi.org/10.3390/coatings11040427
Chicago/Turabian StyleLanzerstorfer, Christof, Christian Forsich, and Daniel Heim. 2021. "Reduction of Wall Friction of Fine Powders by Use of Wall Surface Coatings" Coatings 11, no. 4: 427. https://doi.org/10.3390/coatings11040427
APA StyleLanzerstorfer, C., Forsich, C., & Heim, D. (2021). Reduction of Wall Friction of Fine Powders by Use of Wall Surface Coatings. Coatings, 11(4), 427. https://doi.org/10.3390/coatings11040427