
Growth of GaP Layers on Si Substrates in a Standard MOVPE Reactor for Multijunction Solar Cells

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental
2.2. Process Rationale
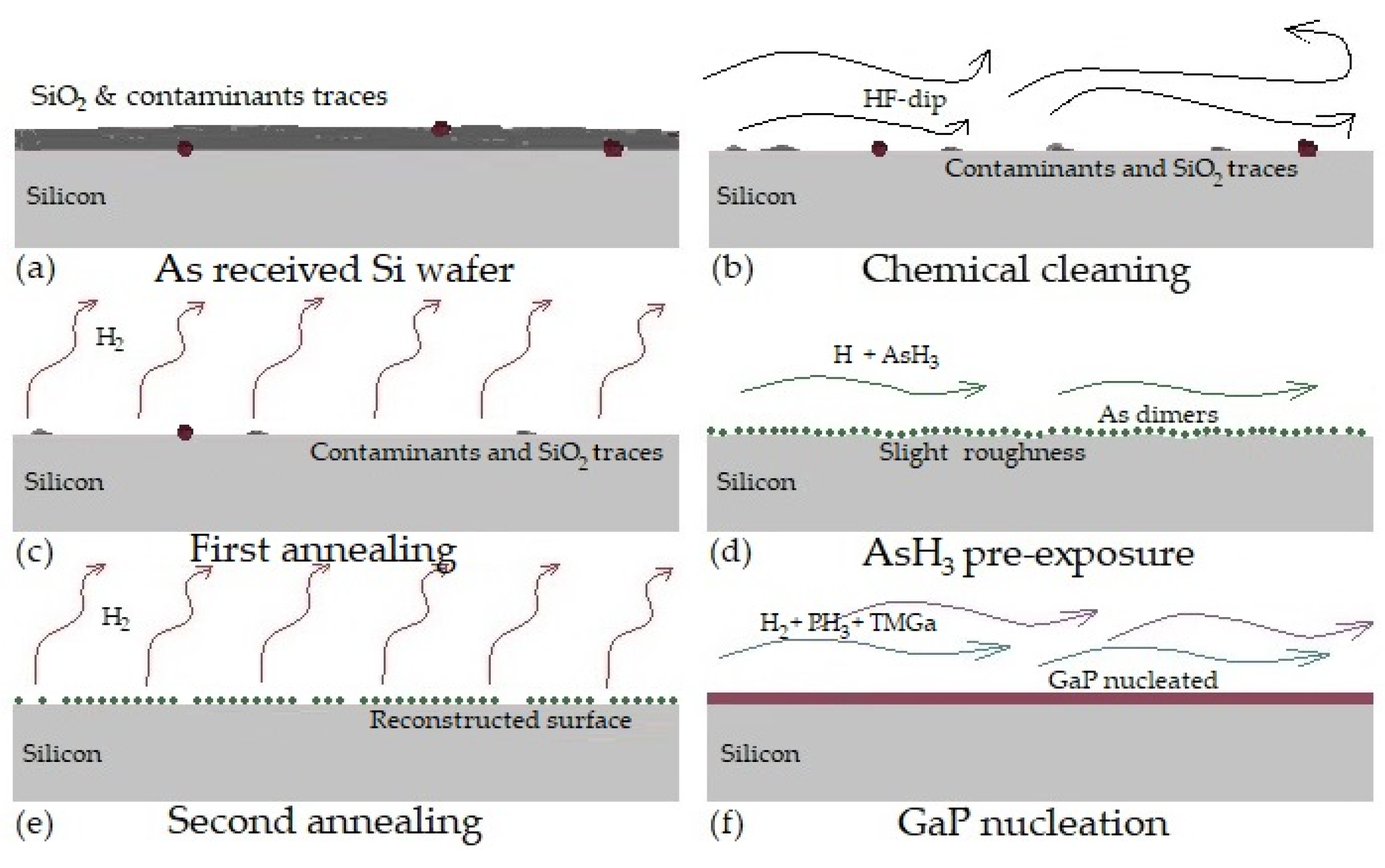
- Our starting wafer is covered in a native SiO2 layer and may also contain traces of superficial carbonates (Figure 2a);
- Initially, most of the native oxide on the wafers is removed with an HF-dip and wafers are immediately loaded into the MOVPE reactor (Figure 2b);
- Then, the wafers are subjected to a thermal annealing in the MOVPE reactor under H2 ambient at 770 °C, a temperature reachable in most As/P MOVPE tools. This step intends to favor the desorption of traces of the native oxide and superficial carbonates that might have survived the HF dip. It also aims at reaching the ideal surface configuration, consisting of double-stepped terraces (Figure 2c);
- Afterwards, the wafers are exposed to a short flux of AsH3 (Figure 2d). This so-called pre-exposure step aids in the deoxidation and the elimination of other contaminants as carbon [18,19,20]. In principle, such group-V pre-exposure could be also interesting in order to form a p-n junction for the bottom subcell by the in-diffusion of As into the wafer. However, if the variables of this pre-exposure are not well optimized it can be also detrimental as AsH3 can etch (i.e., roughen) the surface [20,21]. The reason for using AsH3, instead of PH3 that will be used afterwards to grow the GaP, is because As-precursors have shown to be effective removing oxide traces, whilst much less aggressive than PH3 in promoting the silicon surface roughening [19,20,21,22]. Possibly, this is because As-Si bonds are more stable than P-Si or Ga-Si bonds and therefore less Si is exposed to atomic hydrogen [21];
- The last stage in the routine is the GaP nucleation proper, whose purpose is to create the virtual substrate for subsequent III-V growth. The nucleation conditions must be adapted to optimize the result in the presence of small imperfections on the surface, defects or a non-perfect double-stepped single domain silicon surface.
3. Results and Discussion
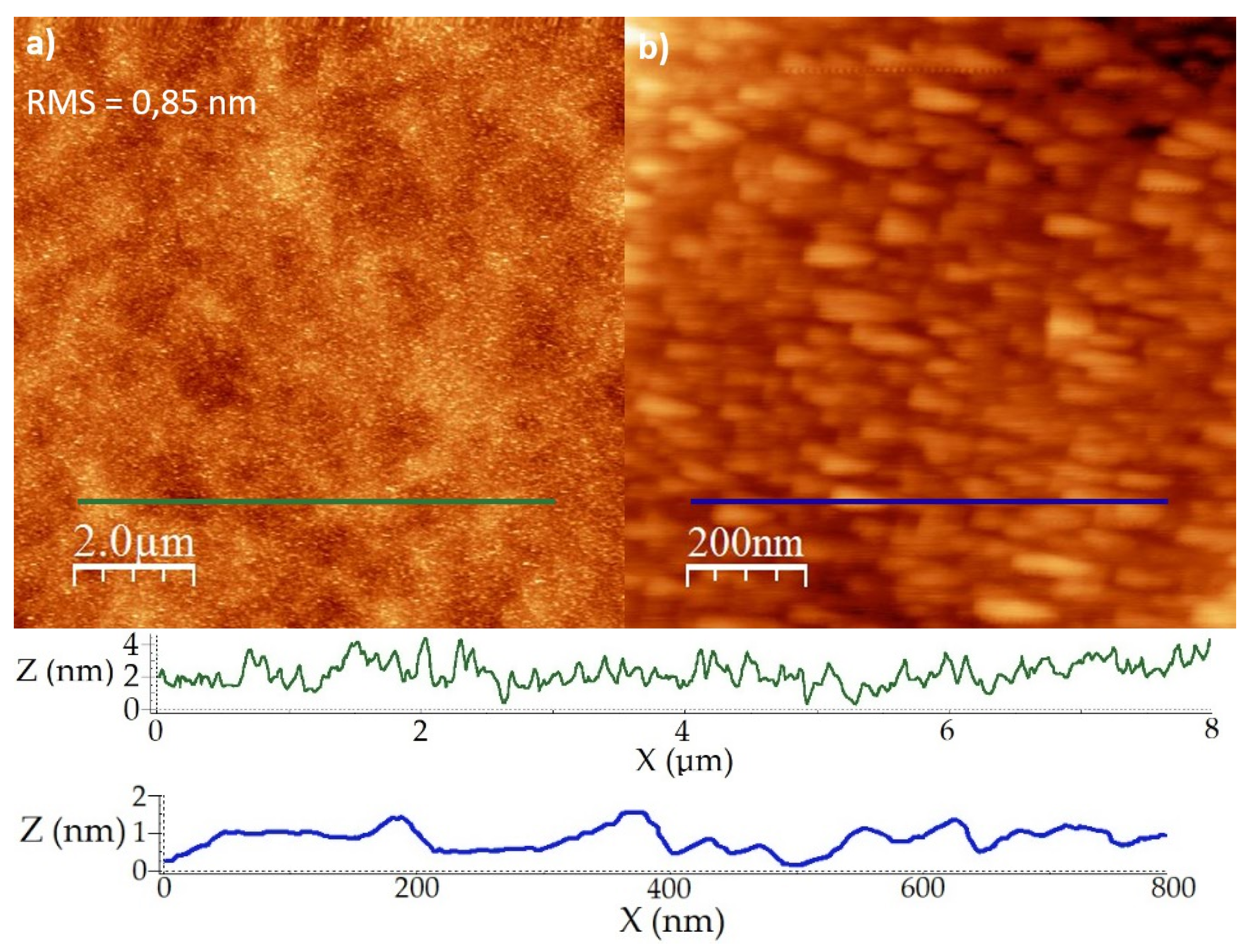
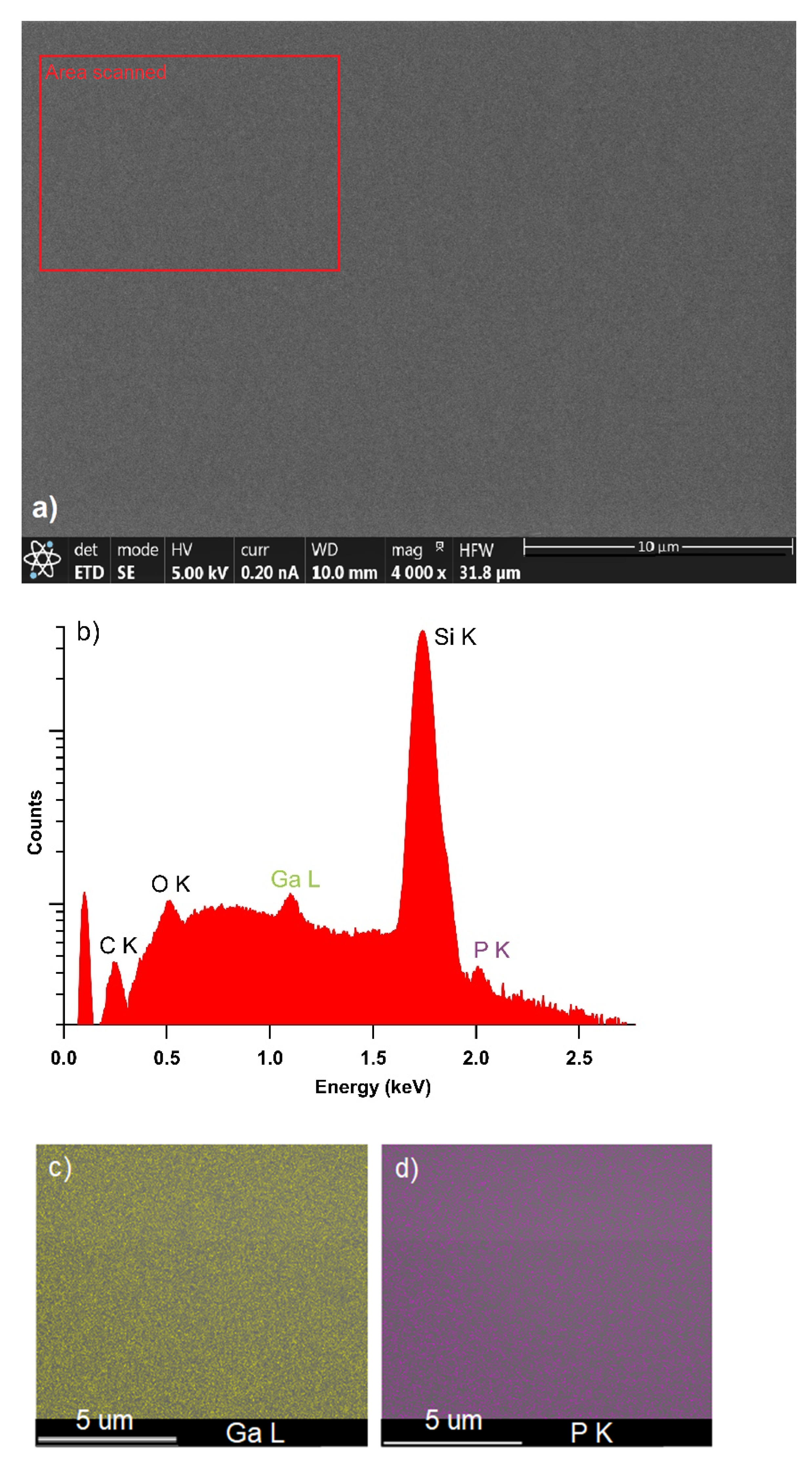
3.1. Surface Morphology: Atomic Force Microscopy (AFM) and Scanning Electron Microscopy (SEM)
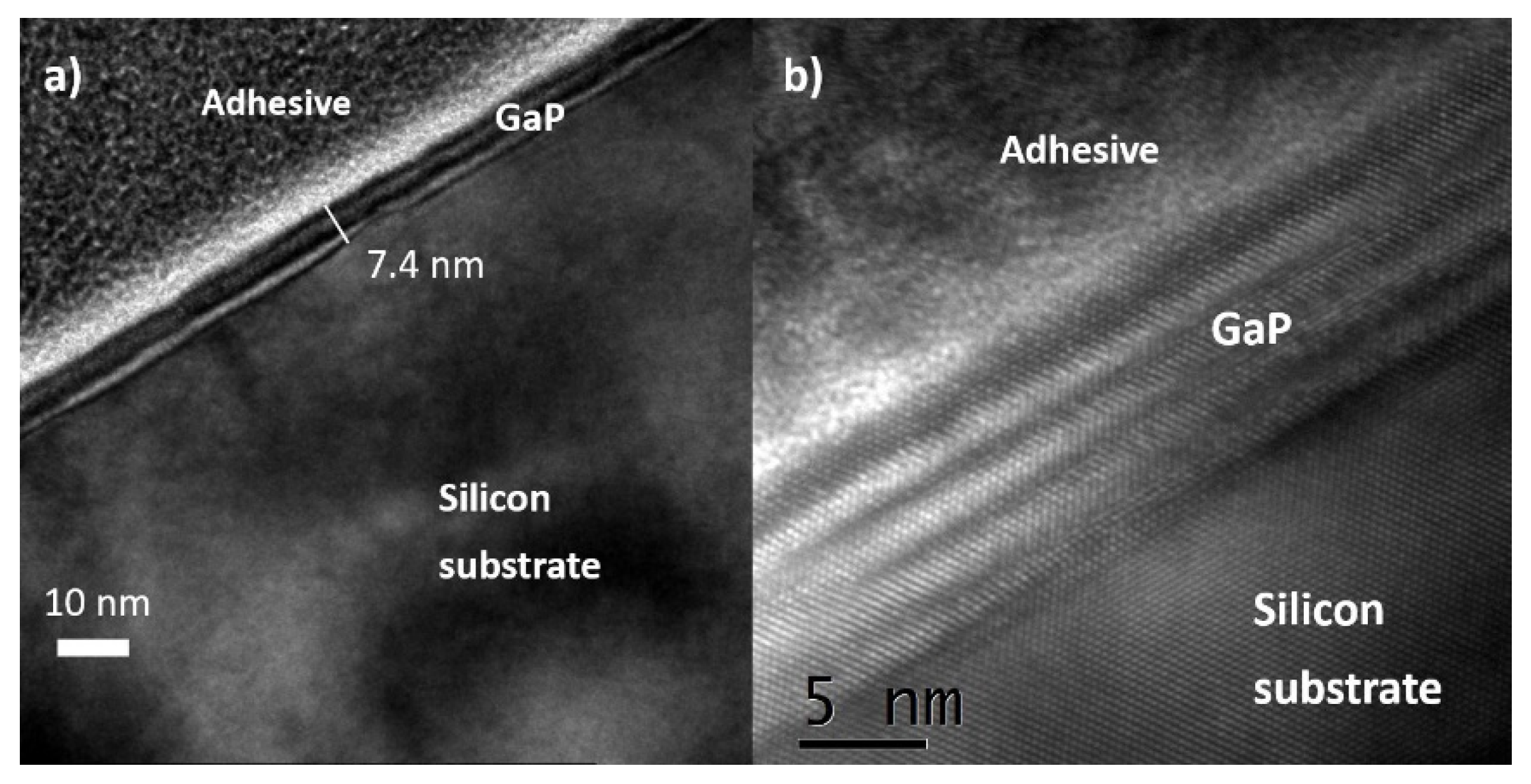
3.2. Cross Section: Transmission Electron Microscopy (TEM)
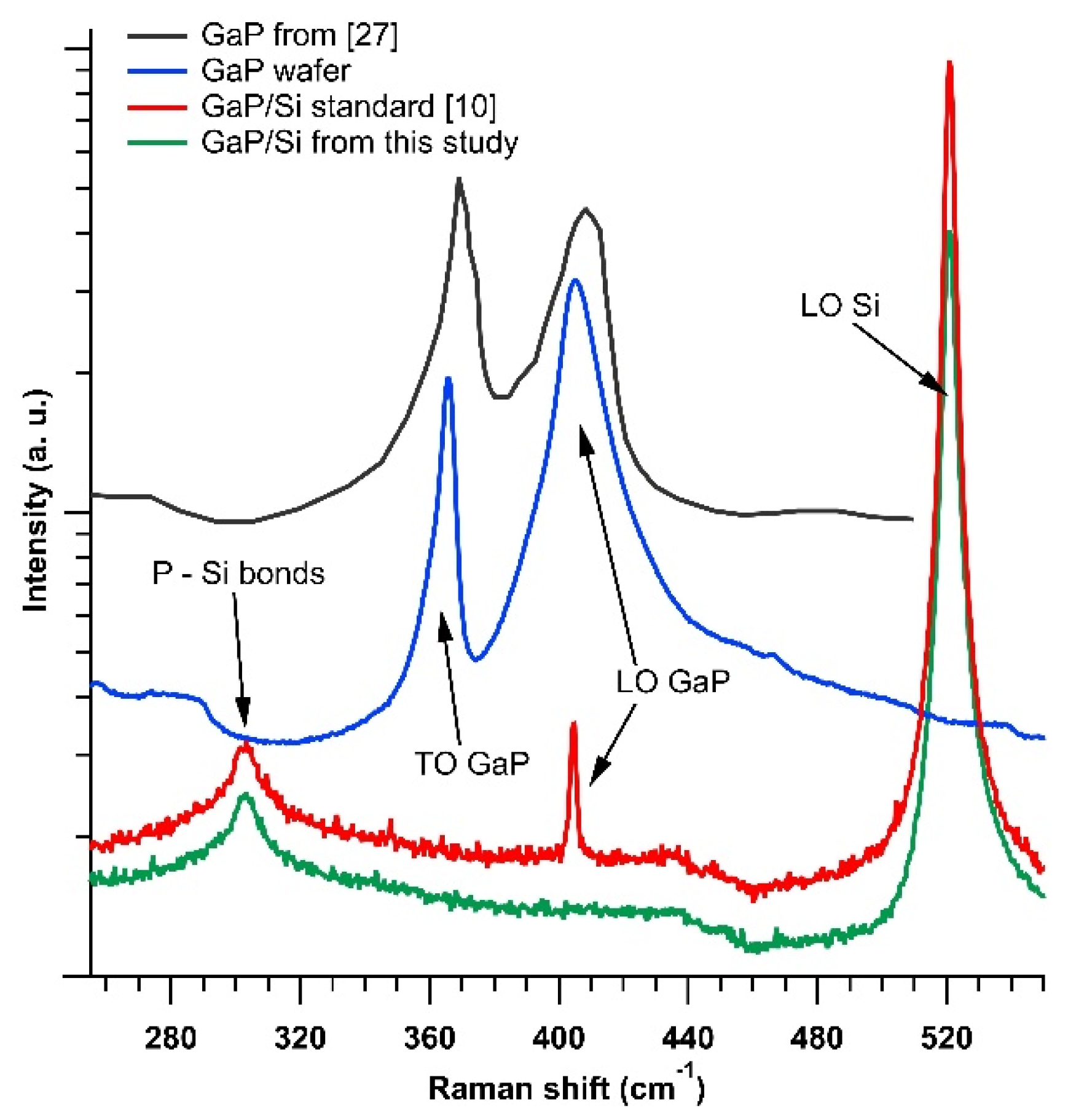
3.3. Layer Quality, Defects and Contaminants: Raman Spectroscopy
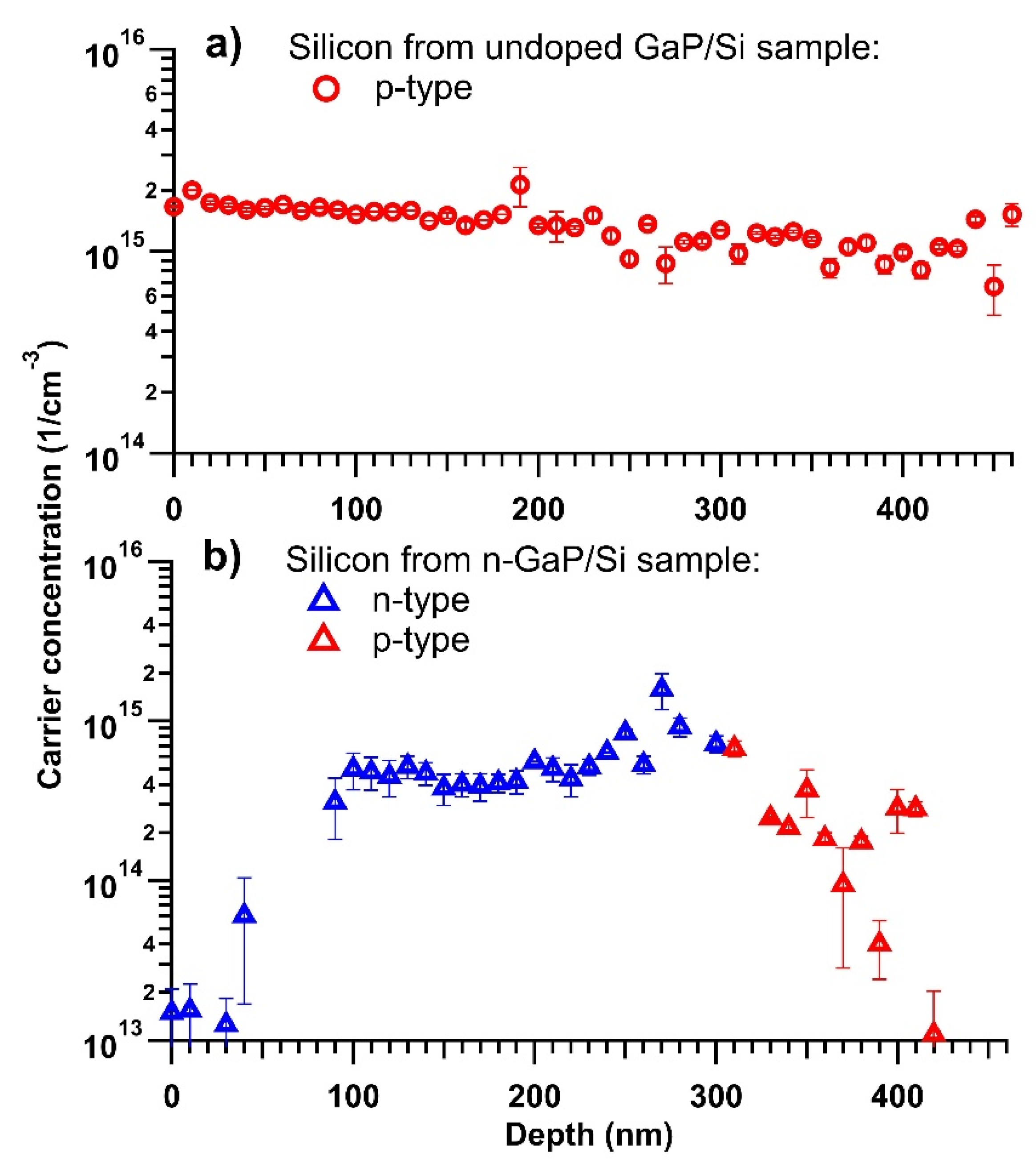
3.4. Group-V Diffusion during the Nucleation Process: p-n Junction Formation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
CAS Numbers of Chemical Elements
References
- Battaglia, C.; Cuevas, A.; De Wolf, S. High-efficiency crystalline silicon solar cells: Status and perspectives. Energy Environ. Sci. 2016, 9, 1552–1576. [Google Scholar] [CrossRef]
- Yoshikawa, K.; Yoshida, W.; Irie, T.; Kawasaki, H.; Konishi, K.; Ishibashi, H.; Asatani, T.; Adachi, D.; Kanematsu, M.; Uzu, H.; et al. Exceeding conversion efficiency of 26% by heterojunction interdigitated back contact solar cell with thin film Si technology. Sol. Energ Mater. Sol. Cells 2017, 173, 37–42. [Google Scholar] [CrossRef]
- Shockley-Queisser, W.H. Detailed balance limiy of efficiency of p-n junction solar cells. J. Appl. Phys. 1961, 32, 510–519. [Google Scholar] [CrossRef]
- Geisz, J.F.; France, R.M.; Schulte, K.L.; Steiner, M.A. Six-junction III–V solar cells with 47.1% conversion efficiency under 143 Suns concentration. Nat. Energy 2020, 5, 326–335. [Google Scholar] [CrossRef]
- Hayashi, K.; Soga, T.; Nishikawa, H.; Jimbo, T.; Umeno, M. MOCVD growth of GaAsP on Si for tandem solar cell application. In Proceedings of the 1994 IEEE 1st World Conference on Photovoltaic Energy Conversion-WCPEC (A Joint Conference of PVSC, PVSEC and PSEC), Waikoloa, HI, USA, 5–9 December 1994. [Google Scholar]
- Supplie, O.; Romanyuk, O.; Koppka, C.; Steidl, M.; Nägelein, A.; Paszuk, A.; Winterfeld, L.; Dobrich, A.; Kleinschmidt, P.; Runge, E.; et al. Metalorganic vapor phase epitaxy of III–V-on-silicon: Experiment and theory. Prog. Cryst. Growth Charact. Mater. 2018, 64, 103–132. [Google Scholar] [CrossRef]
- Caño, P.; Hinojosa, M.; Nguyen, H.; Morgan, A.; Fuertes Marrón, D.; García, I.; Johnson, A.; Rey-Stolle, I. Hybrid III-V/SiGe solar cells grown on Si substrates through reverse graded buffers. Sol. Energy Mater. Cells 2020, 205, 110246. [Google Scholar] [CrossRef]
- Olson, J.M.; Al-Jassim, M.M.; Kibbler, A.; Jones, K.M. MOCVD growth and characterization of GaP on Si. J. Cryst. Growth 1986, 77, 515–523. [Google Scholar] [CrossRef]
- Narayanan, V.; Sukidi, N.; Hu, C.; Dietz, N.; Bachmann, K.J.; Mahajan, S.; Shingubara, S. Growth of gallium phosphide layers by chemical beam epitaxy on oxide patterned (001) silicon substrates. Mater. Sci. Eng. B 1998, 54, 207–209. [Google Scholar] [CrossRef]
- Volz, K.; Beyer, A.; Witte, W.; Ohlmann, J. GaP-nucleation on exact Si (001) substrates for III/V device integration. J. Cryst. Growth 2011, 315, 37–47. [Google Scholar] [CrossRef]
- Feifel, M.; Ohlmann, J.; Benick, J.; Rachow, T. MOVPE grown gallium phosphide-silicon heterojunction solar cells. IEEE J. Photovolt. 2017, 7, 502–507. [Google Scholar] [CrossRef]
- García-Tabarés, E.; Martín, D.; García, I.; Lelievre, J.F.; Rey-Stolle, I. Optimization of the silicon subcell for III-V on silicon multijunction solar cells: Key differences with conventional silicon technology. AIP Conf. Proc. 2012, 1477, 5–9. [Google Scholar]
- Connolly, J.P.; Mencaraglia, D.; Renard, C.; Bouchier, D. Designing III–V multijunction solar cells on silicon. Prog. Photovolt. Res. Appl. 2014, 22, 810–820. [Google Scholar] [CrossRef]
- Grassman, T.J.; Carlin, J.A.; Galiana, B.; Yang, L.M. Nucleation-related defect-free GaP/Si (100) heteroepitaxy via metal-organic chemical vapor deposition. Appl. Phys. Lett. 2013, 102, 142102. [Google Scholar] [CrossRef]
- Grassman, T.J.; Lepkowski, D.L.; Boyer, J.T.; Chmielewski, D.J.; Yi, C.; Western, N.; Mehrvarz, H.; Ho-Baillie, A.; Kerestes, C.; Derkacs, D.; et al. Toward >25% Efficient Monolithic Epitaxial GaAsP/Si Tandem Solar Cells. In Proceedings of the 2019 IEEE 46th Photovoltaic Specialists Conference (PVSC), Chicago, IL, USA, 16–21 June 2019. [Google Scholar]
- Kunert, B.; Németh, I.; Reinhard, S.; Volz, K.; Stolz, W. Si (001) surface preparation for the antiphase domain free heteroepitaxial growth of GaP on Si substrate. Thin Solid Film. 2008, 517, 140–143. [Google Scholar] [CrossRef]
- Beyer, A.; Ohlmann, J.; Liebich, S.; Heim, H.; Witte, G.; Stolz, W.; Volz, K. GaP heteroepitaxy on Si (001): Correlation of Si-surface structure, GaP growth conditions, and Si-III/V interface structure. J. Appl. Phys. 2012, 111, 083534. [Google Scholar] [CrossRef]
- Paszuk, A.; Supplie, O.; Kim, B.; Brückner, S.; Nandy, M.; Heinisch, A.; Kleinschmidt, P.; Nakano, Y.; Sugiyama, M.; Hannappel, T. GaAsP/Si tandem solar cells: In situ study on GaP/Si: As virtual substrate preparation. Sol. Energy Mater. Sol. Cells 2018, 180, 343–349. [Google Scholar] [CrossRef]
- Warren, E.; Kibbler, A.; France, R.; Norman, A.; Stradins, P.; McMahon, W. Growth of antiphase-domain-free GaP on Si substrates by metalorganic chemical vapor deposition using an in situ AsH3 surface preparation. Appl. Phys. Lett. 2015, 107, 82109. [Google Scholar] [CrossRef]
- Hannappel, T.; McMahon, W.E.; Olson, J.M. An RDS, LEED, and STM Study of MOCVD-Prepared Si (100) surfaces. J. Cryst. Growth 2004, 272, 24–29. [Google Scholar] [CrossRef]
- García-Tabarés Valdivieso, E. MOVPE Growth of III-V Semiconductors on Silicon for Third Generation Solar Cells. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2015. [Google Scholar]
- Paszuk, A. Controlling Si (111) and Si (100) Surfaces for Subsequent GaP Heteroepitaxy in CVD Ambient. Ph.D. Thesis, Technische Universität Ilmenau, Ilmenau, Germany, 2017. [Google Scholar]
- Paszuk, A.; Dobrich, A.; Koppka, C.; Brückner, S.; Duda, M.; Kleinschmidt, P.; Supplie, O.; Hannappel, T. In situ preparation of Si p-n junctions and subsequent surface preparation for III-V heteroepitaxy in MOCVD ambient. J. Cryst. Growth 2017, 464, 14–19. [Google Scholar] [CrossRef]
- Caño, P. Desarrollo de Células Solares Multiunión de Semiconductores del Grupo III-V Sobre Sustratos de Silicio. Ph.D. Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2021. [Google Scholar]
- Warren, E.L.; Kibbler, A.E.; France, R.M.; Norman, A.G.; Olson, J.M.; McMahon, W.E. Investigation of GaP/Si heteroepitaxy on MOCVD prepared Si (100) surfaces. In Proceedings of the 2015 IEEE 42nd Photovoltaic Specialist Conference (PVSC), New Orleans, LA, USA, 14–19 June 2015. [Google Scholar]
- Navarro, A.; García-Tabarés, E.; Galiana, B.; Caño, P.; Rey-Stolle, I.; Ballesteros, C. MOVPE growth of GaP on Si with as initial coverage. J. Cryst. Growth 2017, 464, 8–13. [Google Scholar] [CrossRef]
- Pelosi, C.; Musaeva, N.; Attolini, G.; Bosi, M.; Clerjaud, B.; Bénalloul, P.; Barthou, C.; Jabbarov, R.B.; Abdullayeva, S. Heteroepitaxial Movpe Growth of GaInPN Alloys on Si. In Proceedings of the First International Conference on Material and Information Sciences in High Technologies MISHT-2007, Bakou, Azerbaijan, 26–29 September 2007. [Google Scholar]
- Russell, J.P. Raman spectroscopy using a gas laser. J. Phys. 1965, 56, 620–626. [Google Scholar] [CrossRef]
- Dolling, G.; Cowley, R.A. The thermodynamic and optical properties of germanium, silicon, diamond and gallium arsenide. Proc. Phys. Soc. 1966, 88, 463. [Google Scholar] [CrossRef]
- Li, C.; Wang, S.; Li, C.; Yu, T.; Jia, N.; Quiao, J.; Zhu, M.; Liu, D.; Tao, X. Highly sensitive detection of polarized light using a new group IV–V 2D orthorhombic SiP. J. Mater. Chem. C 2018, 6, 7219–7225. [Google Scholar] [CrossRef]
- Bondi, A.; Cornet, C.; Boyer, S.; Nguyen, T.; Létoublon, A.; Pedesseau, L.; Durand, O.; Moreac, A.; Ponchet, A.; Le Corre, A.; et al. Raman investigation of GaP–Si interfaces grown by molecular beam epitaxy. Thin Solid Film. 2013, 541, 72–75. [Google Scholar] [CrossRef]
- García-Tabarés, E.; Martín, D.; García, I.; Rey-Stolle, I. Understanding phosphorus diffusion into silicon in a MOVPE environment for III–V on silicon solar cells. Sol. Energy Mater. Sol. Cells 2013, 116, 61–67. [Google Scholar] [CrossRef]
- Janzén, E.; Grimmeiss, H.G.; Lodding, A.; Deline, C. Diffusion of telluriom dopant in silicon. J. Appl. Phys. 1982, 53, 7367–7371. [Google Scholar] [CrossRef]
- Deppe, D.G.; Plano, W.E.; Baker, J.E.; Holonyak Jr., N. Comparison of SiIII-SiV and SiIII-VIII diffusion models in III-V heterostructures lattice matched to GaAs. Appl. Phys. Lett. 1988, 53, 2211. [Google Scholar] [CrossRef]
- Hinojosa, M.; García, I.; Dadgostar, S.; Algora, C. Point-Defects Assisted Zn-Diffusion in AlGaInP/GaInP Systems during the MOVPE Growth of Inverted Multijunction Solar Cells. IEEE J. Photovolt. 2021, 11, 429–436. [Google Scholar] [CrossRef]
- Haridoss, S.; Bénière, F.; Gauneau, M.; Rupert, A. Diffusion of gallium in silicon. J. Appl. Phys. 1980, 51, 5833–5837. [Google Scholar] [CrossRef]
- Jones, S.W. Diffusion in Silicon; IC Knowledge LCC: Georgetown, MA, USA, 2008. [Google Scholar]
- Ohkawa, S.; Nakajima, Y.; Fukukawa, Y. Arsenic diffusion into silicon from elemental source. Jpn. J. Appl. Phys. 1975, 14, 458. [Google Scholar] [CrossRef]
- Barrigón, E.; Ochoa, M.; García, I.; Barrutia, L.; Algora, C.; Rey-Stolle, I. Degradation of Ge subcells by thermal load during the growth of multijunction solar cells. Prog. Photovolt. Res. Appl. 2018, 26, 102–111. [Google Scholar] [CrossRef]
- García-Tabarés, E.; Carlin, J.A.; Grassman, T.J.; Martín, D.; Rey-Stolle, I.; Ringel, S.A. Evolution of silicon bulk lifetime during III–V-on-Si multijunction solar cell epitaxial growth. Prog. Photovolt. Res. Appl. 2015, 24, 634–644. [Google Scholar] [CrossRef]
- Feifel, M.; Rachow, T.; Benick, J.; Ohlmann, J. Gallium phosphide window layer for silicon solar cells. IEEE J. Photovolt. 2016, 6, 384–390. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Si (100) |
|---|---|
| Miscut | 4°→ [111] |
| Chemical clean | HF dip, 3:00 |
| Process pressure | 250 mbar |
| Carrier gas and flow | H2, 15 slpm |
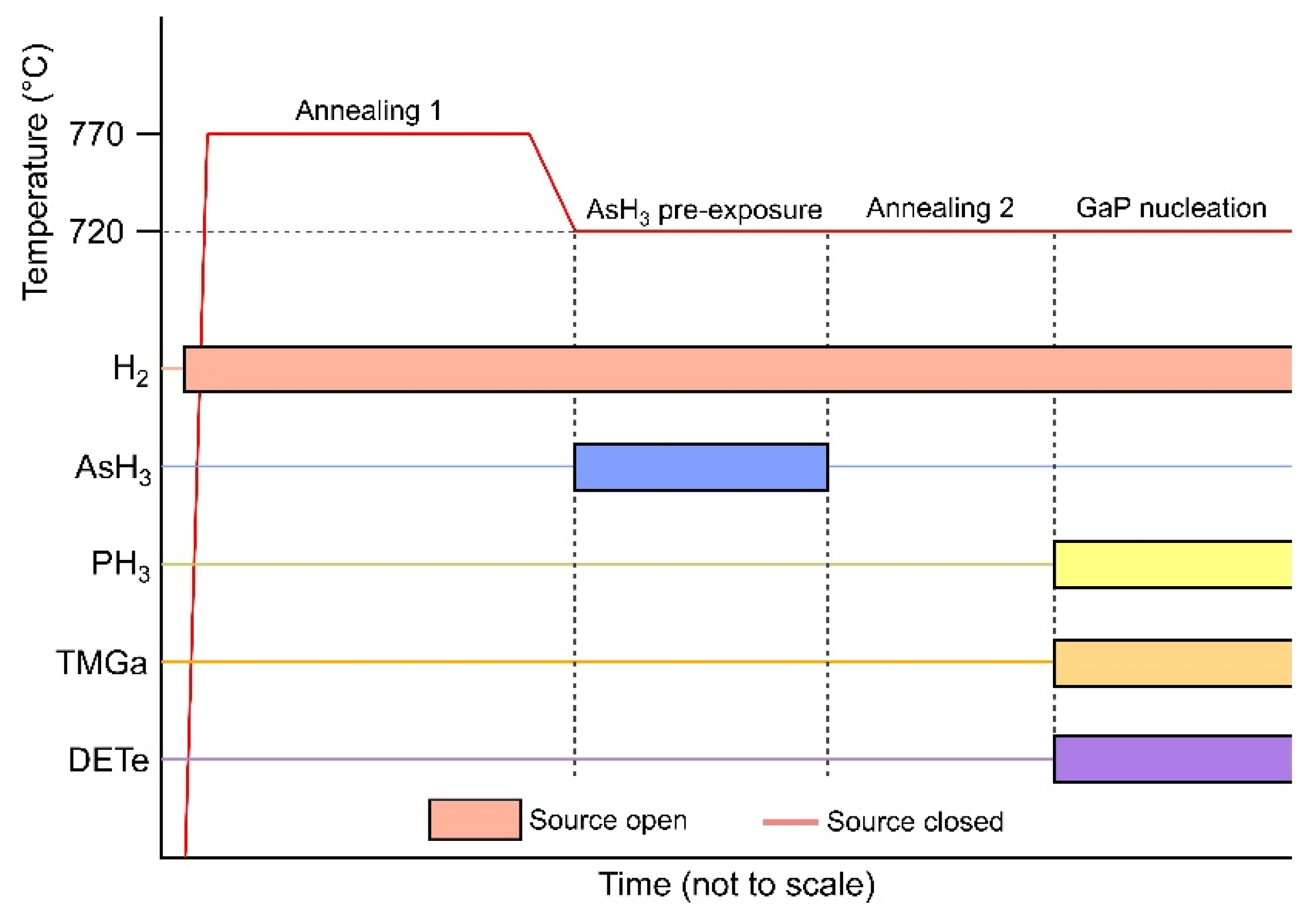
| First anneal (T, t) | 770 °C, 30:00 |
| AsH3 pre-exposure (T, t, flow) | 720 °C, 2:45, AsH3 = 30 sccm |
| Second anneal (T, t) | 720 °C, 2:00 |
| GaP growth (T, t, V/III, flows) | 720 °C, 0:30, 1500 PH3 = 500 sccm; TMGa = 5 sccm; DETe = 33 sccm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caño, P.; Ruiz, C.M.; Navarro, A.; Galiana, B.; García, I.; Rey-Stolle, I. Growth of GaP Layers on Si Substrates in a Standard MOVPE Reactor for Multijunction Solar Cells. Coatings 2021, 11, 398. https://doi.org/10.3390/coatings11040398
Caño P, Ruiz CM, Navarro A, Galiana B, García I, Rey-Stolle I. Growth of GaP Layers on Si Substrates in a Standard MOVPE Reactor for Multijunction Solar Cells. Coatings. 2021; 11(4):398. https://doi.org/10.3390/coatings11040398
Chicago/Turabian StyleCaño, Pablo, Carmen M. Ruiz, Amalia Navarro, Beatriz Galiana, Iván García, and Ignacio Rey-Stolle. 2021. "Growth of GaP Layers on Si Substrates in a Standard MOVPE Reactor for Multijunction Solar Cells" Coatings 11, no. 4: 398. https://doi.org/10.3390/coatings11040398
APA StyleCaño, P., Ruiz, C. M., Navarro, A., Galiana, B., García, I., & Rey-Stolle, I. (2021). Growth of GaP Layers on Si Substrates in a Standard MOVPE Reactor for Multijunction Solar Cells. Coatings, 11(4), 398. https://doi.org/10.3390/coatings11040398