
Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces





Abstract
:1. Introduction
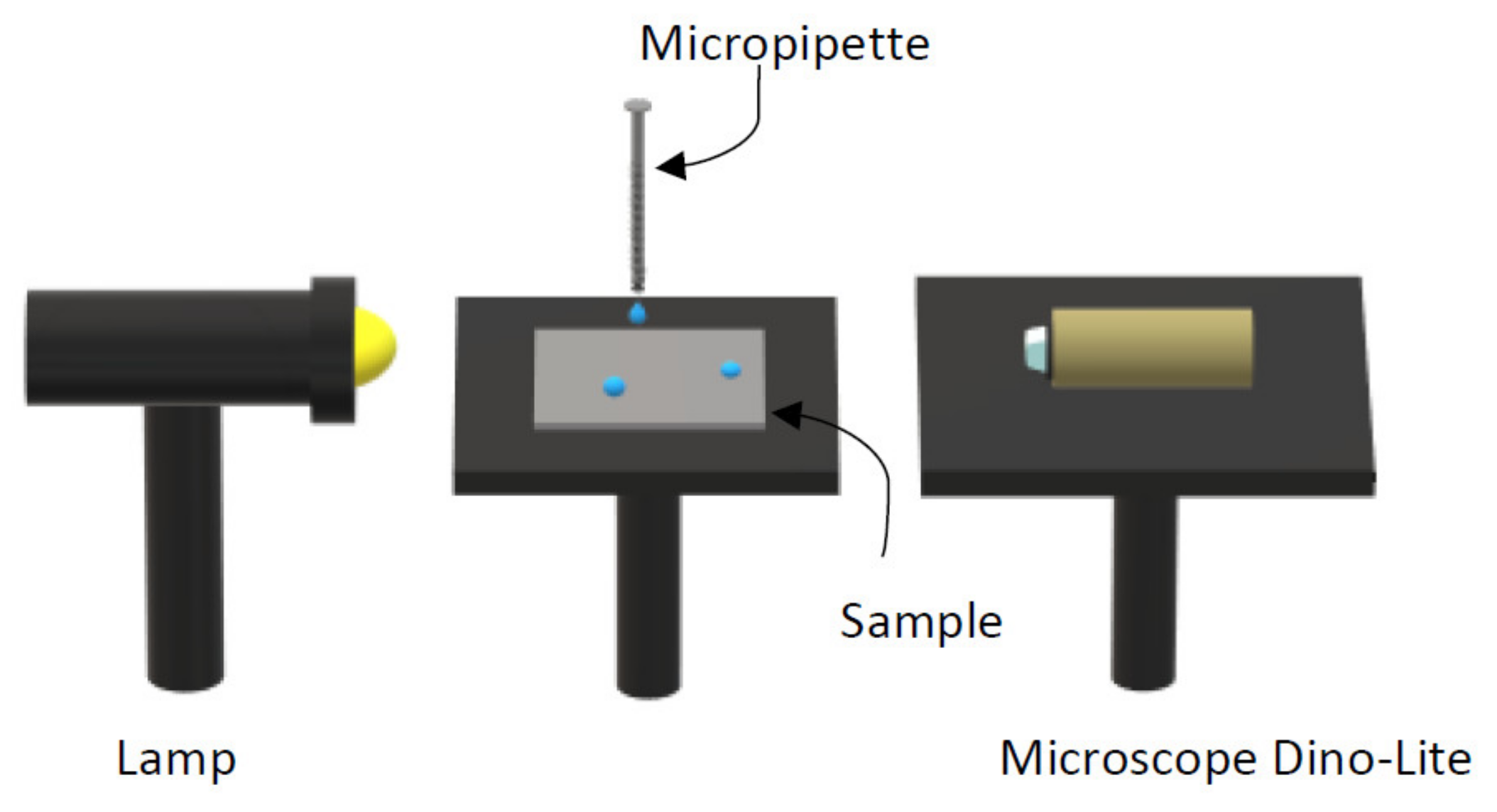
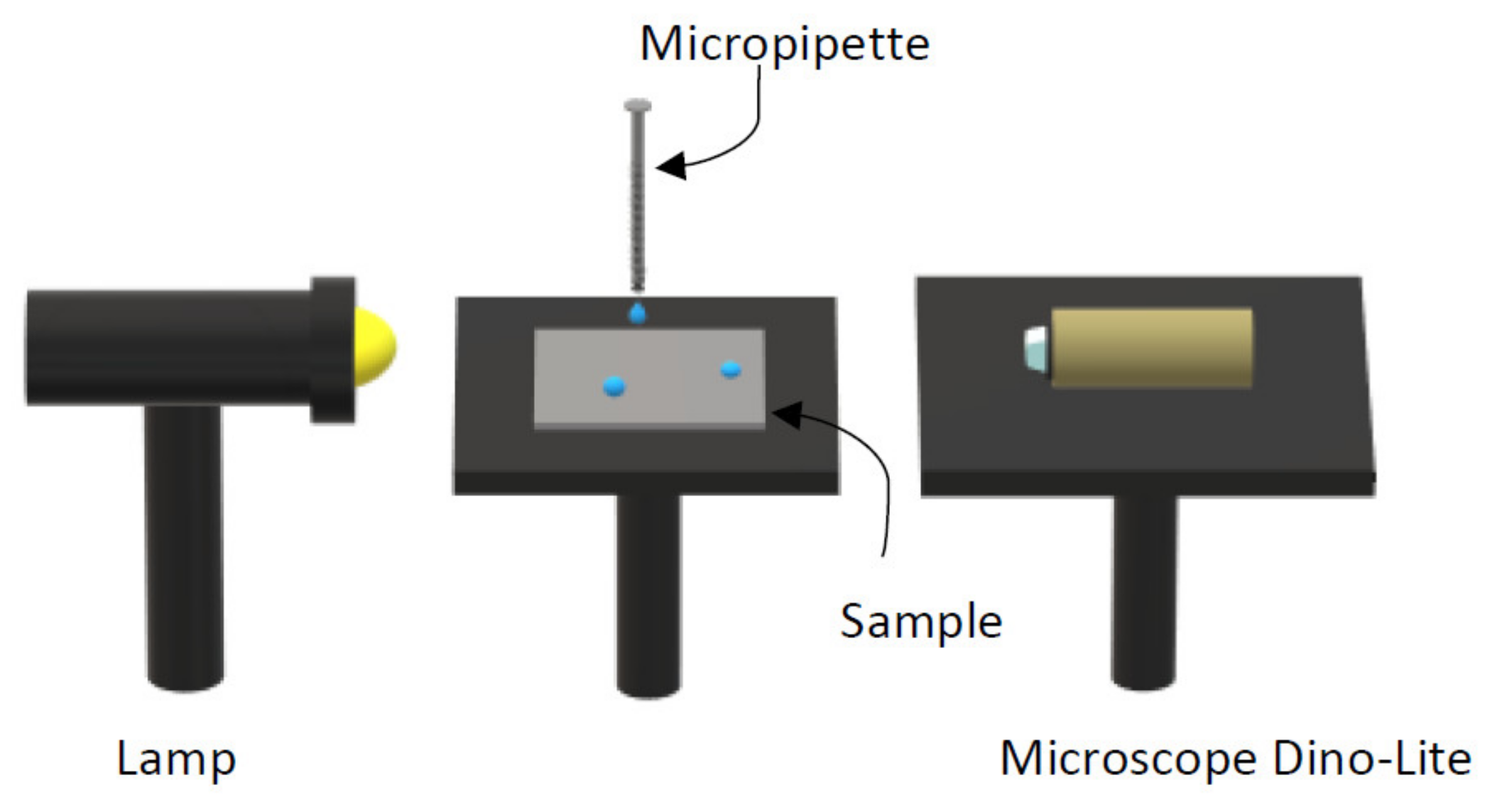
2. Materials and Methods
3. Results and Discussion
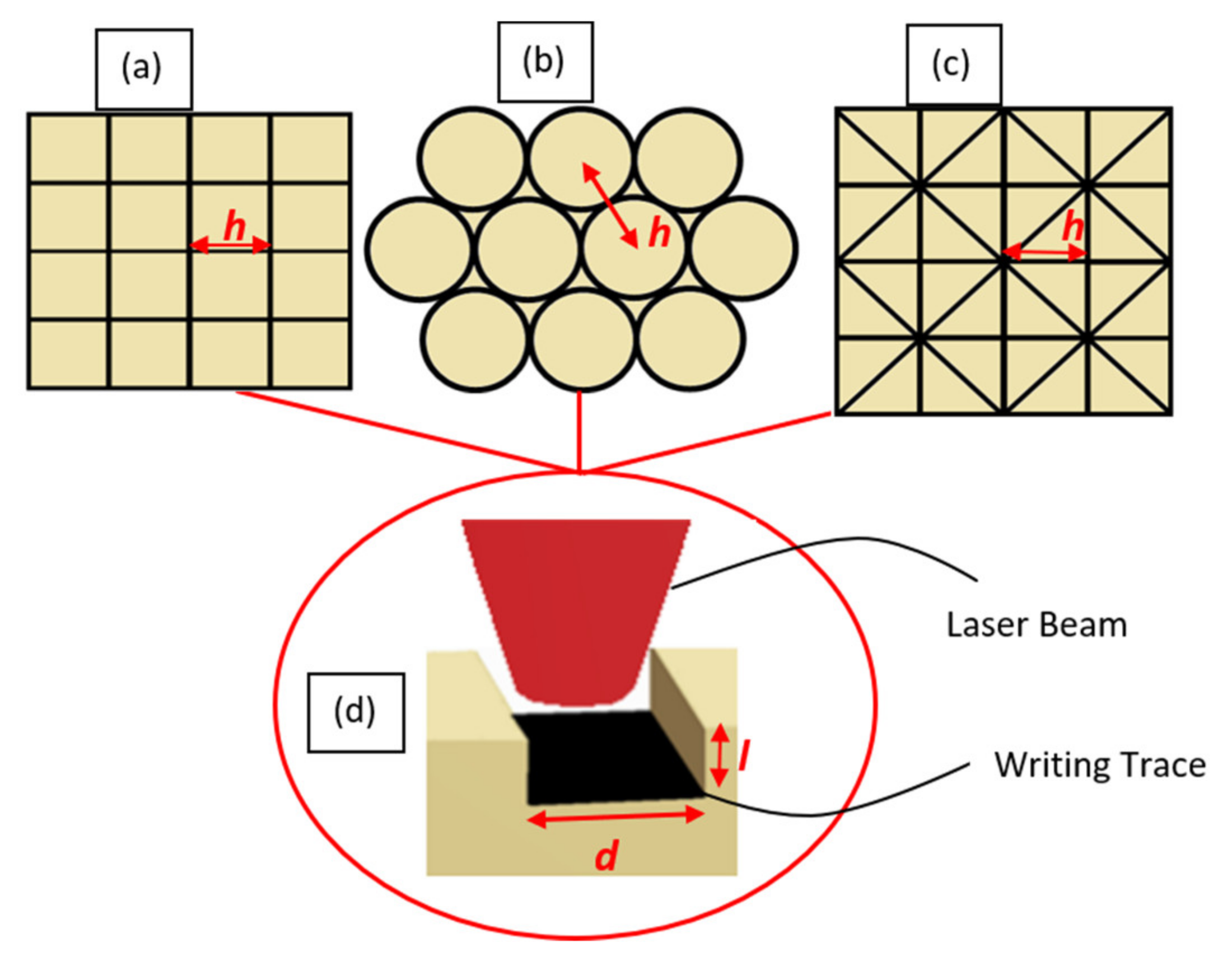
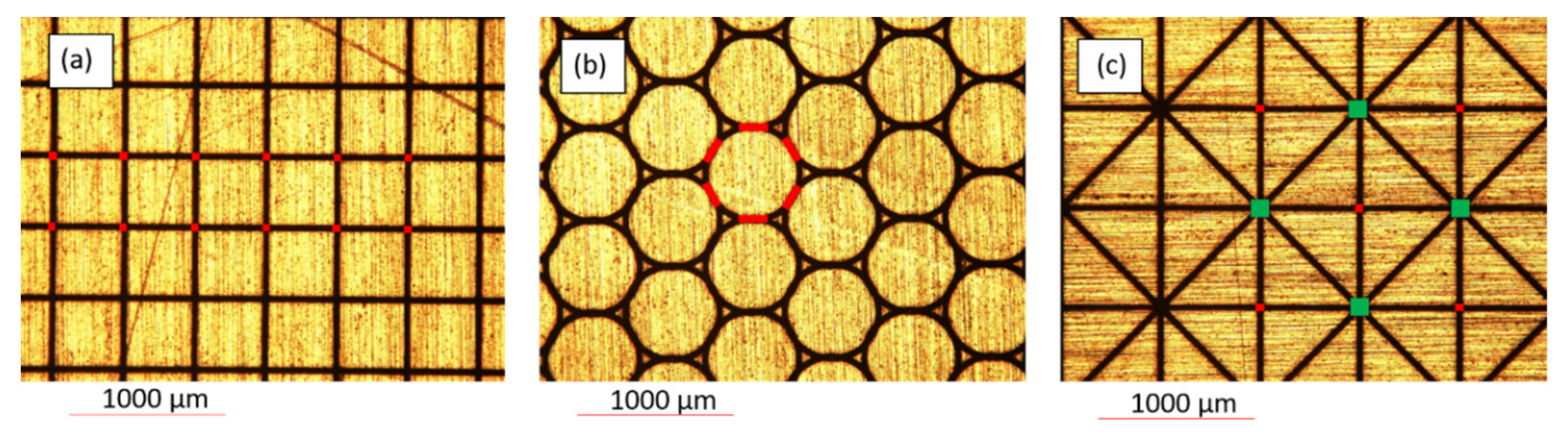
3.1. Fs-Laser Texturing of Aluminum Alloy Surfaces
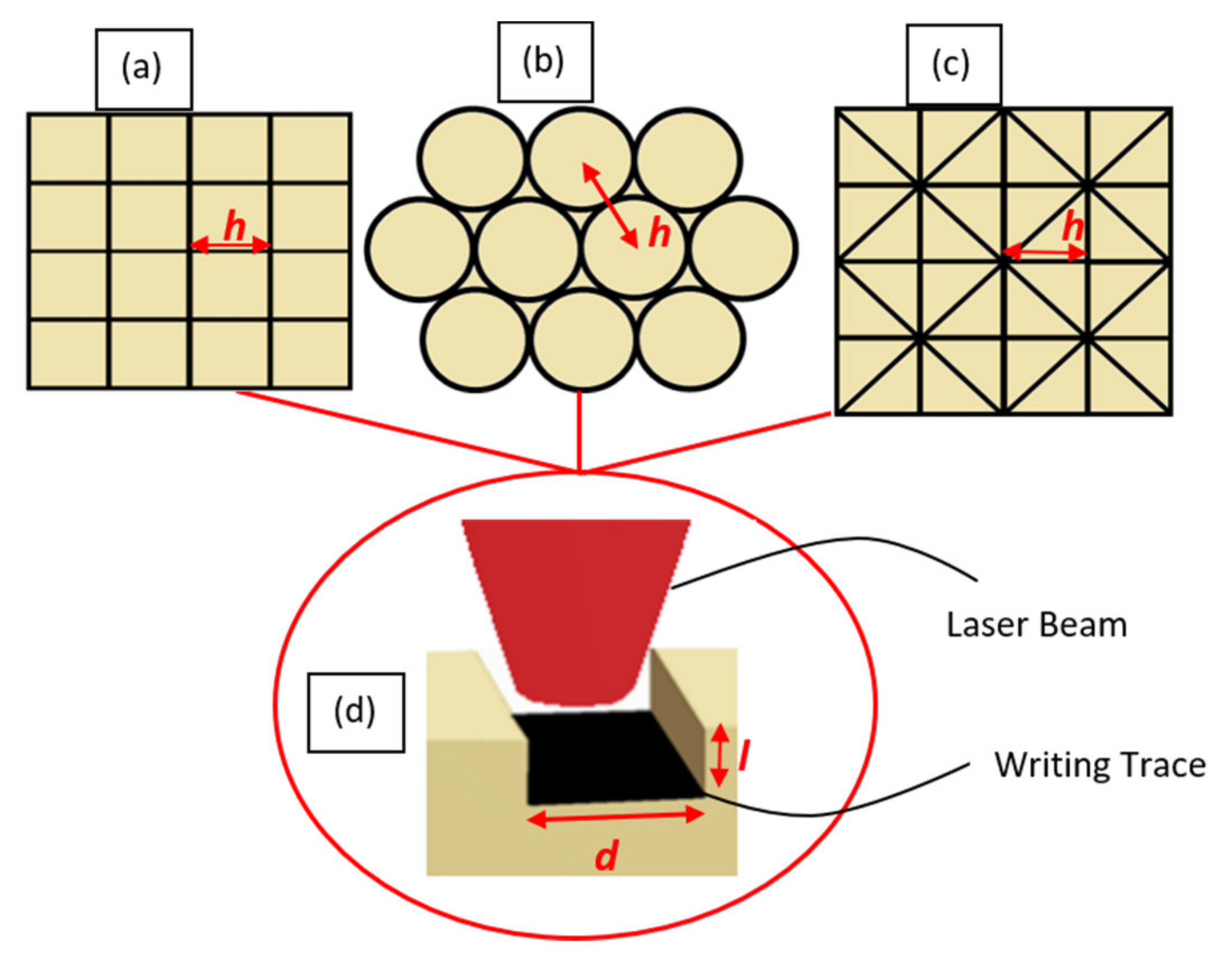
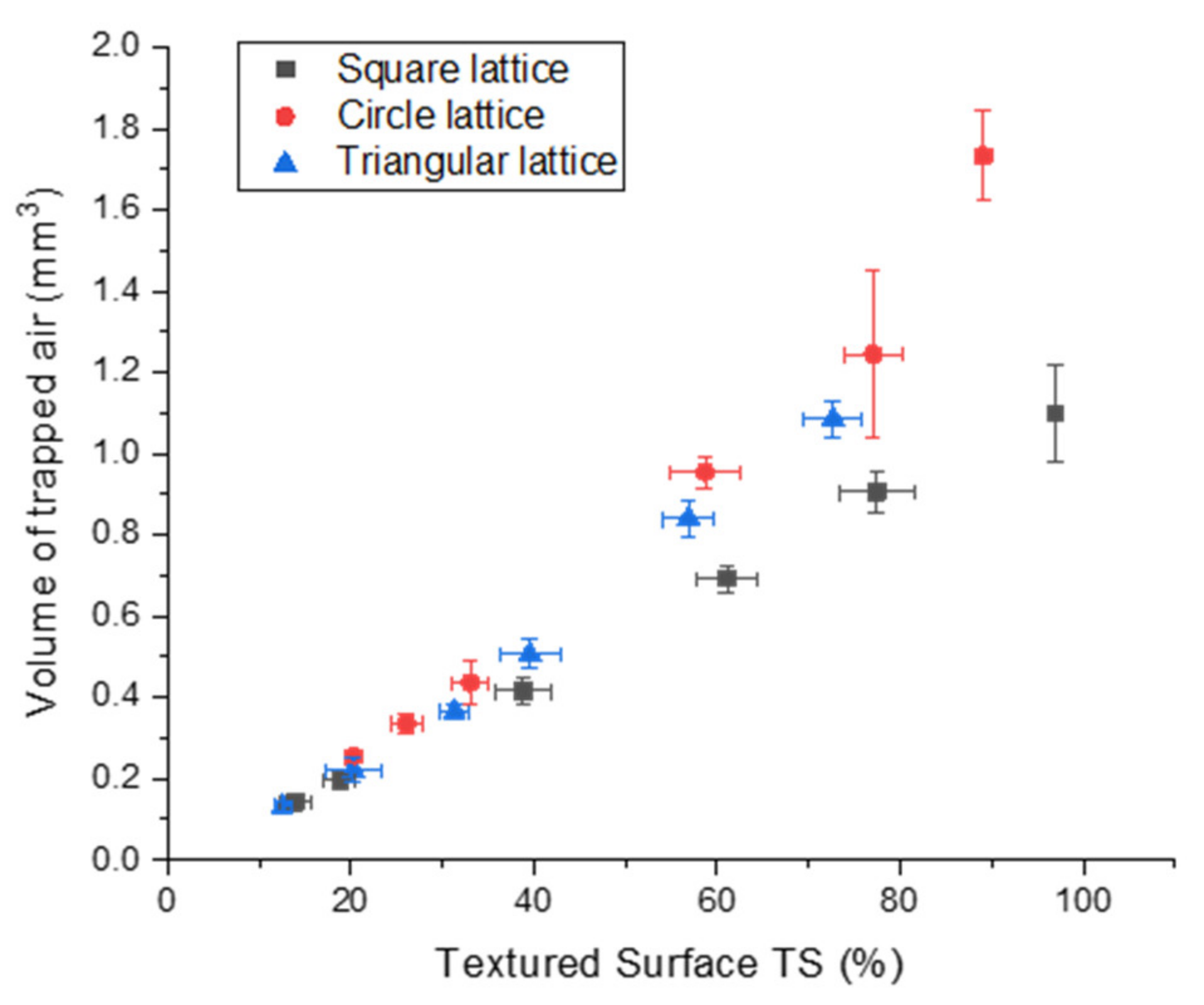
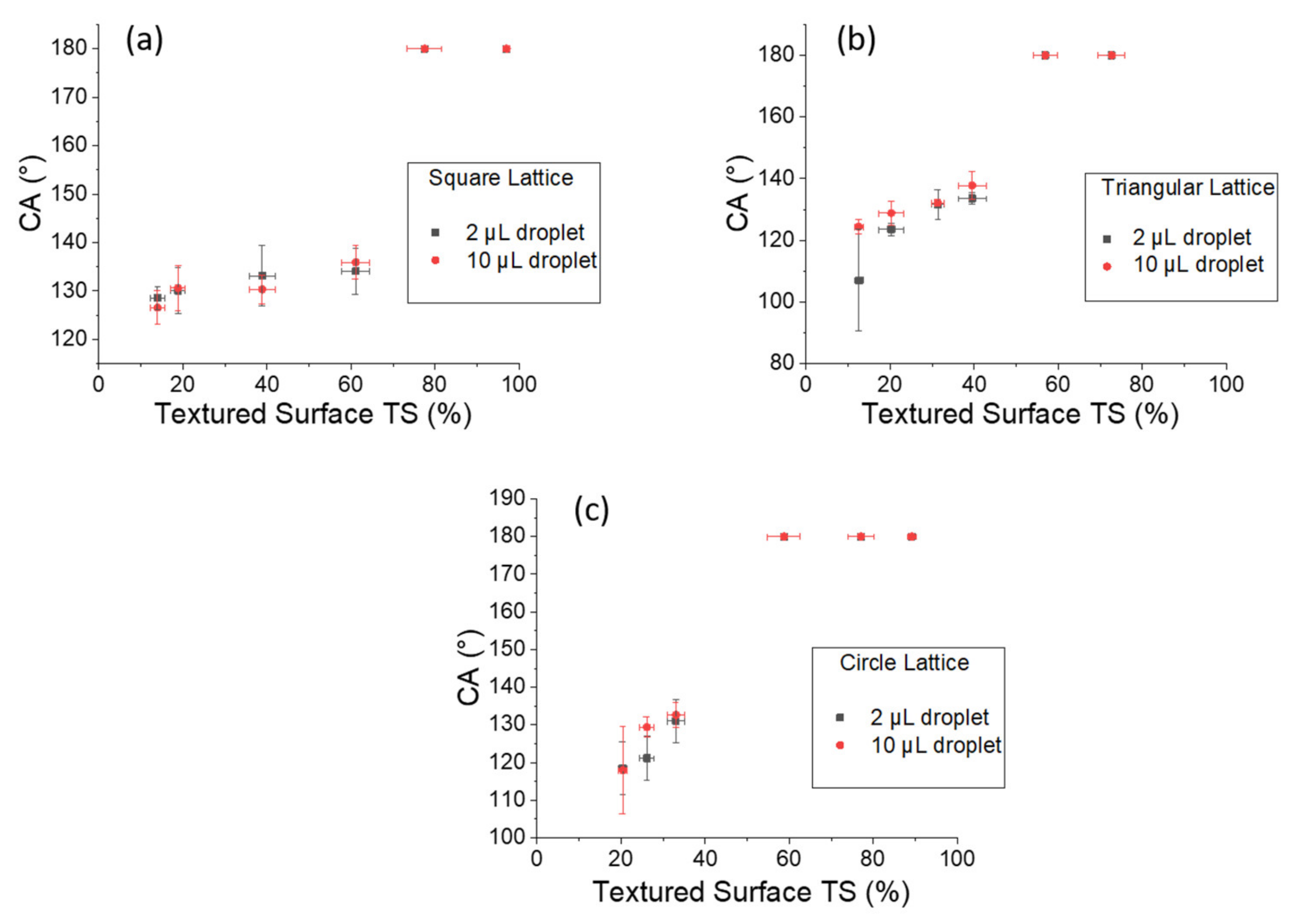
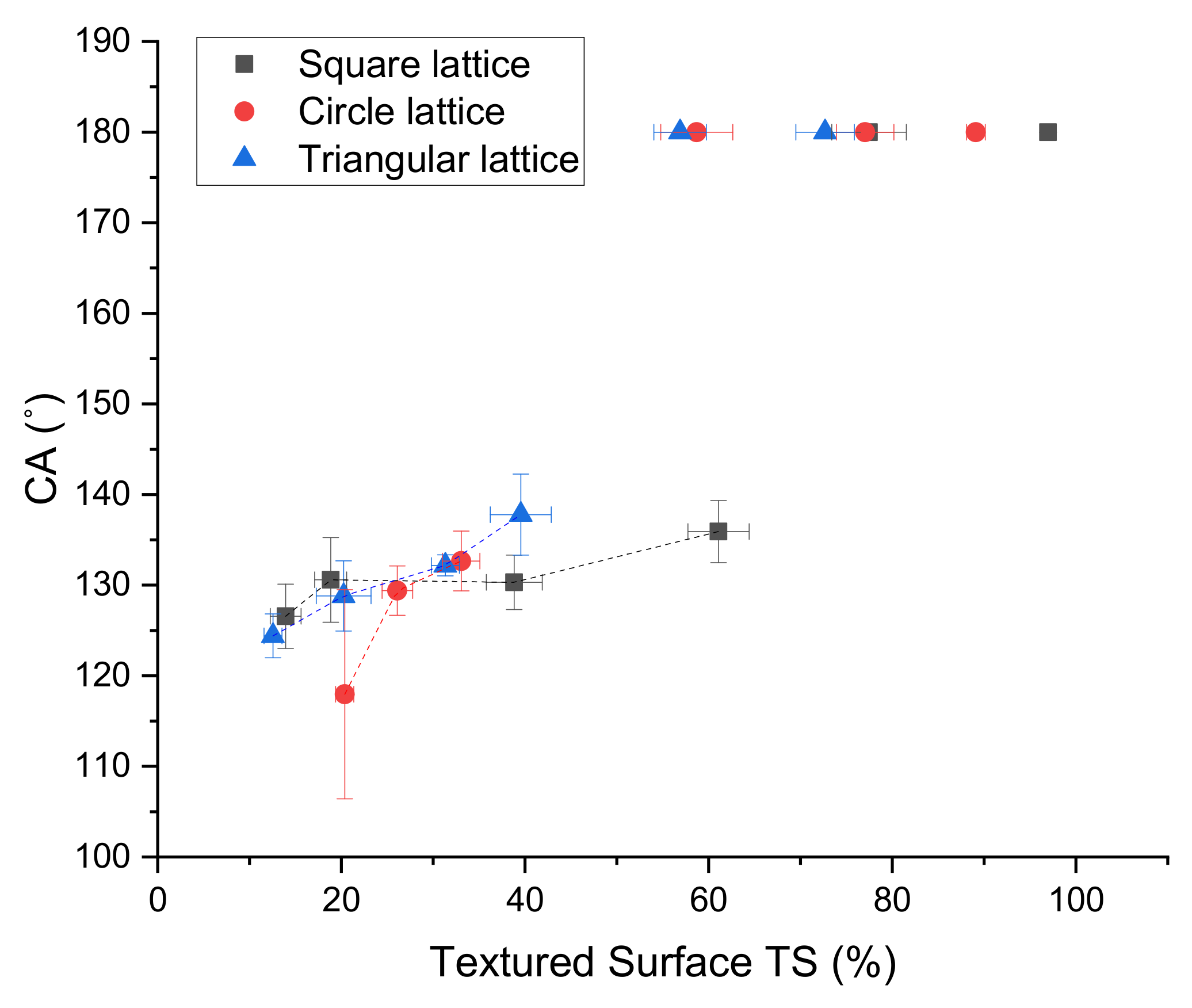
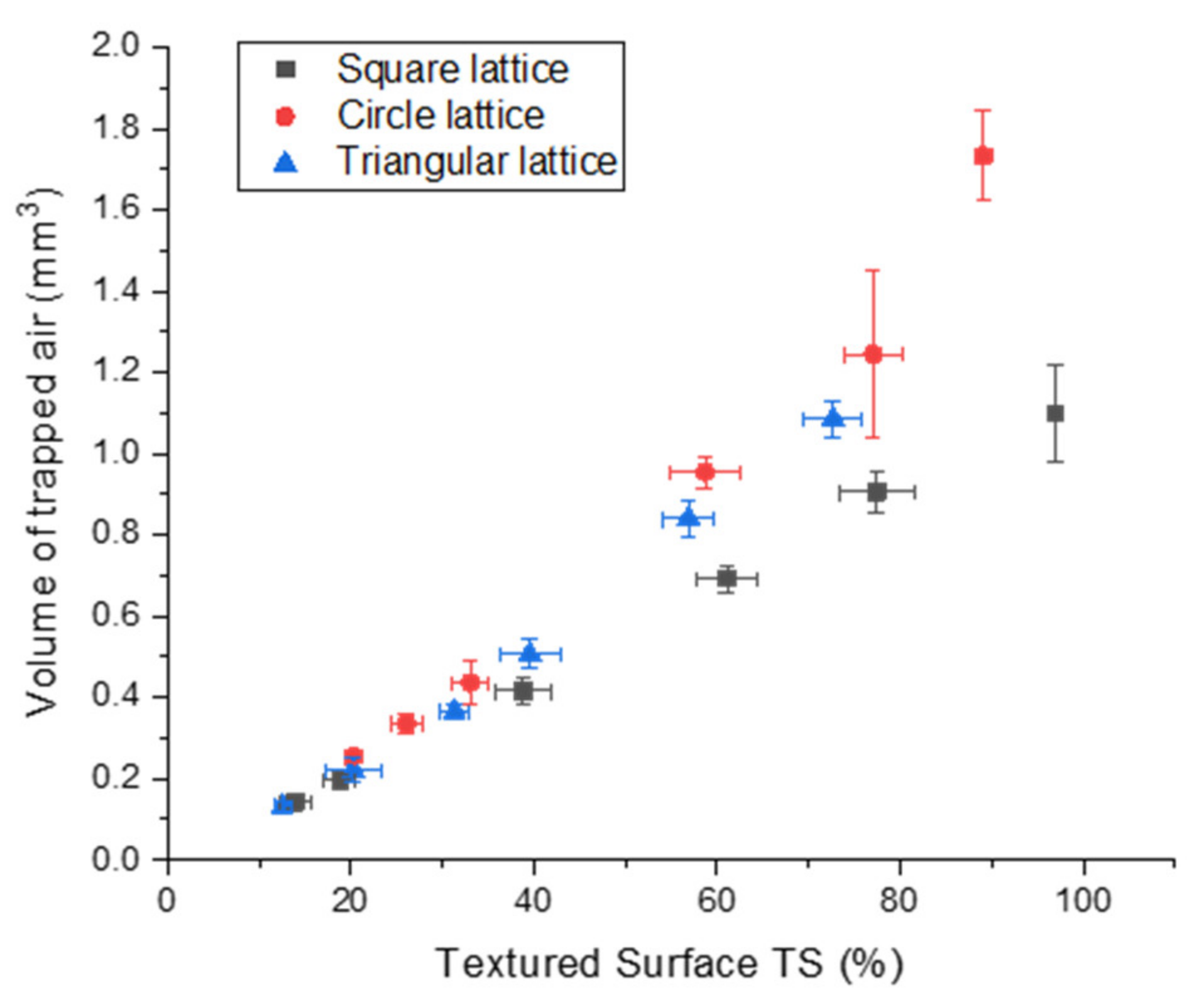
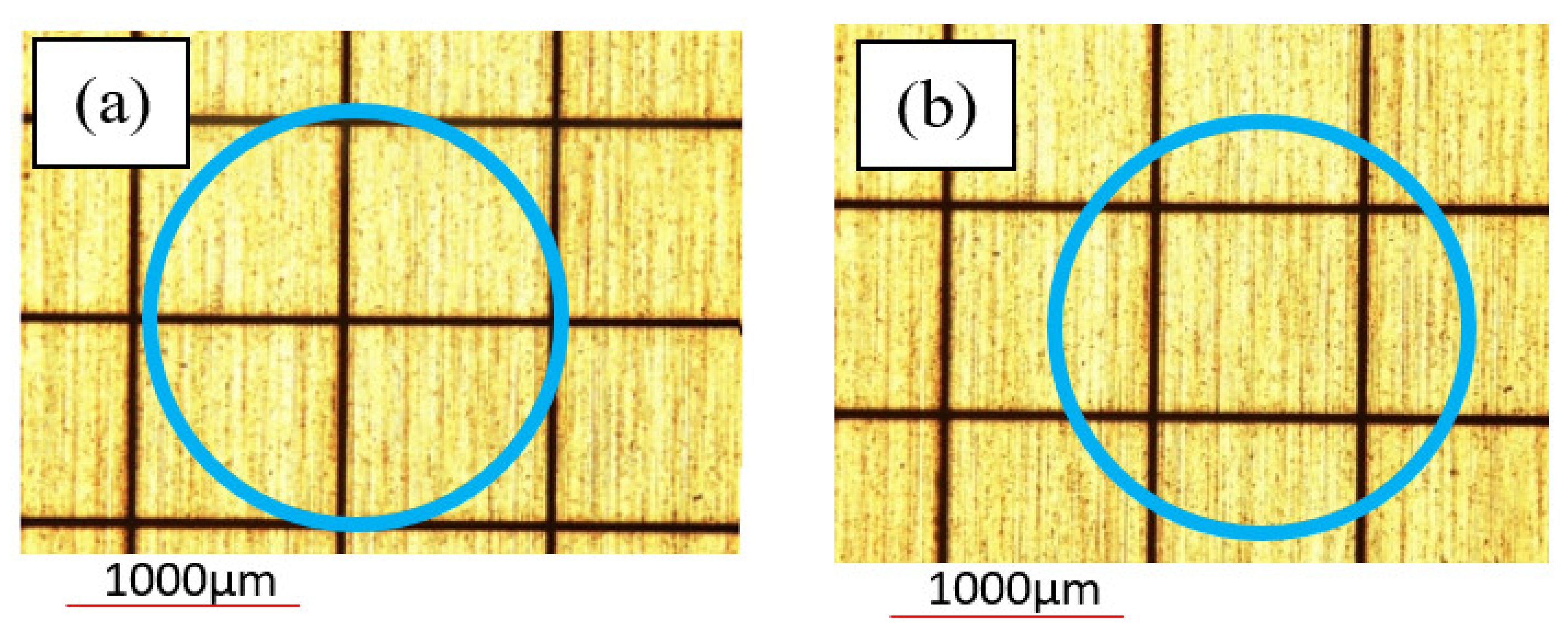
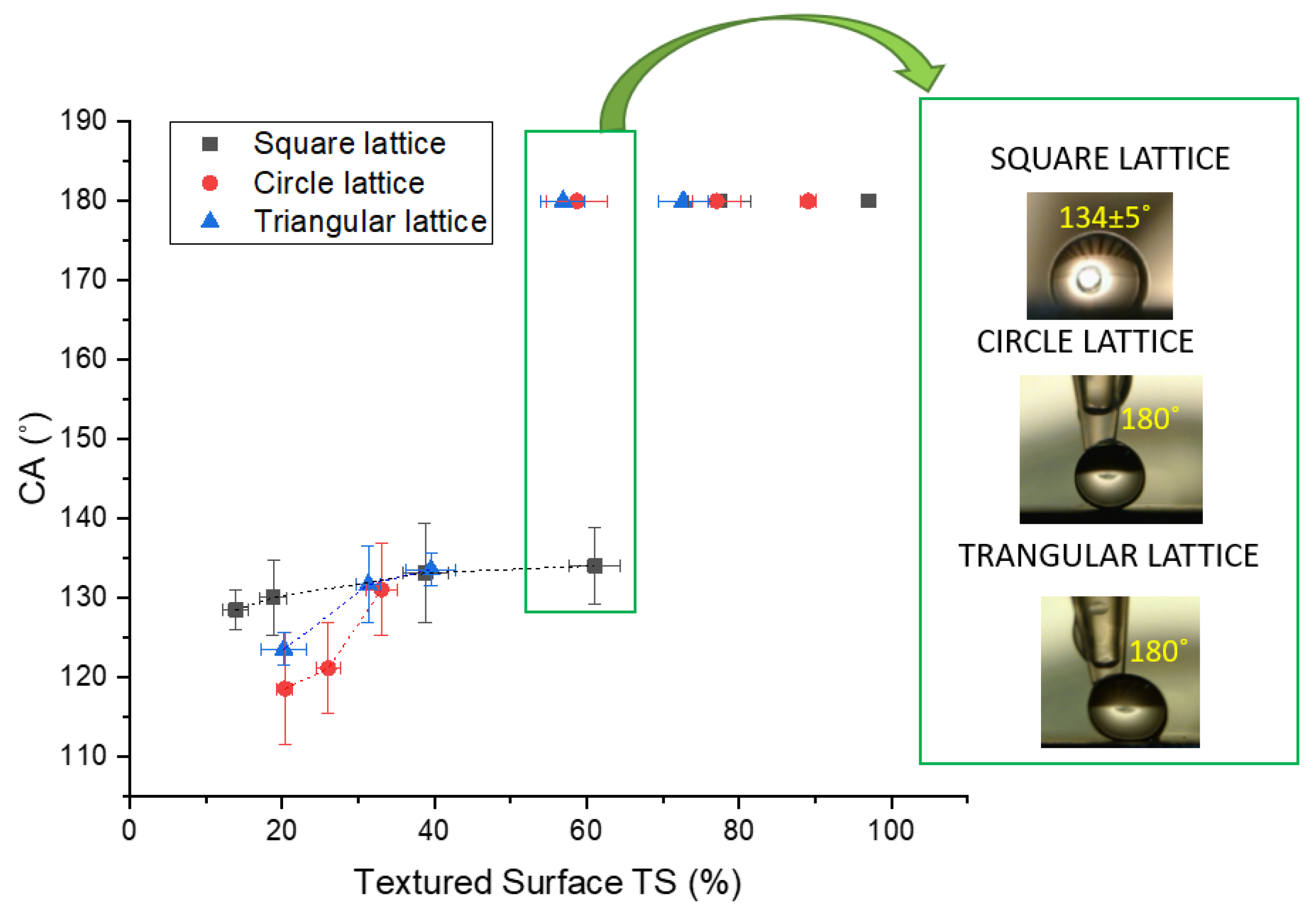
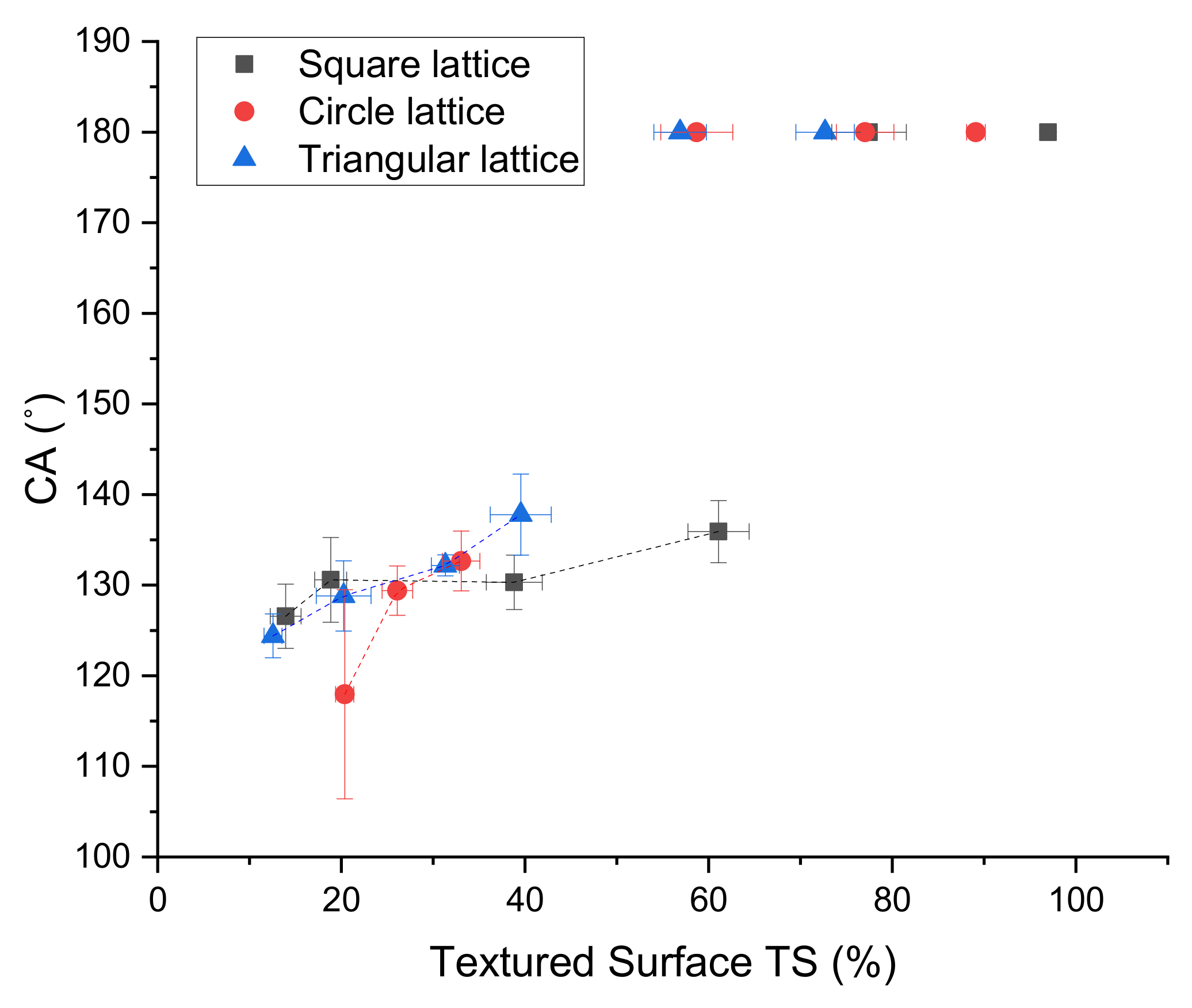
3.2. Comparison between Fs-Laser Textured Geometries
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.; Zhang, F.; Chen, Y.; Zhang, H.; Han, Y.; Liu, J.; Huang, L.; Liu, X. Electrochemical fabrication of superhydrophobic passive films on aeronautic steel surface. Colloids Surf. A Physicochem. Eng. Asp. 2019, 572, 317–325. [Google Scholar] [CrossRef]
- Ng, Y.H.; Tay, S.W.; Hong, L. Formation of icephobic surface with micron-scaled hydrophobic heterogeneity on polyurethane aerospace. ACS Appl. Mater. Interfaces 2018, 10, 37517–37528. [Google Scholar] [CrossRef]
- Xiang, T.; Lv, Z.; Wei, F.; Liu, J.; Dong, W.; Li, C.; Zhao, Y.; Chen, D. Superhydrophobic civil engineering materials: A review from recent developments. Coatings 2019, 9, 753. [Google Scholar] [CrossRef] [Green Version]
- De Marco, C.; Eaton, S.M.; Suriano, R.; Turri, S.; Levi, M.; Ramponi, R.; Cerullo, G.; Osellame, R. Surface properties of femtosecond laser ablated PMMA. ACS Appl. Mater. Interfaces 2010, 2, 2377–2384. [Google Scholar] [CrossRef]
- Butt, H.J.; Roisman, I.V.; Brinkmann, M.; Papadopoulos, P.; Vollmer, D.; Semprebon, C. Characterization of super liquid-repellent surfaces. Curr. Opin. Colloid Interface Sci. 2014, 19, 343–354. [Google Scholar] [CrossRef] [Green Version]
- Mateescu, M.; Knopf, S.; Mermet, F.; Lavalle, P.; Vonna, L. Role of trapped air in the attachment of staphylococcus aureus on superhydrophobic silicone elastomer surfaces textured by a femtosecond laser. Langmuir 2020, 36, 1103–1112. [Google Scholar] [CrossRef]
- Wang, Y.; Xue, J.; Wang, Q.; Chen, Q.; Ding, J. Verification of icephobic/anti-icing properties of a superhydrophobic surface. Appl. Mater. Interfaces 2013, 5, 3370–3381. [Google Scholar] [CrossRef] [PubMed]
- Volpe, A.; Gaudiuso, C.; Ancona, A. Laser fabrication of anti-icing surfaces: A review. Materials 2020, 13, 5692. [Google Scholar] [CrossRef]
- Jagdheesh, R.; Diaz, M.; Oca, J.L. Bio inspired self-cleaning ultrahydrophobic aluminium surface by laser processing. RSC Adv. 2016, 6, 72933–72941. [Google Scholar] [CrossRef]
- Ancona, A.; Joshi, G.S.; Volpe, A.; Scaraggi, M.; Lugarà, P.M.; Carbone, G. Non-uniform laser surface texturing of an un-tapered square pad for tribological applications. Lubricants 2017, 5, 41. [Google Scholar] [CrossRef] [Green Version]
- Trotta, G.; Vázquez, R.M.; Volpe, A.; Modica, F.; Ancona, A.; Fassi, I.; Osellame, R. Disposable optical stretcher fabricated by microinjection moulding. Micromachines 2018, 9, 388. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Volpe, A.; Paiè, P.; Ancona, A.; Osellame, R. Polymeric fully inertial lab-on-a-chip with enhanced-throughput sorting capabilities. Microfluid. Nanofluid. 2019, 23, 37. [Google Scholar] [CrossRef]
- Volpe, A.; Trotta, G.; Krishnan, U.; Ancona, A. Prediction model of the depth of the femtosecond laser micro-milling of PMMA. Opt. Laser Technol. 2019, 120, 105713. [Google Scholar] [CrossRef]
- Putignano, C.; Scarati, D.; Gaudiuso, C.; Di Mundo, R.; Ancona, A.; Carbone, G. Soft matter laser micro-texturing for friction reduction: An experimental investigation. Tribol. Int. 2019, 136, 82–86. [Google Scholar] [CrossRef]
- Fraggelakis, F.; Giannuzzi, G.; Gaudiuso, C.; Manek-Hönninger, I.; Mincuzzi, G.; Ancona, A.; Kling, R. Double- and multi-femtosecond pulses produced by birefringent crystals for the generation of 2D laser-induced structures on a stainless steel surface. Materials 2019, 12, 1257. [Google Scholar] [CrossRef] [Green Version]
- Samanta, A.; Wang, Q.; Shaw, S.K.; Ding, H. Nanostructuring of laser textured surface to achieve superhydrophobicity on engineering metal surface. J. Laser Appl. 2019, 31, 022515. [Google Scholar] [CrossRef]
- Zhang, D.; Chen, F.; Yang, Q.; Yong, J.; Bian, H.; Ou, Y.; Si, J.; Meng, X.; Hou, X. A simple way to achieve pattern-dependent tunable adhesion in superhydrophobic surfaces by a femtosecond laser. ACS Appl. Mater. Interfaces 2012, 4, 4905–4912. [Google Scholar] [CrossRef] [PubMed]
- Ancona, A.; Carbone, G.; De Filippis, M.; Volpe, A.; Lugarà, P.M. Femtosecond laser full and partial texturing of steel surfaces to reduce friction in lubricated contact. Adv. Opt. Technol. 2014, 3, 539–547. [Google Scholar] [CrossRef]
- Du, K.; Brüning, S.; Gillner, A. High-power picosecond laser with 400 W average power for large scale applications. Laser-Based Micro Nanopackag. Assem. VI 2012, 8244, 82440P. [Google Scholar]
- Mincuzzi, G.; Rebière, A.; Faucon, M.; Sikora, A.; Kling, R. Beam engineering strategies for high throughput, precise, micro-cutting by 100 W, femtosecond lasers. J. Laser Appl. 2020, 32, 042003. [Google Scholar] [CrossRef]
- Schille, J.; Schneider, L.; Streek, A.; Kloetzer, S.; Loeschner, U. High-throughput machining using a high-average power ultrashort pulse laser and high-speed polygon scanner. Opt. Eng. 2016, 55, 096109. [Google Scholar] [CrossRef]
- Wang, X.C.; Wang, B.; Xie, H.; Zheng, H.Y.; Lam, Y.C. Picosecond laser micro/nano surface texturing of nickel for superhydrophobicity. J. Phys. D Appl. Phys. 2018, 51, 115305. [Google Scholar] [CrossRef]
- Cardoso, J.T.; Garcia-Giron, A.; Romano, J.M.; Huerta-Murillo, D.; Jagdheesh, R.; Walker, M.; Dimov, S.S.; Ocana, J.L. Influence of ambient conditions on the evolution of wettability properties of an IR-, ns-laser textured aluminium alloy. RSC Adv. 2017, 7, 39617–39627. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; He, M.; Liu, H.; Guan, Y. One-step fabrication of robust superhydrophobic steel surfaces with mechanical durability, thermal stability, and anti-icing function. ACS Appl. Mater. Interfaces 2019, 11, 25586–25594. [Google Scholar] [CrossRef]
- Volpe, A.; Gaudiuso, C.; Venere, L.D.; Licciulli, F.; Giordano, F.; Ancona, A.; Interateneo, D.; Amendola, V.G. Direct femtosecond laser fabrication of superhydrophobic aluminum alloy surfaces with anti-icing properties. Coatings 2020, 10, 587. [Google Scholar] [CrossRef]
- Jagdheesh, R. Fabrication of a superhydrophobic Al2O3 surface using picosecond laser pulses. Langmuir 2014, 30, 12067–12073. [Google Scholar] [CrossRef]
- Jagdheesh, R.; García-Ballesteros, J.J.; Ocaña, J.L. One-step fabrication of near superhydrophobic aluminum surface by nanosecond laser ablation. Appl. Surf. Sci. 2016, 374, 2–11. [Google Scholar] [CrossRef]
- Milles, S.; Voisiat, B.; Nitschke, M.; Lasagni, A.F. Influence of roughness achieved by periodic structures on the wettability of aluminum using direct laser writing and direct laser interference patterning technology. J. Mater. Process. Technol. 2019, 270, 142–151. [Google Scholar] [CrossRef]
- Bormashenko, E. Physics of solid-liquid interfaces: From the Young equation to the superhydrophobicity (review article). Low Temp. Phys. 2016, 42, 622–635. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Yang, G.; Wang, S. Air-grid surface patterning provided by superhydrophobic surfaces. Small 2012, 8, 962–965. [Google Scholar] [CrossRef] [PubMed]
- Cheng, J.; Perrie, W.; Edwardson, S.P.; Fearon, E.; Dearden, G.; Watkins, K.G. Effects of laser operating parameters on metals micromachining with ultrafast lasers. Appl. Surf. Sci. 2009, 256, 1514–1520. [Google Scholar] [CrossRef]
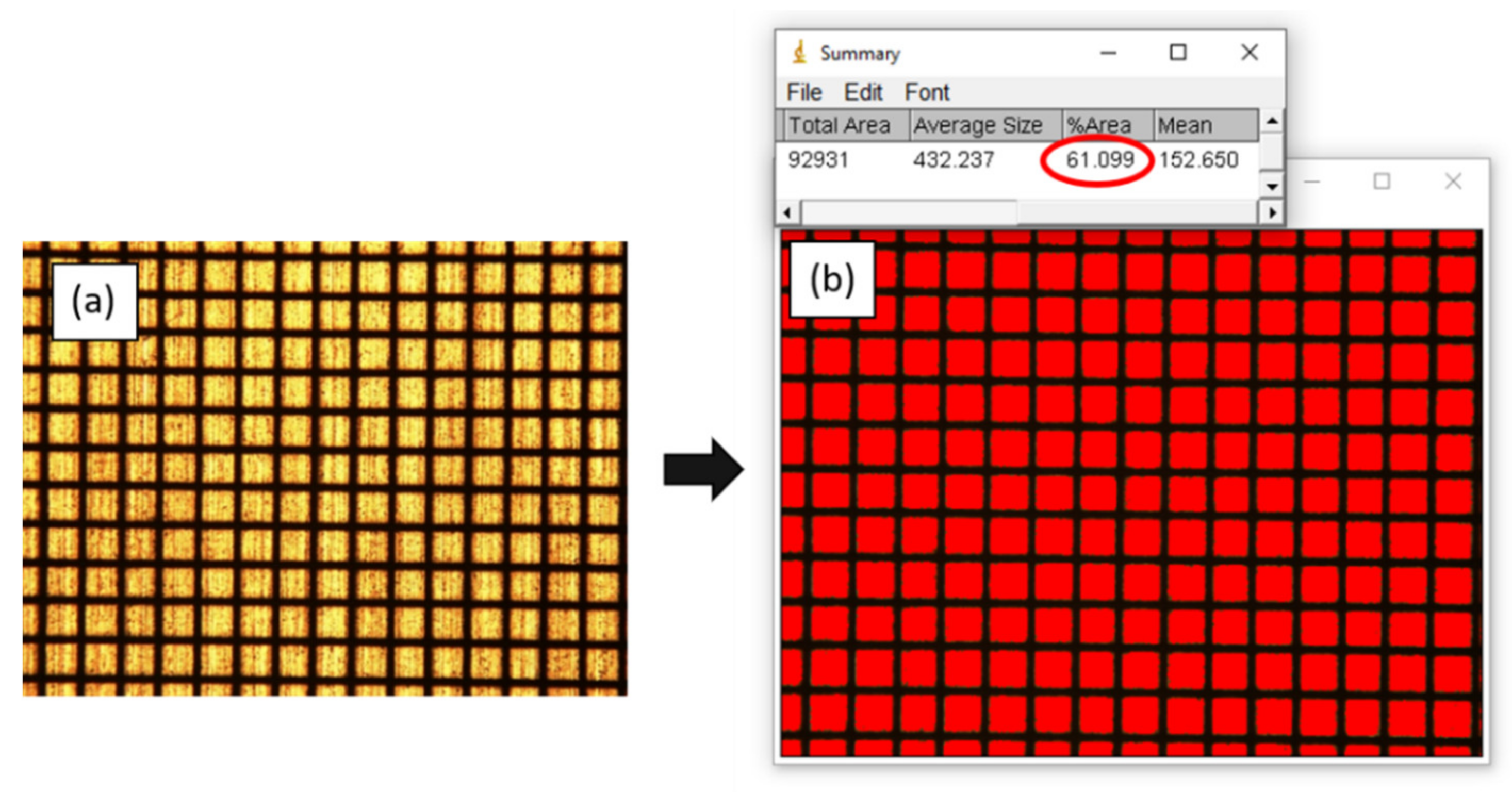
- ImageJ. Available online: https://imagej.nih.gov/ij/index.html (accessed on 10 March 2021).
- Barani, J. Rain Drop Size and Speed of a Falling Rain Drop. Available online: https://www.baranidesign.com/faq-articles/2020/1/19/rain-drop-size-and-speed-of-a-falling-rain-drop#:~:text=Mostmeasurablerainfalldropsizes,thanastandardizedlaboratorydrop (accessed on 9 January 2021).
- Callies, M.; Quéré, D. On water repellency. Soft Matter 2005, 1, 55–61. [Google Scholar] [CrossRef]
- Van Den Brand, J.; Van Gils, S.; Beentjes, P.C.J.; Terryn, H.; De Wit, J.H.W. Ageing of aluminium oxide surfaces and their subsequent reactivity towards bonding with organic functional groups. Appl. Surf. Sci. 2004, 235, 465–474. [Google Scholar] [CrossRef]
- Samaha, M.A.; Vahedi Tafreshi, H.; Gad-el-Hak, M. Sustainability of superhydrophobicity under pressure. Phys. Fluids 2012, 24, 112103. [Google Scholar] [CrossRef] [Green Version]
- Shirtcliffe, N.J.; McHale, G.; Newton, M.I.; Perry, C.C.; Pyatt, F.B. Plastron properties of a superhydrophobic surface. Appl. Phys. Lett. 2006, 89, 10–12. [Google Scholar] [CrossRef] [Green Version]
- Scarratt, L.R.J.; Steiner, U.; Neto, C. A review on the mechanical and thermodynamic robustness of superhydrophobic surfaces. Adv. Colloid Interface Sci. 2017, 246, 133–152. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Marlena, J.; Pranantyo, D.; Nguyen, B.L.; Yap, C.H. A porous superhydrophobic surface with active air plastron control for drag reduction and fluid impalement resistance. J. Mater. Chem. A 2019, 7, 16387–16396. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wavelength | Pulse Duration | Pulse Energy | Scan Speed | Repetition Rate |
|---|---|---|---|---|
| 1030 nm | 900 fs | 12.2 µJ | 50 mm/s | 50 Hz |
| Square | Circle | Triangle | ||||||
|---|---|---|---|---|---|---|---|---|
| # | h (µm) | TS (%) | # | h (µm) | TS (%) | # | h (µm) | TS (%) |
| 1 | 57 | 97 | 7 | 77 | 89 | 13 | 155 | 73 |
| 2 | 91 | 77 | 8 | 106 | 77 | 14 | 208 | 57 |
| 3 | 118 | 61 | 9 | 167 | 59 | 15 | 310 | 40 |
| 4 | 205 | 39 | 10 | 348 | 33 | 16 | 425 | 31 |
| 5 | 455 | 19 | 11 | 455 | 26 | 17 | 636 | 20 |
| 6 | 588 | 14 | 12 | 596 | 20 | 18 | 1272 | 13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volpe, A.; Covella, S.; Gaudiuso, C.; Ancona, A. Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces. Coatings 2021, 11, 369. https://doi.org/10.3390/coatings11030369
Volpe A, Covella S, Gaudiuso C, Ancona A. Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces. Coatings. 2021; 11(3):369. https://doi.org/10.3390/coatings11030369
Chicago/Turabian StyleVolpe, Annalisa, Sara Covella, Caterina Gaudiuso, and Antonio Ancona. 2021. "Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces" Coatings 11, no. 3: 369. https://doi.org/10.3390/coatings11030369
APA StyleVolpe, A., Covella, S., Gaudiuso, C., & Ancona, A. (2021). Improving the Laser Texture Strategy to Get Superhydrophobic Aluminum Alloy Surfaces. Coatings, 11(3), 369. https://doi.org/10.3390/coatings11030369