
Control of the Pore Structure of Plasma-Sprayed Thermal Barrier Coatings through the Addition of Unmelted Porous YSZ Particles

 ,
,
Abstract
1. Introduction
2. Materials and Methods
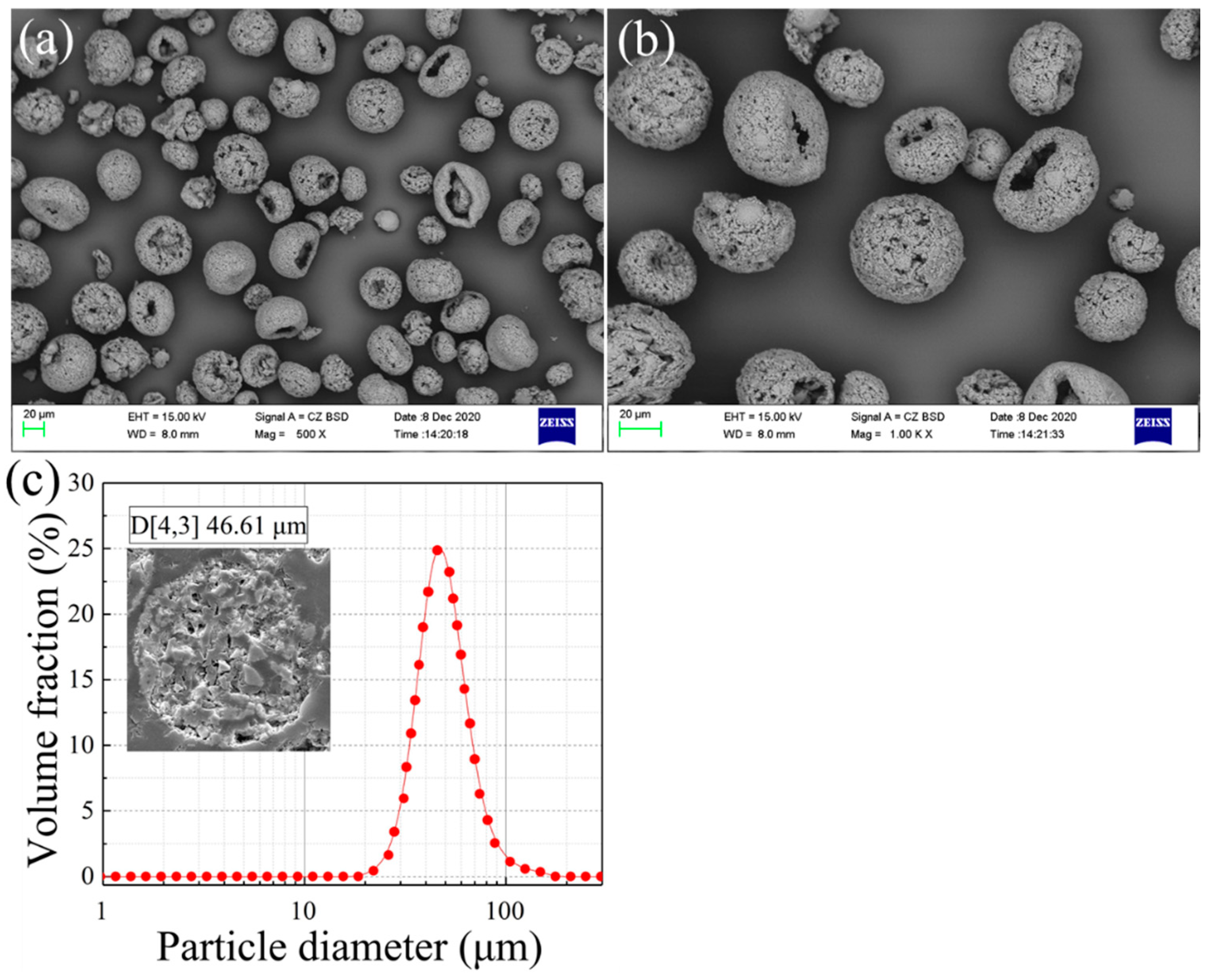
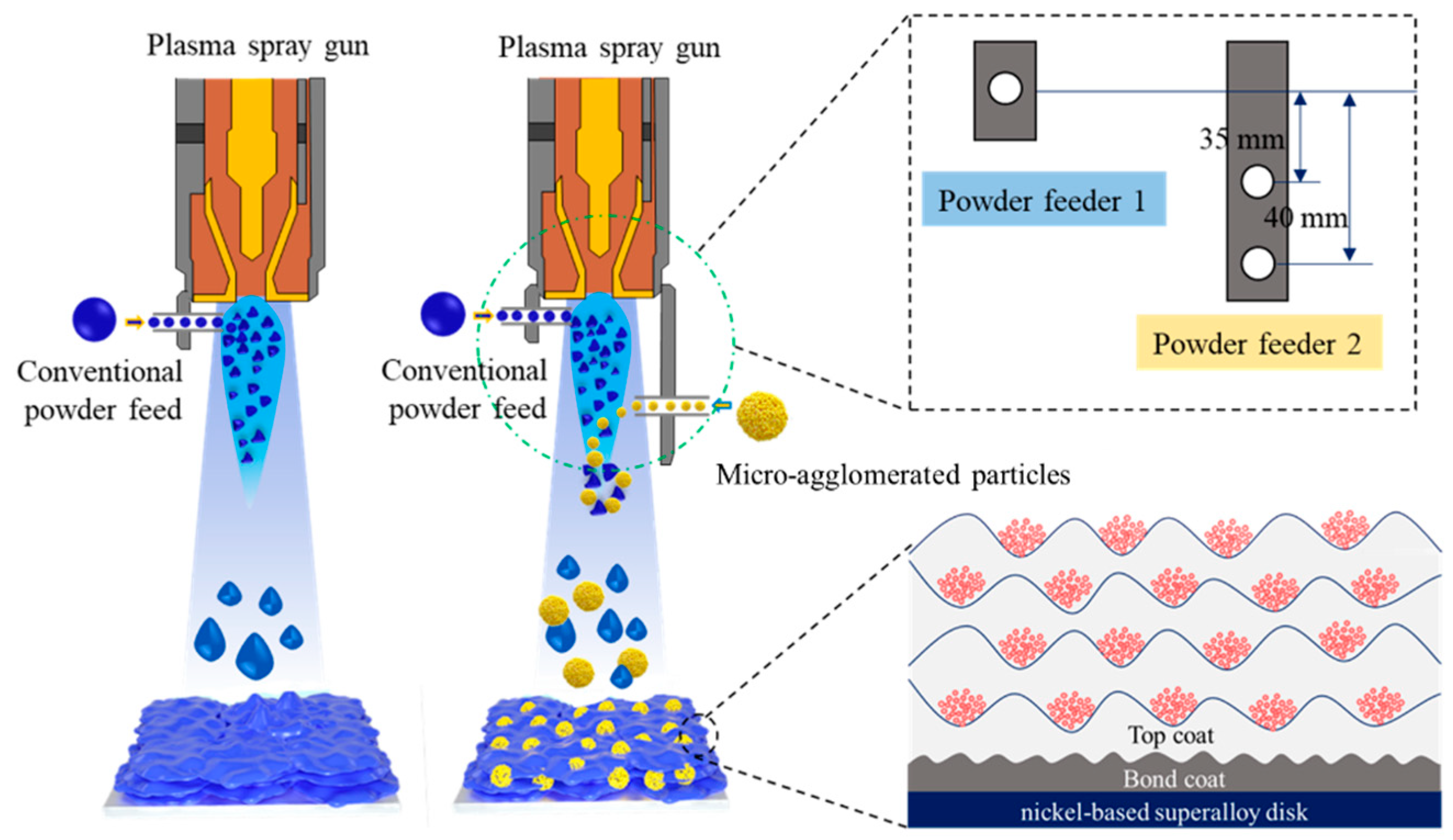
2.1. Preparation of Coatings
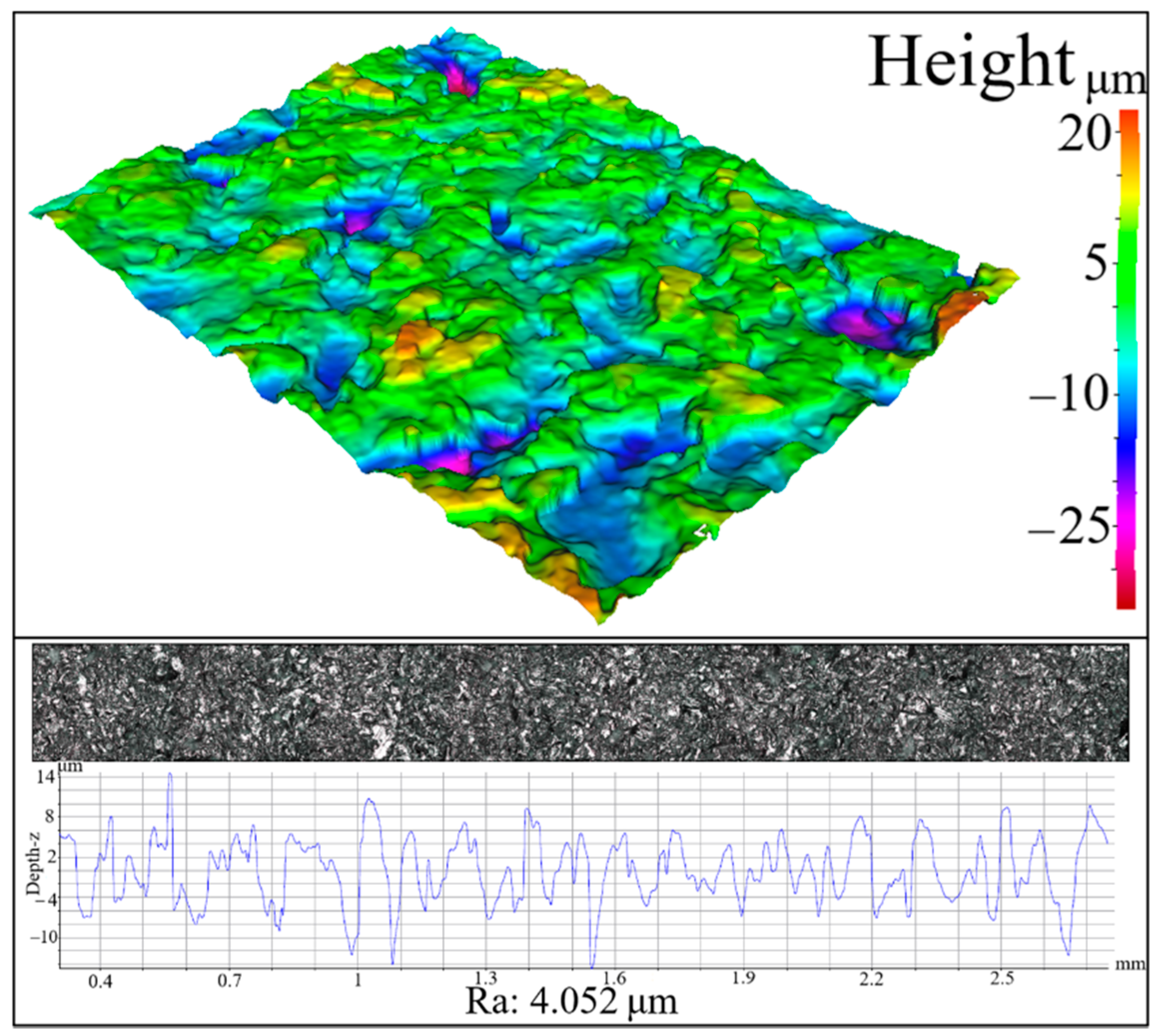
2.2. Sample Characterization
2.3. Thermal Exposure Test for TBCs
2.4. Furnace Cyclic Test for TBCs
3. Results and Discussion
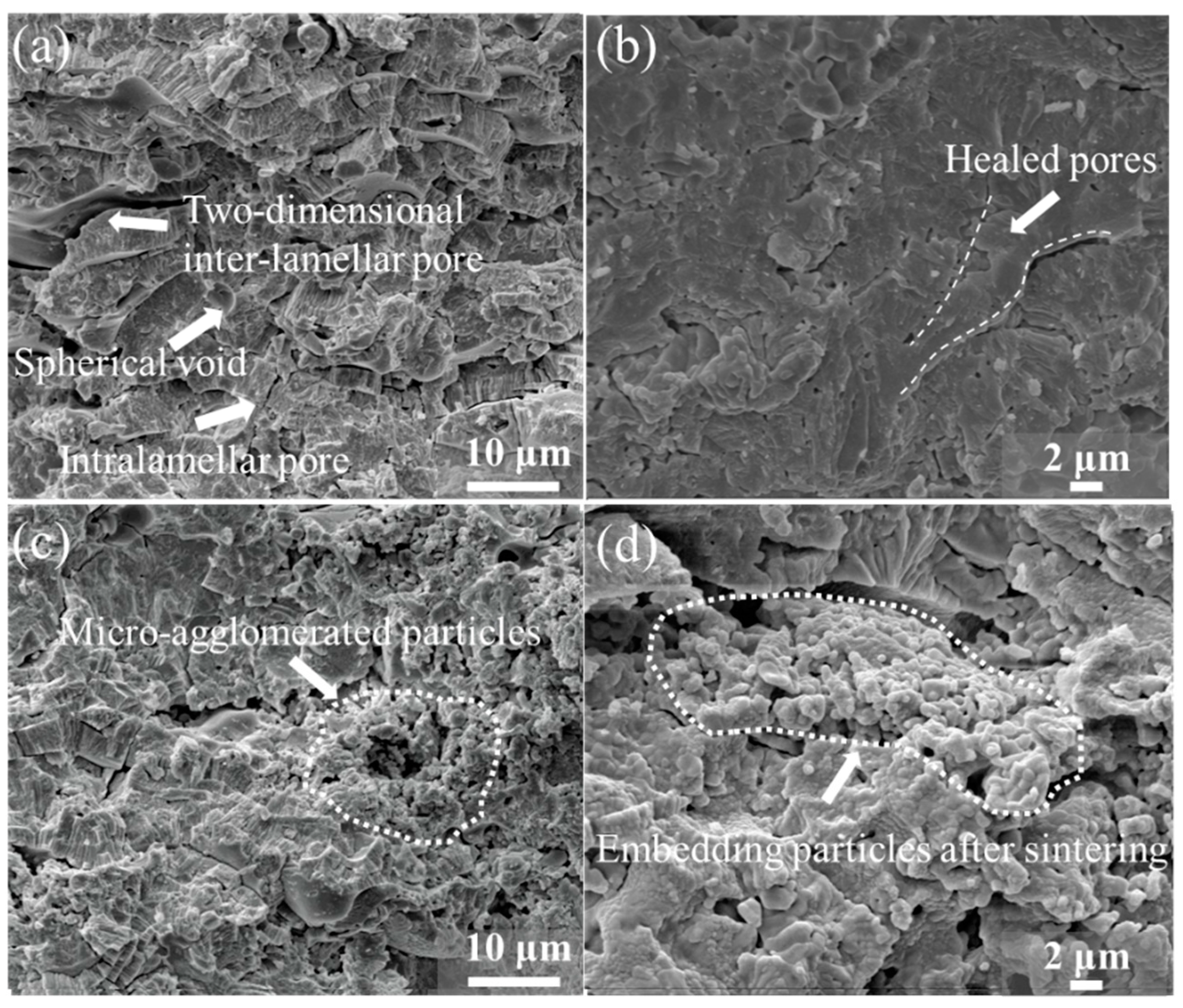
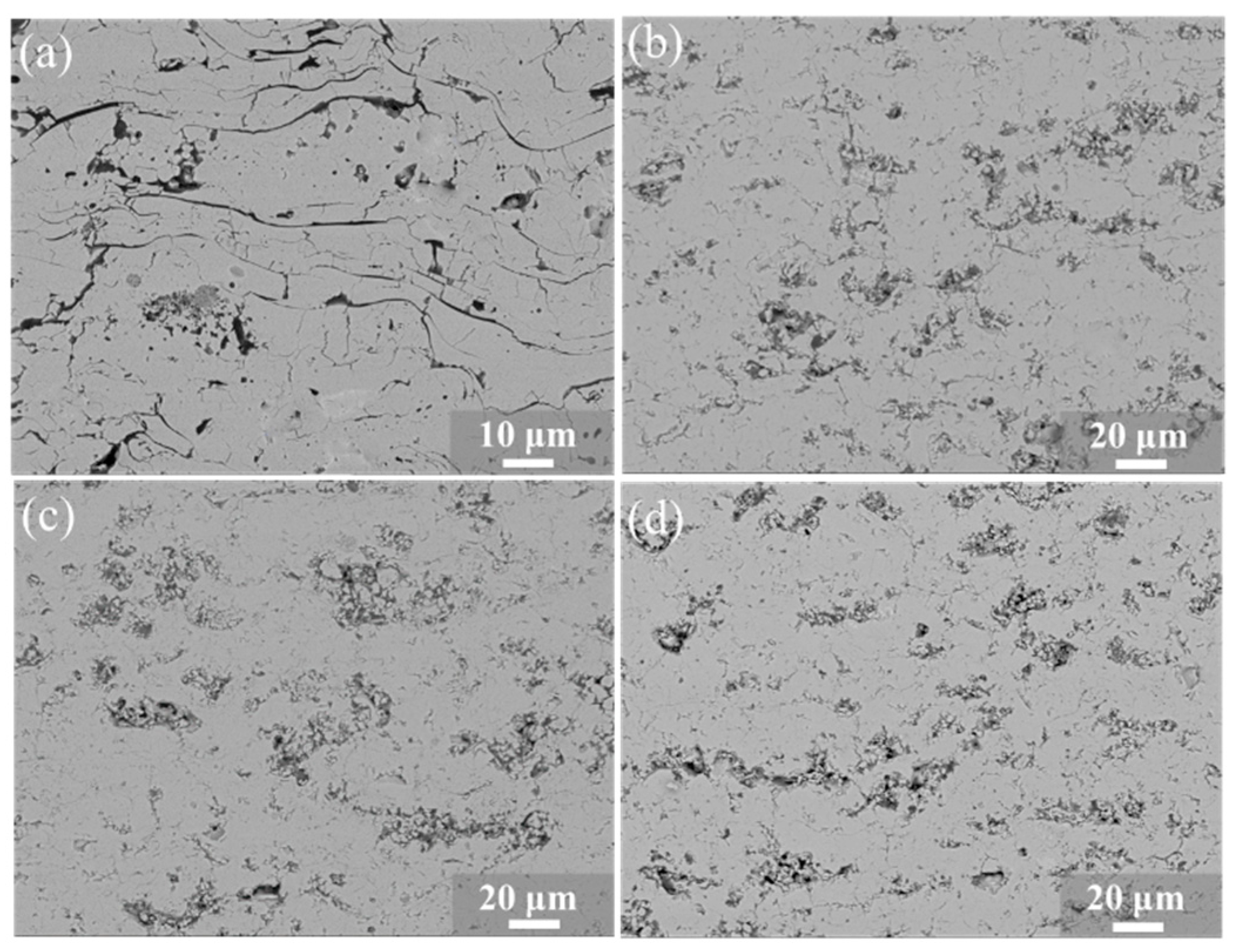
3.1. Microstructure of Coatings
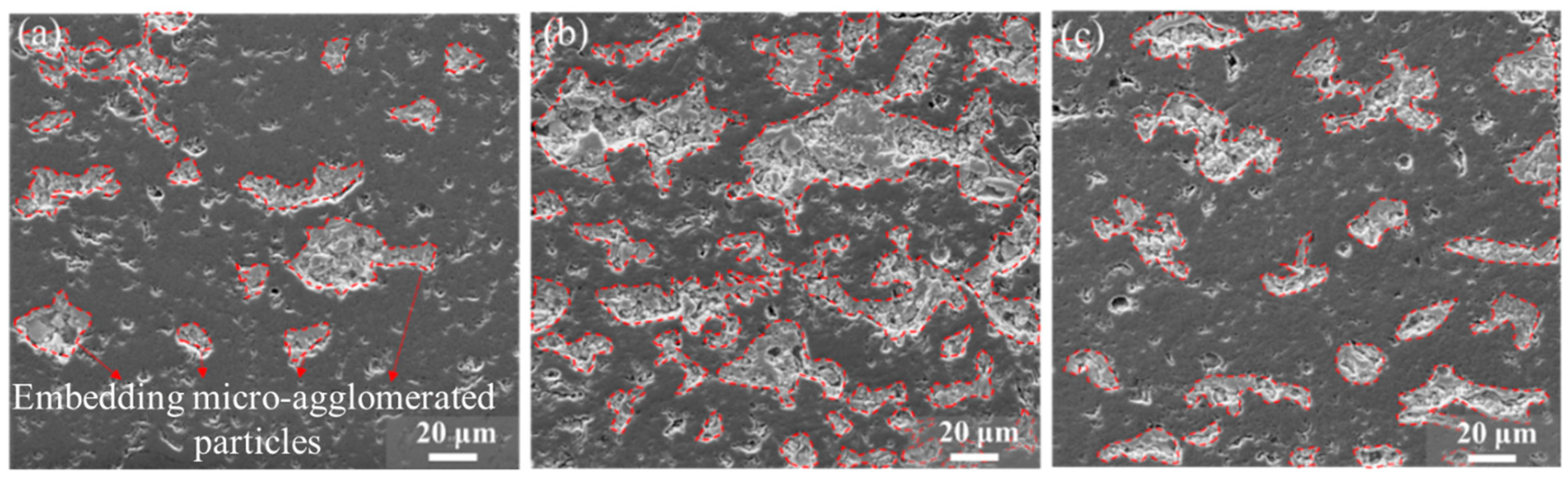
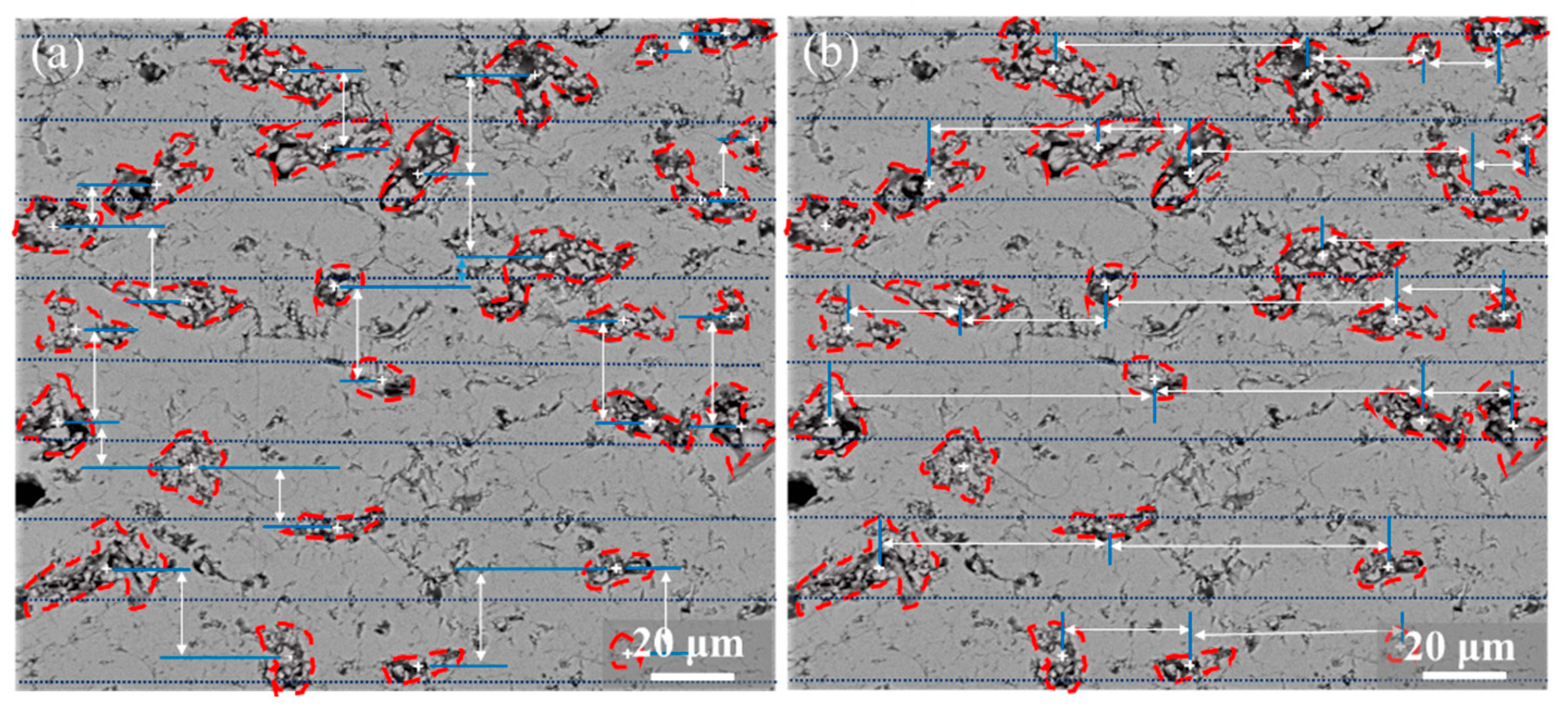
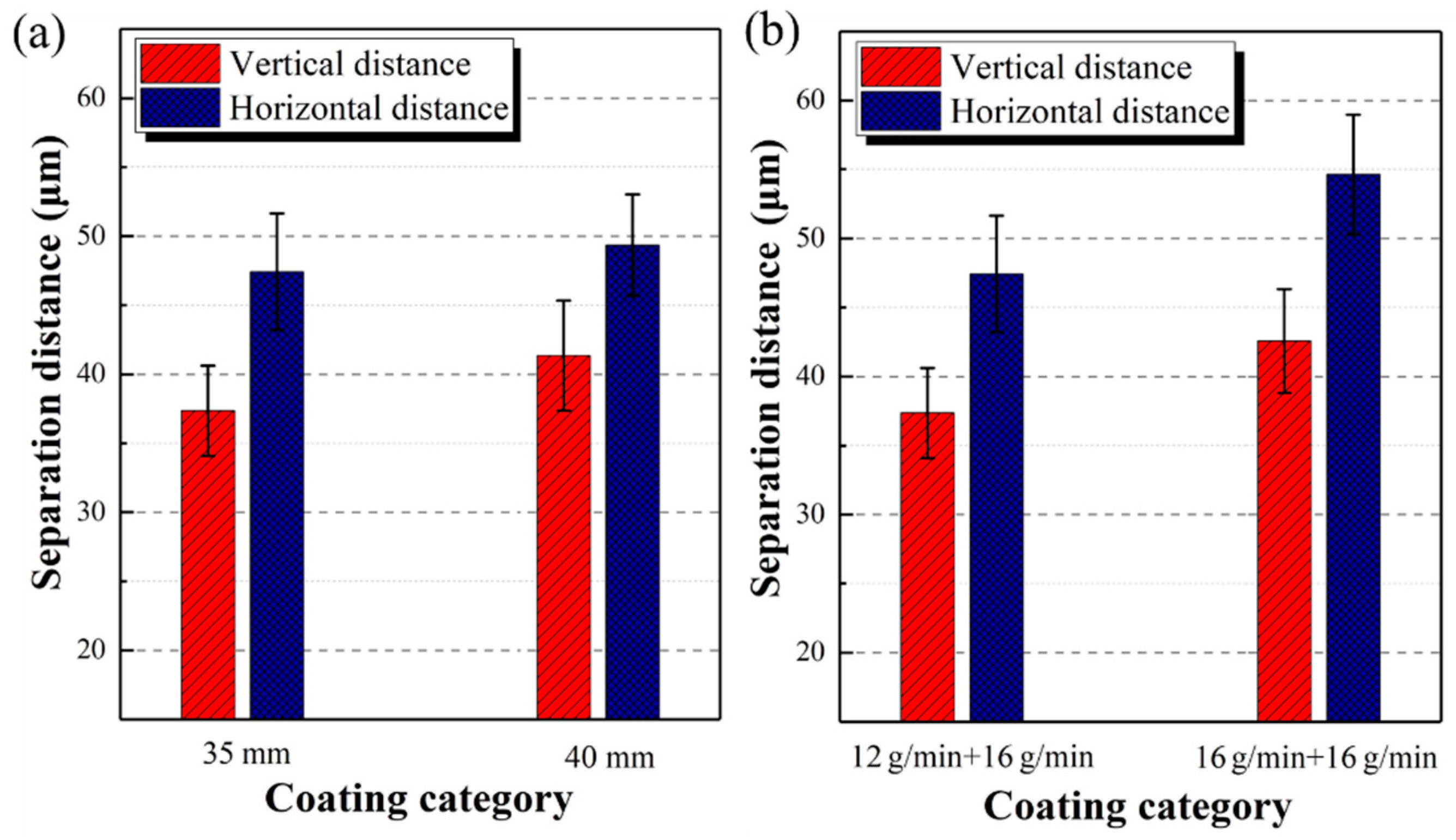
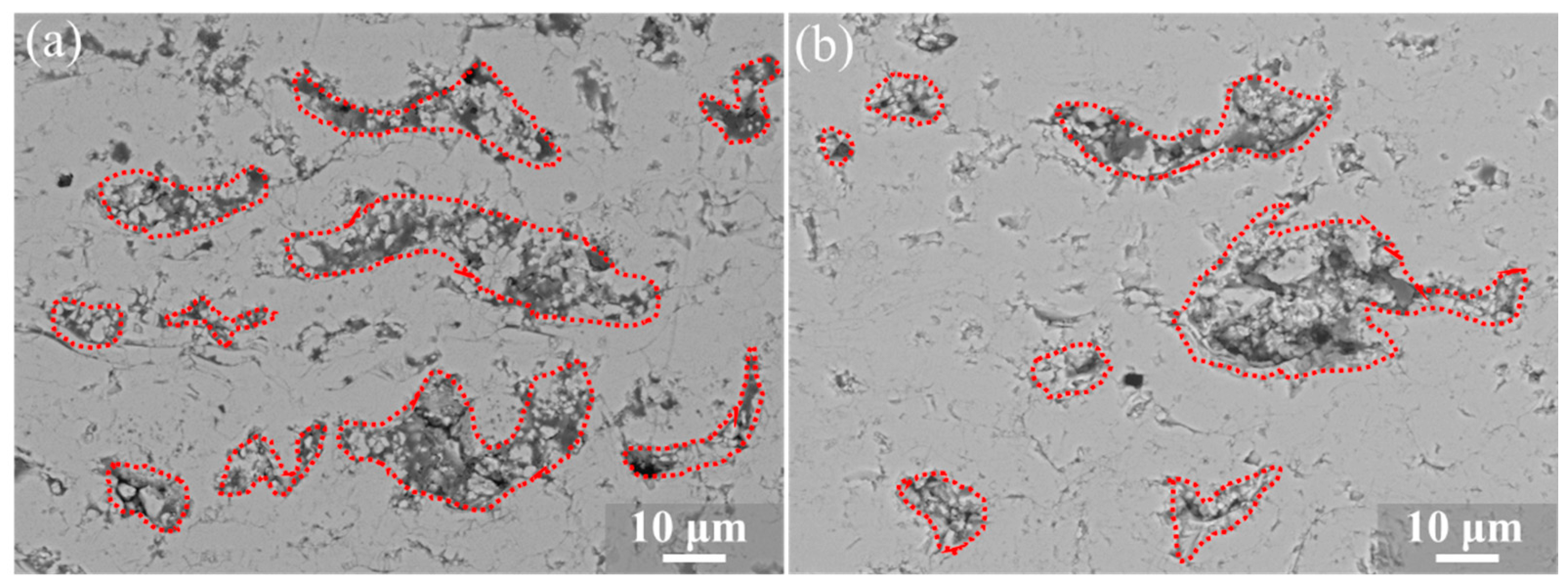
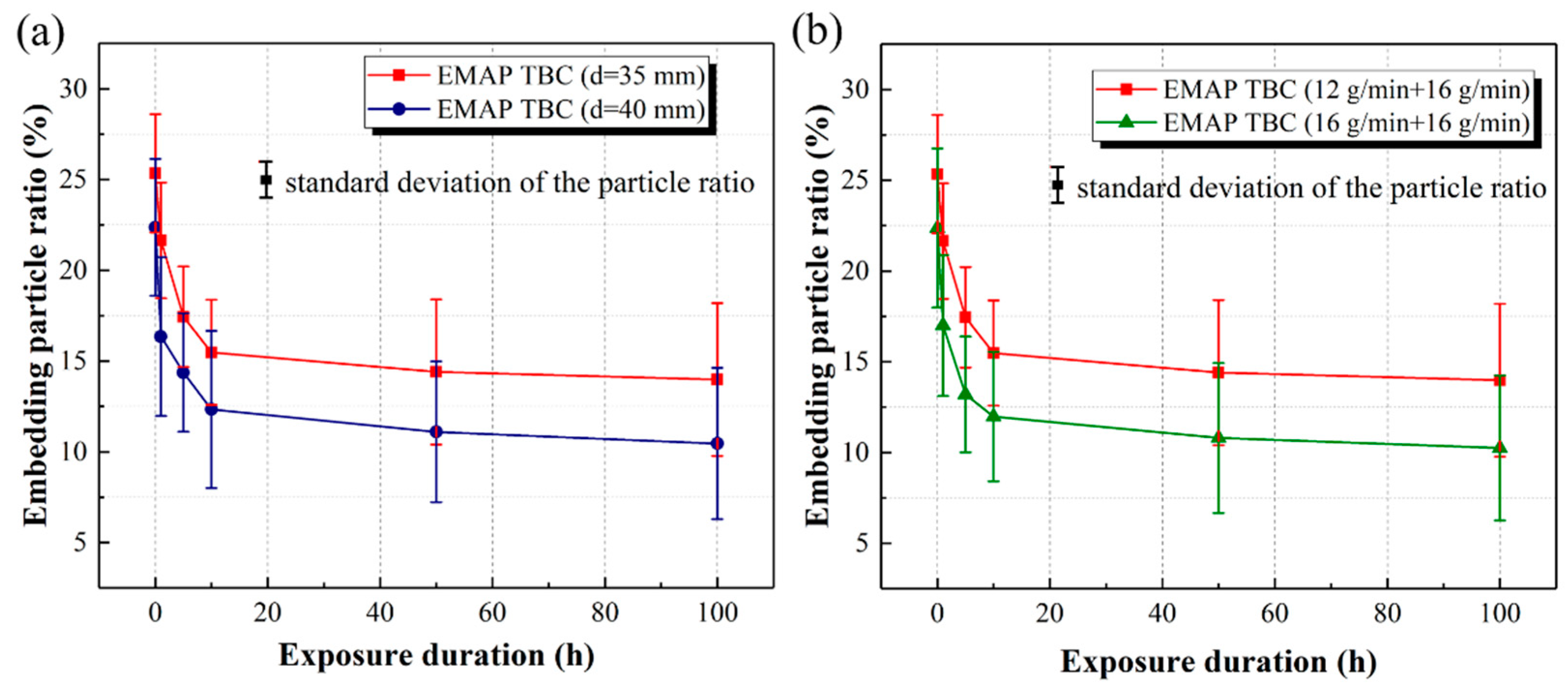
3.2. Distribution of Embedding Particles
3.3. Sintering Resistance
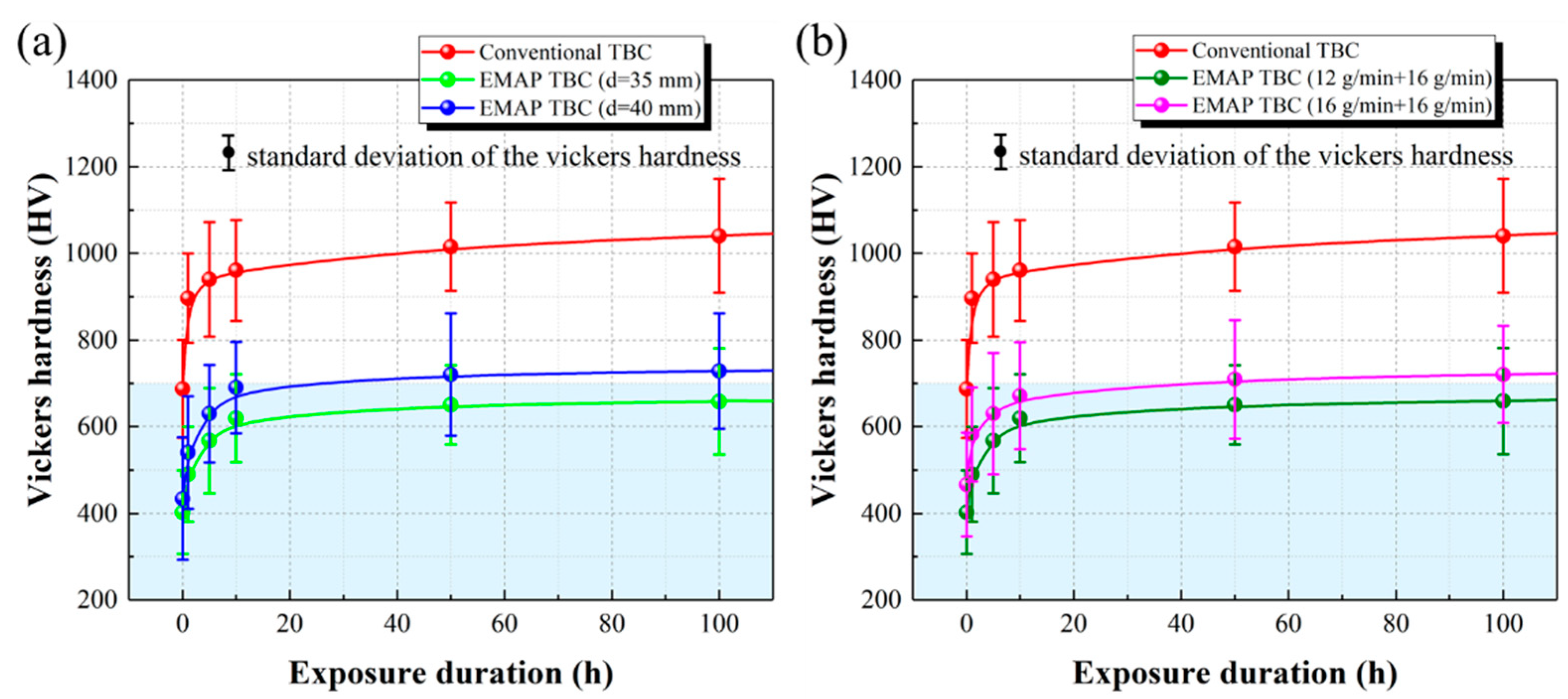
3.4. Mechanical Properties
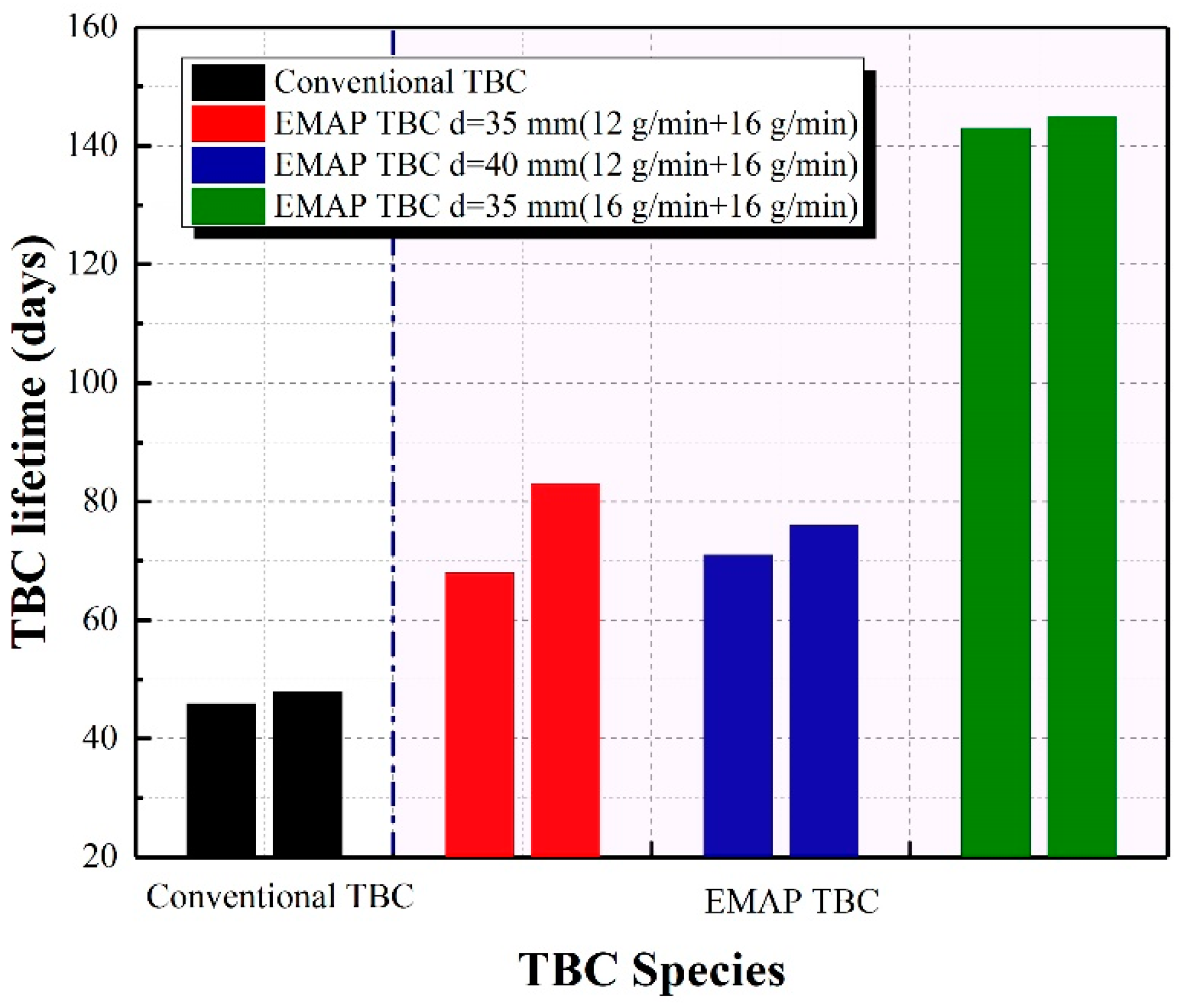
3.5. Lifetime and Failure Analysis in FCT
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Gupta, M.; Dwivedi, G.; Nylén, P.; Vackel, A.; Sampath, S. An Experimental Study of Microstructure-Property Relationships in Thermal Barrier Coatings. J. Therm. Spray Technol. 2013, 5, 659–670. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 10, 891–898. [Google Scholar] [CrossRef]
- Gupta, M.; Curry, N.; Nylén, P. Design of next generation thermal barrier coatings—Experiments and modelling. Surf. Coat. Technol. 2013, 220, 20–26. [Google Scholar] [CrossRef]
- McPherson, R. The Relationship between the Mechanism of Formation, Microstructure and Properties of Plasma-Sprayed Coatings. Thin Solid Films. 1981, 3, 297–310. [Google Scholar] [CrossRef]
- Sampath, S. Thermal Sprayed Ceramic Coatings: Fundamental Issues and Application Considerations. Int. J. Mater. Prod. Technol. 2009, 3–4, 425–429. [Google Scholar] [CrossRef]
- Curry, N.; Markocsan, N.; Östergren, L.; Li, X.H.; Dorfman, M. Evaluation of the Lifetime and Thermal Conductivity of Dysprosia-Stabilized Thermal Barrier Coating Systems. J. Therm. Spray. Technol. 2013, 6, 672–864. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Lu, X.; Liu, S.; Li, C. Influence of lamellar interface morphology on cracking resistance of plasma-sprayed ysz coatings. Coatings 2018, 8, 187. [Google Scholar] [CrossRef]
- Basu, S.N.; Ye, G.; Gevelber, M.; Wroblewski, D. Microcrack Formation in Plasma Sprayed Thermal Barrier Coatings. Int. J. Refract. Met. Hard Mater. 2005, 23, 335–343. [Google Scholar] [CrossRef]
- Li, G.; Wang, L.; Yang, G. Achieving self-enhanced thermal barrier performance through a novel hybrid-layered coating design. Mater. Des. 2019, 167, 107647. [Google Scholar] [CrossRef]
- Mauer, G.; Vaßen, R.; Stöver, D. Atmospheric Plasma Spraying of Yttria-Stabilized Zirconia Coatings with Specific Porosity. Surf. Coat. Technol. 2009, 204, 172–179. [Google Scholar] [CrossRef]
- Mcpherson, R. A review of microstructure and properties of plasma sprayed ceramic coatings. Surf. Coat. Technol. 1989, 40, 173–181. [Google Scholar] [CrossRef]
- Li, C.; Wang, W. Quantitative characterization of lamellar microstructure of plasma-sprayed ceramic coatings through visualization of void distribution. Mater. Eng. A 2004, 386, 10–19. [Google Scholar] [CrossRef]
- Allen, A.; Ilavsky, J.; Long, G. Microstructural characterization of yttria-stabilized zirconia plasma-sprayed deposits using multiple small-angle neutron scattering. Acta Mater. 2001, 49, 1661–1675. [Google Scholar] [CrossRef]
- Antou, G.; Montavon, G.; Hlawka, F. Evaluation of modifications induced on pore network and structure of partially stabilized zirconia manufactured by hybrid plasma spray process. Surf. Coat. Technol. 2004, 180, 627–632. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, M.; Goutier, S. Latest researches advances of plasma spraying: From splat to coating formation. J. Therm. Spray. Technol. 2016, 25, 1534–1553. [Google Scholar] [CrossRef]
- Kulkarni, A.; Goland, A.; Herman, H. Microstructure-Property Correlations in Industrial Thermal Barrier Coatings. J. Am. Ceram. Soc. 2005, 87, 1294–1300. [Google Scholar] [CrossRef]
- Li, C.; Ohmori, A. Relationships between the Microstructure and Properties of Thermally Sprayed Deposits. J. Therm. Spray. Technol. 2002, 11, 365–374. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Elastic and Conductive Properties of Plasma-Sprayed Ceramic Coatings in Relation to Their Microstructure: An Overview. J. Therm. Spray. Technol. 2009, 18, 822–834. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Xiang, L. Effect of Particle Size on the Thermal Shock Resistance of Plasma-Sprayed YSZ Coatings. Coatings 2017, 7, 150. [Google Scholar] [CrossRef]
- Zou, Z.; Xing, C.; He, L.; Shan, X.; Luo, L.; Zhao, X.; Guo, F.; Xiao, P. A highly strain and damage tolerant thermal barrier coating fabricated by electro: Prayed zirconia hollow spheres. J. Am. Ceram. Soc. 2018, 101, 4375–4386. [Google Scholar] [CrossRef]
- Rezvani, R.; Farrahi, G.; Azadi, M. Stress analysis of thermal barrier coating system subjected to out-of-phase thermo-mechanical loadings considering roughness and porosity effect. Surf. Coat. Technol. 2015, 262, 77–86. [Google Scholar] [CrossRef]
- Emine, B.; Daniel, E.; Mack, G.; Mauer, R.; Mücke, R. Porosity-Property Relationships of Plasma-Sprayed Gd2Zr2O7/YSZ Thermal Barrier Coatings. J. Am. Ceram. Soc. 2015, 98, 2647–2654. [Google Scholar]
- Huang, J.; Wang, W.; Yu, J.; Wu, L.; Feng, Z. Effect of Particle Size on the Micro-cracking of Plasma-Sprayed YSZ Coatings during Thermal Cycle Testing. J. Therm. Spray. Technol. 2017, 26, 1–9. [Google Scholar] [CrossRef]
- Mauer, G.; Du, L.; Vaßen, R. Atmospheric Plasma Spraying of Single Phase Lanthanum Zirconate Thermal Barrier Coatings with Optimized Porosity. Coatings 2016, 6, 49. [Google Scholar] [CrossRef]
- Cheng, B.; Wei, Z.; Chen, L. Prolong the durability of La2Zr2O7/YSZ TBCs by decreasing the cracking driving force in ceramic coatings. J. Eur. Ceram. Soc. 2018, 38, 5482–5488. [Google Scholar] [CrossRef]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 58, 315–348. [Google Scholar] [CrossRef]
- Markocsan, N.; Gupta, M.; Joshi, S.; Nylén, P.; Li, X.H.; Wigren, J. Liquid feedstock plasma spraying: An emerging process for advanced thermal barrier coatings. Journal of Thermal Spray Technology. Therm. Spray Technol. 2017, 26, 1104–1114. [Google Scholar] [CrossRef]
- Viswanathan, V.; Dwivedi, G.; Sampath, S. Engineered Multilayer Thermal Barrier Coatings for Enhanced Durability and Functional Performance. J. Eur. Ceram. Soc. 2014, 9, 2770–2778. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Li, Y.; Fang, H.; Tu, S. A novel strategy to control the microstructure of plasma-sprayed ysz thermal barrier coatings. Surf. Coat. Technol. 2020, 402, 126304. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Li, Y.; Fang, H.; Ye, D.; Zhang, X.; Tu, S. Improve durability of plasma-splayed thermal barrier coatings by decreasing sintering-induced stiffening in ceramic coatings. J. Eur. Ceram. Soc. 2020, 4, 1433–1442. [Google Scholar] [CrossRef]
- Vaßen, R.; Cernuschi, F.; Rizzi, G.; Scrivani, A.; Markocsan, N.L.; OÖstergren, A.; Kloosterman, R.; Mevrel, J.F.; Nicholls, J. Recent Activities in the Field of Thermal Barrier CoatingsIncluding Burner Rig Testing in the European Union. Adv. Eng. Mater. 2008, 10, 907–921. [Google Scholar] [CrossRef]
- Bolcavage, A.; Feuerstein, A.; Foster, J.; Moore, P. Thermal Shock Testing of Thermal Barrier Coating/Bondcoat Systems. Mater. Eng. Perform. 2004, 4, 389–397. [Google Scholar] [CrossRef]
- Thompson, J.; Clyne, T. The Effect of Heat Treatment on the Stiffness of Zirconia Top Coats in Plasma-Sprayed TBCs. Acta Mater. 2001, 9, 1565–1575. [Google Scholar] [CrossRef]
- Jung, S.; Jeon, S.; Lee, J.; Jung, Y.; Kim, I.; Choi, B. Effects of Composition, Structure Design, and Coating Thickness of Thermal Barrier Coatings on Thermal Barrier Performance. J. Korean Ceram. Soc. 2016, 6, 689–699. [Google Scholar] [CrossRef]
- Taylor, T.; Walsh, P. Thermal Expansion of McrAlY Alloys. Surf. Coat. Technol. 2004, 177, 24–31. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Spitsberg, I.; Mumm, D.; Evans, A. On the Failure Mechanisms of Thermal Barrier Coatings with Diffusion Aluminide Bond Coating. Mater. Sci. Eng. A 2005, 394, 176–191. [Google Scholar] [CrossRef]
- Tolpygo, V.; Clarke, D. Morphological Evolution of Thermal Barrier Coatings Induced by Cyclic Oxidation. Surf. Coat. Technol. 2003, 163, 81–86. [Google Scholar] [CrossRef]
- Ruud, J.; Bartz, A.; Borom, M.; Johnson, C. Strength Degradation and Failure Mechanisms of Electron-Beam Physical-Vapor-Deposited Thermal Barrier Coatings. J. Am. Ceram. Soc. 2001, 7, 1545–1552. [Google Scholar] [CrossRef]
- ISO 13123:2011 Metallic and Other Inorganic Coatings—Test Method of Cyclic Heating for Thermal Barrier Coatings under Temperature Gradient; ISO: Geneva, Switzerland, 2011; Volume 03.02, pp. 67–69.
- Lv, B.; Mücke, R.; Fan, X.; Wang, T.; Guillon, O.; Vaßen, R. Sintering resistance of advanced plasma-sprayed thermal barrier coatings with strain-tolerant microstructures. J. Eur. Ceram. Soc. 2018, 15, 5092–5100. [Google Scholar] [CrossRef]
- Gan, J.; Berndt, C. Quantification and Taxonomy of Pores in Thermal Spray Coatings by Image Analysis and Stereology Approach. Metall. Mater. Trans. A 2013, 10, 4844–4858. [Google Scholar] [CrossRef]
- Samal, S. Thermal plasma technology: The prospective future in material processing. J. Clean. Prod. 2016, 142, 3131–3150. [Google Scholar] [CrossRef]
- Heimann, R. Plasma-Spray Coating: Principles and Applications, 1st ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Li, J.; Zhou, X. Statistical analysis of porosity of plasma spraying Cr3C2-NiCr coating. J. Aero. Mater. 2000, 1, 33–39. [Google Scholar]
- Li, G.; Yang, G.; Li, C.; Li, C.J. Sintering characteristics of plasma-sprayed TBCs: Experimental analysis and an overall modelling. Ceram. Int. 2018, 44, 2982–2990. [Google Scholar] [CrossRef]
- Liu, T.; Chen, X.; Yang, G.; Li, C. Properties evolution of plasma-sprayed La2Zr2O7 coating induced by pore structure evolution during thermal exposure. Ceram. Int. 2016, 14, 15485–15492. [Google Scholar] [CrossRef]
- Feng, T.; Leonardo, A.; George, E.; Virgil, P.; Julie, M. Effects of variations in coating materials and process conditions on the thermal cycle properties of NiCrAlY/YSZ thermal barrier coatings. Mat. Sci. Eng. A Struct. 2006, 425, 94–106. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Distance Between the Two Powder Feeders (mm) | Conventional Powder Feeding Rate (g/min) | Second-Phase Powder Feeding Rate (g/min) |
|---|---|---|---|
| Conventional TBC | − | 8 | − |
| EMAP TBC 1 | 35 | 12 | 16 |
| EMAP TBC 2 | 40 | 12 | 16 |
| EMAP TBC 3 | 35 | 16 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Huang, J.; Wang, W.; Ye, D.; Fang, H.; Gao, D.; Tu, S.; Guo, X.; Yu, Z. Control of the Pore Structure of Plasma-Sprayed Thermal Barrier Coatings through the Addition of Unmelted Porous YSZ Particles. Coatings 2021, 11, 360. https://doi.org/10.3390/coatings11030360
Li Y, Huang J, Wang W, Ye D, Fang H, Gao D, Tu S, Guo X, Yu Z. Control of the Pore Structure of Plasma-Sprayed Thermal Barrier Coatings through the Addition of Unmelted Porous YSZ Particles. Coatings. 2021; 11(3):360. https://doi.org/10.3390/coatings11030360
Chicago/Turabian StyleLi, Yuanjun, Jibo Huang, Weize Wang, Dongdong Ye, Huanjie Fang, Dong Gao, Shantung Tu, Xueping Guo, and Zexin Yu. 2021. "Control of the Pore Structure of Plasma-Sprayed Thermal Barrier Coatings through the Addition of Unmelted Porous YSZ Particles" Coatings 11, no. 3: 360. https://doi.org/10.3390/coatings11030360
APA StyleLi, Y., Huang, J., Wang, W., Ye, D., Fang, H., Gao, D., Tu, S., Guo, X., & Yu, Z. (2021). Control of the Pore Structure of Plasma-Sprayed Thermal Barrier Coatings through the Addition of Unmelted Porous YSZ Particles. Coatings, 11(3), 360. https://doi.org/10.3390/coatings11030360