
Surface Characteristic Function of Al Alloy after Shot Peening

Abstract
:1. Introduction
2. Numerical Analysis Model
2.1. FEM
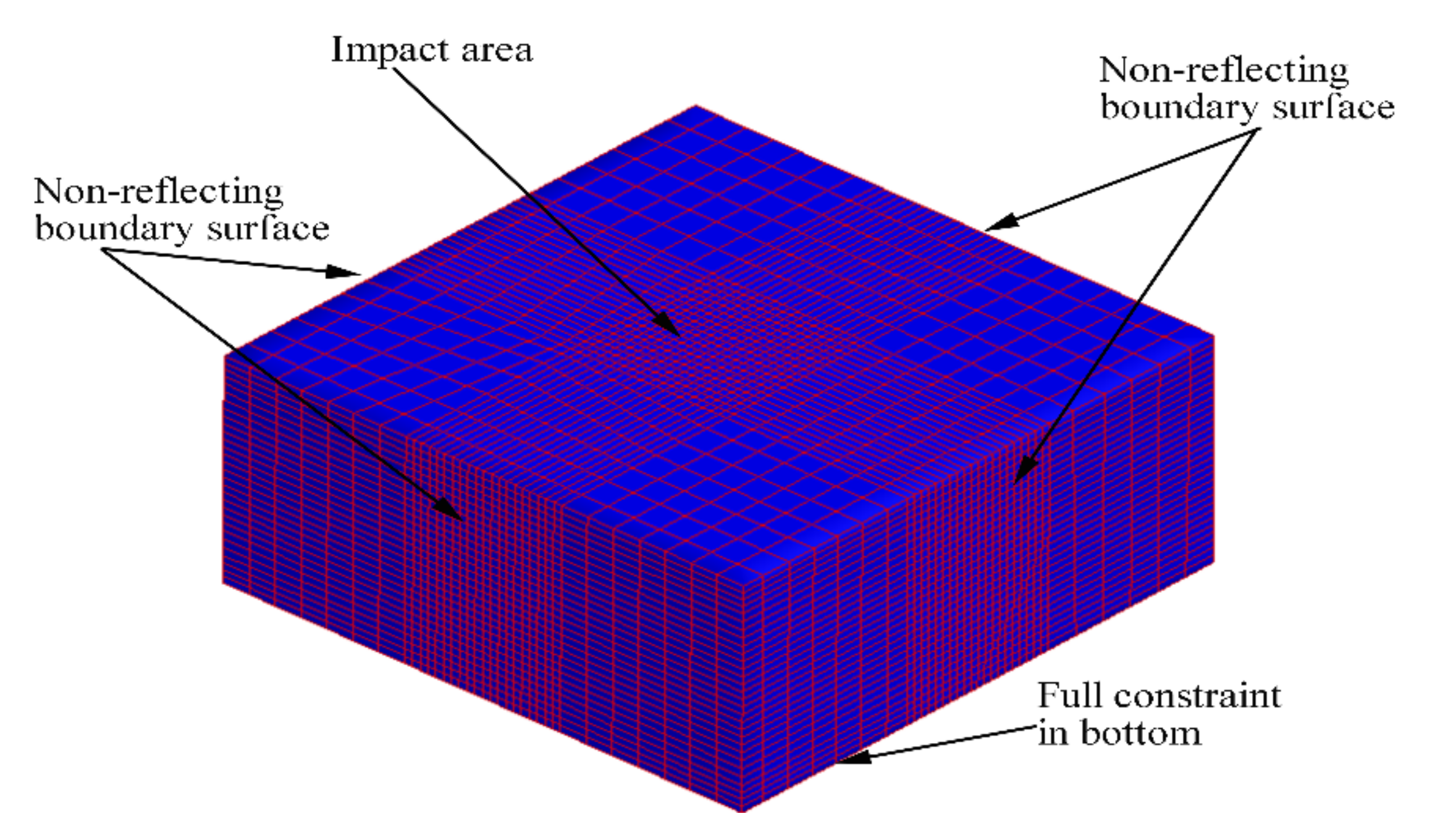
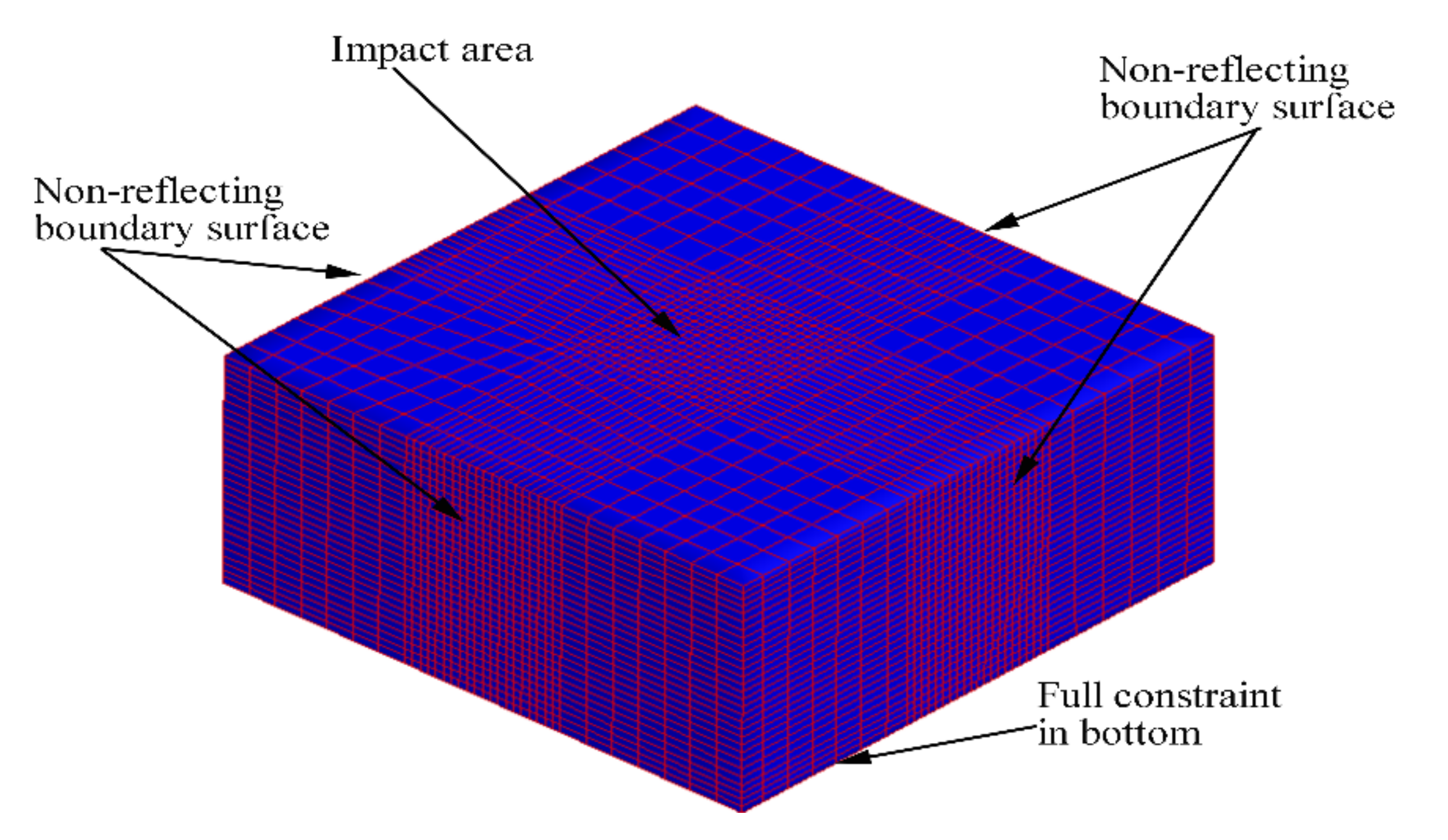
2.2. Boundary Conditions
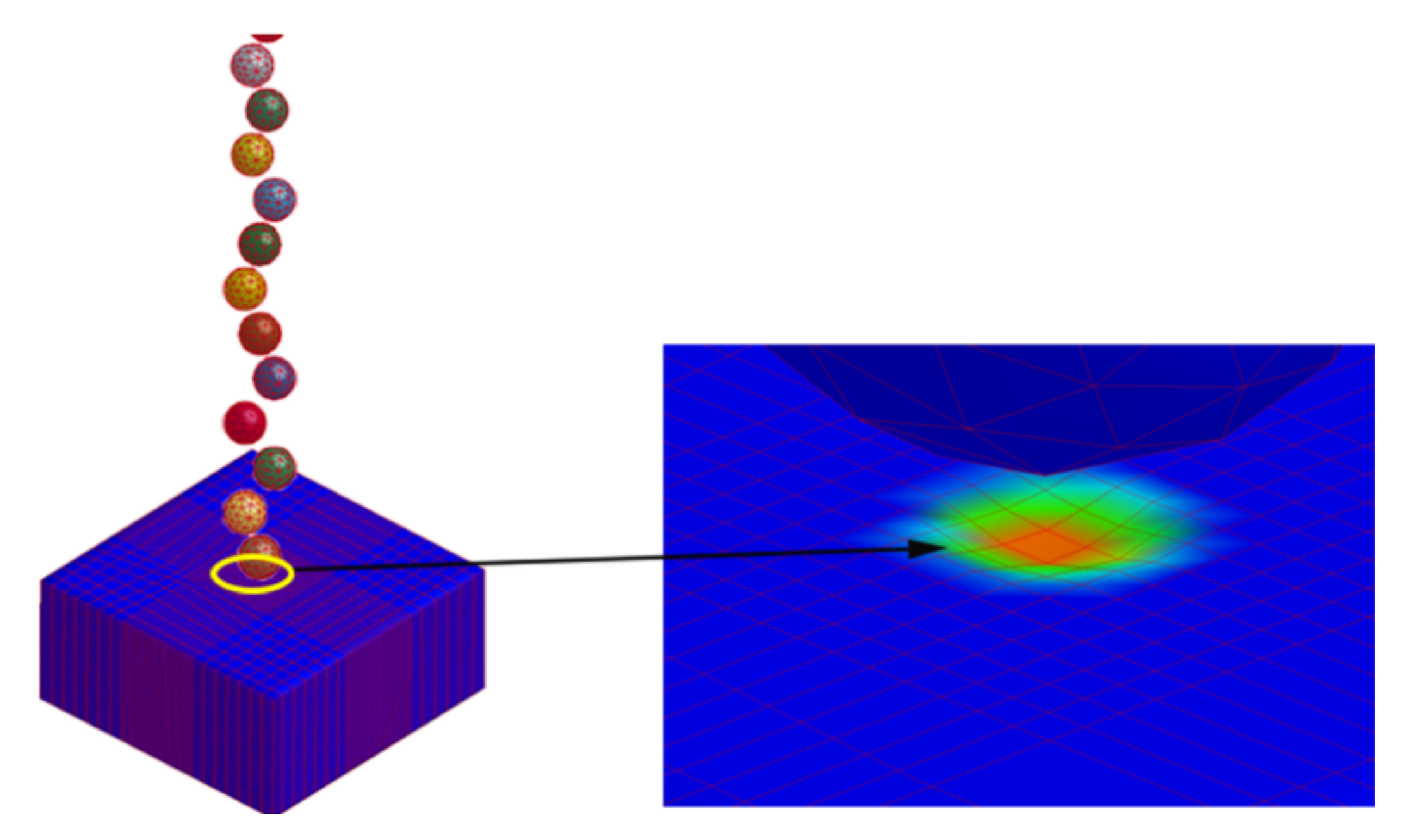
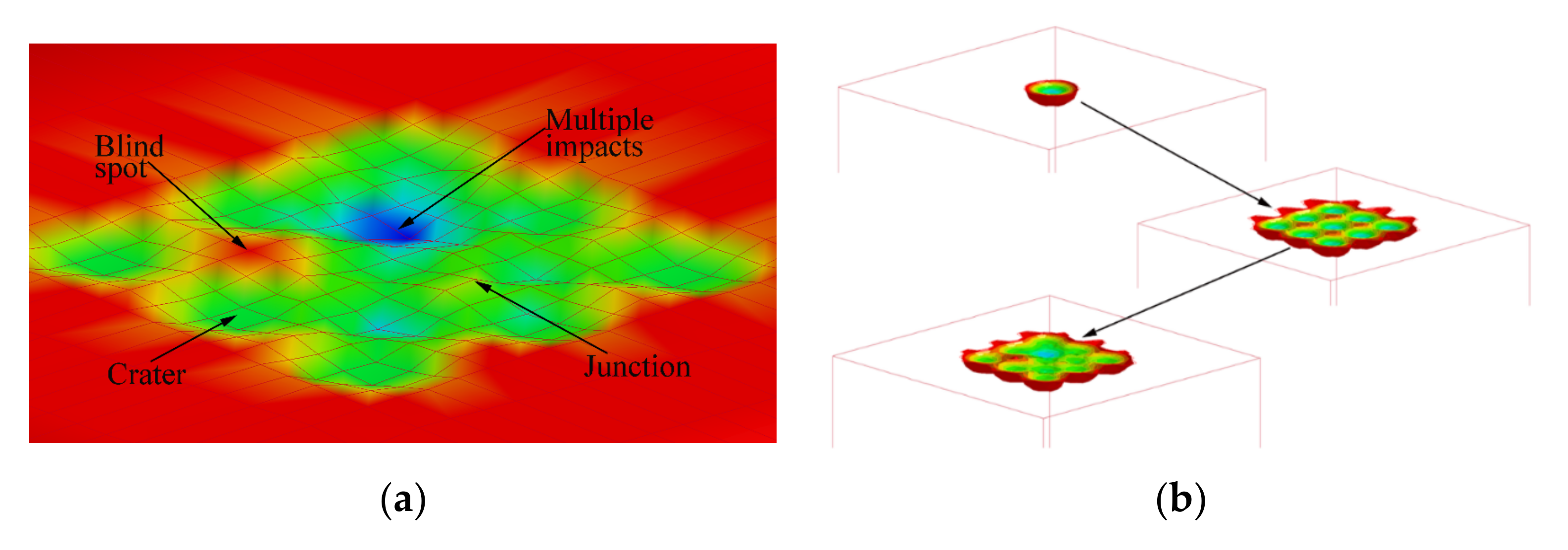
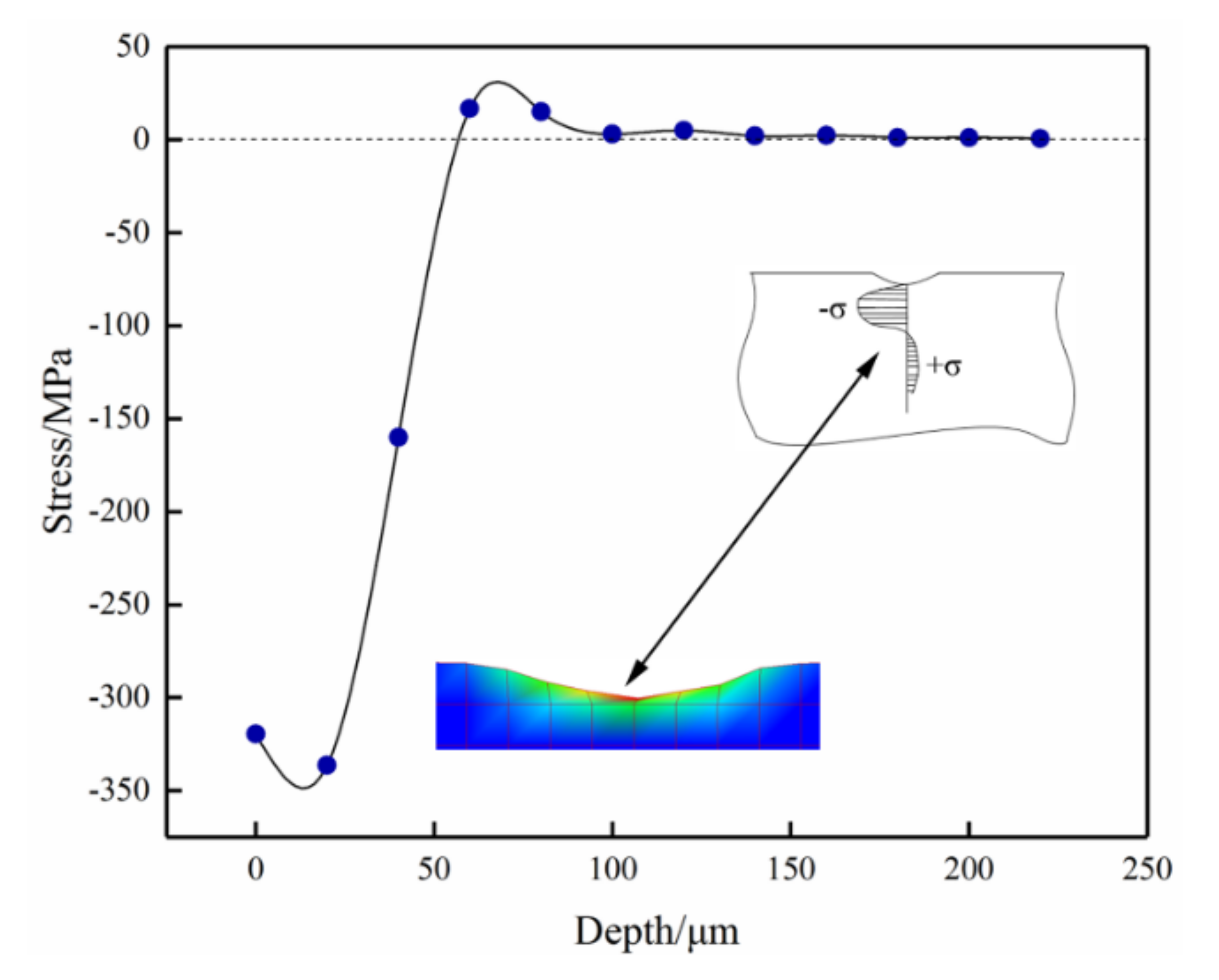
2.3. Simulation Result
2.4. Box-Benhnken Experimental Design
3. Result and Analysis
3.1. Experimental Design
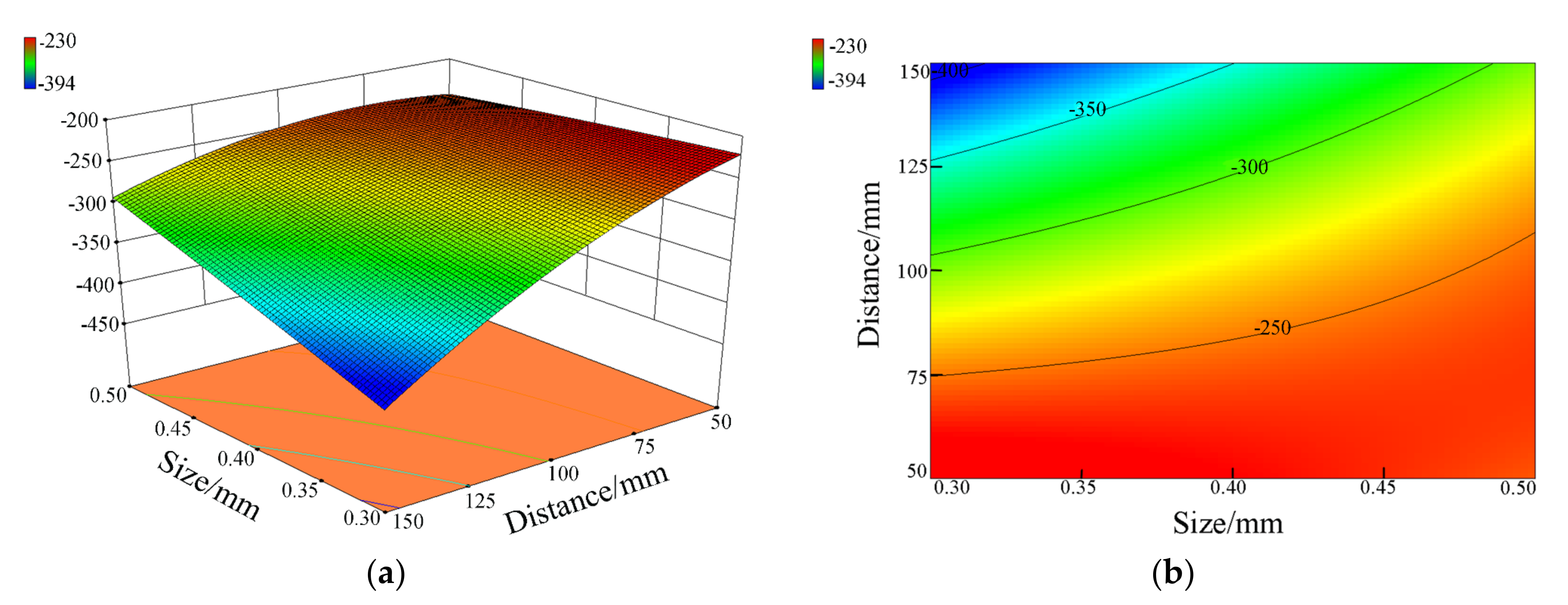
3.2. Function Model and Analysis
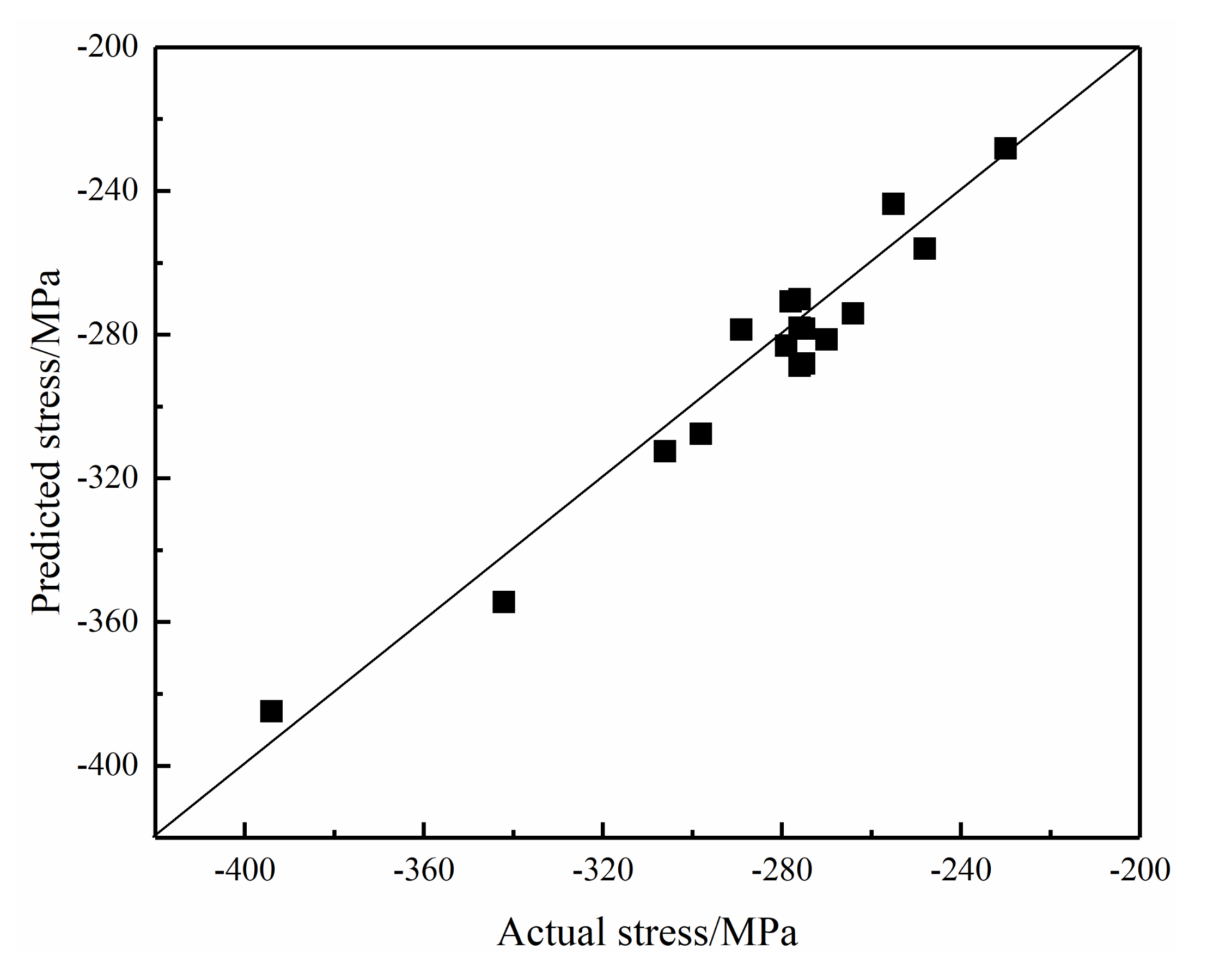
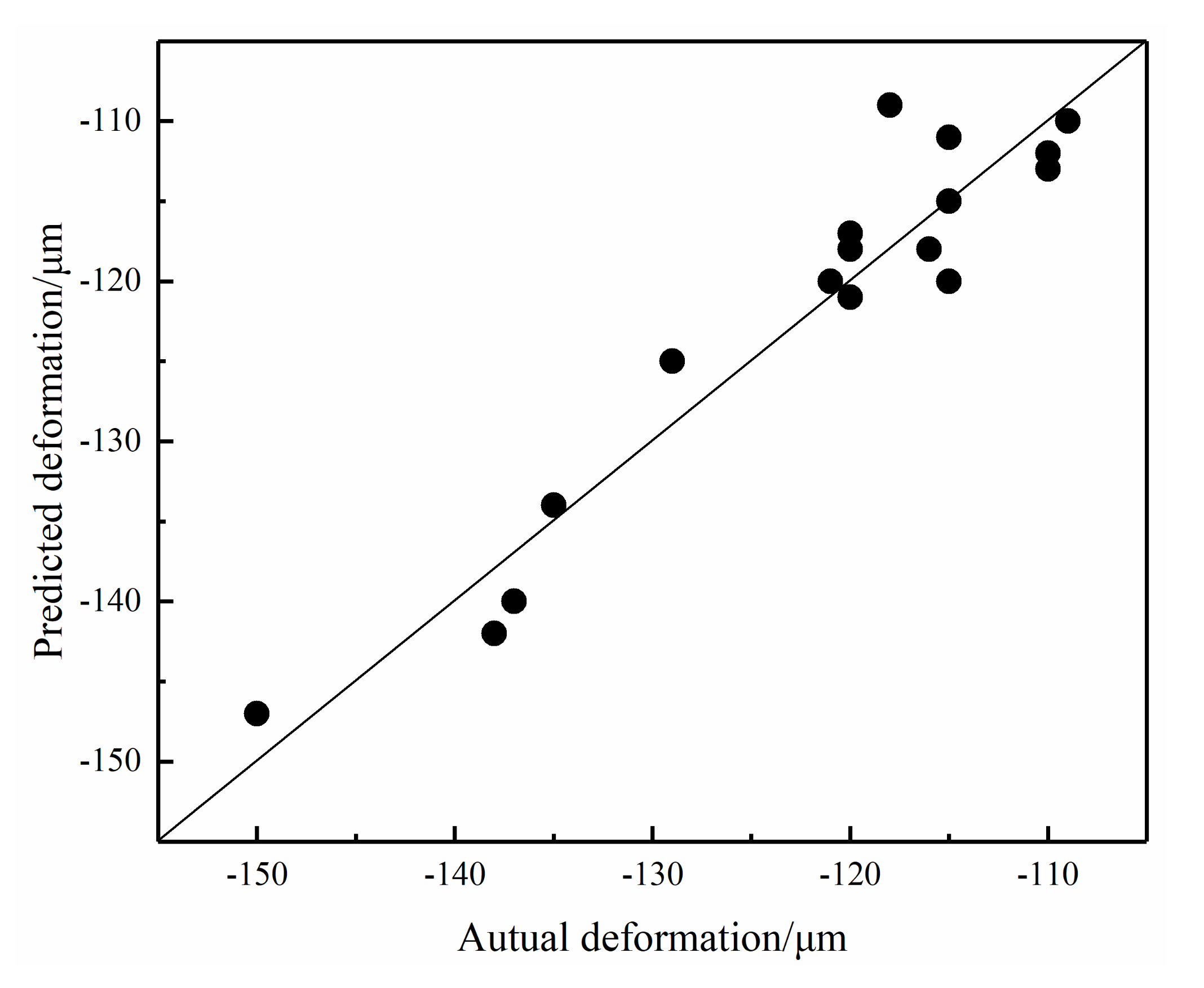
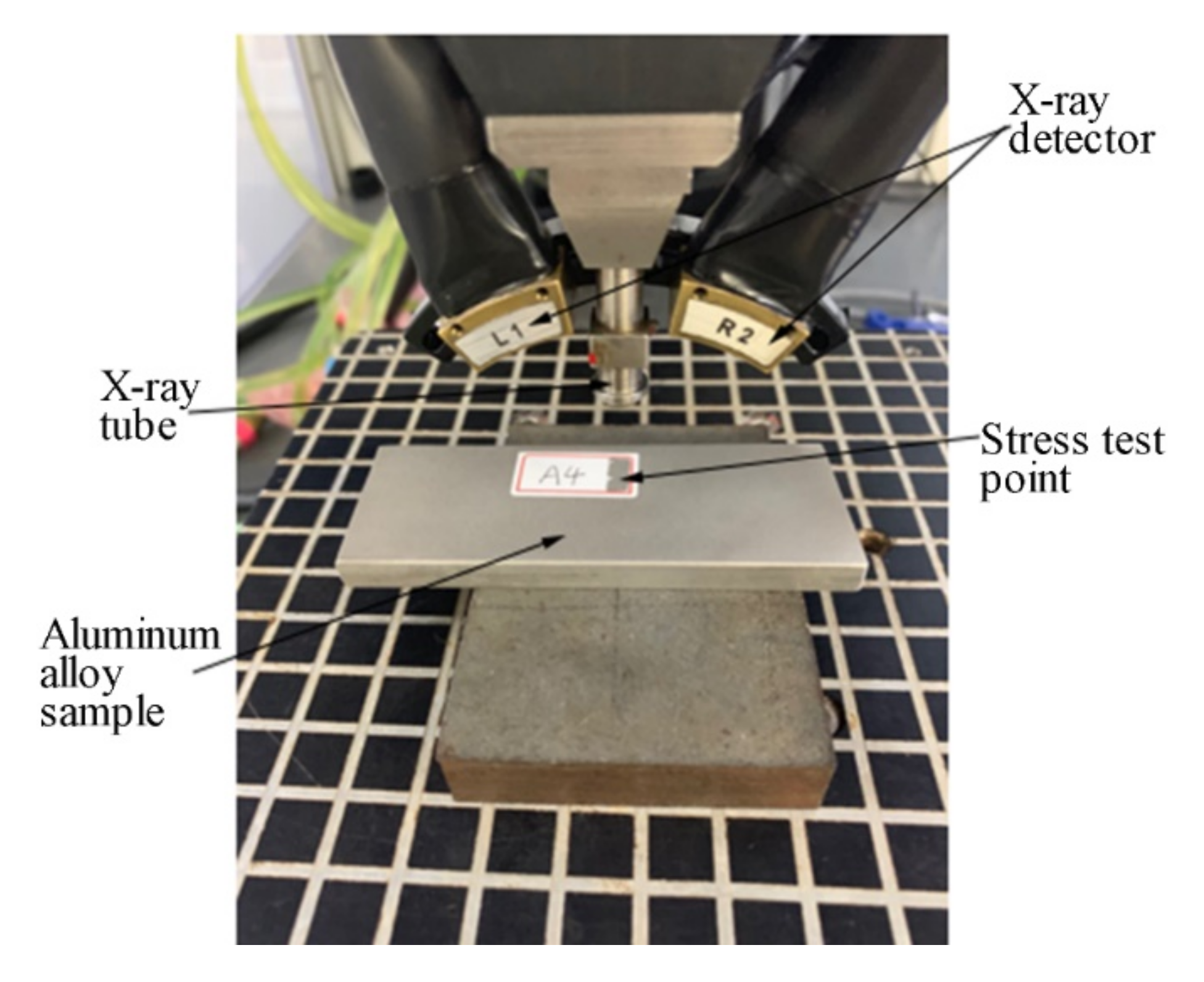
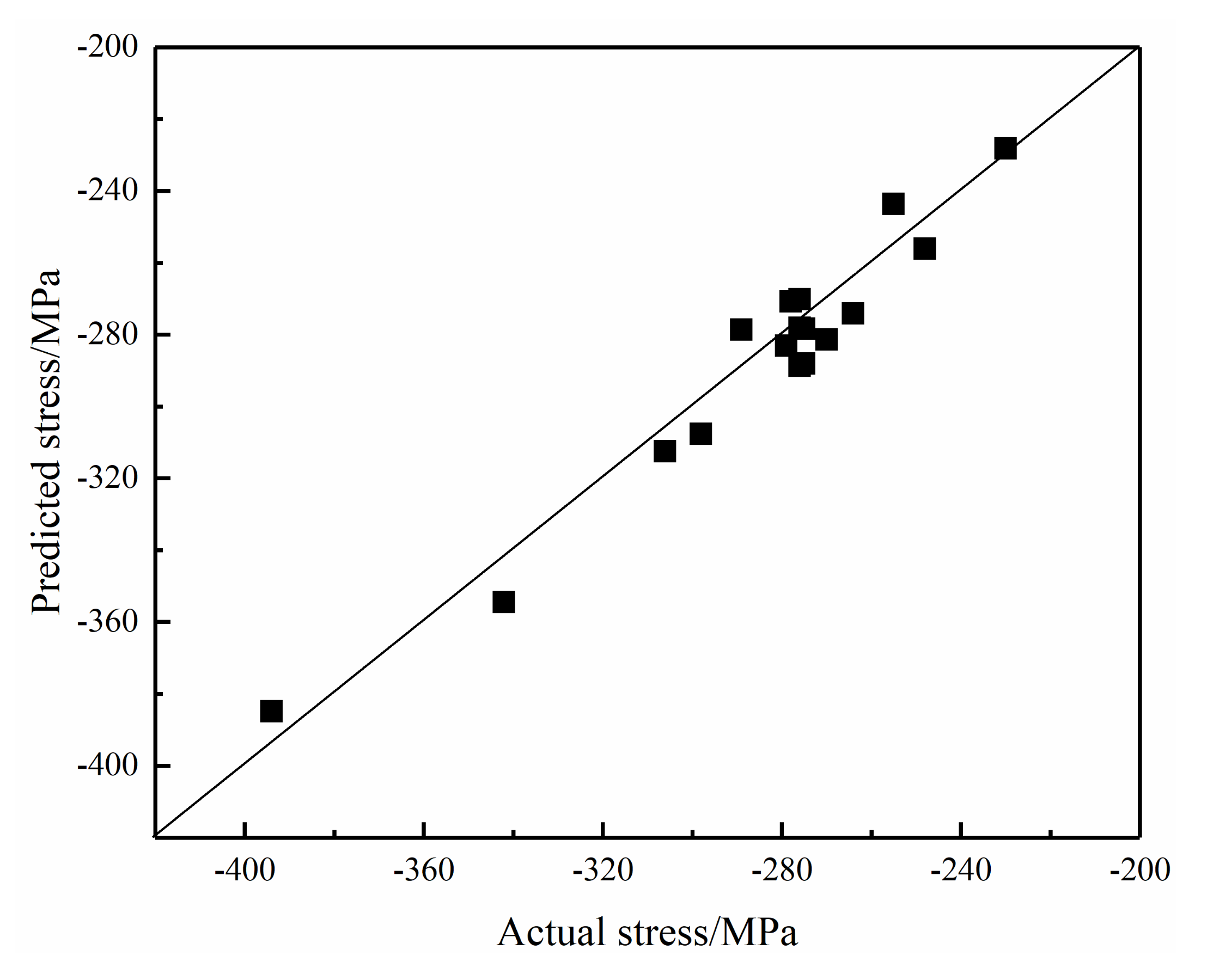
4. Verification
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Feng, Y.; Luo, Z.; Li, Y.; Ling, Z. A novel method for resistance plug welding of 7075 aluminum alloy. Mater. Manuf. Process. 2016, 31, 2077–2083. [Google Scholar] [CrossRef]
- Robinson, J.S.; Pirling, T.; Truman, C.E.; Panzner, T. Residual stress relief in the aluminium alloy 7075. Mater. Sci. Technol. 2017, 33, 1765–1775. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Chen, J.; Fu, L.; Liu, X.; Chen, H.; Guo, W.; Gerlich, A.P. Microstructure, static and fatigue properties of refill friction stir spot welded 7075-T6 aluminium alloy using a modified tool. Sci. Technol. Weld. Join. 2019, 24, 587–600. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Ghasemi, A.; Farrahi, G.; Sherafatnia, K. A comprehensive experimental and numerical study on redistribution of residual stresses by shot peening. Mater. Des. 2016, 90, 478–487. [Google Scholar] [CrossRef]
- Robinson, J.; Wimpory, R.C. Influence of low magnitude plastic strains on residual stress in 7075 aluminium alloy. Mater. Sci. Technol. 2019, 35, 1381–1391. [Google Scholar] [CrossRef]
- Hutsaylyuk, V. The peculiarity of cyclic elastic-plastic deformation of aluminum alloys D16ChATV under the conditions of the previous combined load. Mech. Adv. Mater. Struct. 2019, 27, 1246–1255. [Google Scholar] [CrossRef]
- Satish, D.R.; Feyissa, F.; Kumar, D.R. Cryorolling and warm forming of AA6061 aluminum alloy sheets. Mater. Manuf. Process. 2017, 32, 1345–1352. [Google Scholar] [CrossRef]
- Tomasz, T.; Przemyslaw, S.; Borek, W. Strength and structure of AlMg3 alloy after ECAP and post-ECAP processing. Mater. Manuf. Process. 2017, 32, 1368–1374. [Google Scholar]
- Uematsu, Y.; Kakiuchi, T.; Mizutani, Y.; Ishida, Y.; Fukunaga, K. Fatigue behaviour of dissimilar friction stir welds between wrought and cast aluminium alloys. Sci. Technol. Weld. Join. 2017, 23, 219–226. [Google Scholar] [CrossRef]
- Rakhimyanov, K.M.; Semenova, I.S. Surface state control by ultrasonic plastic deformation at the final machining stage. Mater. Manuf. Process. 2019, 31, 764–769. [Google Scholar] [CrossRef]
- Ahmadi, M.; Sadeghi, B.M.; Irani, M.; Rahimi, F. Finite element simulation of shot peening of an aluminum alloy considering hardening models. Russ. J. Non-Ferrous Met. 2016, 57, 565–571. [Google Scholar] [CrossRef]
- Wu, G.; Wang, Z.; Gan, J.; Yang, Y.; Meng, Q.; Wei, S.; Huang, H. FE analysis of shot-peening-induced residual stresses of AISI 304 stainless steel by considering mesh density and friction coefficient. Surf. Eng. 2019, 35, 242–254. [Google Scholar] [CrossRef]
- Pham, T.Q.; Khun, N.W.; Butler, D.L. New approach to estimate coverage parameter in 3D FEM shot peening simulation. Surf. Eng. 2017, 33, 687–695. [Google Scholar] [CrossRef]
- Xiao, X.; Tong, X.; Li, Y.; Wei, S.; Gao, G. Automatic numerical determination of peening stress from objective shape. Inverse Probl. Sci. Eng. 2018, 26, 1633–1655. [Google Scholar] [CrossRef]
- Zhang, X.; Liao, K.; Ji, V.; Chen, H.; Hu, L. Effect of the shot peening on the deformation of Al alloy component. Surf. Eng. 2018, 34, 946–953. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Cho, K.S.; Voigt, H.-J.L.; Guagliano, M.; Schuh, C.A. Experimental assessment and simulation of surface nanocrystallization by severe shot peening. Acta Mater. 2015, 97, 105–115. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O. Roles of surface coverage increase and re-peening on properties of AISI 1045 carbon steel in conventional and severe shot peening processes. Surf. Interfaces 2018, 11, 82–90. [Google Scholar] [CrossRef]
- Ghasemi, A.; Hassani-Gangaraj, S.M.; Mahmoudi, A.H.; Farrahi, G.H.; Guagliano, M. Shot peening coverage effect on residual stress profile by FE random impact analysis. Surf. Eng. 2016, 32, 861–870. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, Y.; Huang, Z. Microstructure and tensile behaviour of pure titanium produced after high-energy shot peening. Mater. Sci. Technol. 2016, 32, 1323–1329. [Google Scholar] [CrossRef]
- Lago, J.; Guagliano, M.; Bokůvka, O.; Trško, L.; Řidký, O.; Nový, F.; Závodská, D. Improvement of fatigue endurance of welded S355 J2 structural steel by severe shot peening. Surf. Eng. 2017, 33, 715–720. [Google Scholar] [CrossRef]
- Wang, Z.-M.; Jia, Y.-F.; Zhang, X.-C.; Fu, Y.; Zhang, C.-C.; Tu, S.-T. Effects of different mechanical surface enhancement techniques on surface integrity and fatigue properties of Ti–6Al–4V: A review. Crit. Rev. Solid State Mater. Sci. 2019, 44, 445–469. [Google Scholar] [CrossRef]
- Grell, D.; Gibmeier, J.; Dietrich, S.; Silze, F.; Böhme, L.; Schulze, V.; Kühn, U.; Kerscher, E. Influence of shot peening on the mechanical properties of bulk amorphous Vitreloy 105. Surf. Eng. 2017, 33, 1–10. [Google Scholar] [CrossRef]
- Nishikawa, S.; Ooi, K.; Takahashi, M.; Furukawa, T. Influence of shot peening and thermal ageing treatment on resistance to intergranular corrosion in shielded metal arc weld metal for type 600 nickel base alloy. Weld. Int. 2017, 31, 837–845. [Google Scholar] [CrossRef]
- Klemenz, M.; Schulze, V.; Rohr, I.; Löhe, D. Application of the FEM for the prediction of the surface layer characteristics after shot peening. J. Mater. Process. Technol. 2009, 209, 4093–4102. [Google Scholar] [CrossRef]
- Qiang, B.; Li, Y.; Yao, C.; Wang, X. Effect of shot peening coverage on residual stress field and surface roughness. Surf. Eng. 2017, 34, 1–8. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Object | λ | ρ (g/cm3) | Ε (GPa) | σs(MPa) | G (MPa) |
|---|---|---|---|---|---|
| Projectile | 0.31 | 7.85 | 206 | – | – |
| Target | 0.33 | 2.81 | 71 | 510 | 1027 |
| Level | Distance to Target (mm) | Pressure (MPa) | Projectile Size (mm) |
|---|---|---|---|
| −1 | 50 | 0.2 | 0.3 |
| 0 | 100 | 0.3 | 0.4 |
| 1 | 150 | 0.4 | 0.5 |
| Run Order | X1 | X2 | X3 | YRS (MPa) | YH (μm) |
|---|---|---|---|---|---|
| 1 | 1 | 0 | −1 | −272 | −152 |
| 2 | −1 | −1 | 0 | −285 | −128 |
| 3 | 0 | −1 | −1 | −231 | −112 |
| 4 | 0 | 0 | 0 | −278 | −115 |
| 5 | 0 | 0 | 0 | −281 | −117 |
| 6 | 0 | −1 | 1 | −343 | −121 |
| 7 | 0 | 1 | 1 | −294 | −124 |
| 8 | −1 | 0 | 1 | −392 | −136 |
| 9 | 0 | 0 | 0 | −276 | −112 |
| 10 | 1 | 0 | 1 | −273 | −121 |
| 11 | 1 | −1 | 0 | −252 | −112 |
| 12 | 1 | 1 | 0 | −282 | −138 |
| 13 | 0 | 0 | 0 | −275 | −114 |
| 14 | −1 | 1 | 0 | −265 | −122 |
| 15 | 0 | 0 | 0 | −268 | −115 |
| 16 | −1 | 0 | −1 | −241 | −111 |
| 17 | 0 | 1 | −1 | −309 | −133 |
| Term | Coefficients | SE (Coef.) | F Value | p Value |
|---|---|---|---|---|
| Constant | −275.60 | 5.77 | 14.33 | 0.0010 |
| X1 | 13.00 | 4.56 | 8.13 | 0.0247 |
| X2 | −4.88 | 4.56 | 1.14 | 0.3205 |
| X3 | −31.13 | 4.56 | 46.59 | 0.0002 |
| X1X2 | −12.50 | 6.45 | 3.76 | 0.0938 |
| X1X3 | 37.50 | 6.45 | 33.81 | 0.0007 |
| X2X3 | 31.75 | 6.45 | 24.24 | 0.0017 |
| X12 | 2.18 | 6.29 | 0.12 | 0.7395 |
| X22 | 2.43 | 6.29 | 0.15 | 0.7111 |
| X32 | −21.08 | 6.29 | 11.24 | 0.0122 |
| Term | Coefficients | SE (Coef.) | F Value | p Value |
|---|---|---|---|---|
| Constant | −114.60 | 1.73 | 15.03 | 0.0009 |
| X1 | −3.25 | 1.36 | 5.68 | 0.0487 |
| X2 | −5.50 | 1.36 | 16.26 | 0.0050 |
| X3 | 0.75 | 1.36 | 0.30 | 0.5995 |
| X1X2 | −8.00 | 1.93 | 17.20 | 0.0043 |
| X1X3 | 14.00 | 1.93 | 52.67 | 0.0002 |
| X2X3 | 4.50 | 1.93 | 5.44 | 0.0524 |
| X12 | −8.95 | 1.88 | 22.66 | 0.0021 |
| X22 | −1.45 | 1.88 | 0.59 | 0.4658 |
| X32 | −6.45 | 1.88 | 11.77 | 0.0110 |
| Target Stress/MPa | Projectile Size/mm | Pressure/MPa | Distance to Target/mm | ES/MPa | EP | CD/μm |
|---|---|---|---|---|---|---|
| – | 0.43 | 0.31 | 83.61 | −279.6 ± 8.6 | 3.6% | −119.7 |
| −270 | 0.48 | 0.37 | 108.48 | −284.2 ± 6.0 | 5.3% | −129.6 |
| – | 0.32 | 0.21 | 90.20 | −263.5 ± 7.3 | 2.4% | −117.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Liao, K.; Chen, J. Surface Characteristic Function of Al Alloy after Shot Peening. Coatings 2021, 11, 160. https://doi.org/10.3390/coatings11020160
Gao Z, Liao K, Chen J. Surface Characteristic Function of Al Alloy after Shot Peening. Coatings. 2021; 11(2):160. https://doi.org/10.3390/coatings11020160
Chicago/Turabian StyleGao, Zicheng, Kai Liao, and Jiawei Chen. 2021. "Surface Characteristic Function of Al Alloy after Shot Peening" Coatings 11, no. 2: 160. https://doi.org/10.3390/coatings11020160
APA StyleGao, Z., Liao, K., & Chen, J. (2021). Surface Characteristic Function of Al Alloy after Shot Peening. Coatings, 11(2), 160. https://doi.org/10.3390/coatings11020160