
Comparative Study of Structures and Properties of Detonation Coatings with α-Al2O3 and γ-Al2O3 Main Phases

 , ,
, ,
Abstract
:1. Introduction
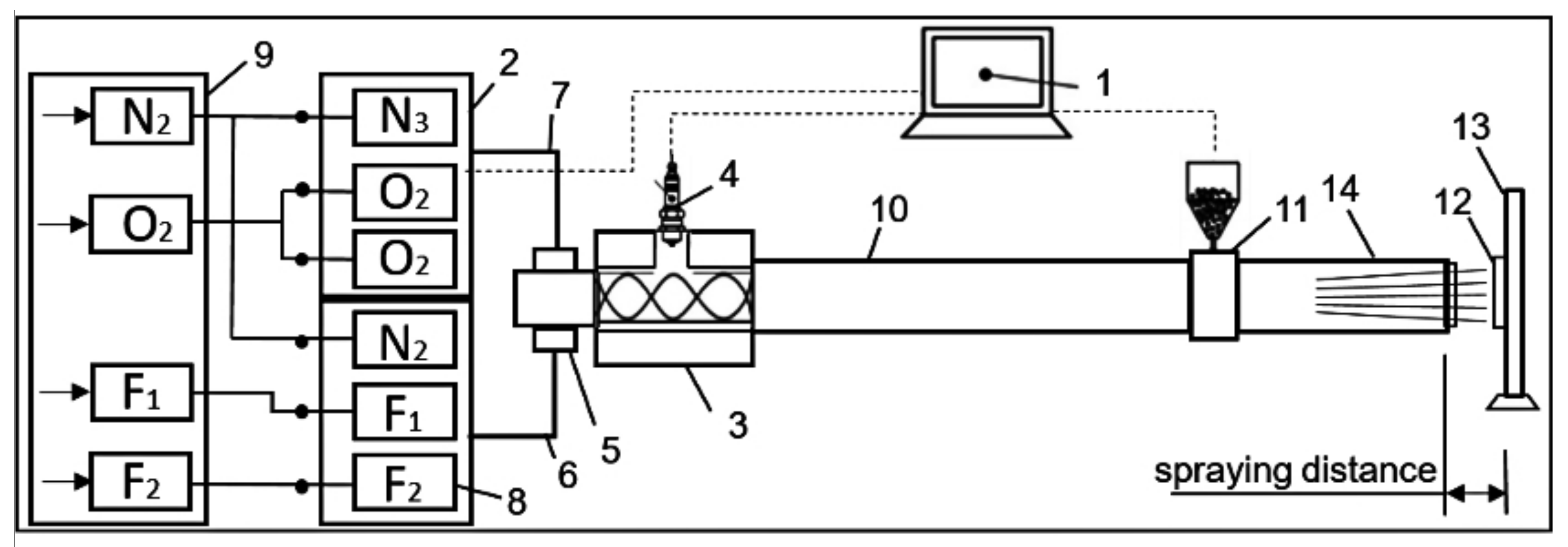
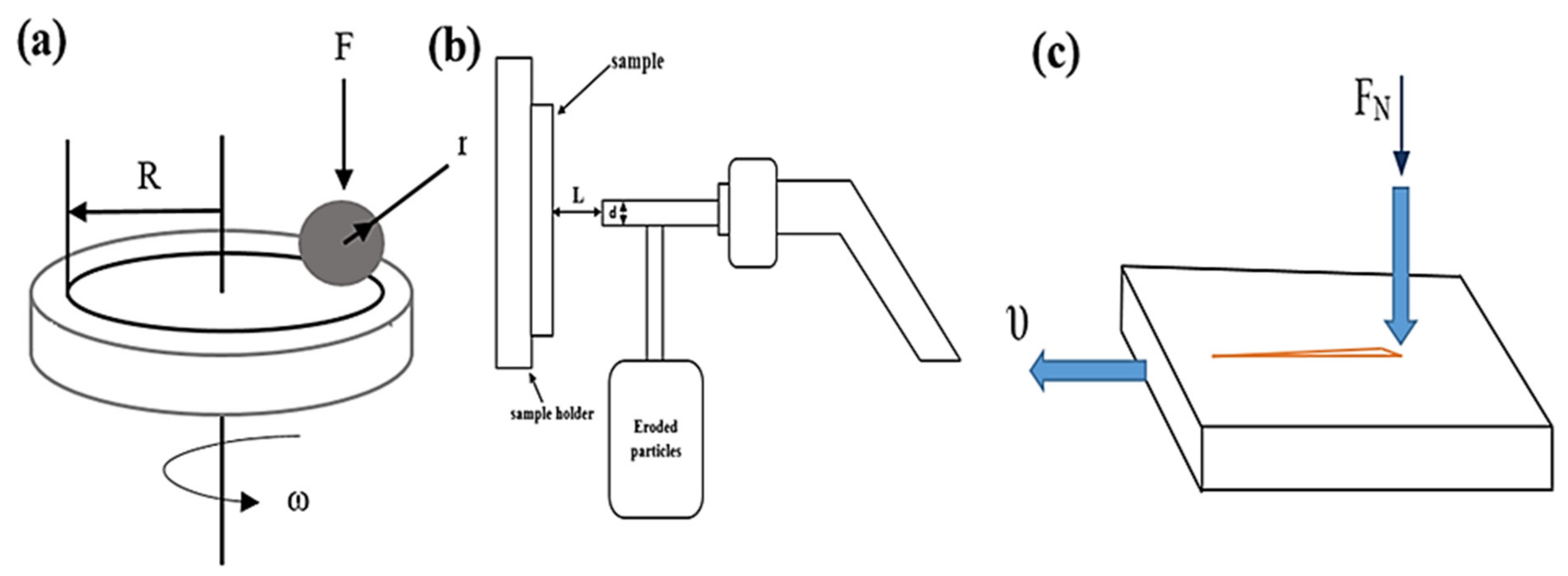
2. Materials and Methods
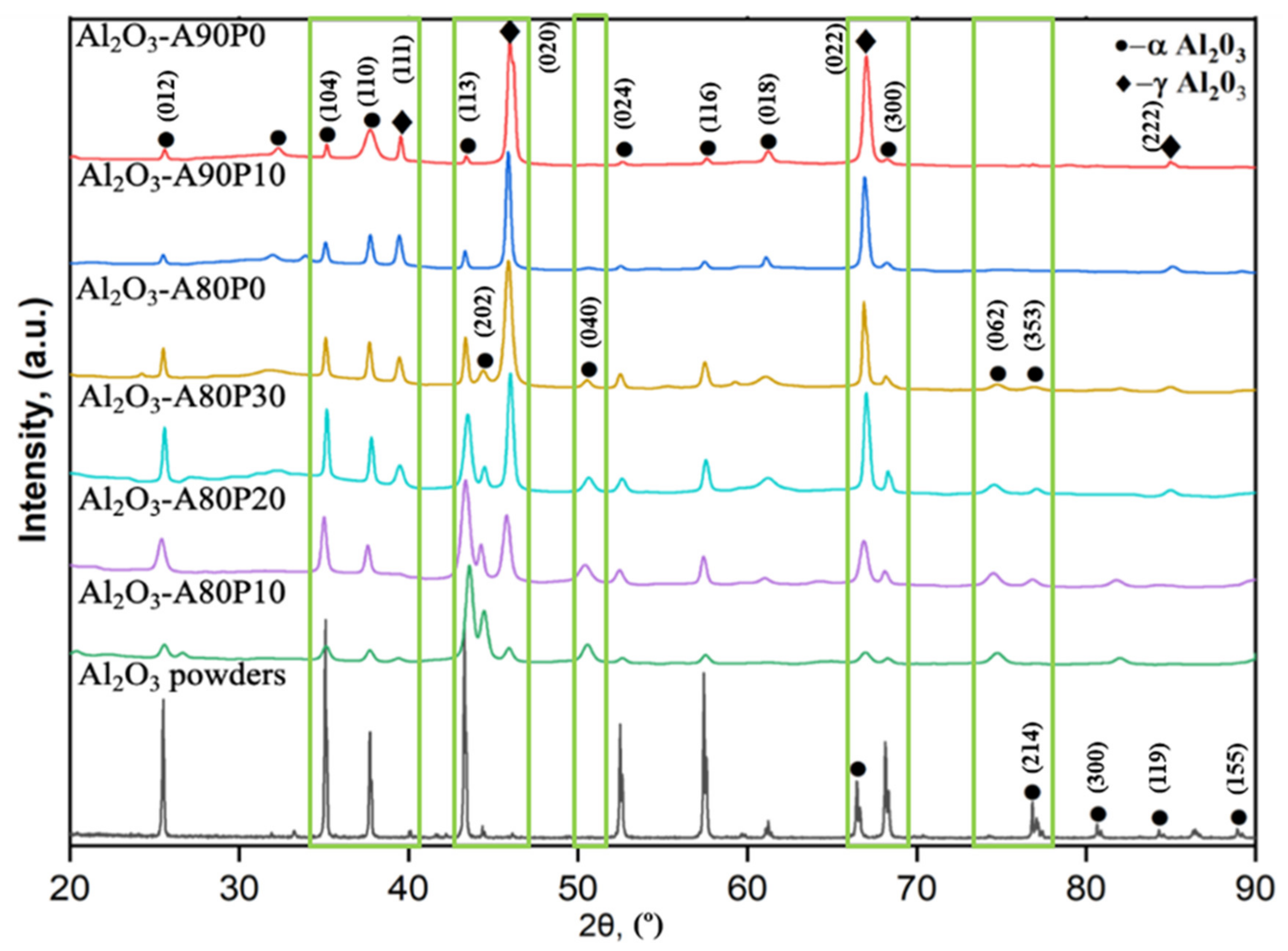
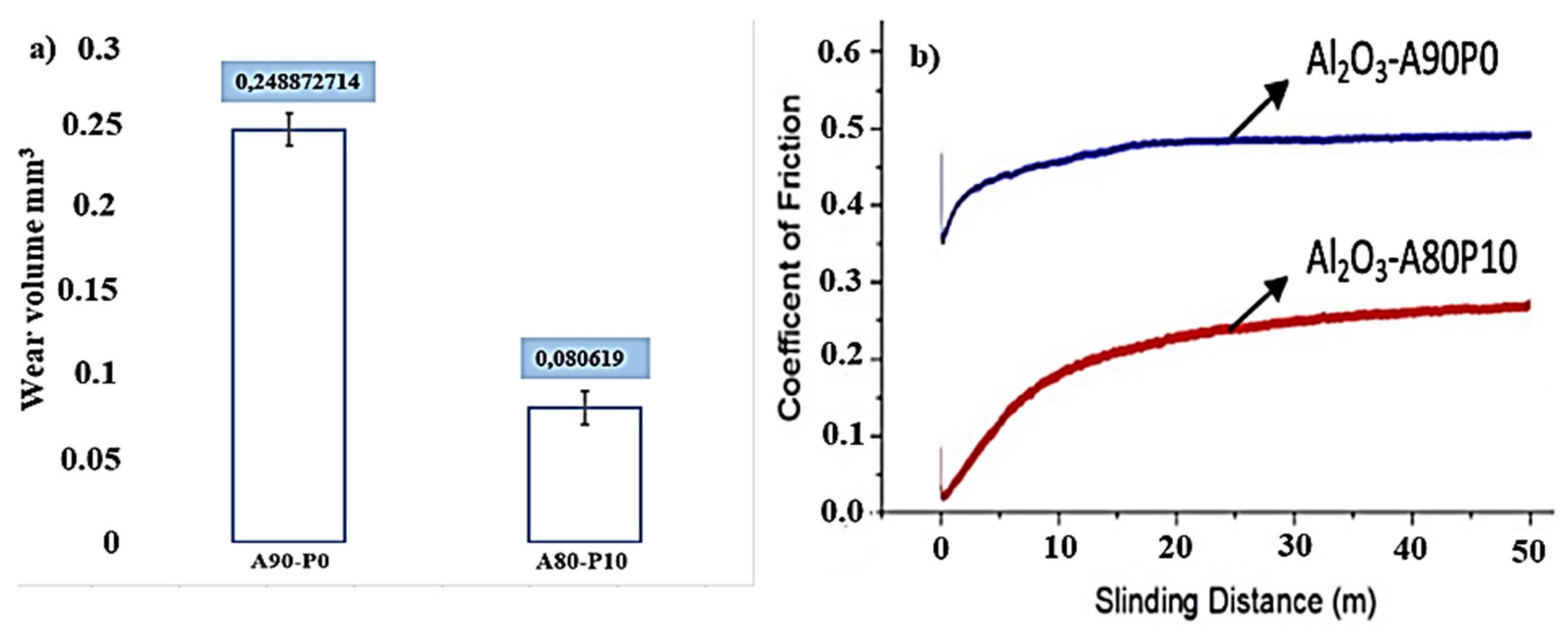
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dhakar, B.; Chatterjee, S.; Sabiruddin, K. Measuring mechanical properties of plasma sprayed alumina coatings by nanoindentation technique. Mater. Sci. Technol. 2017, 33, 285–293. [Google Scholar] [CrossRef]
- Murray, J.W.; Ang, A.S.M.; Pala, Z.; Shaw, E.C.; Hussain, T. Suspension high velocity oxy-fuel (SHVOF)-sprayed alumina coatings: Microstructure, nanoindentation and wear. J. Therm. Spray Technol. 2016, 25, 1700–1710. [Google Scholar] [CrossRef]
- Nofz, M.; Dörfel, I.; Sojref, R.; Wollschläger, N.; Mosquera-Feijoo, M.; Kranzmann, A. Microstructure, smoothening effect, and local defects of alumina sol-gel coatings on ground steel. J Sol-Gel. Sci. Technol. 2017, 81, 185–194. [Google Scholar] [CrossRef]
- Shen, Y.; Tao, H.; Lin, Y.; Zeng, X.; Wang, T.; Tao, J.; Pan, L. Fabrication and wear resistance of TiO2/Al2O3 coatings by micro-arc xidation. Rare Metal Mat. Eng. 2017, 46, 23–27. [Google Scholar]
- Wang, Y.L.; Wang, M.; Zhou, M.; Li, B.J.; Amoako, G.; Jiang, Z.H. Microstructure characterisation of alumina coating on steel by PEO. Surf. Eng. 2013, 29, 271–275. [Google Scholar] [CrossRef]
- Rafailovit, L.D.; Gammer, C.; Rentenberger, C.; Tomislav, T.; Christoph, K.; Hans, P. Functionalizing aluminum oxide by Ag dendrite deposition at the anode during simultaneous electrochemical oxidation of Al. J. Adv. Mater. 2015, 27, 6438–6443. [Google Scholar] [CrossRef]
- Masuda, H.; Yamada, H.; Satoh, M.; Asoh, H.; Tamamura, T. Highly ordered nanochannel-array architecture in anodic alumina. Appl. Phys. Lett. 1997, 71, 2770–2772. [Google Scholar] [CrossRef]
- Singh, I.B.; Modi, O.P.; Ruhi, G. Development of sol–gel alumina coating on 9Cr–1Mo ferritic steel and their oxidation behavior at high temperature. J. Sol-Gel. Sci. Technol. 2015, 74, 685–691. [Google Scholar] [CrossRef]
- Wollschläger, N.; Nofz, M.; Dörfel, I.; Schulz, W.; Sojref, R.; Kranzmann, A. Exposition of sol-gel alumina-coated P92 steel to flue gas: Time-resolved microstructure evolution, defect tolerance, and repairing of the coating. Mater. Corros. 2017, 69, 1–11. [Google Scholar] [CrossRef]
- Djendel, M.; Allaoui, O.; Boubaaya, R. Characterization of alumina-titania coatings produced by atmospheric plasma spraying on 304 SS steel. Acta Phys. Pol. 2017, 132, 538–540. [Google Scholar] [CrossRef]
- Yin, Z.; Tao, S.; Zhou, X.; Ding, C. Tribological properties of plasma sprayed Al/Al2O3 composite coatings. Wear 2007, 263, 1430–1437. [Google Scholar] [CrossRef]
- Li, C.; Zou, J.; Huo, H.B. Microstructure and properties of porous abradable alumina coatings flame-sprayed with semi-molten particles. J. Therm. Spray Technol. 2016, 25, 264–272. [Google Scholar] [CrossRef]
- Jia, S.; Zou, Y.; Xu, J. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans. Nonferrous Met. Soc. China 2015, 25, 175–183. [Google Scholar] [CrossRef]
- Ulianitsky, V.Y.; Shtertser, A.A.; Batraev, I.S.; Rybin, D.K. Fabrication of layered ceramic-metal composites by detonation spraying. Ceram. Int. 2020, 46, 27903–27908. [Google Scholar] [CrossRef]
- Ulianitsky, V.; Shtertser, A.; Zlobin, S.; Smurov, I. Computer-controlled detonation spraying: From process fundamentals toward advanced applications. J. Therm. Spray Technol. 2011, 20, 791–801. [Google Scholar] [CrossRef]
- Zywitzki, O.; Hoetzsch, G. Effect of plasma activation on the phase transformations of aluminum oxide. Surface Coat. Technol. 1995, 76–77, 754–762. [Google Scholar] [CrossRef]
- Lin, H.C.; Ye, P.D.; Wilk, G.D. Leakage current and breakdown electric-field studies on ultrathin atomic-layer-deposited Al2O3 on GaAs. Appl. Phys. Lett. 2005, 87, 182904–182906. [Google Scholar] [CrossRef]
- Sabiruddin, K.; Joardar, J.; Bandyopadhyay, P.P. Analysis of phase transformation in plasma sprayed alumina coatings using rietveld refinement. Surf. Coat. Technol. 2010, 204, 3248–3253. [Google Scholar] [CrossRef]
- Vardelle, A.; Vardelle, M.; Fauchais, P. Influence of velocity and surface temperature of alumina particles on the properties of plasma sprayed coatings. Plasma Chem. Plasma Process. 1982, 2, 255–291. [Google Scholar] [CrossRef]
- Niu, B.; Qiang, L.; Zhang, J.; Zhang, F.; Hu, Y.; Chen, W.; Liang, A. Plasma sprayed α- Al2O3 main phase coating using γ-Al2O3 powders. Surface Eng. 2019, 35, 801–808. [Google Scholar] [CrossRef]
- Qiang, L.; Zhang, X.; Ai, Y.; Zhang, Z.; Zhuang, Y.; Sheng, J.; Ni, J.; Yang, K. In-situ Deposition of Novel Amorphous Al2O3-Gap Ceramic Coating with Excellent Microstructure Stability and Uniformity via Atmospheric Plasma Spraying. iScience 2021, 35. [Google Scholar]
- Rakhadilov, B.K.; Buytkenov, D.B.; Kakimzhanov, D.; Kozhanova, R.S.; Bektasova, G.S. The effect of detonation spraying on the phase composition and hardness of Al2O3 coatings. Eurasian J. Phys. Funct. Mater. 2020, 4, 160–166. [Google Scholar] [CrossRef]
- Rakhadilov, B.K.; Buitkenov, D.B.; Rakhadilov, M.K. Tribological Properties of Al2O3 Coatings Obtained by Detonation. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1079, 052035. [Google Scholar] [CrossRef]
- Kantay, N.; Rakhadilov, B.; Kurbanbekov, S.; Yerbolatova, G.; Apsezhanova, A. Influence detonation-spraying parameters on the phase composition and hardness of Al2O3 coating. Coatings 2021, 11, 793. [Google Scholar] [CrossRef]
- Ulianitsky, V.Y.; Dudina, D.V.; Shtertser, A.; Smurov, I. Computer-controlled detonation spraying: Flexible control of the coating chemistry and microstructure. Metals 2019, 12, 1244. [Google Scholar] [CrossRef] [Green Version]
- Rakhadilov, B.; Buitkenov, D.; Sagdoldina, Z.; Kurbanbekov, S.; Adilkanova, M. Structural Features and Tribological Properties of Detonation Gun Sprayed Ti–Si–C Coating. Coatings 2021, 11, 141. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Filling the Barrel with Gas Fuel C2H2/C3H8 | Fuel/Oxidizer Ratio | Barrel Filling Volume, % | Spray Distance, mm | Number of Shots |
|---|---|---|---|---|---|
| Al2O3-A80P10 | 80/10 | 1.026 | 56 | 250 | 20 |
| Al2O3-A80P20 | 80/20 | 1.026 | 57 | 250 | 20 |
| Al2O3-A80P30 | 80/30 | 1.026 | 59 | 250 | 20 |
| Al2O3-A80P0 | 80/0 | 1.856 | 55 | 250 | 20 |
| Al2O3-A90P10 | 90/10 | 1.026 | 64 | 250 | 20 |
| Al2O3-A90P0 | 90/0 | 1.856 | 63 | 250 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rakhadilov, B.; Kakimzhanov, D.; Baizhan, D.; Muslimanova, G.; Pazylbek, S.; Zhurerova, L. Comparative Study of Structures and Properties of Detonation Coatings with α-Al2O3 and γ-Al2O3 Main Phases. Coatings 2021, 11, 1566. https://doi.org/10.3390/coatings11121566
Rakhadilov B, Kakimzhanov D, Baizhan D, Muslimanova G, Pazylbek S, Zhurerova L. Comparative Study of Structures and Properties of Detonation Coatings with α-Al2O3 and γ-Al2O3 Main Phases. Coatings. 2021; 11(12):1566. https://doi.org/10.3390/coatings11121566
Chicago/Turabian StyleRakhadilov, Bauyrzhan, Dauir Kakimzhanov, Daryn Baizhan, Gulnar Muslimanova, Sapargali Pazylbek, and Laila Zhurerova. 2021. "Comparative Study of Structures and Properties of Detonation Coatings with α-Al2O3 and γ-Al2O3 Main Phases" Coatings 11, no. 12: 1566. https://doi.org/10.3390/coatings11121566
APA StyleRakhadilov, B., Kakimzhanov, D., Baizhan, D., Muslimanova, G., Pazylbek, S., & Zhurerova, L. (2021). Comparative Study of Structures and Properties of Detonation Coatings with α-Al2O3 and γ-Al2O3 Main Phases. Coatings, 11(12), 1566. https://doi.org/10.3390/coatings11121566