
Defect Formation Mechanism and Performance Study of Laser Cladding Ni/Mo Composite Coating

Abstract
:1. Introduction
2. Experimental
2.1. Materials and Specimen Preparation
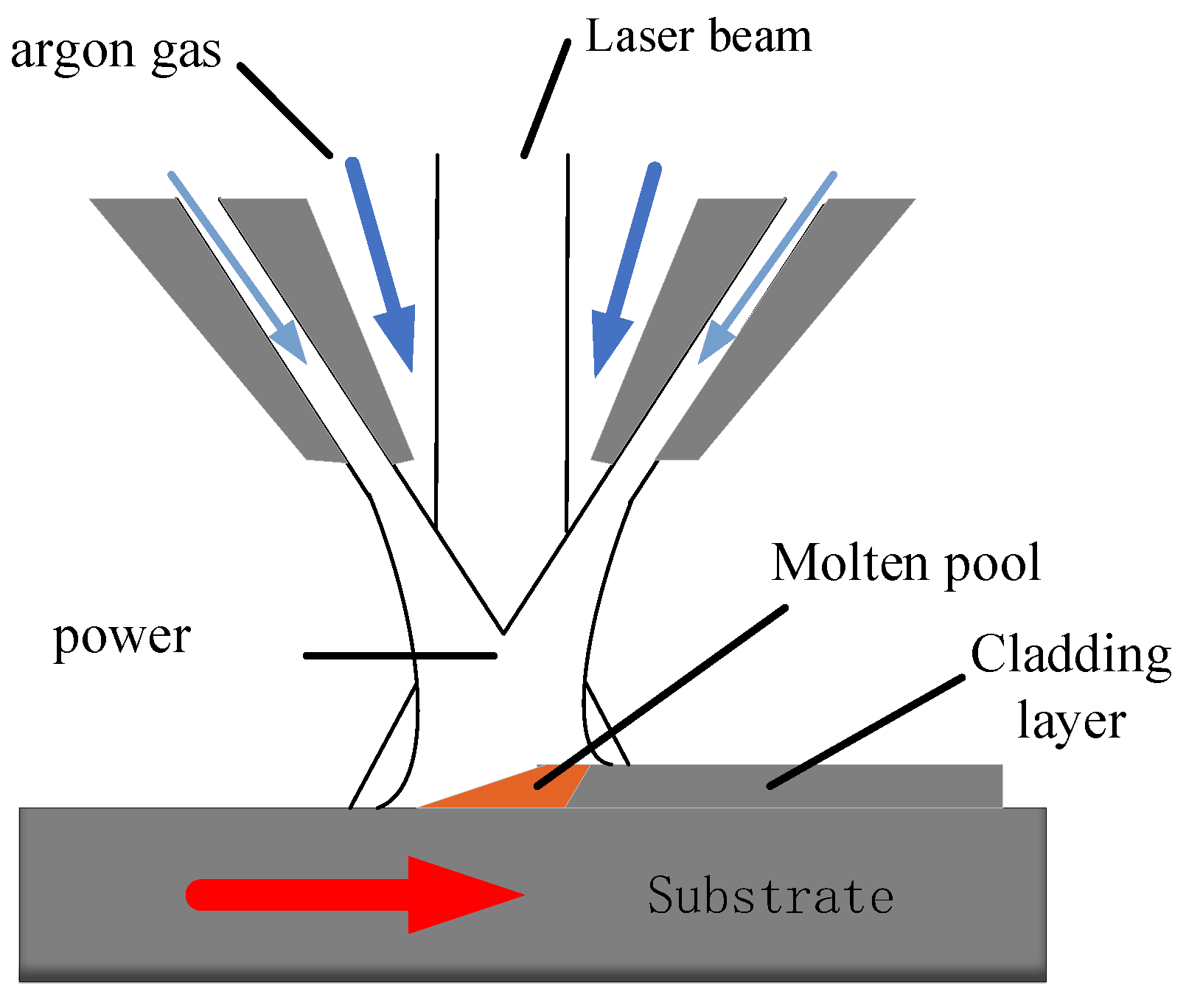
2.2. Experiment of Laser Cladding
2.3. Coating Characterization
3. Results and Analysis
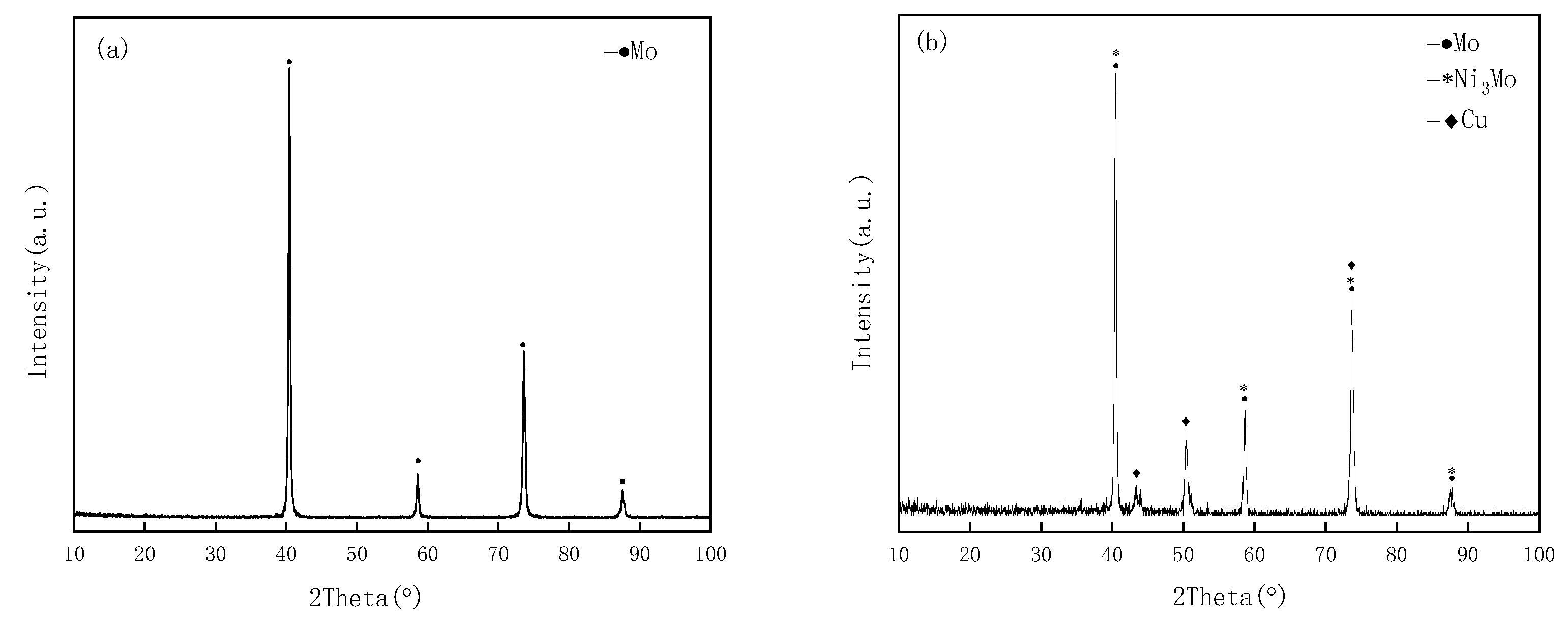
3.1. Analysis of Phase Compositions in Coatings
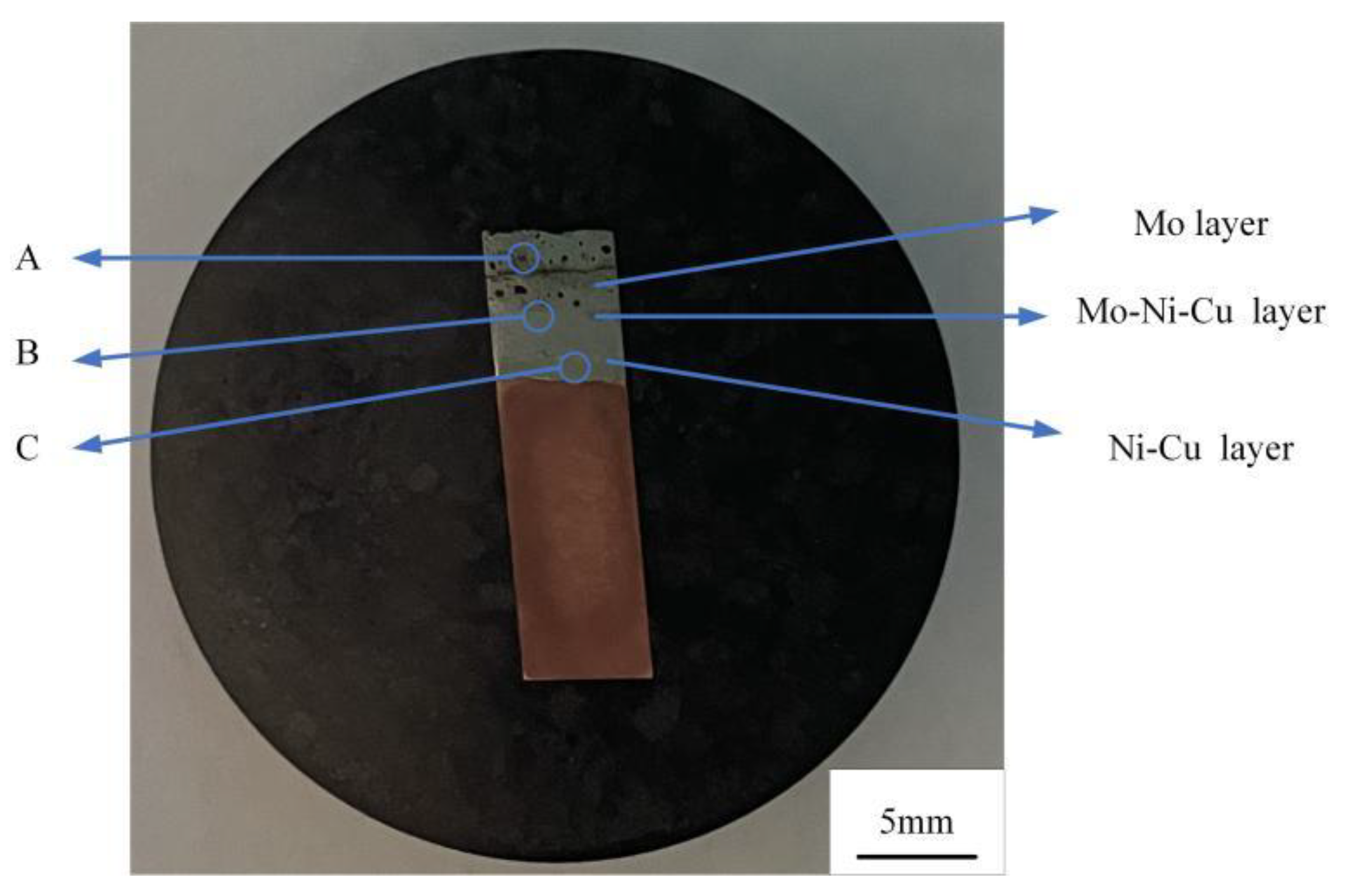
3.2. Macro Morphology of Composite Coating
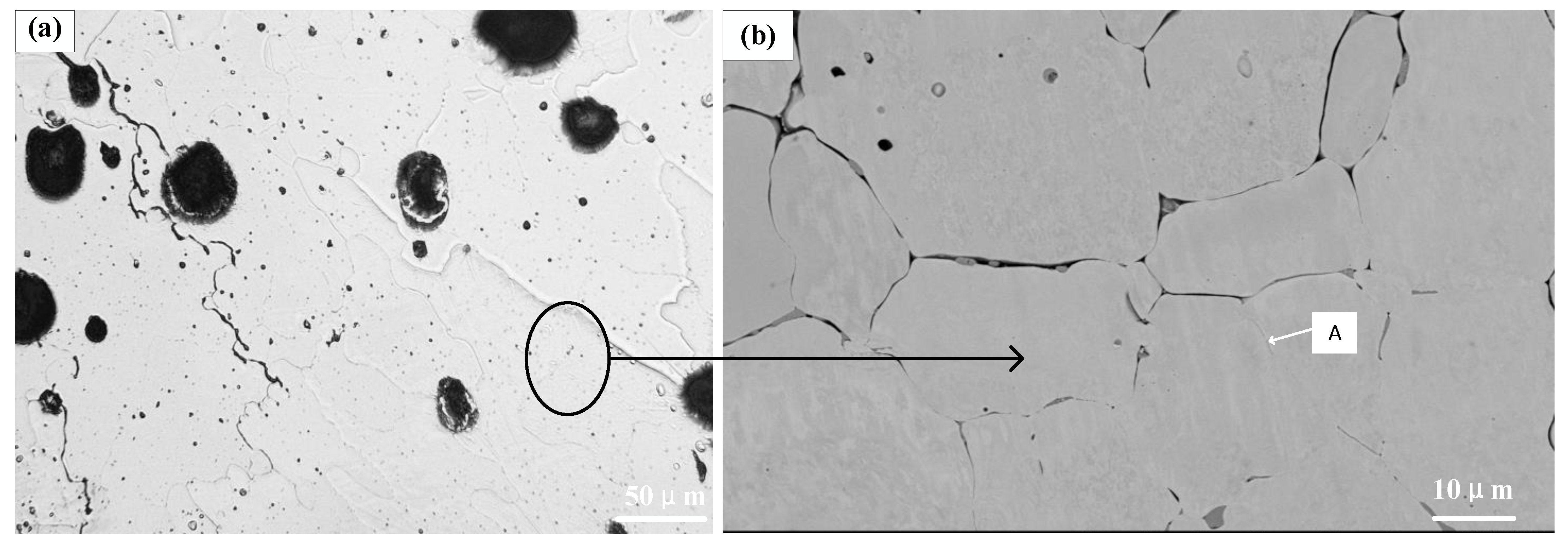
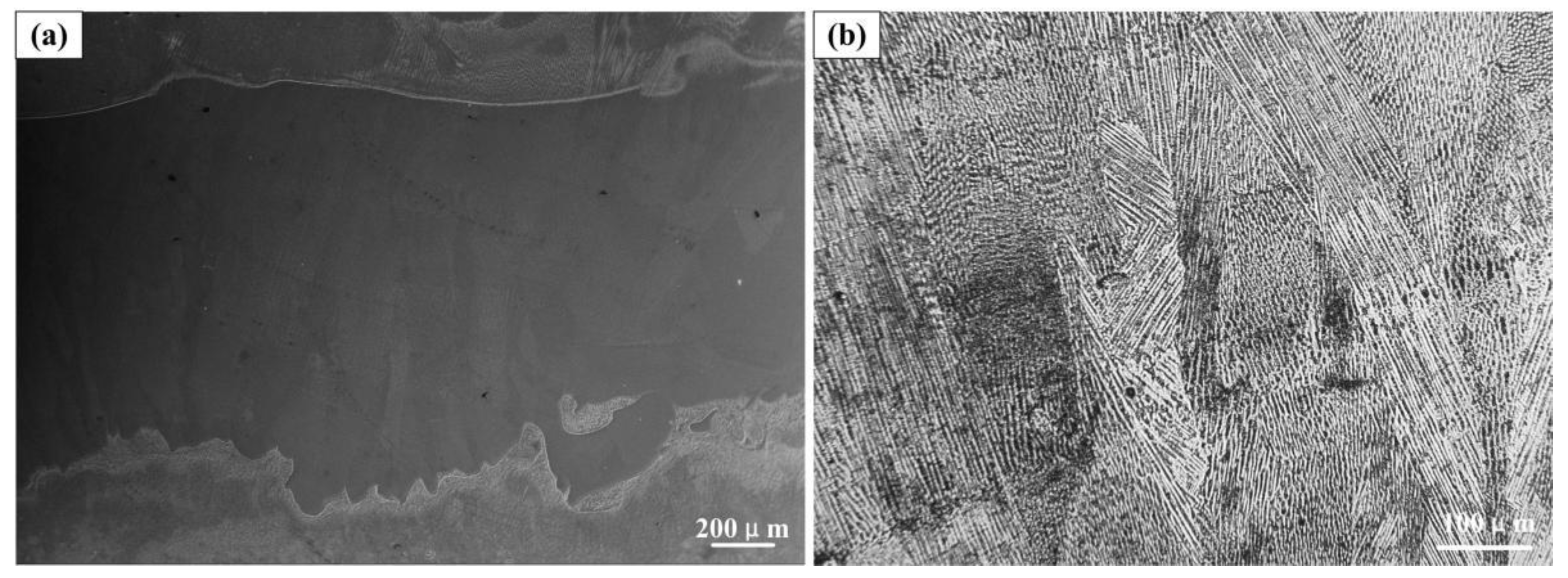
3.3. Microstructure of Laser Cladding Coating
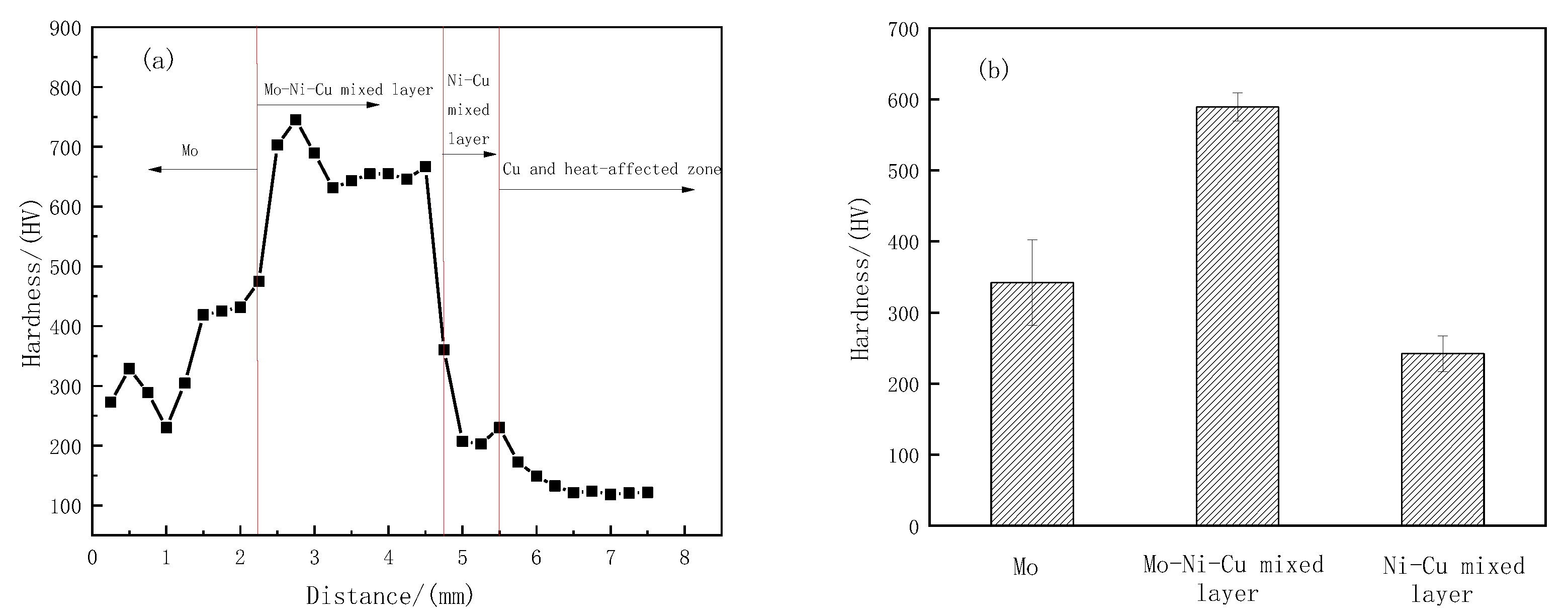
3.4. Microhardness of Laser Cladding Coatings
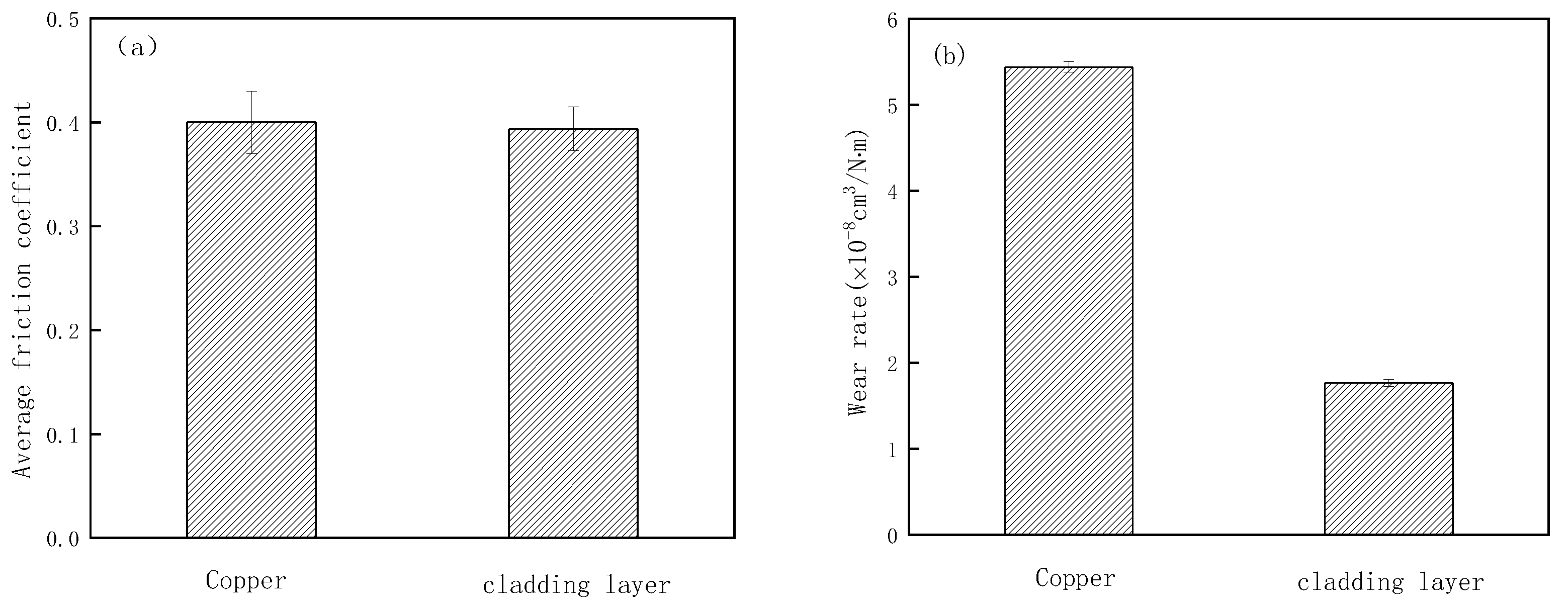
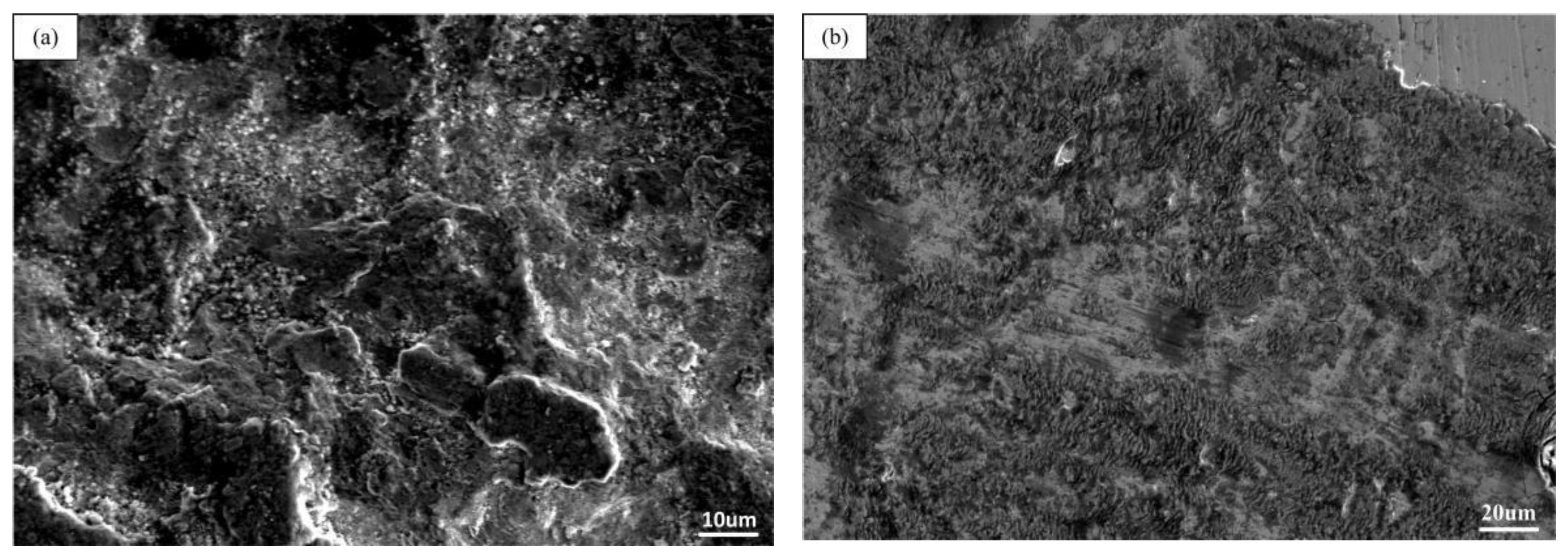
3.5. Wear Resistance of Laser Cladding Coating
3.6. Improvements
4. Results and Discussion
- (1)
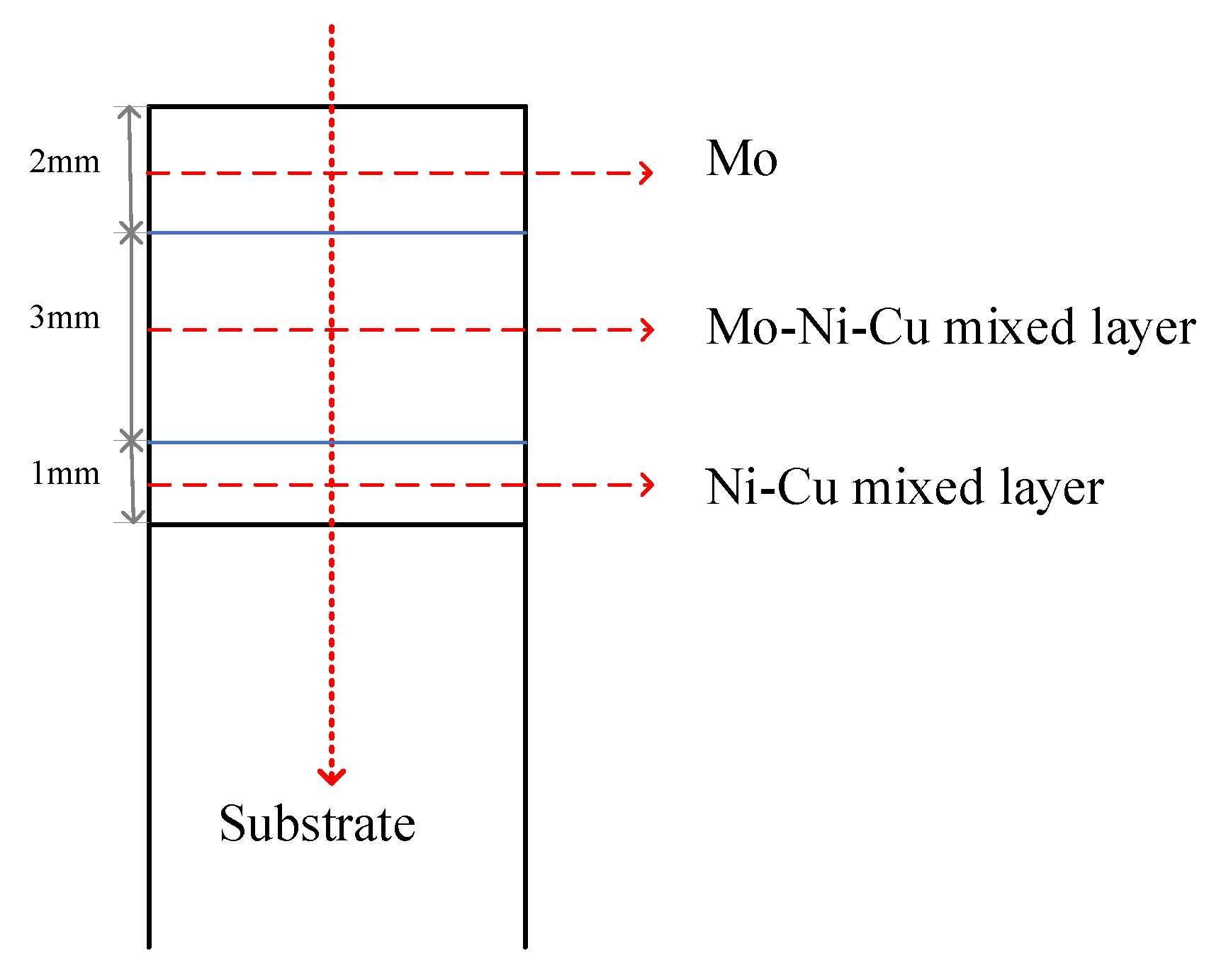
- By using a laser power of 6000 W, a scanning speed of 5 mm/s and a feed rate of 10 g/min, three Ni layers and two Mo layers were cladded. By these means, cladding layers with pure Mo on the surface could be prepared.
- (2)
- Due to the comprehensive factors such as poor fluidity of the molten pool of Mo and non-equilibrium solidification of the laser, pores and cracks were easily formed in the pure Mo layer.
- (3)
- In order to prepare wear-resistant and high-thermal-conductivity coating on the Cu, Ni was introduced to overcome the incompatibility of Cu and Mo. It was found that the surface hardness of the cladding layer could be increased by three times relative to that of the substrate. The volumetric wear rate of Cu was three times that of the cladding layer. The main wear mechanism of the Mo was abrasive wear, and that of the Cu was adhesive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, W.-Z.; Lu, J.-Y. Thinking and study of electromagnetic launch technology. J. IEEE Trans. Plasma Sci. 2017, 45, 1071e7. [Google Scholar] [CrossRef]
- Xie, H.-B.; Yang, H.-Y.; Yu, J.; Gao, M.-Y.; Shou, J.-D.; Fang, Y.-T.; Liu, J.-B.; Wang, H.-T. Research progress on advanced rail materials for electromagnetic railgun technology. J. Def. Technol. 2021, 17, 429–439. [Google Scholar] [CrossRef]
- Ren, F.-Z.; Yin, L.-T.; Wang, S.-S.; Volinsky, A.A.; Tian, B.-H. Cyanide-free silver electroplating process in thiosulfate bath and microstructure analysis of Ag coatings. J. Trans. Nonferrous Met. Soc. China 2013, 23, 3822e8. [Google Scholar] [CrossRef]
- Zhou, Z.-Y.; Liu, X.-B.; Zhuang, S.-G. Preparation and high temperature tribological properties of laser in-situ synthesized self-lubricating composite coatings containing metal sulfides on Ti6Al4V alloy. J. Appl. Surf. Sci. 2019, 481, 209–218. [Google Scholar] [CrossRef]
- Liu, X.-B.; Meng, X.-J.; Liu, H.-Q. Development and characterization of laser clad high temperature self-lubricating wear resistant composite coatings on Ti-6Al-4V alloy. J. Mater. Des. 2014, 55, 404–409. [Google Scholar] [CrossRef]
- Yang, M.-S.; Liu, X.-B.; Fan, J.-W. Microstructure and wear behaviors of laser clad Ni/Cr3C2-WS2 high temperature self-lubricant wear-resistant composite coating. J. Appl. Surf. Sci. 2012, 258, 3757–3762. [Google Scholar] [CrossRef]
- Liu, G.-M.; Li, J.; Zhang, Q.-X.; Li, B. Failure mechanism of railways for H62 brass electromagnetic gun. J. Acad. Armored Force Eng. 2013, 27, 90–94. [Google Scholar]
- Dong, J.; Liu, F.; Chen, S.-Y. Preparation of Co-Ni-Cu gradient coatings by CO2 laser cladding on Cu plate. J. Northeast. Univ. 2008, 29, 1581–1584. [Google Scholar]
- Gu, Y.; Zhao, P.-X. Performance of novel metal/ceramic coating on the surface of Cu alloy. J. Mater. Prot. 2017, 50, 22–26. [Google Scholar] [CrossRef]
- Yang, Q.-Q.; Xu, Y.; Zhao, M.-L.; Wang, B.; Shao, X.-H.; Li, Y.-F. Effect of adding trace Cr Al Sn and Ni on the properties of Cu alloy. J. Spec. Cast. Non-Ferr. Alloy. 2020, 40, 690–693. [Google Scholar] [CrossRef]
- Dehm, G.; Medres, B.; Shepeleva, L.; Bamberger, M.; Mordike, B.L.; Mordike, S.; Ryk, G.; Halperin, G.; Etsion, I. Microstructure and tribological properties of Ni-based claddings on Cu substrates. J. Wear 1999, 225–229, 18–26. [Google Scholar] [CrossRef]
- Leech, P.W. Laser surface melting of a complex high alloy steel. J. Mater. Des. 2014, 54, 539–543. [Google Scholar] [CrossRef]
- Wirth, F.; Wegener, K. A physical modeling and predictive simulation of the laser cladding process. J. Addit. Manuf. 2018, 22, 307–319. [Google Scholar] [CrossRef]
- Smelov, V.G.; Sotov, A.V.; Murzin, S.P. Particularly Selective Sintering of Metal Powders by Pulsed Laser Radiation. In Key Engineering Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2016; Volume 685, pp. 403–407. [Google Scholar] [CrossRef]
- Xue, K.-N.; Lu, H.-F.; Luo, K.-Y.; Cui, C.-Y.; Yao, J.-H.; Xing, F.; Lu, J.-Z. Effects of Ni25 transitional layer on microstructural evolution and wear property of laser clad composite coating on H13 tool steel. J. Surf. Coat. Technol. 2020, 402, 126488. [Google Scholar] [CrossRef]
- Okamoto, H.; Massalski, T.B. Binary alloy phase diagrams requiring further studies. J. Phase Equilibria 1994, 15, 500–521. [Google Scholar] [CrossRef]
- Ng, K.W.; Man, H.C.; Cheng, F.T.; Yue, T.M. Laser cladding of Cu with Mo for wear resistance enhancement in electrical contacts. J. Appl. Surf. Sci. 2007, 253, 6236–6341. [Google Scholar] [CrossRef]
- Chun, S.-Y. Changes of Crystal Structure and Microstructure of MoN Coatings in Accordance with Inductively Coupled Plasma Power. J. Coat. 2021, 11, 1351. [Google Scholar] [CrossRef]
- Zimmermann, G.; Pickmann, C.; Schaberger-Zimmermann, E.; Galindo, V.; Eckert, K.; Eckert, S. Do rotating magnetic fields unconditionally lead to grain refinement? A case study for directionally solidified Al-10wt%Cu alloys. J. Mater. 2018, 3, 326–337. [Google Scholar] [CrossRef]
- Li, X.-Z. Ni-Cr-Mo and Ni-Mo Preparation and Properties of Cladding Layer. Master’s Thesis, North China Electric Power University, Beijing, China, 2014. [Google Scholar]
- Zhang, Q. Study on Dendrite Turning Growth Behavior and Element Segregation Inhibition of IN718 Alloy by Laser Cladding. Master’s Thesis, Zhejiang University of Technology, HangZhou, China, 2020. [Google Scholar] [CrossRef]
- Huang, S.-Y.; Shangguan, X.-F.; Chen, J.; Zhang, Y.-Q.; Liu, Y.-Y. Dendrite splitting and orientation Deflection during directionally solidified Mo0.2FeCoCrNi high entropy alloy. J. Xi Univ. Technol. 2019, 39, 65–71. [Google Scholar] [CrossRef]
- Feng, Y.; Du, Z.; Hu, Z. Effect of Ni Addition on the Corrosion Resistance of NiTi Alloy Coatings on AISI 316L Substrate Prepared by Laser Cladding. J. Coat. 2021, 11, 1139. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.-H.; Wang, Q.; Wu, C.-L.; Zhang, S.; Chen, J.A.O. Abdullah. Effect of Ni content on stainless steel fabricated by laser melting deposition. J. Opt. Laser Technol. 2018, 101, 363–371. [Google Scholar] [CrossRef]
- Cai, B.; Tan, Y.-F.; Tu, Y.-Q. Tribological properties of Ni-base alloy composite coating modified by both graphite and TiC particles. J. Trans. Nonferr. Met. Soc. China 2011, 21, 2426–2432. [Google Scholar] [CrossRef]
- Yan, H. Study on Laser Composite Wear Resistant Layer and Interface Characteristics of Cu Alloy. Ph.D. Thesis, Huazhong University of Science and Technology, Wuhan, China, 2010. [Google Scholar]
- Xiang, Z.-F.; Liu, X.-B.; Ren, J. Investigation of laser cladding high temperature anti-wear composite coatings on Ti6Al4V alloy with the addition of self-lubricant CaF2. J. Appl. Surf. Sci. 2014, 313, 243–250. [Google Scholar] [CrossRef]
- Yan, Z.; Jiang, D.; Gao, X. Friction and wear behavior of tin films against ceramic and steel balls. J. Tribol. Int. 2018, 124, 61–69. [Google Scholar] [CrossRef]
- Wang, C.-L.; Gao, Y.; Wang, R.; Wei, D.-Q.; Cai, X.; Fu, Y.-K. Microstructure of laser-clad Ni60 cladding layers added with different amounts of rare-earth oxides on 6063 Al alloys. J. Alloys Compd. 2018, 740, 1099–1107. [Google Scholar] [CrossRef]
- Liu, Y.-N.; Sun, R.-L.; Niu, W.; Zhang, T.-G.; Lei, Y.-W. Effects of CeO2 on microstructure and properties of TiC/Ti 2 Ni reinforced Ti-based laser cladding composite coatings. J. Opt. Lasers Eng. 2019, 120, 84–94. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Area | Cu | Ni | Mo |
|---|---|---|---|
| A | - | - | 100.00 |
| B | - | 3.86 | 96.14 |
| C | 10.01 | 54.39 | 18.66 |
| D | - | - | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, M.; Pang, M. Defect Formation Mechanism and Performance Study of Laser Cladding Ni/Mo Composite Coating. Coatings 2021, 11, 1460. https://doi.org/10.3390/coatings11121460
Sun M, Pang M. Defect Formation Mechanism and Performance Study of Laser Cladding Ni/Mo Composite Coating. Coatings. 2021; 11(12):1460. https://doi.org/10.3390/coatings11121460
Chicago/Turabian StyleSun, Min, and Ming Pang. 2021. "Defect Formation Mechanism and Performance Study of Laser Cladding Ni/Mo Composite Coating" Coatings 11, no. 12: 1460. https://doi.org/10.3390/coatings11121460
APA StyleSun, M., & Pang, M. (2021). Defect Formation Mechanism and Performance Study of Laser Cladding Ni/Mo Composite Coating. Coatings, 11(12), 1460. https://doi.org/10.3390/coatings11121460