
Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Setup and Manufacturing Process
2.3. Characterization
3. Results and Discussion
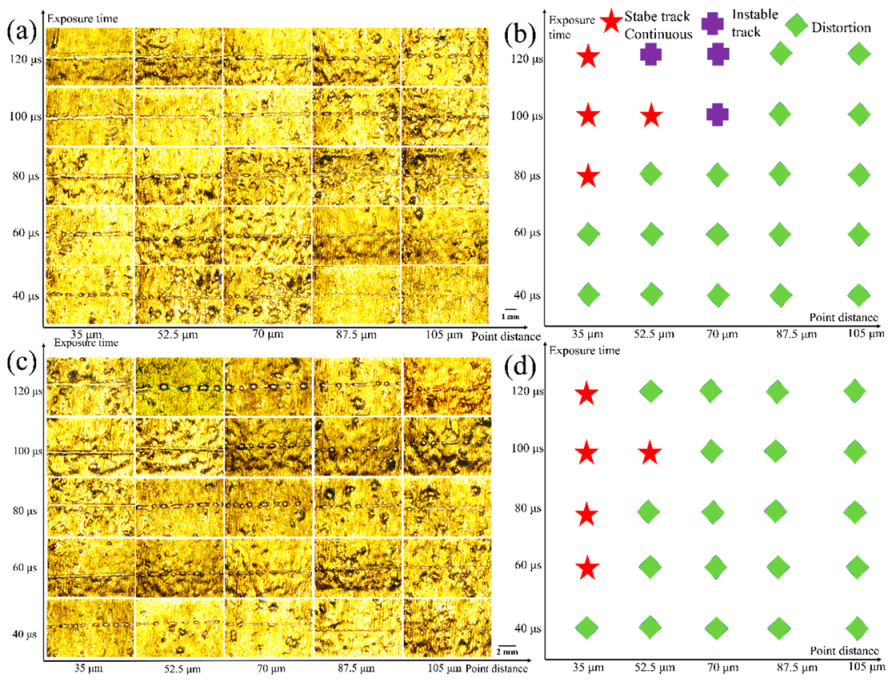
3.1. Single Track Experiments
3.2. Multi-Layer SLM Fabrication
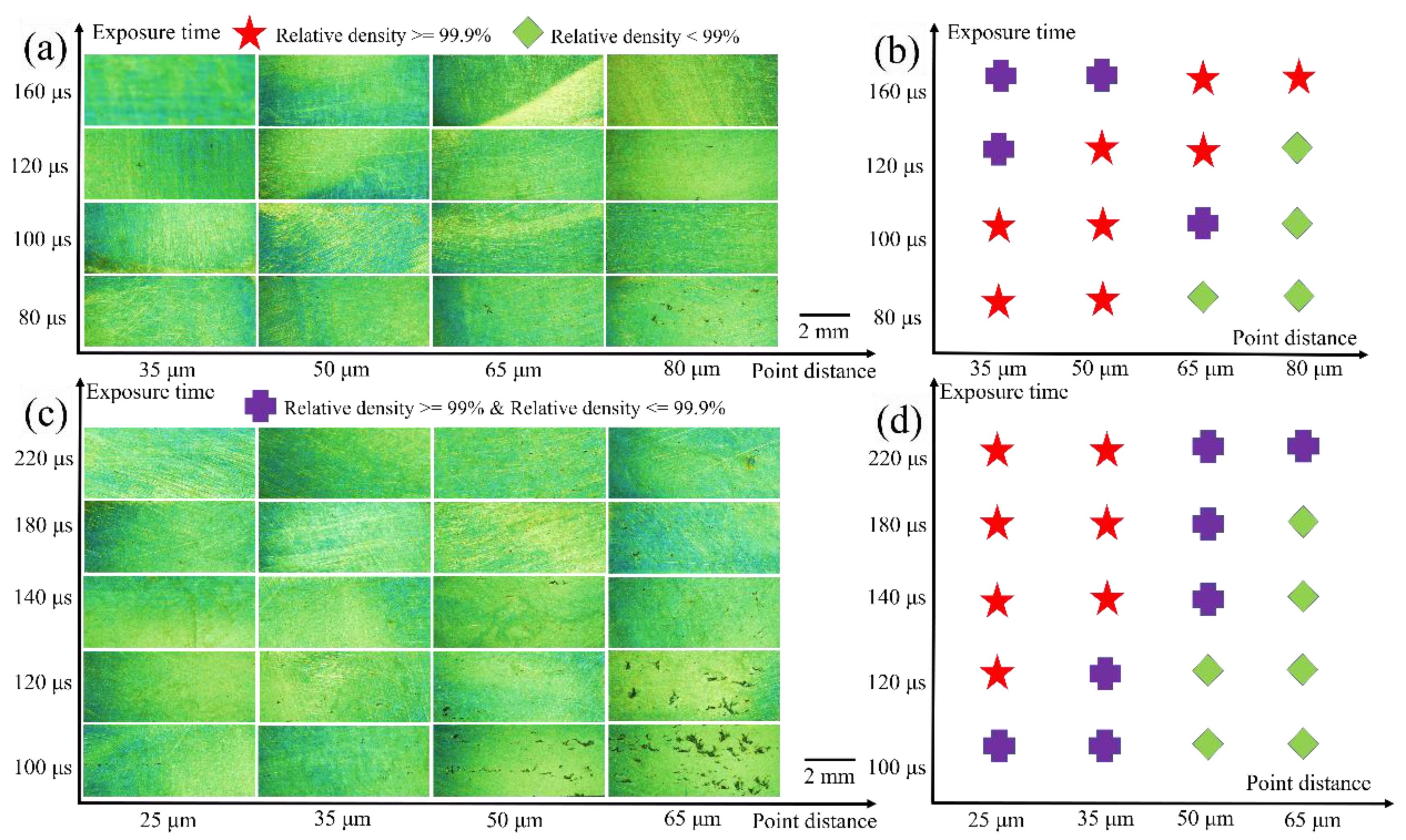
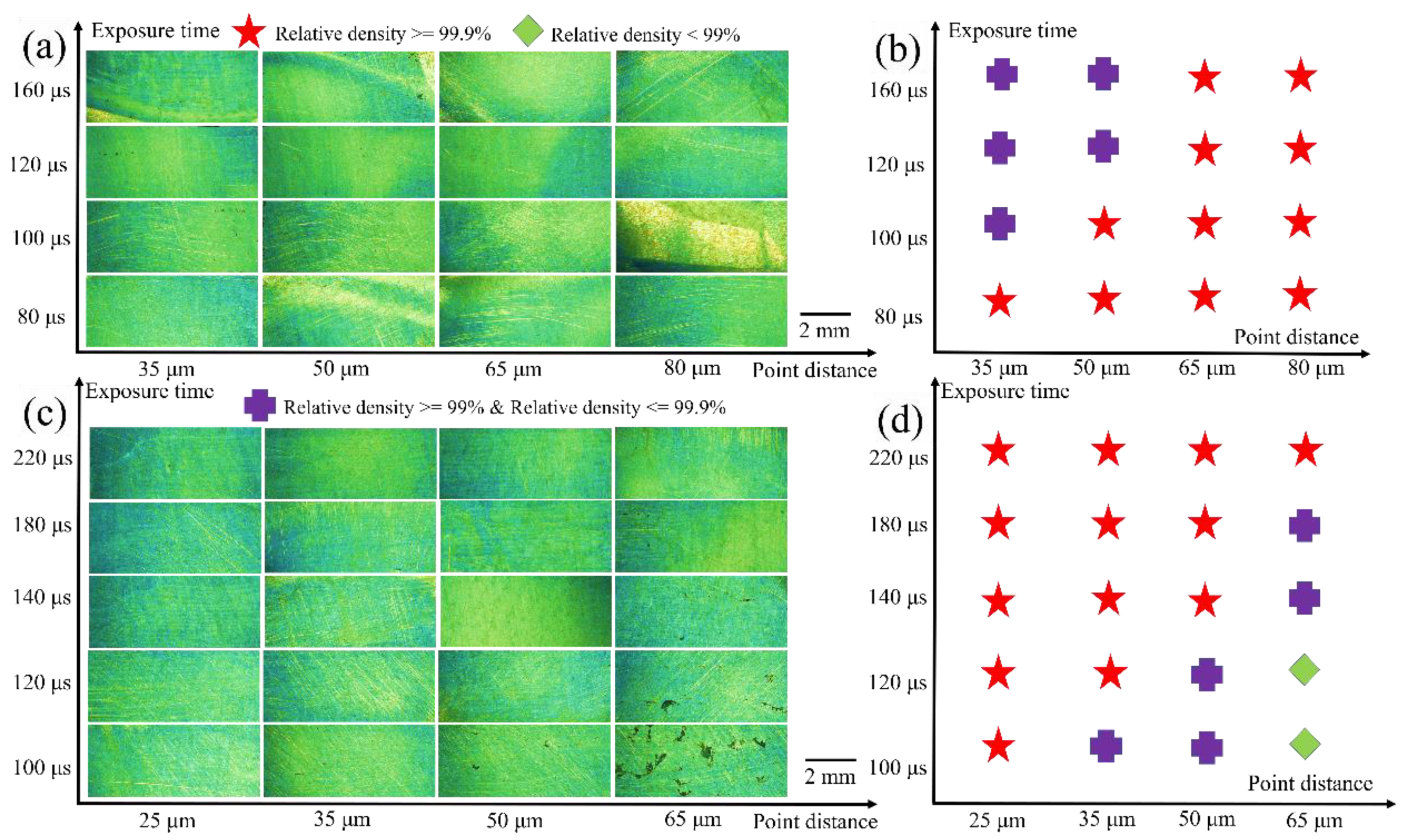
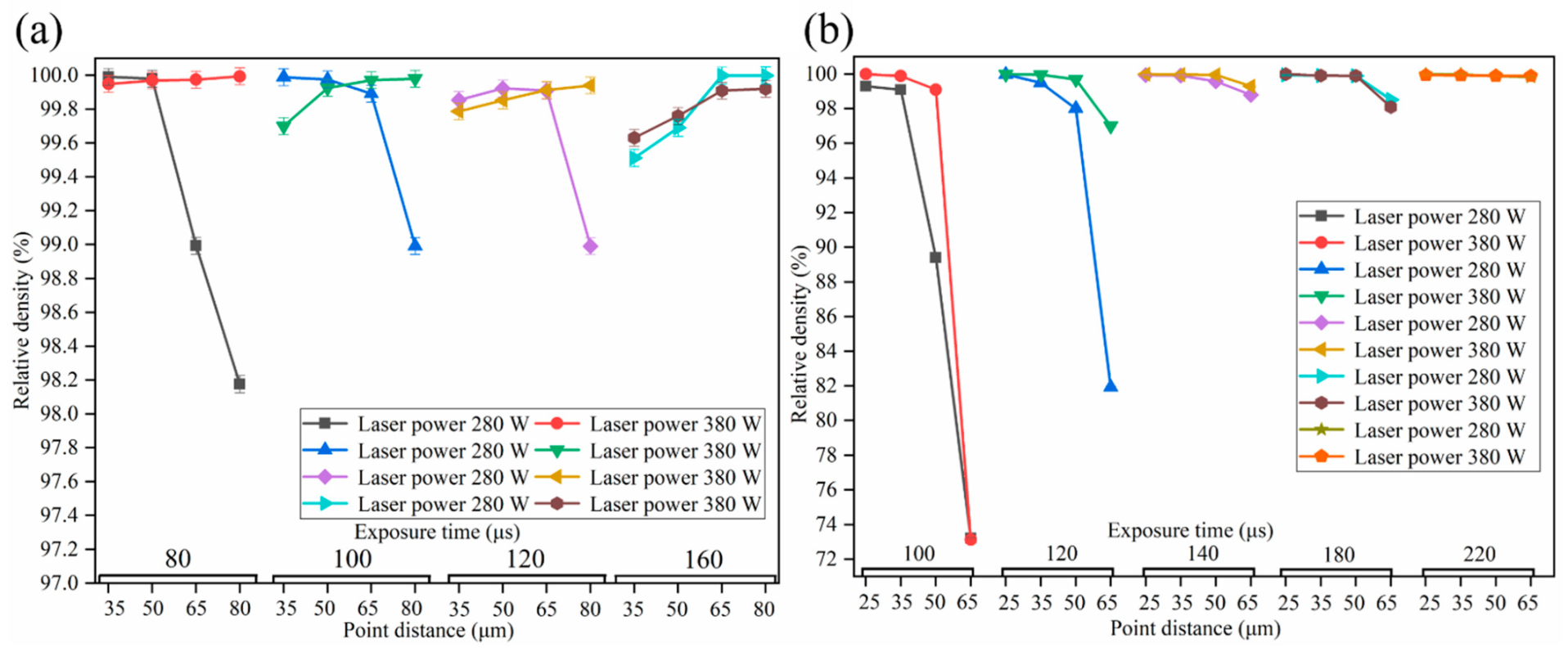
3.3. The Influence of Process Parameters on Relative Density
3.4. Research on Defects
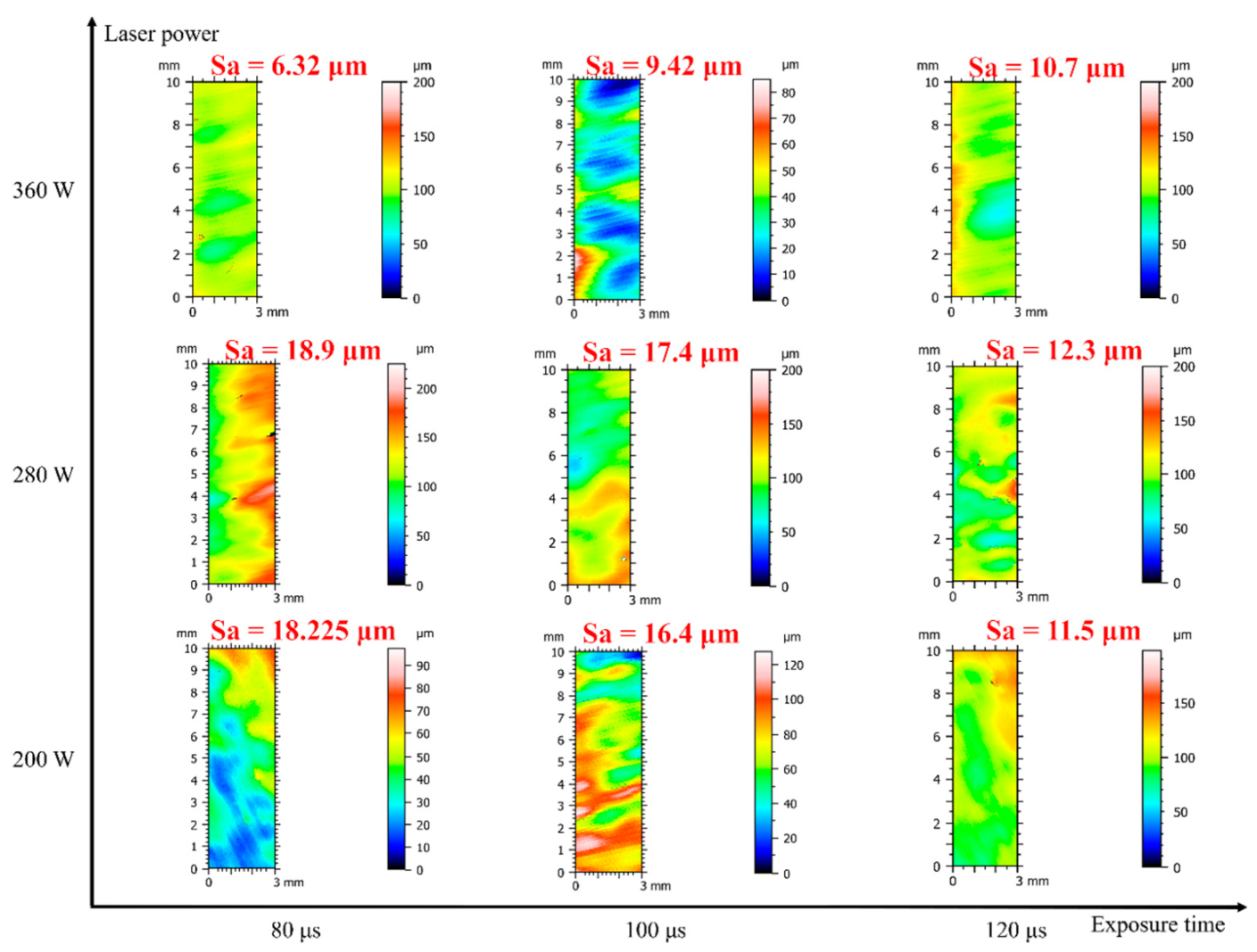
3.5. Research on Improvement of Surface Quality
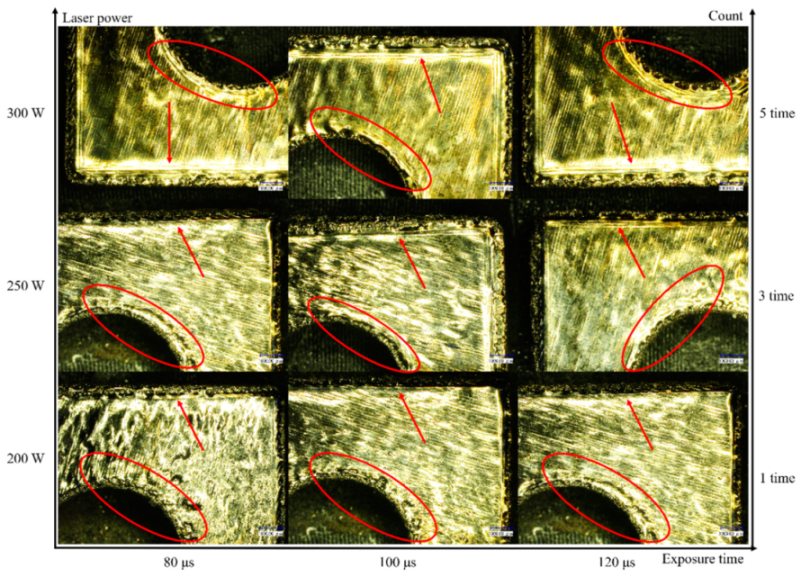
3.6. Research on Border Strategy
4. Conclusions
- The point distance is smaller than the diameter of the laser beam, which is conducive to the stable forming of the single track. The thin powder bed needs to increase the exposure time to facilitate the stable formation of the melt, but the thick powder bed requires a longer exposure time to completely melt the powder.
- The thin powder bed can be formed into high-density specimens under the influence of 280–380 W laser power and proper point distance and exposure time. The thick powder bed can be formed high-quality specimen with a laser power of 380 W, a smaller point distance, and a longer exposure time.
- Un-melted defects between molten pools, spheroidization defects and microporous defects can occur in both thin powder bed and thick powder bed. By adjusting the process parameters, the specimen with almost full density can be obtained.
- Increasing the power and increasing the exposure time are beneficial to the improvement of the surface quality of the two powder beds. The shape of the boundary has a great influence on the quality of the SLM forming boundary, and different strategies should be adopted to form the boundary of different shapes. Increasing the number of boundaries is more conducive to the accurate forming of the specimen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Todd, I. Metallurgy. No more tears for metal 3D printing. Nature 2017, 549, 342–343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tool Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Essa, K. The development of TiNi-based negative Poisson’s ratio structure using selective laser melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti–6Al–4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Selective laser melting technology: From the single laser melted track stability to 3d parts of complex shape. Phys. Procedia 2010, 5, 551–560. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Liu, Y.; Shi, W.; Qi, B.; Yang, J.; Zhang, F.; Han, D.; Ma, Y. Research on high layer thickness fabricated of 316L by selective laser melting. Materials 2017, 10, 1055. [Google Scholar] [CrossRef] [Green Version]
- Ma, M.; Wang, Z.; Gao, M.; Zeng, X. Layer thickness dependence of performance in high-power selective laser melting of 1Cr18Ni9Ti stainless steel. Mater. Process. Tech. 2015, 215, 142–150. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Chen, C.; Wu, Q.; Chen, X.; Lu, J. Performance of high layer thickness in selective laser melting of Ti6Al4V. Materials 2016, 9, 975. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Wang, Z.; Zeng, X. Microstructures and mechanical properties of Ti6Al4V alloy fabricated by multi-laser beam selective laser melting. Mater. Lett. 2017, 199, 79–83. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and char-acteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Safdar, A.; He, H.Z.; Wei, L.Y.; Snis, A.; de Paz, L.E.C. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti-6Al-4V. Rapid Prototyp. J. 2012, 18, 401–408. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface morphology in selective laser melting of metal powders. Phys. Procedia 2011, 1, 264–270. [Google Scholar] [CrossRef] [Green Version]
- Rehme, O.; Emmelmann, C. Reproducibility for properties of selective laser melting products. In Proceedings of the Third International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 13–16 June 2005; pp. 1–6. [Google Scholar]
- Di, W.; Yongqiang, Y.; Xubin, S.; Yonghua, C. Study on energy input and its influences on single-track, multi-track, and multi-layer in SLM. Int. J. Adv. Manuf. Technol. 2012, 58, 1189–1199. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Luu, D.N.; Nai, S.M.L.; Zhu, Z.; Chen, Z.; Wei, J. The role of powder layer thickness on the quality of SLM printed parts. Arch. Civ. Mech. Eng. 2018, 18, 948–955. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V.; Orlov, A.V. The effect of layer thickness at selective laser melting. Procedia Eng. 2017, 174, 126–134. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhius, S.C. Effect of selective laser melting process parameters on the quality of Al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti6Al4 V additively manufactured by selective laser melting with superior mechanical properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Zhang, X.B.; Dang, X.A.; Yang, L.Y. Study on balling phenomena in selective laser melting. Laser Optoelectron. Prog. 2014, 6, 131–136. [Google Scholar]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Kamath, C.; El-dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of additively-manufactured, 316L ss parts using laser powder-bed fusion at powers up to 400 w. Int. J. Adv. Manuf. Technol. 2013, 74, 65–78. [Google Scholar] [CrossRef] [Green Version]
- Dadbakhsh, S.; Hao, L.; Sewell, N. Effect of selective laser melting layout on the quality of stainless steel parts. Rapid Prototyp. J. 2012, 18, 241–249. [Google Scholar] [CrossRef]
- Shi, X.; Yan, C.; Feng, W.; Zhang, Y.; Leng, Z. Effect of high layer thickness on surface quality and defect behavior of Ti-6Al-4V fabricated by selective laser melting. Opt. Laser Technol. 2020, 132, 106471. [Google Scholar] [CrossRef]
- Milton, S.; Morandeau, A.; Chalon, F.; Leroy, R. Influence of finish machining on the surface integrity of Ti6Al4V produced by Selective Laser Melting. Procedia CIRP 2016, 45, 127–130. [Google Scholar] [CrossRef] [Green Version]
- Vaithilingam, J.; Prina, E.; Ruth, D.G.; Goodridge, R.D.; Hague, R.J.; Edmondson, S.; Rose, F.R.; Christie, S.D. Surface chemistry ofTi6Al4V components fabricated using selective laser melting for biomedical applications. Mat. Sci. Eng. C 2016, 67, 294–303. [Google Scholar] [CrossRef] [Green Version]
- Yan, X.L.; Xu, X.S. Method for accurately measuring of acoustic time difference based on optimal threshold. Measurement 2021, 171, 108769. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Fe | C | O | N | H | Al | V |
|---|---|---|---|---|---|---|---|---|
| Content (wt. %) | Balance | 0.028 | 0.023 | 0.0634 | 0.0026 | 0.002 | 6.23 | 4.09 |
| Parameter | Value | Increment |
|---|---|---|
| Laser Power (W) | 300–350 | 50 |
| Layer thickness (μm) | 50–150 | 100 |
| Exposure time (μs) | 40–120 | 20 |
| Point distance (μm) | 35–105 | 17.5 |
| Parameter | Value | Increment |
|---|---|---|
| Laser Power (W) | 280–380 | 100 |
| Layer thickness (μm) | 50–150 | 100 |
| Exposure time (μs) | 80–160/100–220 | 20–40 |
| Point distance (μm) | 35–80/25–65 | 15/10–15 |
| Hatch spacing (μm) | 70 | -- |
| Parameter | Value | Increment |
|---|---|---|
| Laser Power (W) | 200–380 | - |
| Layer thickness (μm) | 50–150 | 100 |
| Exposure time (μs) | 80–120/200–240 | 20 |
| Point distance (μm) | 35 | - |
| Hatch spacing (μm) | 70 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jing, Y.; Wang, P.; Yan, X. Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting. Coatings 2021, 11, 1323. https://doi.org/10.3390/coatings11111323
Jing Y, Wang P, Yan X. Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting. Coatings. 2021; 11(11):1323. https://doi.org/10.3390/coatings11111323
Chicago/Turabian StyleJing, Yanlong, Peng Wang, and Xiaoling Yan. 2021. "Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting" Coatings 11, no. 11: 1323. https://doi.org/10.3390/coatings11111323
APA StyleJing, Y., Wang, P., & Yan, X. (2021). Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting. Coatings, 11(11), 1323. https://doi.org/10.3390/coatings11111323