
Assessment of Selected Properties of Varnish Coating of Motor Vehicles

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples
2.1.1. New Car Body
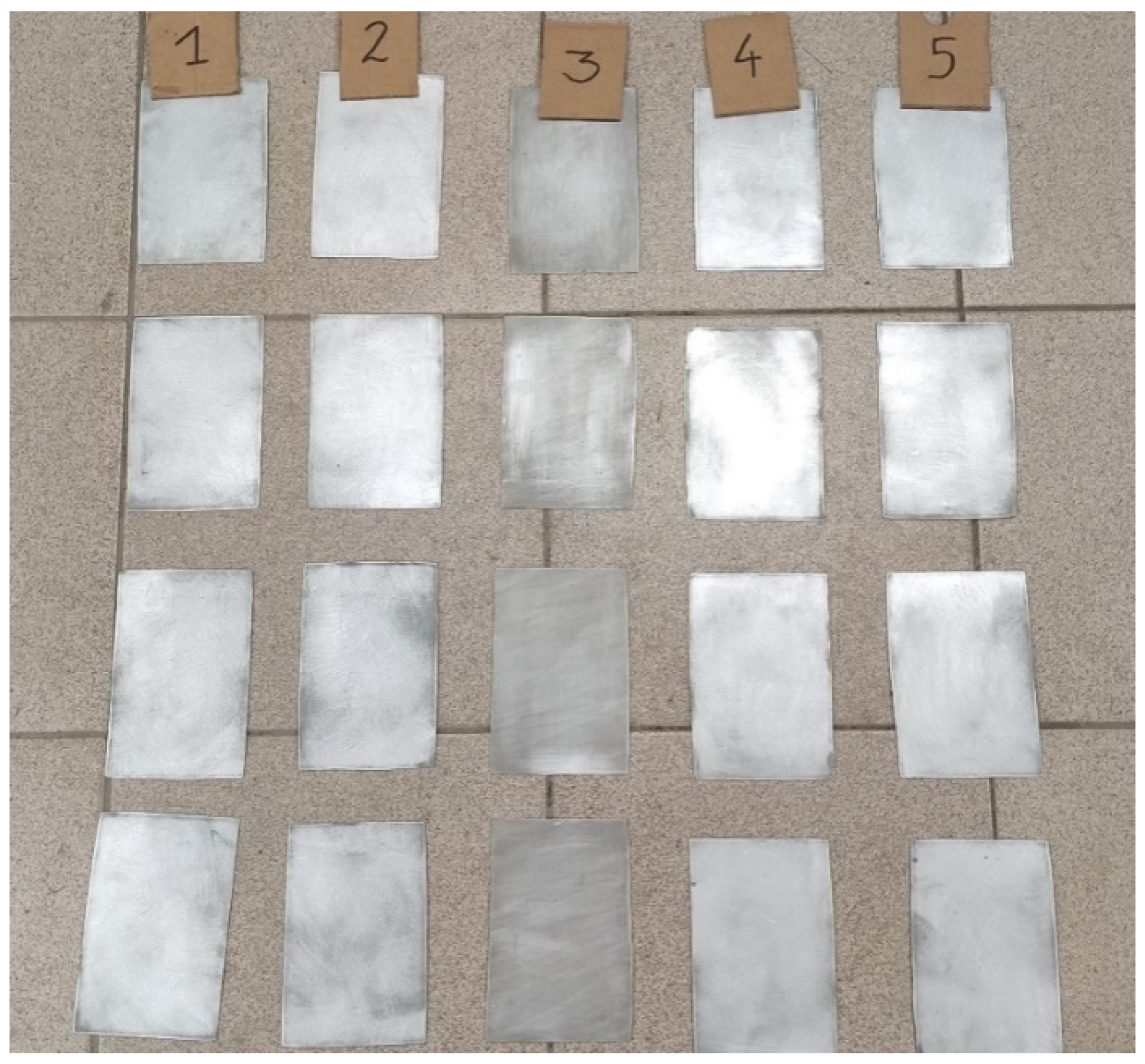
2.1.2. Renovation Varnish Coating
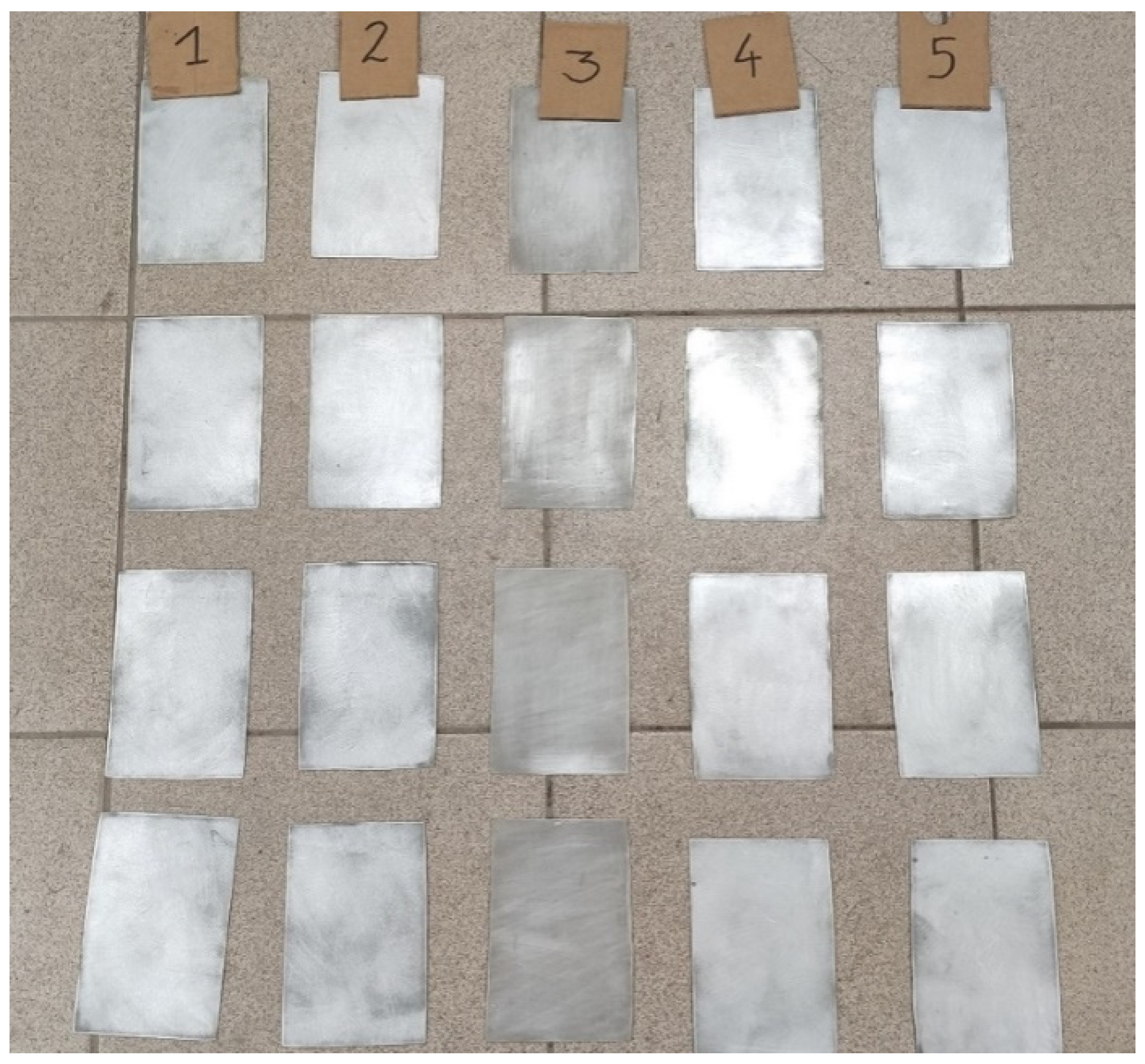
- Series 1—master sample made in accordance with the recommendations of the varnish coating manufacturer;
- Series 2—too long time between base coating and clear varnish application;
- Series 3—none grinding surface of the sample;
- Series 4—clear varnish with too low hardener;
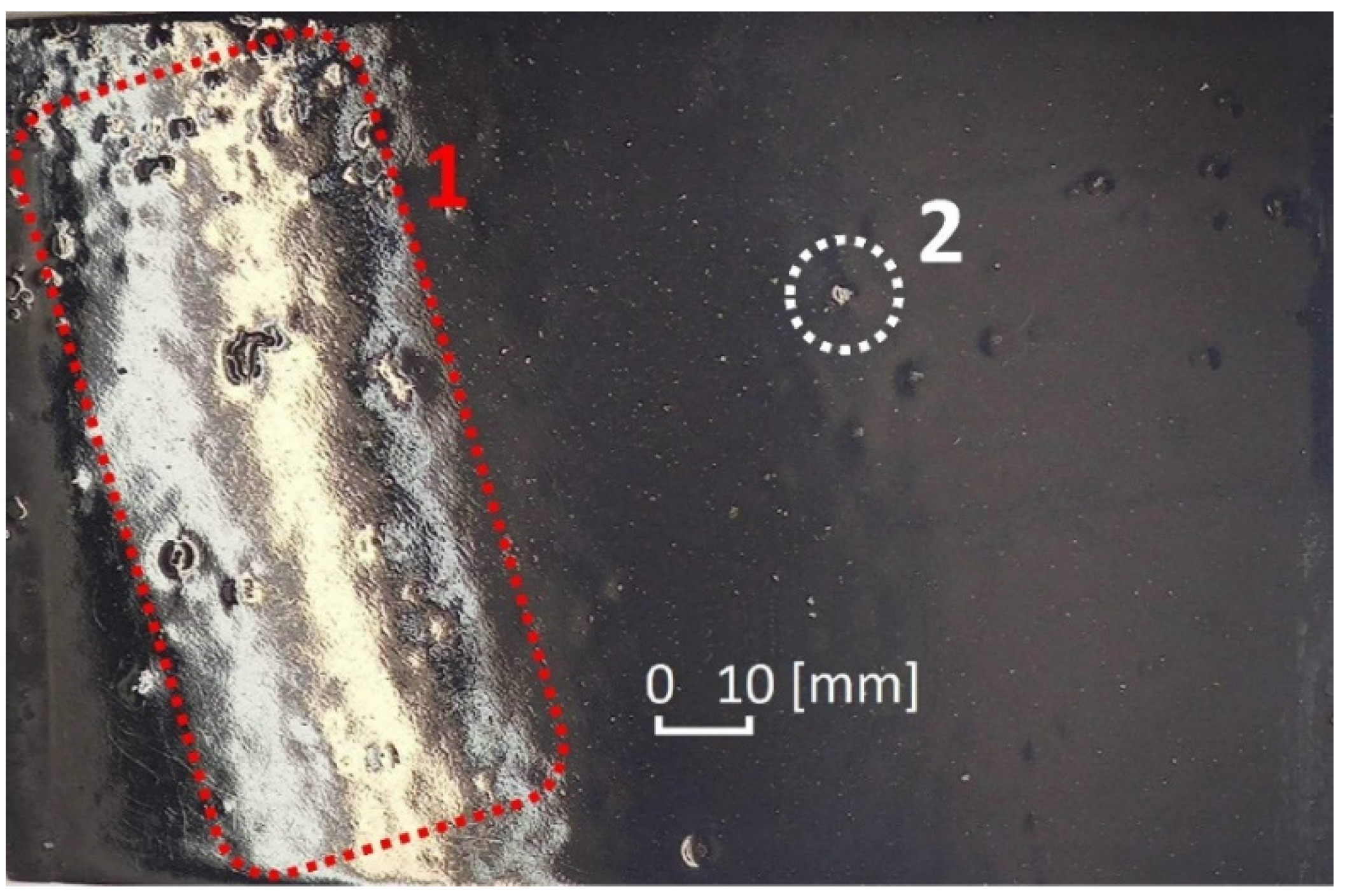
- Series 5—contamination of samples during the application of the varnish coating.
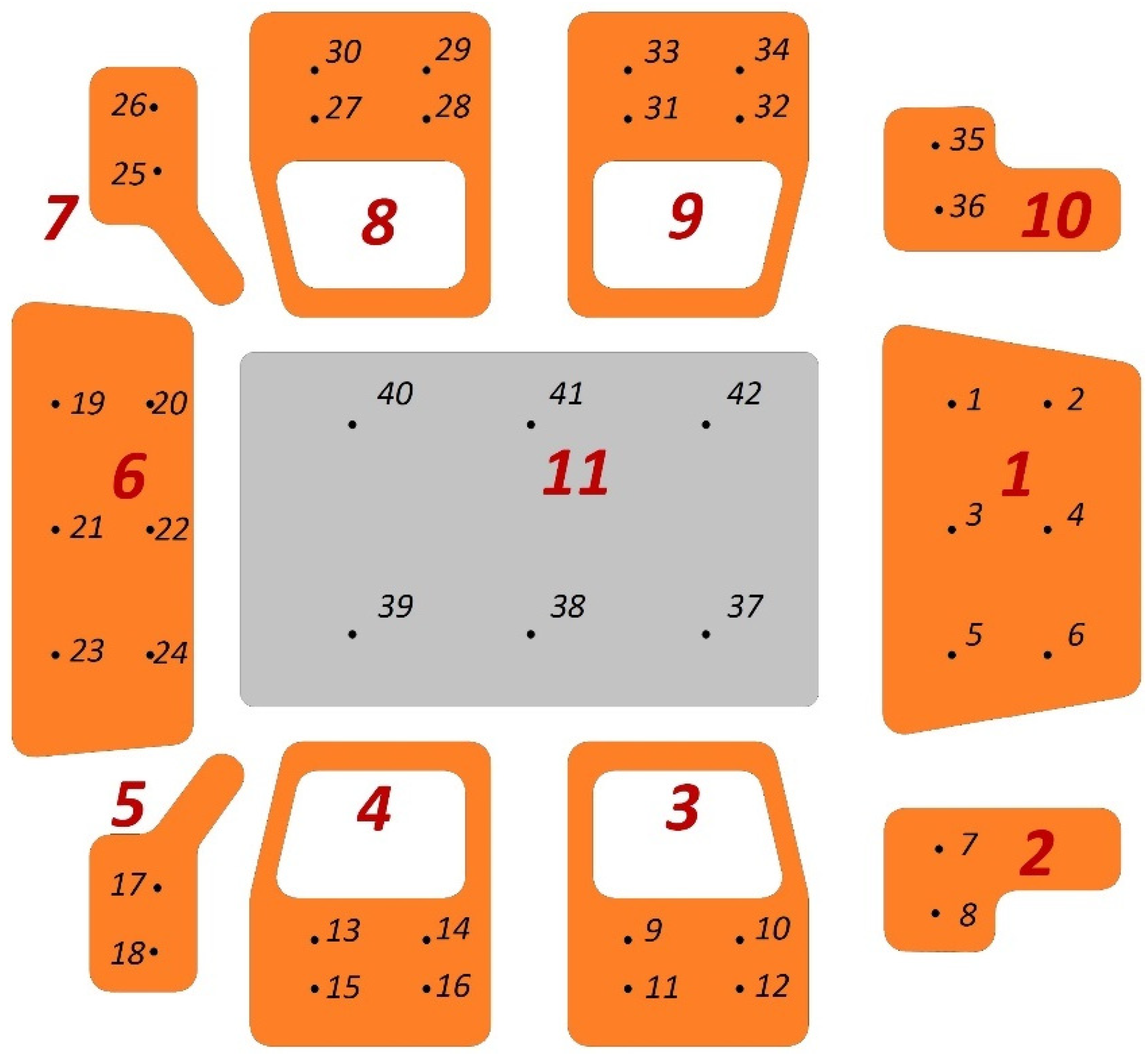
2.2. Coating Thickness Testing
2.3. Coating Gloss Test
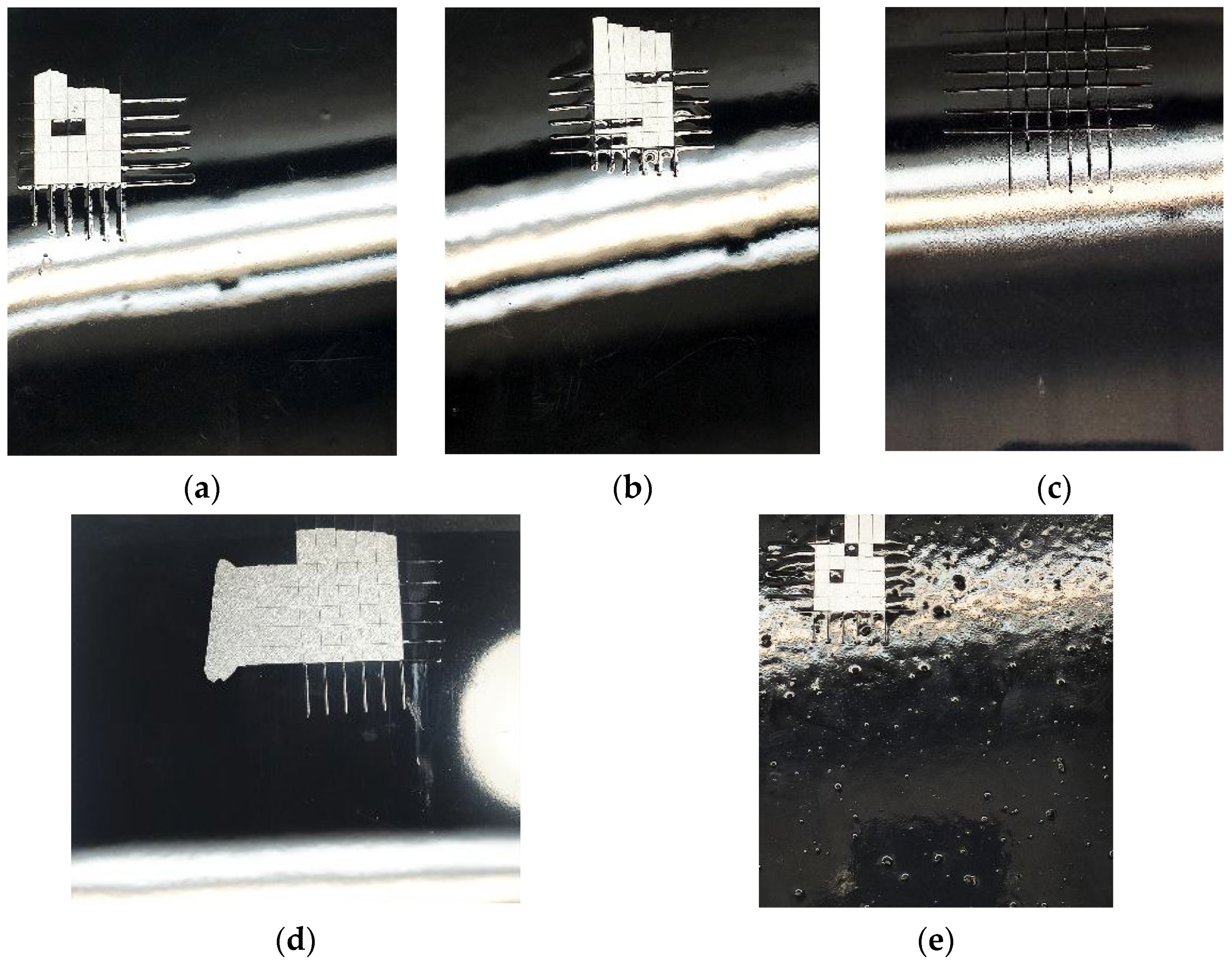
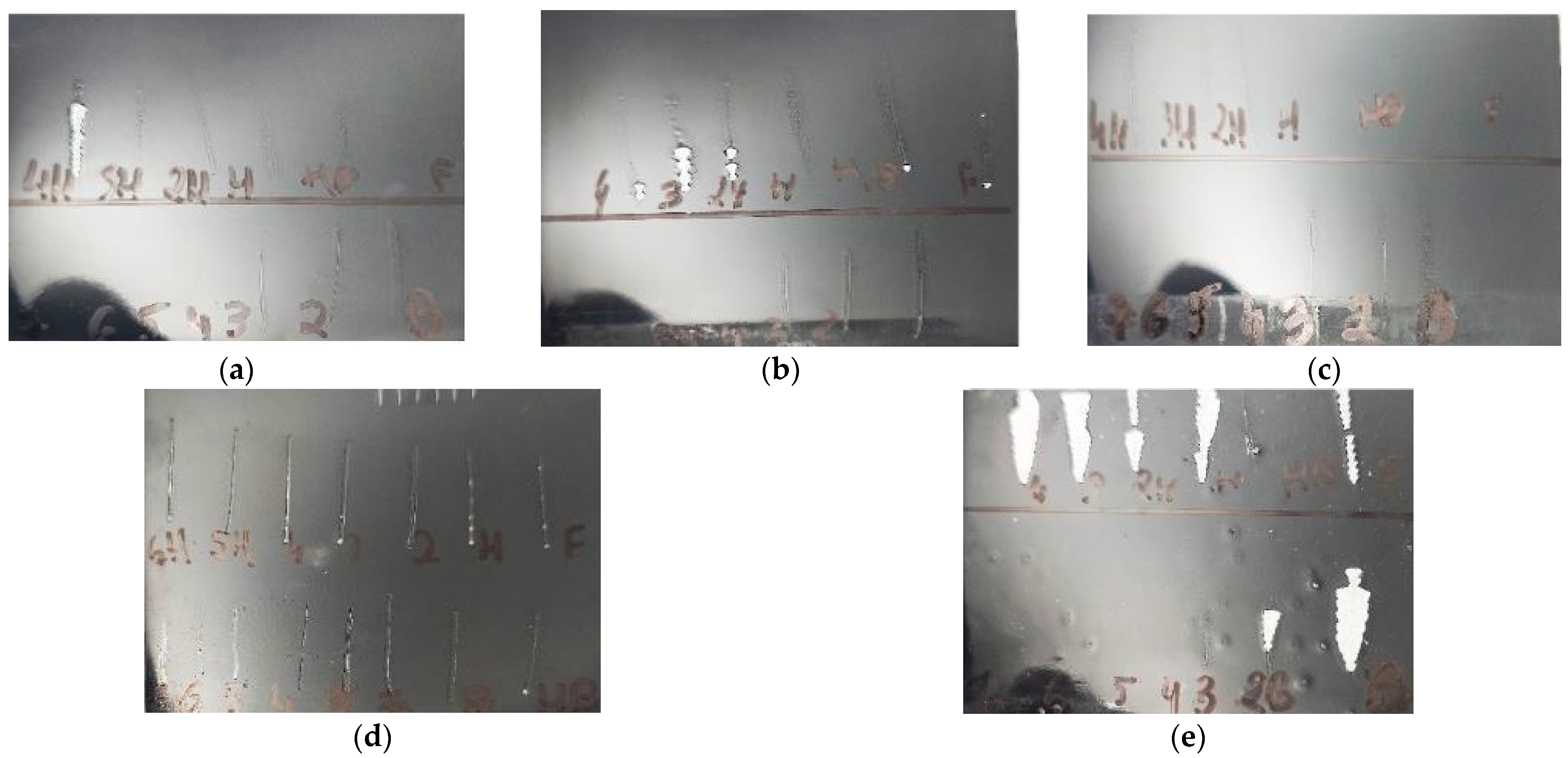
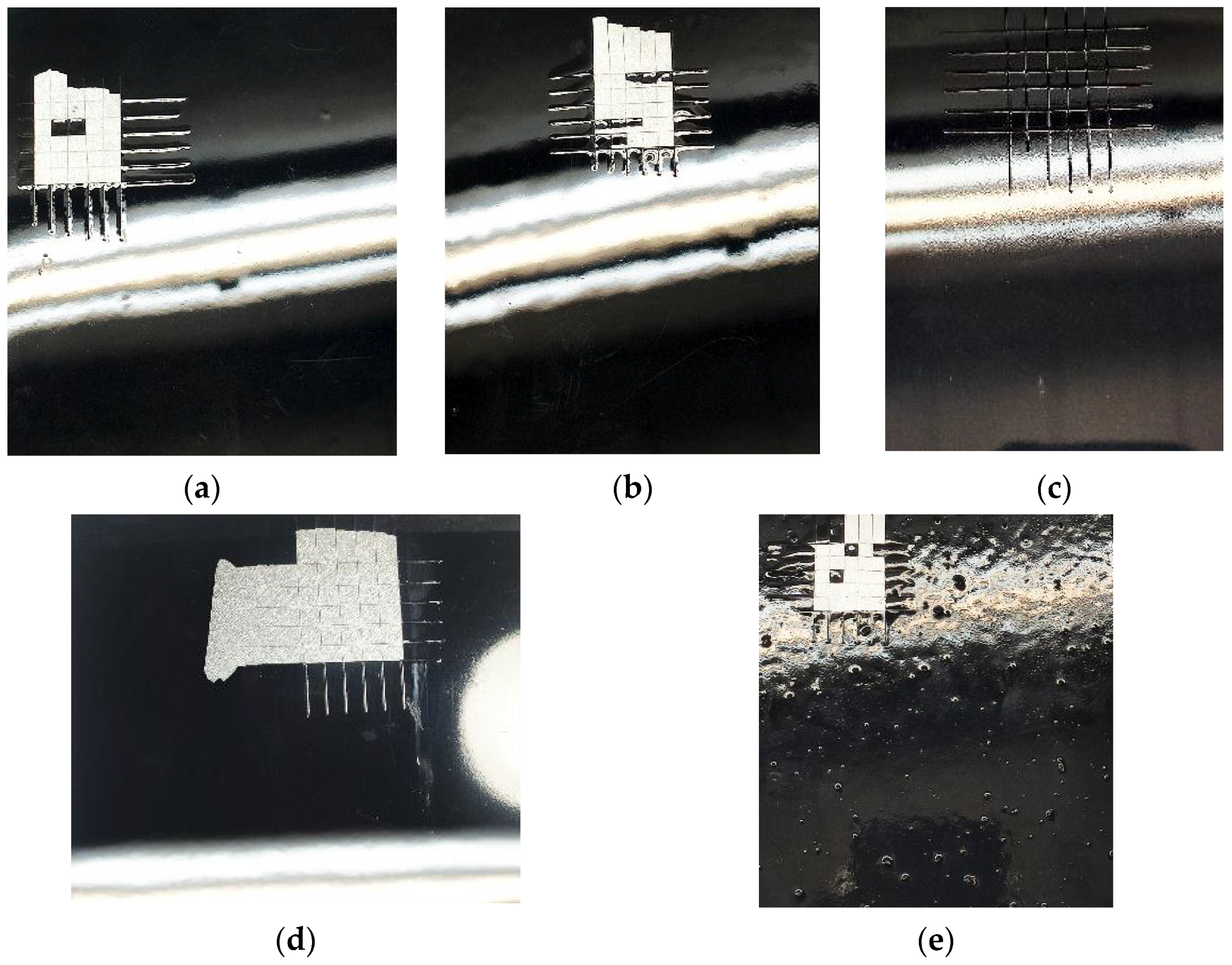
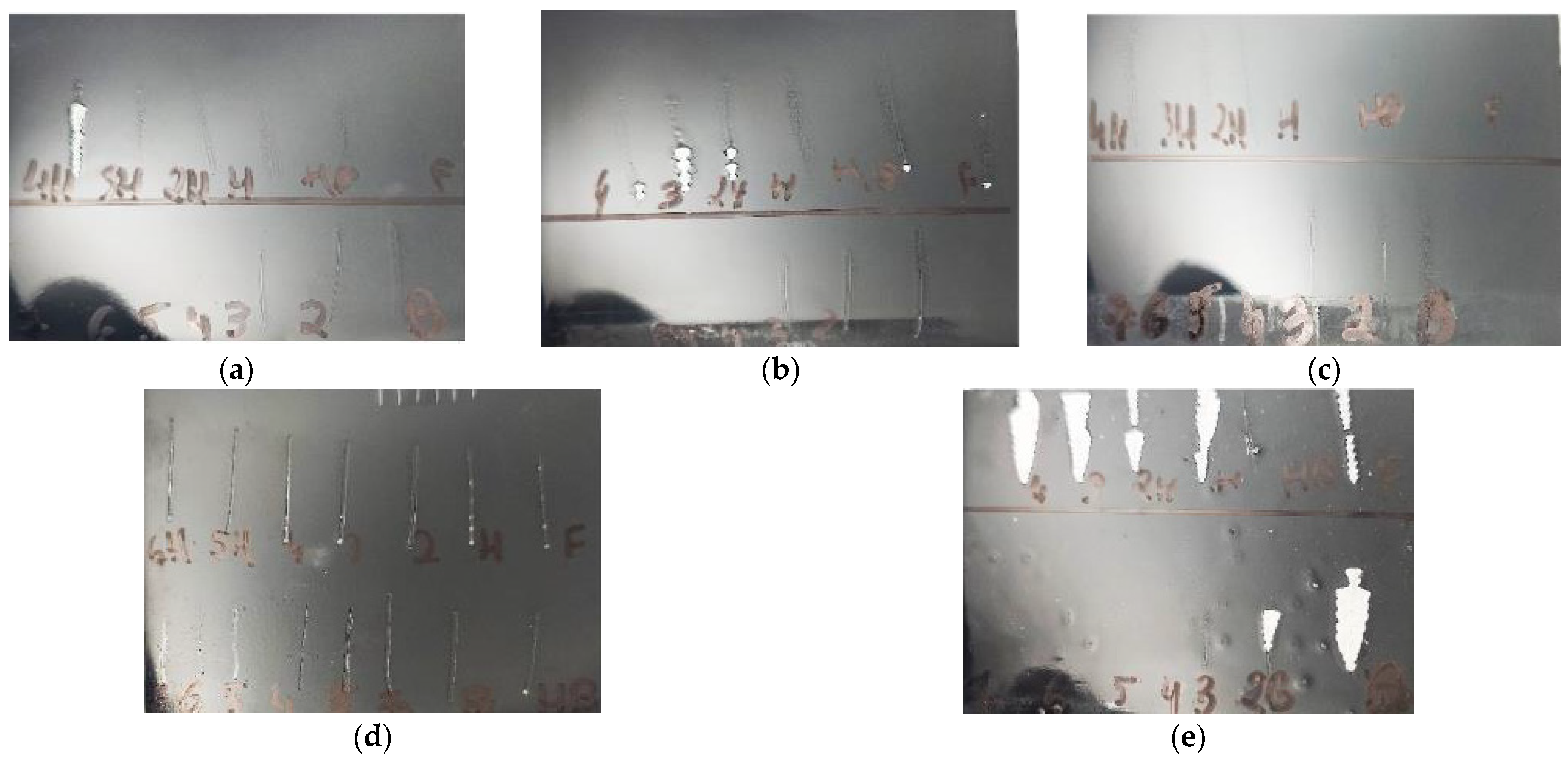
2.4. Renovation Coating Adhesion Test
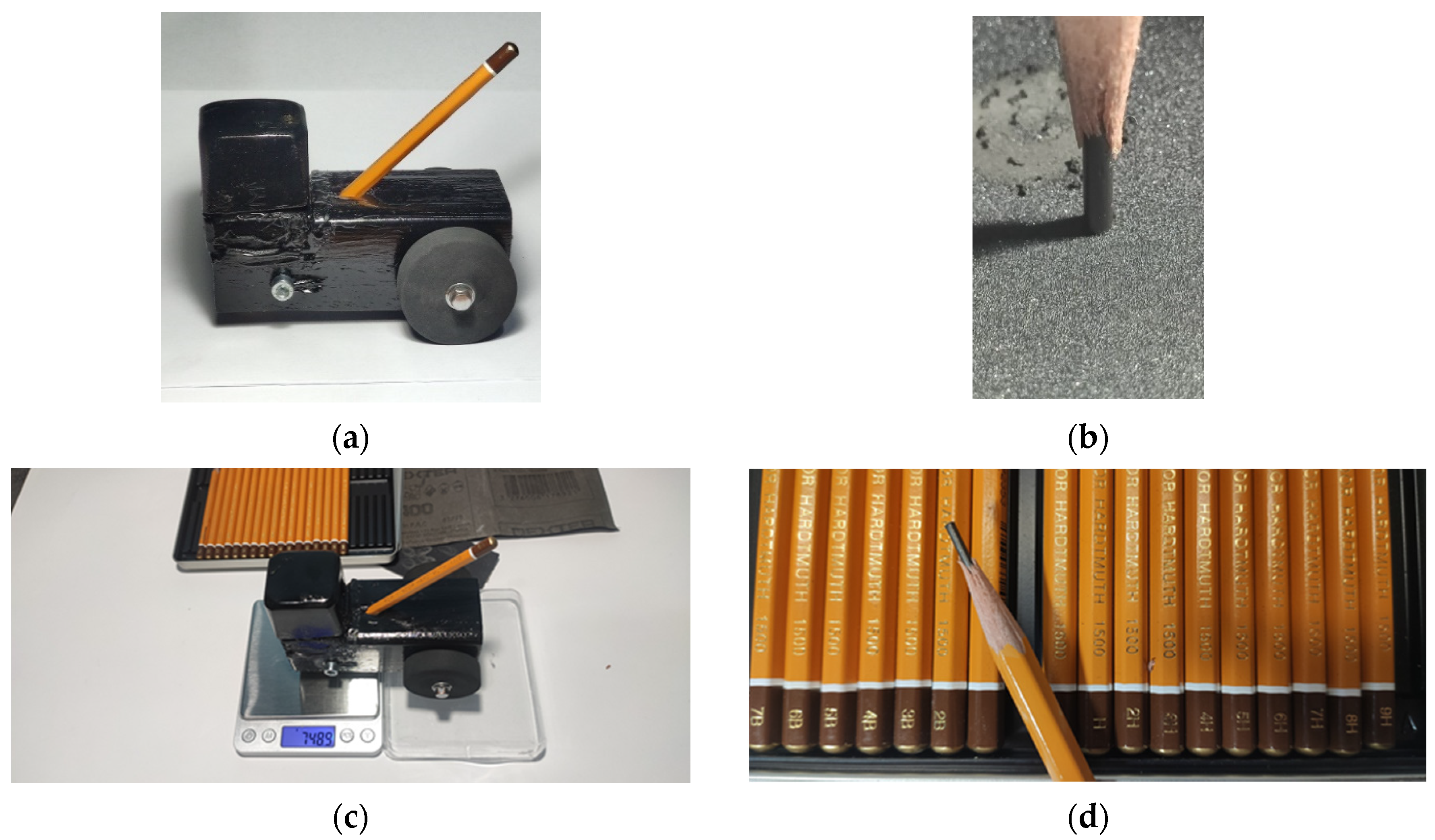
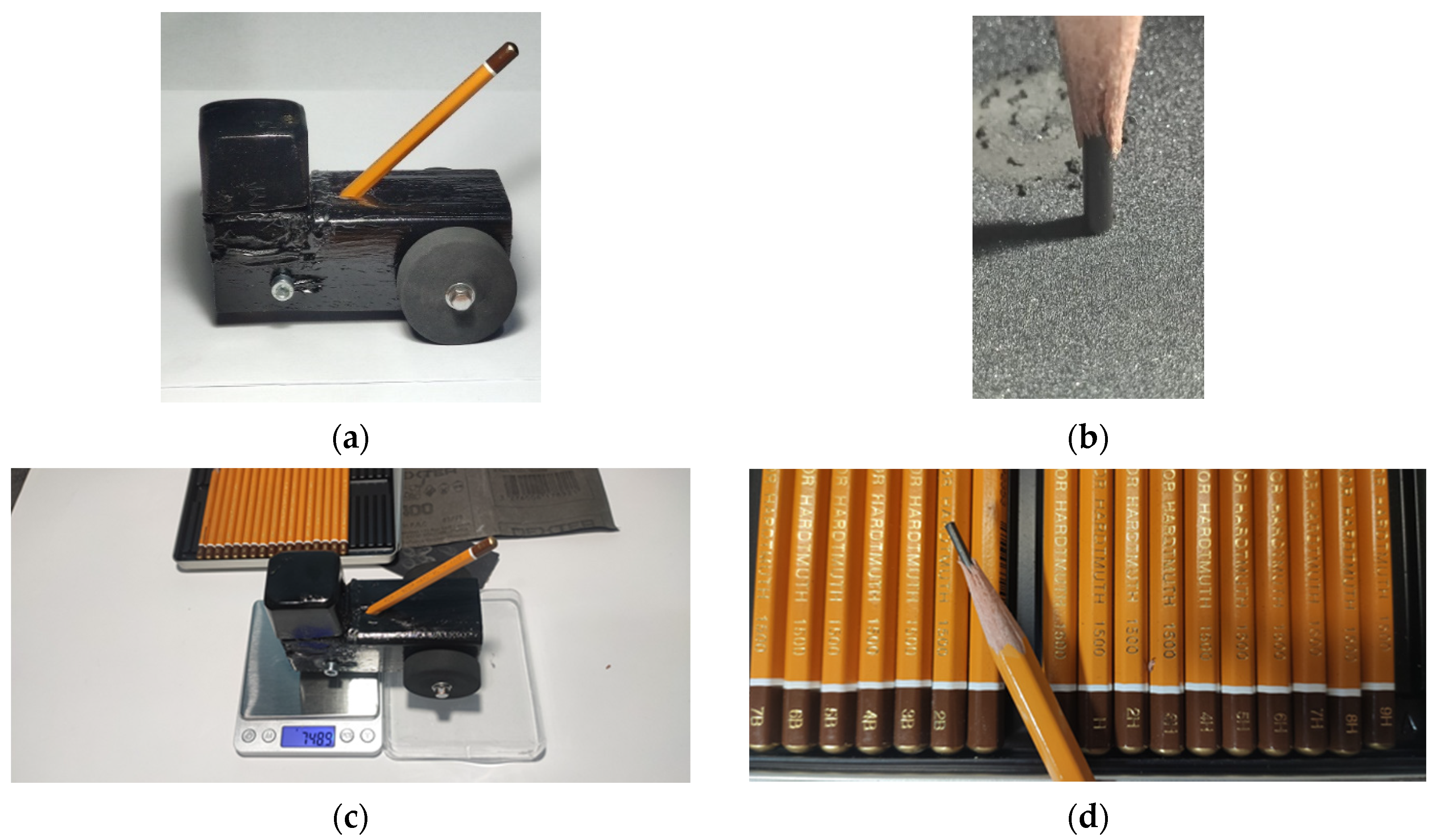
2.5. Renovation Coating Hardness Test
3. Results
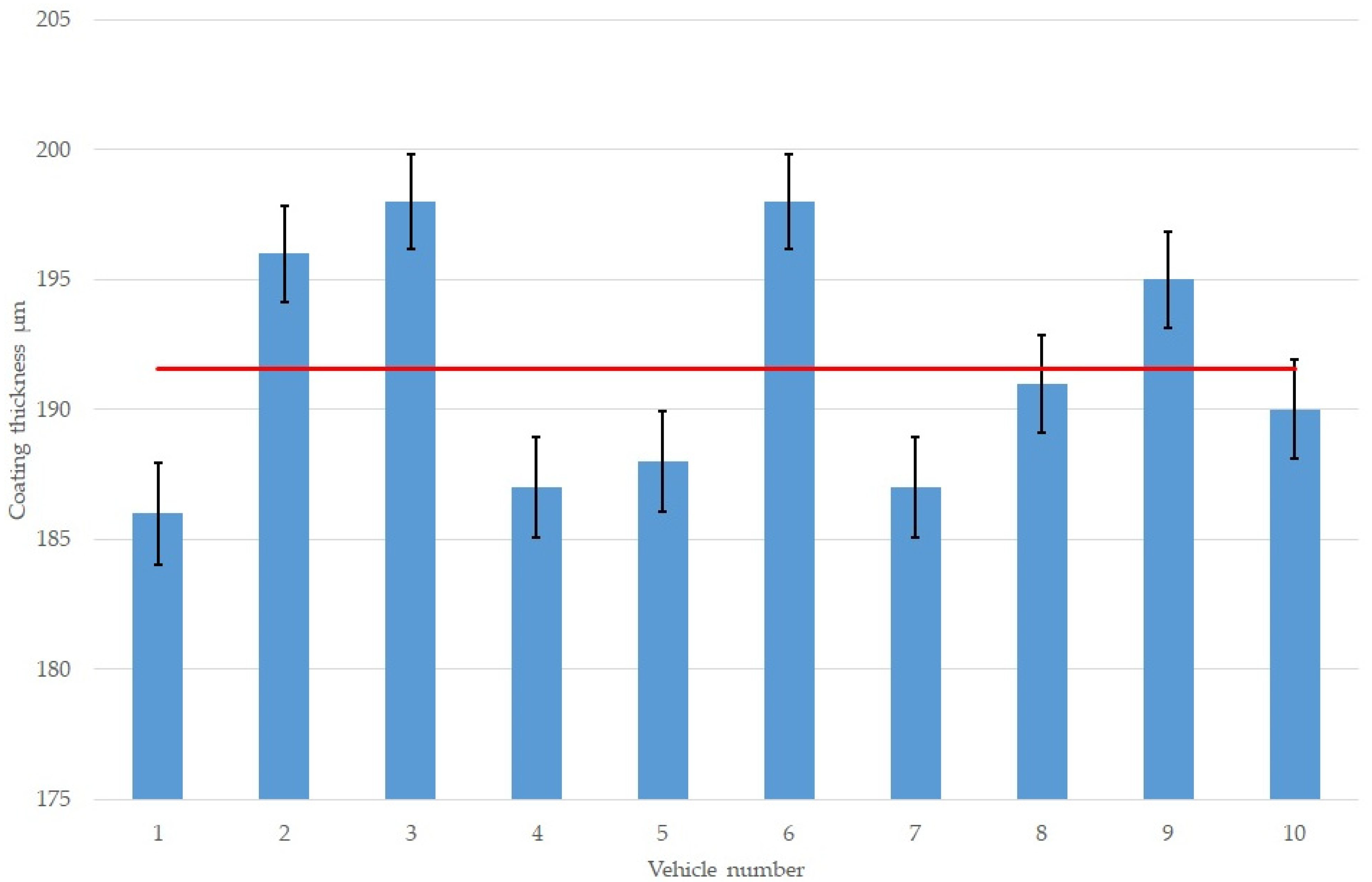
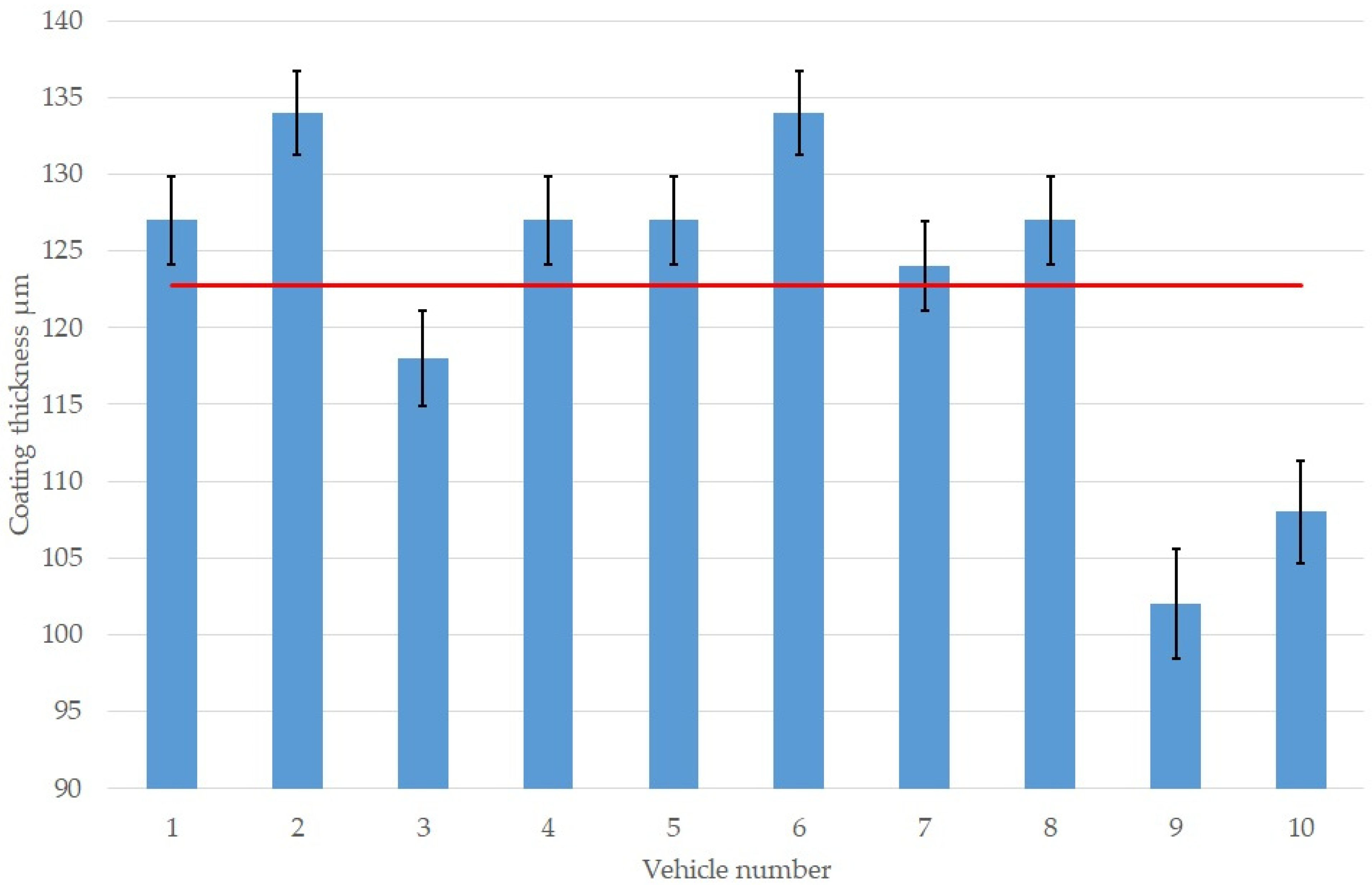
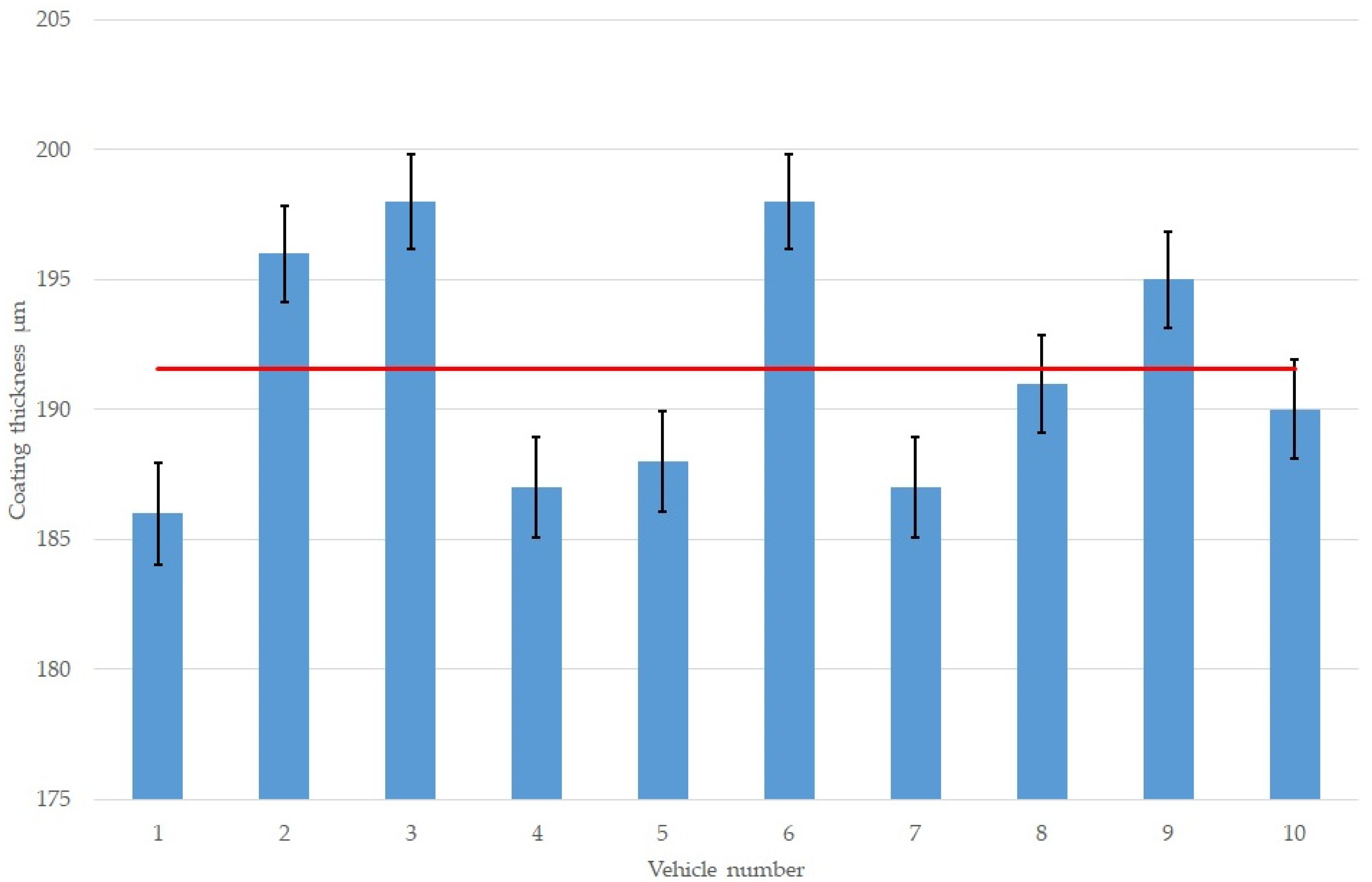
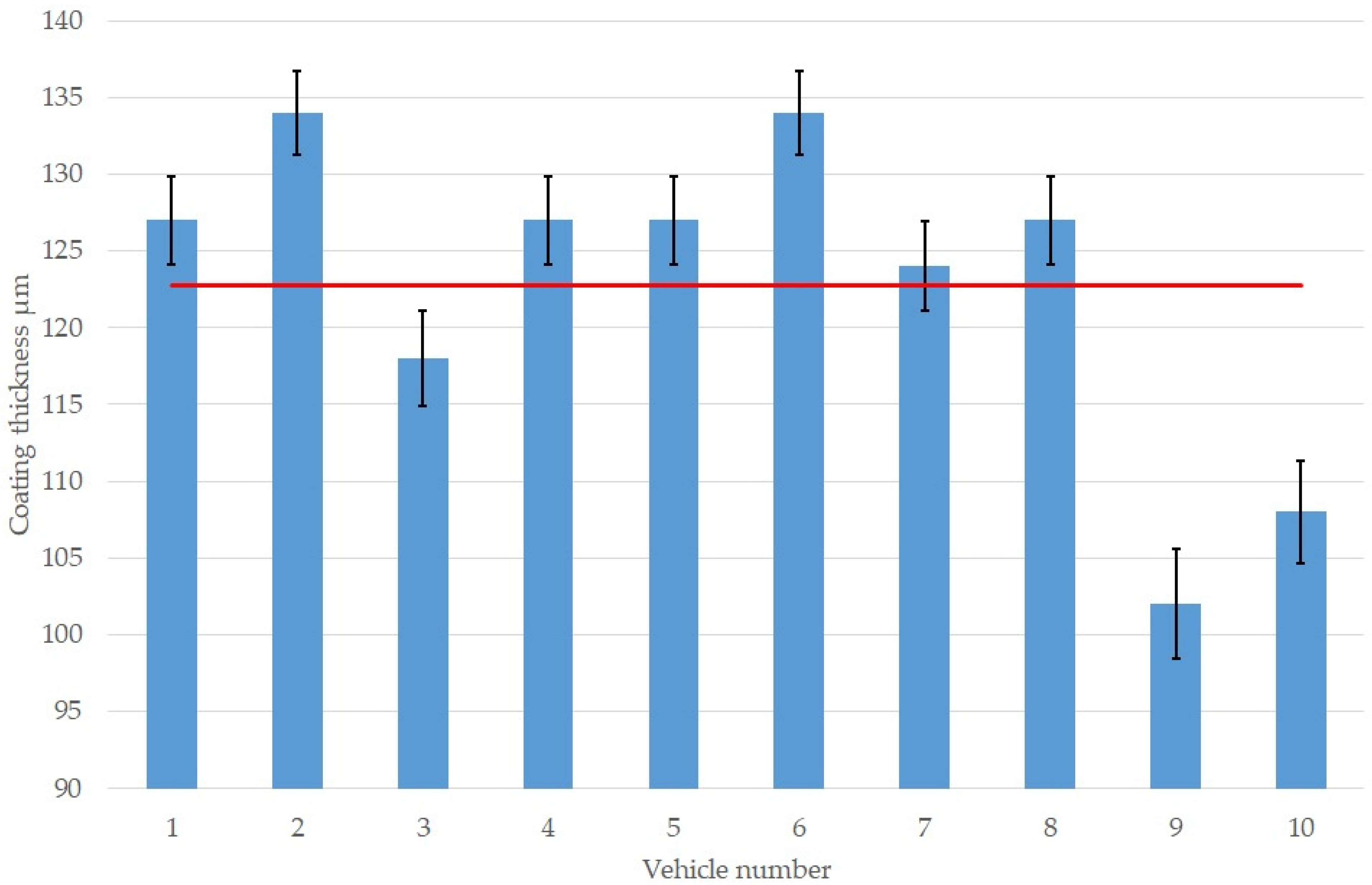
3.1. Results of Varnish Coating Thickness Distribution on the Body of New Vehicles
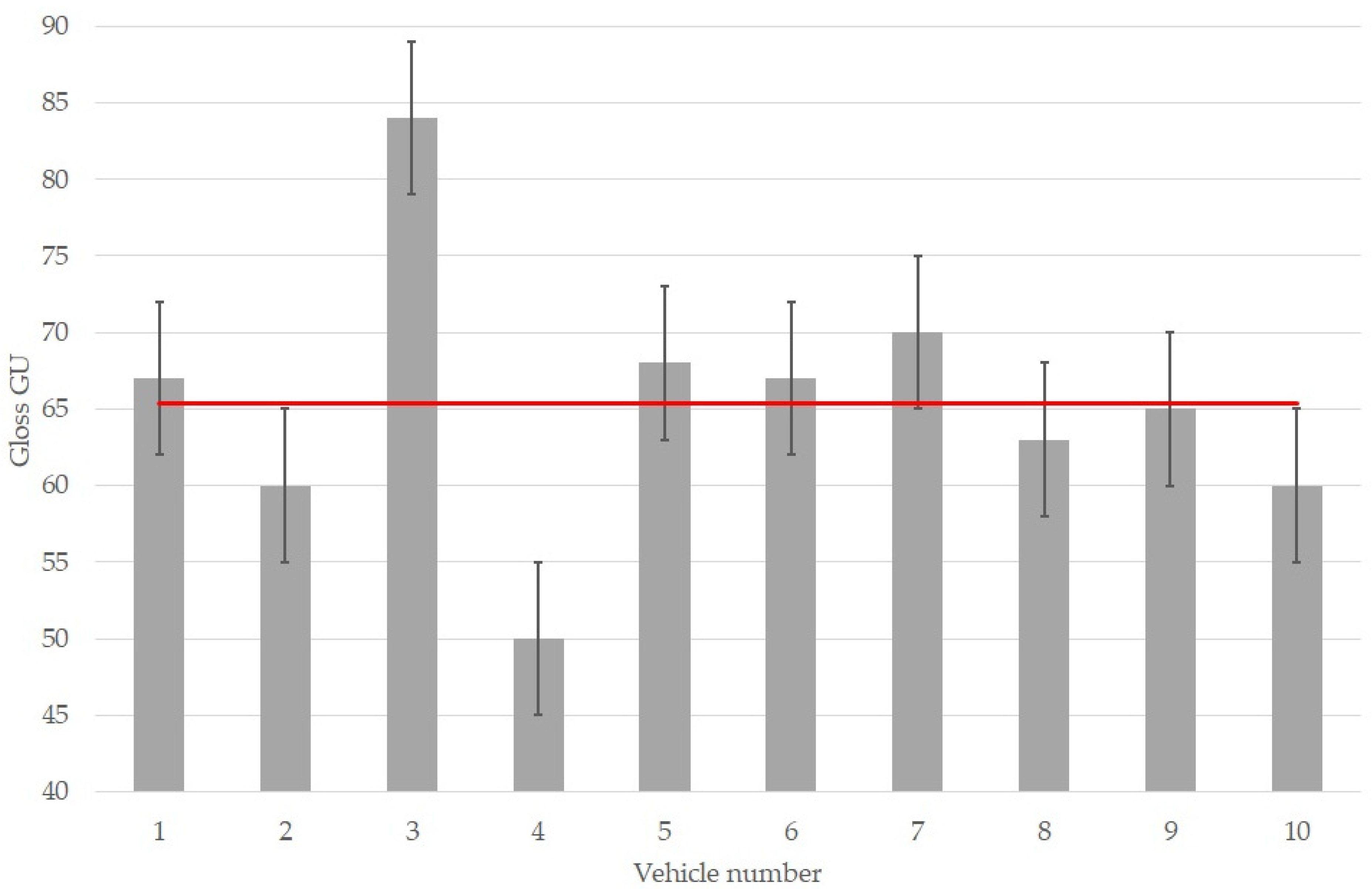
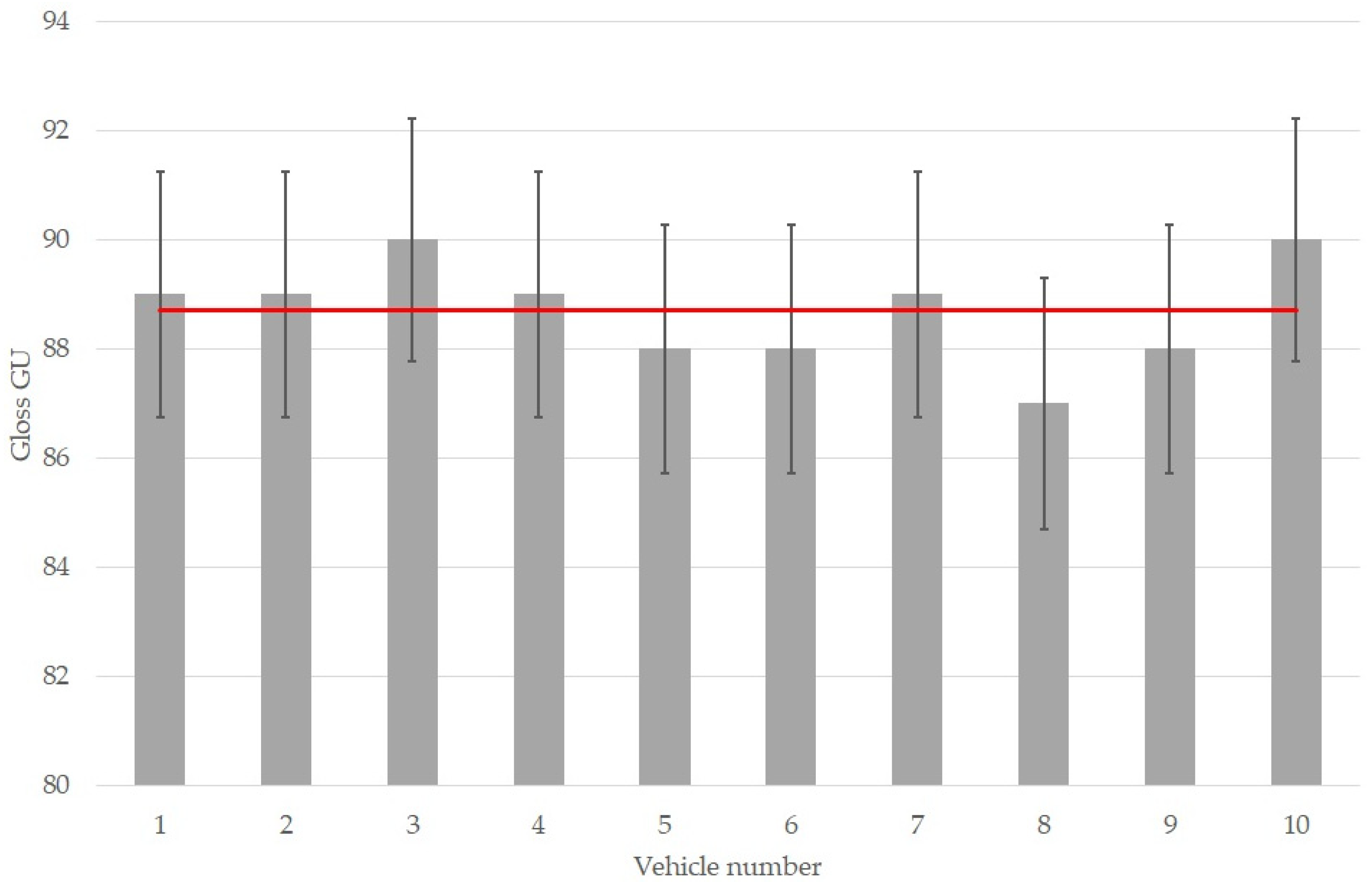
3.2. Results of Varnish Coating Gloss Distribution on the Body of New Vehicles
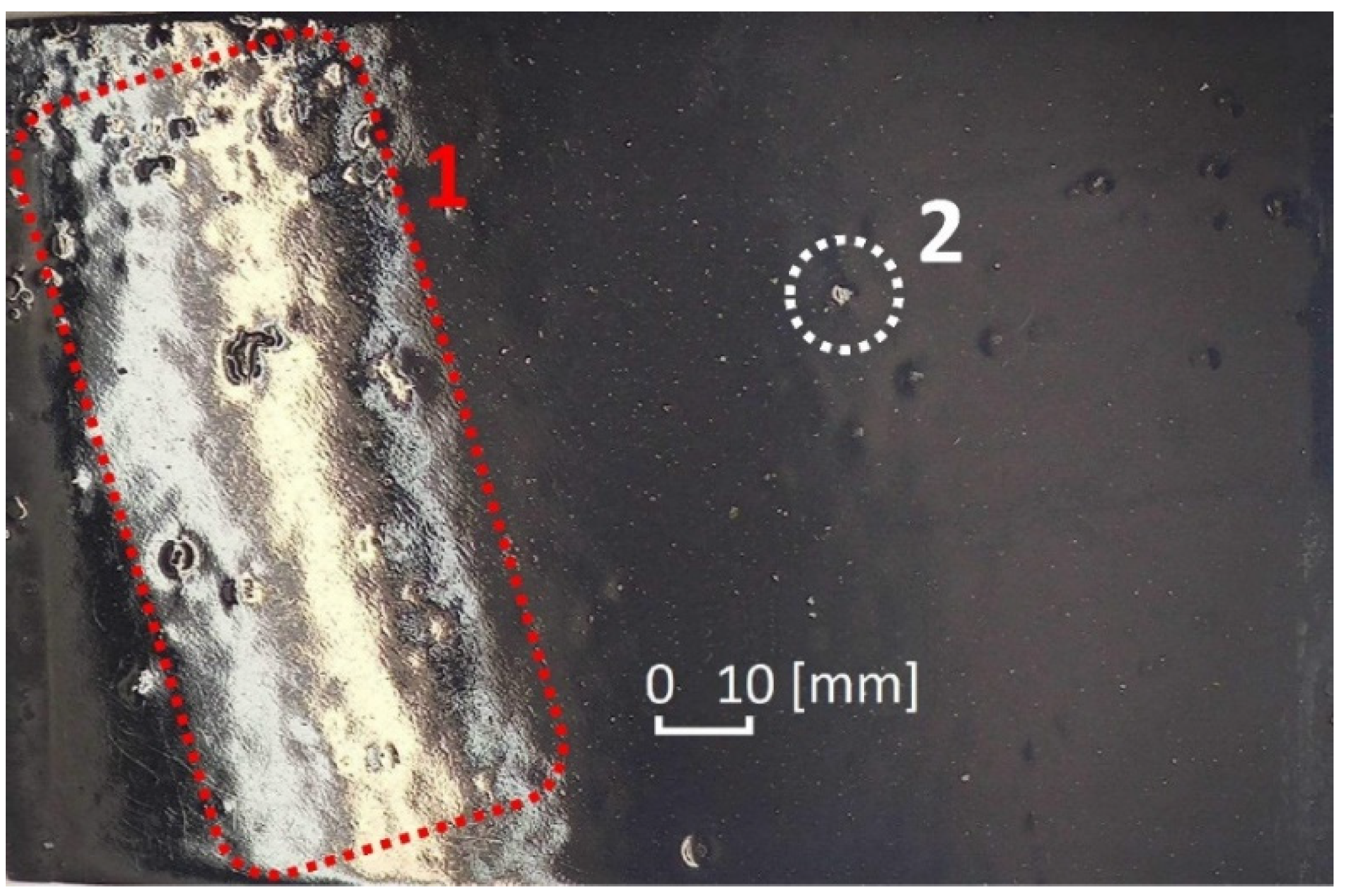
3.3. Results of the Properties Investigations of Renovation Varnish Coating
4. Discussion
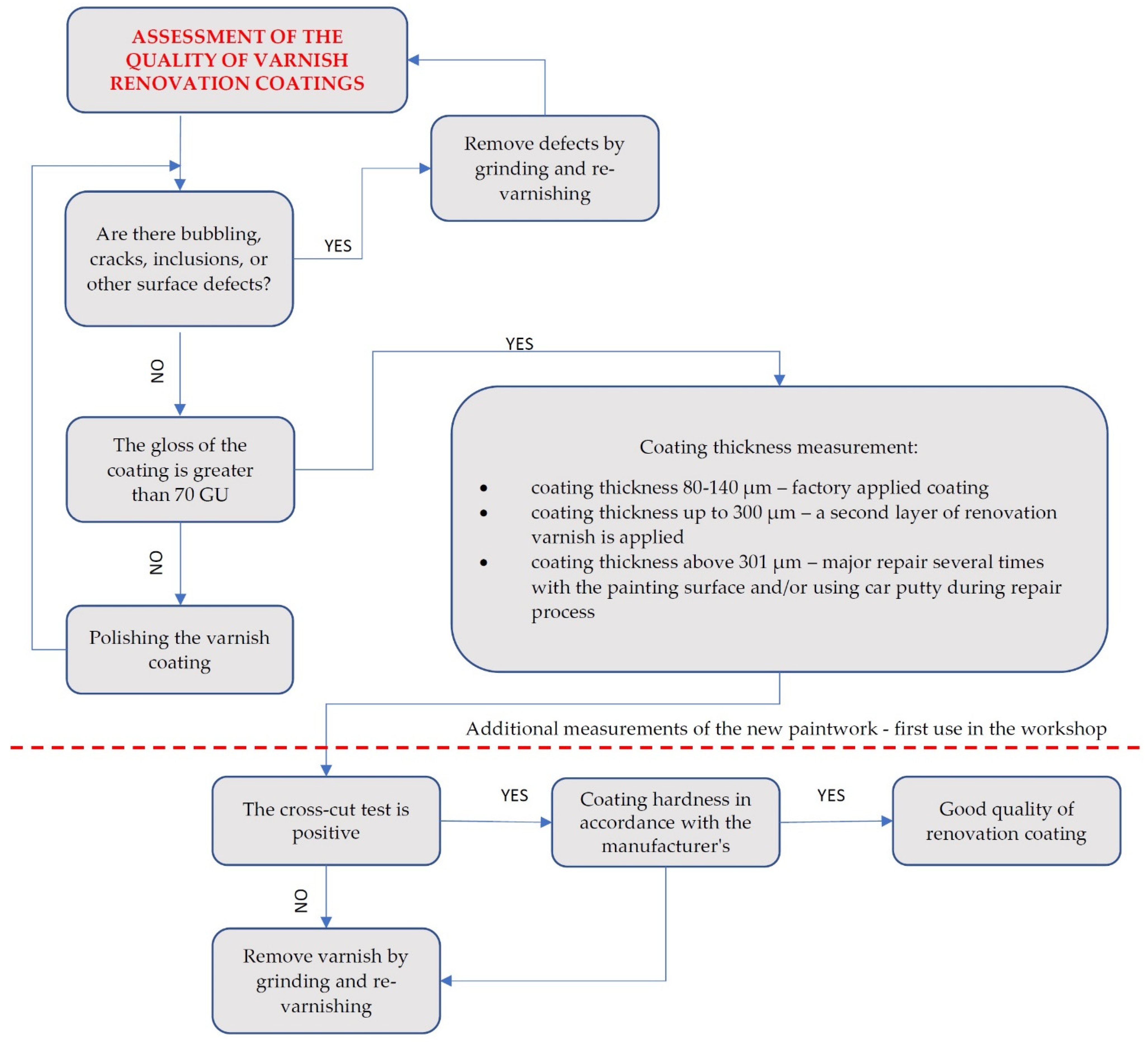
5. Varnish Coating Assessing Quality Procedure
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fettis, G. Automotive Paints and Coatings; Wiley-VCH: Weinheim, Germany, 1995. [Google Scholar]
- Akafuah, N.K. Automotive paint spray characterization and visualization. In Automotive Painting Technology; Toda, K., Salazar, A., Saito, K., Eds.; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Yong-Qiu, L.; Xiao-Feng, L. Design of car coating system based on PLC. In Proceedings of the 2014 IEEE Workshop on Advanced Research and Technology in Industry Applications (WARTIA), Ottawa, ON, Canada, 29–30 September 2014. [Google Scholar]
- Kotnarowska, D. The influence of battery acid on the destruction of acrylic coatings of car bodies. Coatings 2021, 11, 967. [Google Scholar] [CrossRef]
- Akafuah, N.K.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the automotive body coating process—A review. Coatings 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Buzzini, P.; Stoecklein, W. Forensic Sciences: Paints, Varnishes, and Lacquers. Encyclopedia of Analytical Science, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Idumah, C.I.; Obele, C.M.; Obumneme, E.E.; Hassan, A. Recently emerging nanotechnological advancements in polymer nanocomposite coatings for anti-corrosion, anti-fouling and self-healing. Surf. Interfaces 2020, 21, 100734. [Google Scholar] [CrossRef]
- Van Schaik, M.; Dane, C.; Berkhout, B. MagiZinc—The New High Performance Coating for Steel in the BIW and Closures. In Proceedings of the SAE 2016 World Congress and Exhibition; Detroit, MI, USA, 12–14 April 2016, SAE International: Warrendale, PY, USA, 2016. [Google Scholar] [CrossRef]
- Lee, C.W.; Choi, W.S.; Cho, Y.R.; De Cooman, B.C. Surface oxide formation during rapid heating of Zn-coated press hardening steel. ISIJ Int. 2014, 54, 2364–2368. [Google Scholar] [CrossRef] [Green Version]
- Czachor-Jadacka, D.; Pilch-Pitera, B. Progress in development of UV curable powder coatings. Prog. Org. Coat. 2021, 158, 106355. [Google Scholar] [CrossRef]
- Schiel, M.; Kreling, S.; Unger, C.; Fischer, F.; Dilger, K. Behavior of adhesively bonded coated steel for automotive applications under impact loads. Int. J. Adhes. Adhes. 2015, 56, 32–40. [Google Scholar] [CrossRef]
- Khasanov, I.K.; Rassokha, V.I.; Zolotarev, Y.S. Improvement of the protection technique of paint and varnish coating of the car body while operating. Intellect. Innovations. Investments 2017, 11, 51–54. [Google Scholar]
- Mertens, M.L. Multifunctional coatings in the automotive finishing industry. Met. Finish. 1998, 96, 10–14. [Google Scholar] [CrossRef]
- Bewilogua, K.; Bräuer, G.; Dietz, A.; Gäbler, J.; Goch, G.; Karpuschewski, B.; Szyszka, B. Surface technology for automotive engineering. CIRP Ann. 2009, 58, 608–627. [Google Scholar] [CrossRef]
- Kettler, W.; Richter, G. Investigation on topology of platelet-like effect-pigments in automotive surface-coatings. Prog. Org. Coat. 1997, 31, 297–306. [Google Scholar] [CrossRef]
- Jiang, B.; Chen, A.; Gu, J.; Fan, J.; Liu, Y.; Wang, P.; Li, H.; Sun, H.; Yang, J.; Wang, X. Corrosion resistance enhancement of magnesium alloy by N-doped graphene quantum dots and polymethyltrimethoxysilane composite coating. Carbon 2019, 157, 537–548. [Google Scholar] [CrossRef]
- Fan, J.; Fu, T. Composite design of thin hard AlNi3 coating on soft stainless steel for making the improved impact resistance. Surf. Coat. Technol. 2019, 368, 1–7. [Google Scholar] [CrossRef]
- Fan, J.; Fu, T. Toughened austenitic stainless steel by surface severe plastic deformation. Mater. Sci. Eng. A 2012, 552, 359–363. [Google Scholar] [CrossRef]
- Koca, F. Evaluation of Factors Affecting Repaint Adhesion of Automotive Coating Systems. Master’s Thesis, Department of Chemistry and Chemical Engineering, Chalmers University of Technology, Gothenburg, Sweden, 2021. [Google Scholar]
- Croll, S. Surface roughness profile and its effect on coating adhesion and corrosion protection: A review. Prog. Org. Coat. 2020, 148, 105847. [Google Scholar] [CrossRef]
- Streitberger, H.J.; Dossel, K.F. Automotive Paints and Coatings; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2008; ISBN 978-3-527-30971-9. [Google Scholar]
- Kuczmaszewski, J. Fundamentals of Metal–Metal Adhesive Joint Design; Lublin University of Technology: Lublin, Poland, 2006. [Google Scholar]
- Lieng-Huang, L. Fundamentals of Adhesion. Xerox Corporation; Springer Science+Media LCC: Webster, NY, USA, 1991. [Google Scholar]
- Lomax, P. Selecting the right coating thickness measurement probe for the job: Practical considerations, as well as tolerance requirements, determine appropriateness of measuring device. Met. Finish. 2006, 104, 14–19. [Google Scholar] [CrossRef]
- Daikos, O.; Heymann, K.; Scherzer, T. Monitoring of thickness and conversion of thick pigmented UV-cured coatings by NIR hyperspectral imaging. Prog. Org. Coat. 2018, 125, 8–14. [Google Scholar] [CrossRef]
- Rassokha, V.I.; Khasanov, I.K. Nondestructive control method of technical condition of paint and varnish coating with use of the spectrophotometer. News Tula State Univ. 2015, 6, 178–183. [Google Scholar]
- Golovanov, Y.V.; Khasanov, I.K. Thermovision Control Method of the Technical Condition of the Car Body; Bulletin of Orenburg State University: Orenburg, Russia, 2014; Volume 10, pp. 54–59. [Google Scholar]
- Bondarenko, Y.V.; Golovanov, Y.V.; Khasanov, I.K. Nondestructive control of the paint and varnish coating thickness of the car body. In Proceedings of the 4th International Scientific and Practical Internet Conference: Relevant Issues of Innovative Development of Transport Complex (Oryol: “Gosuniversitet-UNPK”), Irkutsk, Russia, 27 May–1 June 2014; pp. 24–28. [Google Scholar]
- Khasanov, I.K.; Golovanov, Y.V. Nondestructive control of the technical condition of the car body with the use of a vor-tex-current method. In Proceedings of the International Scientific and Technical Conference: Transport and Transport and Technological Systems (Tumen:.TumSOGU) Online, Algrave, Portugal, 28–30 May 2014; pp. 259–263. [Google Scholar]
- Molina, J.; Solanes, E.; Arnal, L.; Tornero, J. On the detection of defects on specular car body surfaces. Robot. Comput. Manuf. 2017, 48, 263–278. [Google Scholar] [CrossRef] [Green Version]
- Medina José, M.; Díaz José, A. Fluctuation scaling of color variability in automotive metallic add-on parts. Prog. Org. Coat. 2017, 104, 118–124. [Google Scholar] [CrossRef]
- Lane Stephen, G. Real-Time weathering as a test for evaluating paint coatings. Met. Finish. 2000, 98, 546–558. [Google Scholar] [CrossRef]
- Schönberger, A.; Virtanen, S.; Giese, V.; Spießberger, C.; Schröttner, H.; Rattenberger, J.; Wagner, J. Non-destructive evaluation of stone-impact damages using Pulsed Phase Thermography. Corros. Sci. 2011, 56, 168–175. [Google Scholar] [CrossRef]
- Khasanov, I.; Rassokha, V.; Kabanova, O. The study on the factors influencing the quality of paint and varnish coating when repairing the car body. IOP Conf. Ser. Mater. Sci. Eng. 2019, 632, 012073. [Google Scholar] [CrossRef]
- Suleimanov, I.F.; Nazmutdinov, A.K.; Khasanov, I.K.; Rassokha, V.I.; Filippov, A.A. Actions research of technical condition of paint and varnish coating of the car body before taking repair. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 465–471. [Google Scholar]
- Losavio, S.K. Investigation of the Paint and Varnish Coating of the Car Body. “ABS Auto”, Electronic Source. Available online: https://expertauto.pro/car-body/issleduem-lakokrasochnoe-pokritie-kuzova (accessed on 1 September 2021).
- Gómez, O.; Perales, E.; Chorro, E.; Burgos, F.J.; Viqueira, V.; Vilaseca, M.; Martínez-Verdú, F.M.; Pujol, J. Visual and instrumental assessments of color differences in automotive coatings. Color Res. Appl. 2015, 41, 384–391. [Google Scholar] [CrossRef] [Green Version]
- PC-Leptoskop 2050, Coating Thickness Measurement on PC Basis, Karl Deutsch, Germany, Device Flyer. Available online: http://www.ndttechnologies.com/Brochures/Coating%20Thickness%20Gauge/LEPTOSKOP_2050%20Catalogue.pdf (accessed on 1 September 2021).
- PN-EN ISO 2409:2021-03 standard. Paints and Varnishes—Cross Cut Test; International Organization for Standardization: Geneva, Switzerland, 2021. [Google Scholar]
- PN-EN ISO 15184 Standard. Paints and Varnishes—Delamination of Film Hardness by Pencil Test; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- PN-EN ISO 2813:2014-11 Standard. Paints and Varnishes—Determination of Gloss Value at 20°, 60° and 85°; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- Ulbrich, D.; Jósko, M.; Mańczak, R. An Investigation of degradation of bond between coating and substrate. J. Res. Appl. Agric. Eng. 2011, 56, 142–146. [Google Scholar]
- Stefański, Ł.; Jósko, M. Badanie grubości powłok lakierniczych leptoskopem kd-2050. J. Res. Appl. Agric. Eng. 2011, 56, 144–150. [Google Scholar]
- Stefański, Ł.; Jósko, M.; Ulbrich, D.; Kowalczyk, J. Wysoka jakość powłok. Badanie rozkładu grubości powłok lakierniczych elementu karoserii pojazdu samochodowego. Lakiernictwo Przemysłowe 2013, 6, 52–53. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Place * | Mean Value (µm) | Standard Deviation (µm) | Min Value (µm) | Max Value (µm) | Median (µm) | First Quantile (µm) | Third Quantile (µm) |
|---|---|---|---|---|---|---|---|
| Engine hood (1) | 120.60 | 2.8 | 117 | 126 | 120.50 | 118.50 | 121.75 |
| Front right fender (2) | 122.30 | 3.3 | 118 | 128 | 123.00 | 119.50 | 123.00 |
| Front Right door (3) | 121.10 | 1.6 | 119 | 123 | 121.50 | 119.25 | 122.75 |
| Rear right door (4) | 116.00 | 2.8 | 112 | 119 | 116.00 | 114.00 | 119.00 |
| Rear right fender (5) | 118.50 | 2.2 | 115 | 122 | 119.00 | 117.25 | 119.75 |
| Boot lid (6) | 121.00 | 3.4 | 116 | 126 | 120.00 | 118.25 | 124.25 |
| Rear left fender (7) | 123.10 | 2.9 | 119 | 128 | 123.00 | 121.25 | 124.75 |
| Rear left door (8) | 120.70 | 2.0 | 118 | 124 | 120.50 | 120.00 | 121.00 |
| Front left door (9) | 115.40 | 2.9 | 111 | 120 | 115.00 | 113.25 | 117.75 |
| Front left fender (10) | 119.30 | 3.0 | 115 | 124 | 118.50 | 118.00 | 121.75 |
| Roof (11) | 191.60 | 4.5 | 186 | 198 | 190.50 | 187.25 | 195.75 |
| Measurement Place | Mean Value (µm) | Standard Deviation (µm) | Min Value (µm) | Max Value (µm) | Median (µm) | First Quantile (µm) | Third Quantile (µm) |
|---|---|---|---|---|---|---|---|
| Engine hood (1) | 125.80 | 8.9 | 109 | 134 | 129.50 | 124.50 | 131.50 |
| Front right fender (2) | 129.10 | 10.3 | 112 | 143 | 130.00 | 121.00 | 138.00 |
| Front Right door (3) | 129.40 | 10.3 | 109 | 138 | 134.00 | 128.25 | 137.25 |
| Rear right door (4) | 132.10 | 10.8 | 111 | 142 | 136.50 | 134.25 | 138.00 |
| Rear right fender (5) | 123.60 | 8.8 | 103 | 132 | 126.50 | 124.25 | 128.75 |
| Boot lid (6) | 109.70 | 5.4 | 99 | 117 | 110.50 | 107.25 | 113.00 |
| Rear left fender (7) | 122.80 | 10.0 | 102 | 134 | 127.00 | 119.50 | 127.00 |
| Rear left door (8) | 129.80 | 10.0 | 111 | 140 | 134.00 | 126.25 | 136.50 |
| Front left door (9) | 127.40 | 7.0 | 112 | 134 | 129.50 | 128.25 | 132.25 |
| Front left fender (10) | 119.10 | 9.2 | 101 | 127 | 122.50 | 118.25 | 125.00 |
| Roof (11) | 117.50 | 9.1 | 104 | 131 | 114.00 | 111.00 | 127.00 |
| Measurement Place | Mean Value (GU) | Standard Deviation (GU) | Min Value (GU) | Max Value (GU) | Median (GU) | First Quantile (GU) | Third Quantile (GU) |
|---|---|---|---|---|---|---|---|
| Engine hood (1) | 73.10 | 7.0 | 63 | 83 | 74.00 | 66.75 | 78.50 |
| Front right fender (2) | 71.60 | 3.4 | 63 | 75 | 73.00 | 70.00 | 74.00 |
| Front Right door (3) | 66.40 | 4.1 | 60 | 72 | 68.00 | 62.50 | 69.00 |
| Rear right door (4) | 58.80 | 4.4 | 54 | 67 | 57.00 | 55.00 | 62.25 |
| Rear right fender (5) | 65.40 | 8.2 | 50 | 84 | 66.00 | 60.75 | 67.75 |
| Boot lid (6) | 57.40 | 6.4 | 50 | 66 | 56.50 | 51.25 | 64.50 |
| Rear left fender (7) | 66.60 | 2.4 | 64 | 72 | 67.00 | 64.25 | 67.75 |
| Rear left door (8) | 59.50 | 7.9 | 46 | 69 | 64.00 | 53.50 | 64.75 |
| Front left door (9) | 70.60 | 5.7 | 62 | 78 | 70.00 | 66.25 | 76.00 |
| Front left fender (10) | 70.60 | 6.3 | 58 | 82 | 71.50 | 67.25 | 74.25 |
| Roof (11) | 73.20 | 5.7 | 65 | 82 | 73.00 | 68.25 | 78.00 |
| Measurement Place | Mean Value (GU) | Standard Deviation (GU) | Min Value (GU) | Max Value (GU) | Median (GU) | First Quantile (GU) | Third Quantile (GU) |
|---|---|---|---|---|---|---|---|
| Engine hood (1) | 88.70 | 0.5 | 88 | 89 | 89.00 | 88.25 | 89.00 |
| Front right fender (2) | 88.80 | 0.6 | 88 | 90 | 89.00 | 88.25 | 89.00 |
| Front Right door (3) | 88.70 | 0.5 | 88 | 89 | 89.00 | 88.25 | 89.00 |
| Rear right door (4) | 88.90 | 0.5 | 88 | 90 | 89.00 | 89.00 | 89.00 |
| Rear right fender (5) | 88.50 | 0.5 | 88 | 89 | 88.50 | 88.00 | 89.00 |
| Boot lid (6) | 88.80 | 0.6 | 88 | 90 | 89.00 | 88.25 | 89.00 |
| Rear left fender (7) | 88.80 | 0.4 | 88 | 89 | 89.00 | 89.00 | 89.00 |
| Rear left door (8) | 89.00 | 0.0 | 89 | 89 | 89.00 | 89.00 | 89.00 |
| Front left door (9) | 88.70 | 0.5 | 88 | 89 | 89.00 | 88.25 | 89.00 |
| Front left fender (10) | 88.70 | 0.9 | 87 | 90 | 89.00 | 88.00 | 89.00 |
| Roof (11) | 88.70 | 0.5 | 88 | 89 | 89.00 | 88.25 | 89.00 |
| Measurement Area | Samples | ||||
|---|---|---|---|---|---|
| Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | |
| 1 | 130 | 120 | 131 | 240 | 105 |
| 2 | 129 | 156 | 127 | 239 | 102 |
| 3 | 145 | 138 | 136 | 199 | 101 |
| 4 | 138 | 112 | 142 | 265 | 80 |
| 5 | 137 | 118 | 137 | 254 | 102 |
| 6 | 138 | 163 | 141 | 270 | 82 |
| Mean Value | 137 | 134 | 134 | 238 | 97 |
| Standard Deviation | 6 | 18 | 6 | 27 | 10 |
| Measurement Area | Samples | ||||
|---|---|---|---|---|---|
| Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | |
| 1 | 79.7 | 77.6 | 76.1 | 21.1 | - |
| 2 | 79.6 | 78.1 | 75.8 | 29.7 | - |
| 3 | 79.6 | 78.2 | 77.7 | 29.1 | - |
| 4 | 79.7 | 78.4 | 76.0 | 29.3 | - |
| 5 | 79.7 | 78.3 | 76.0 | 29.5 | - |
| 6 | 79.6 | 78.4 | 76.8 | 29.7 | - |
| Mean Value | 79.7 | 78.2 | 76.4 | 29.1 | - |
| Standard Deviation | 0.05 | 0.27 | 0.66 | 3.12 | - |
| Type of Damage | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 |
|---|---|---|---|---|---|
| Pencil Hardness | 4B | 4B | 4B | 8B | 4B |
| Adhesive Crack | 4H | 2H | - | - | 2B |
| Cohesive Crack | - | - | - | HB | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ulbrich, D.; Kowalczyk, J.; Jósko, M.; Sawczuk, W.; Chudyk, P. Assessment of Selected Properties of Varnish Coating of Motor Vehicles. Coatings 2021, 11, 1320. https://doi.org/10.3390/coatings11111320
Ulbrich D, Kowalczyk J, Jósko M, Sawczuk W, Chudyk P. Assessment of Selected Properties of Varnish Coating of Motor Vehicles. Coatings. 2021; 11(11):1320. https://doi.org/10.3390/coatings11111320
Chicago/Turabian StyleUlbrich, Dariusz, Jakub Kowalczyk, Marian Jósko, Wojciech Sawczuk, and Przemyslaw Chudyk. 2021. "Assessment of Selected Properties of Varnish Coating of Motor Vehicles" Coatings 11, no. 11: 1320. https://doi.org/10.3390/coatings11111320
APA StyleUlbrich, D., Kowalczyk, J., Jósko, M., Sawczuk, W., & Chudyk, P. (2021). Assessment of Selected Properties of Varnish Coating of Motor Vehicles. Coatings, 11(11), 1320. https://doi.org/10.3390/coatings11111320