
Efficiency of Application of (Mo, Al)N-Based Coatings with Inclusion of Ti, Zr or Cr during the Turning of Steel of Nickel-Based Alloy

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Study of Mechanical Properties, Structure, and Composition of Coatings
3.2. Cutting Properties and Wear Patterns on Coated Tools during the Turning of 1045 Steel
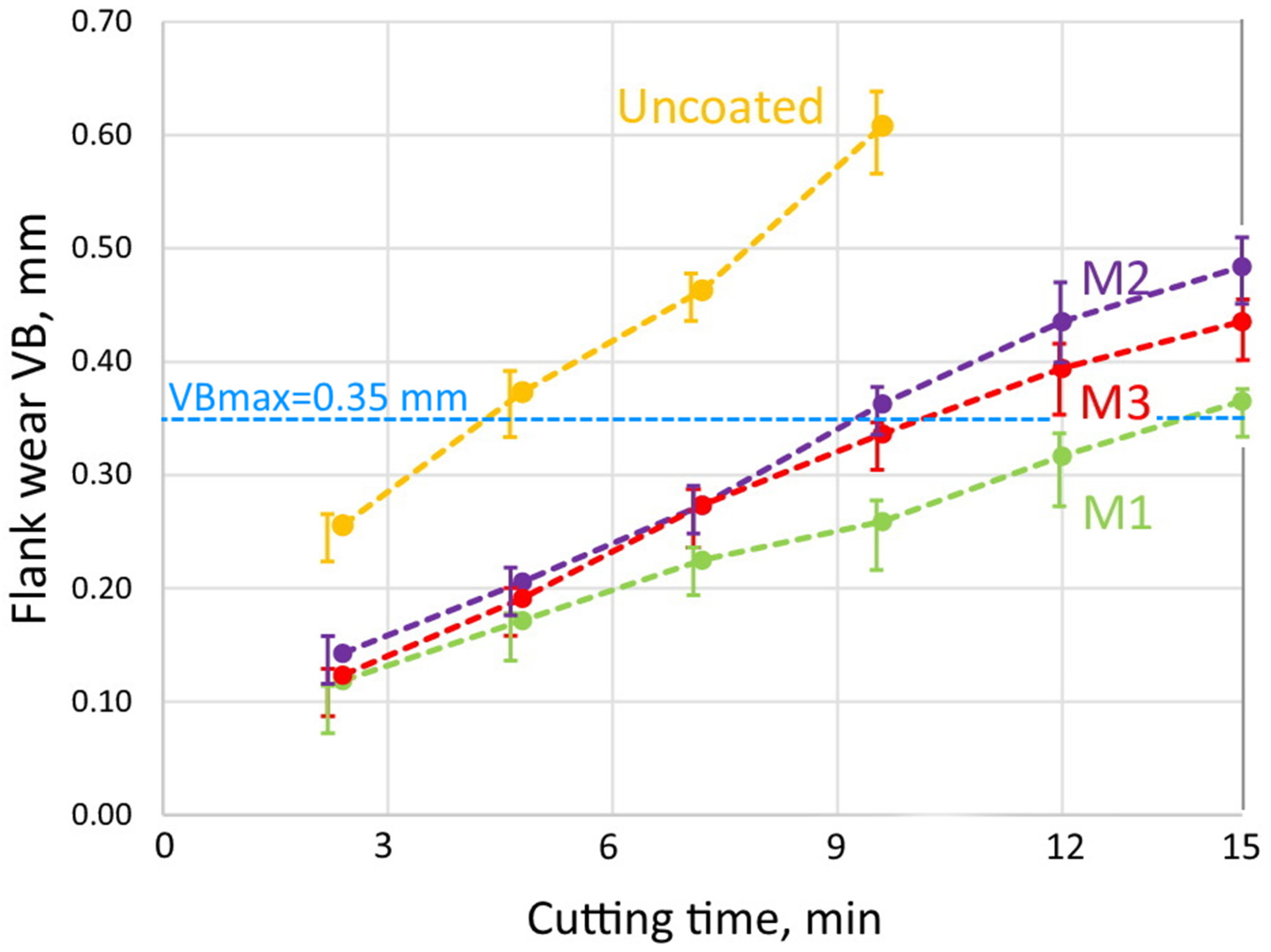
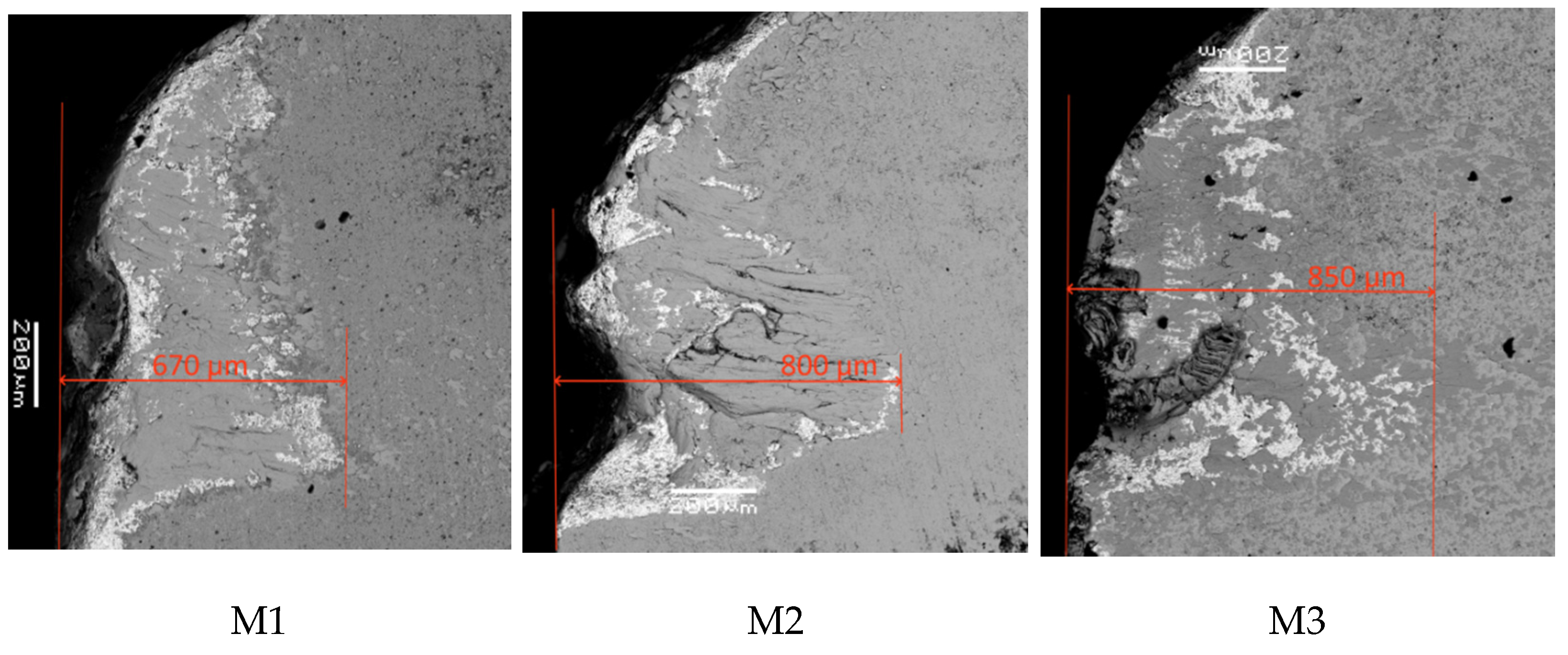
3.3. Cutting Properties and Wear Patterns on Coated Tools during the Turning of Heat-Resistant WNr NiCr20TiAl Nickel-Based Alloy
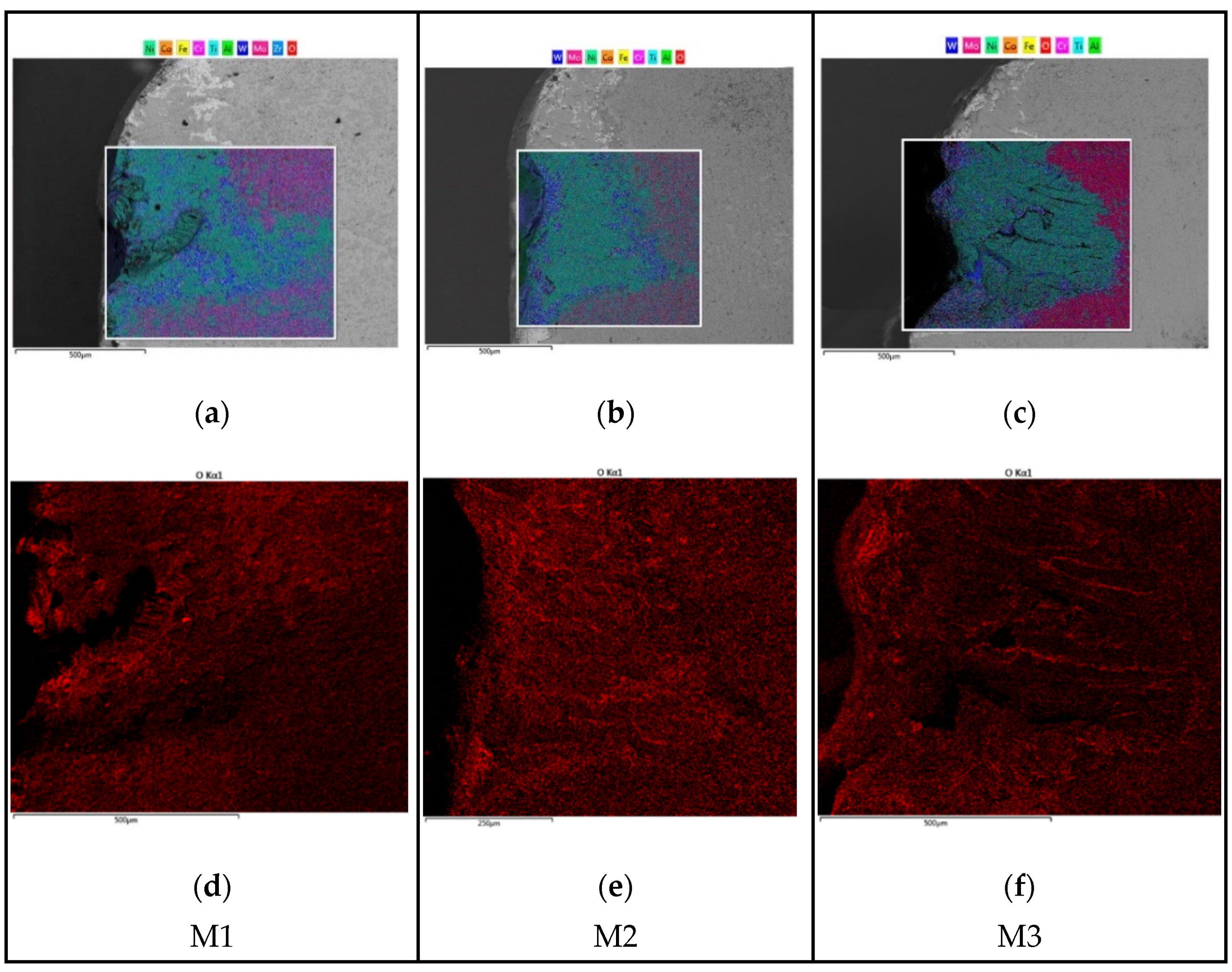
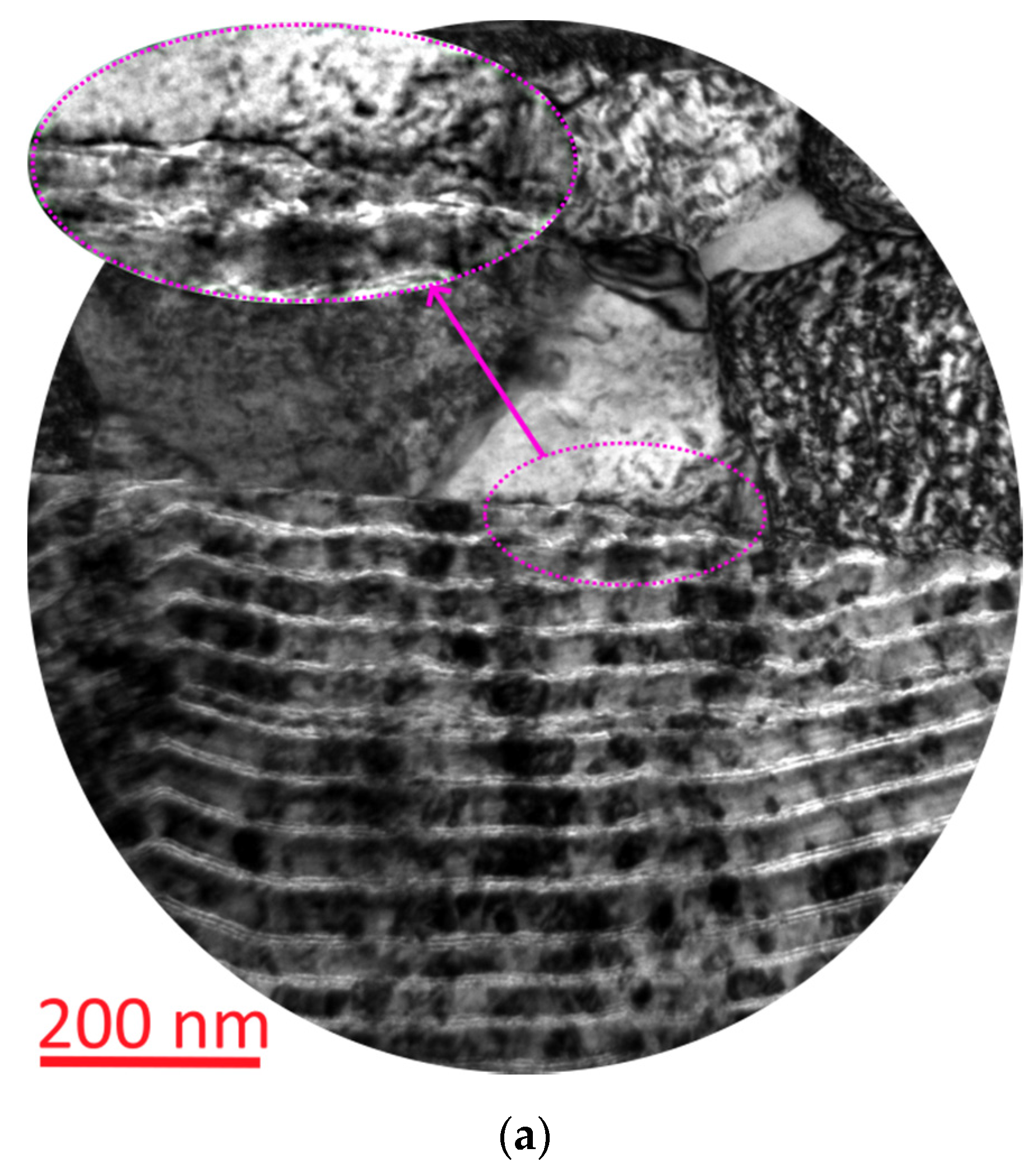
3.4. Analysis of Structural Changes in Worn Coatings
4. Discussion
5. Conclusions
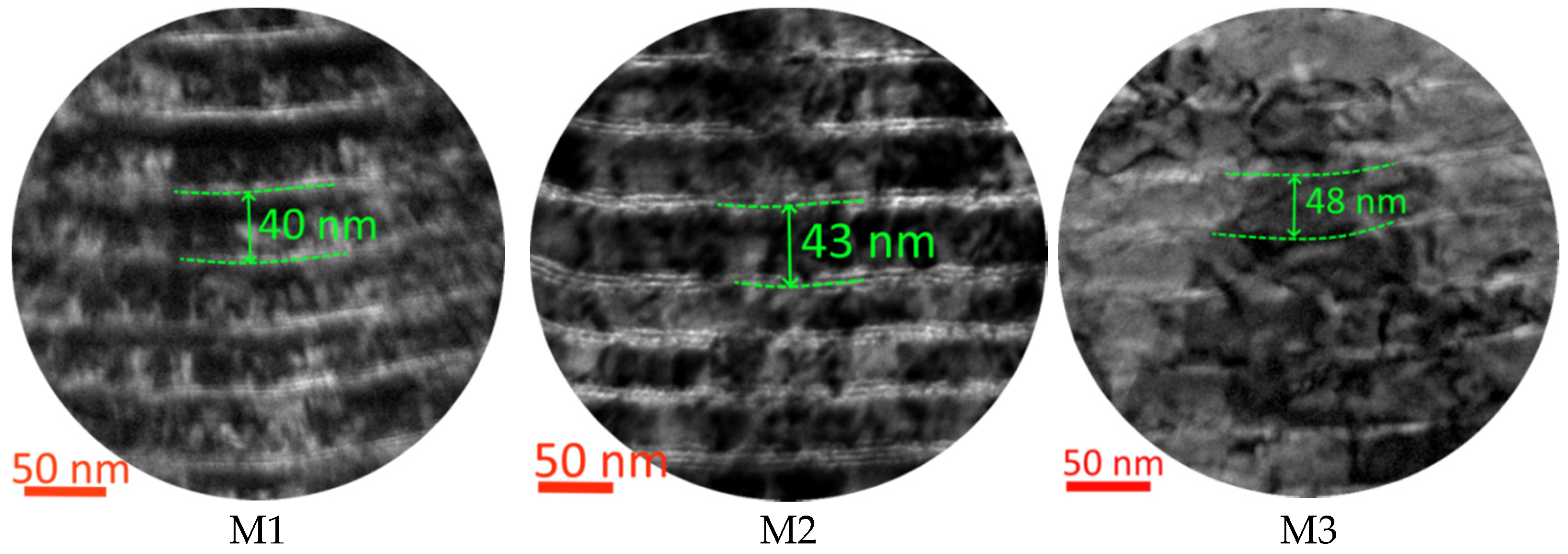
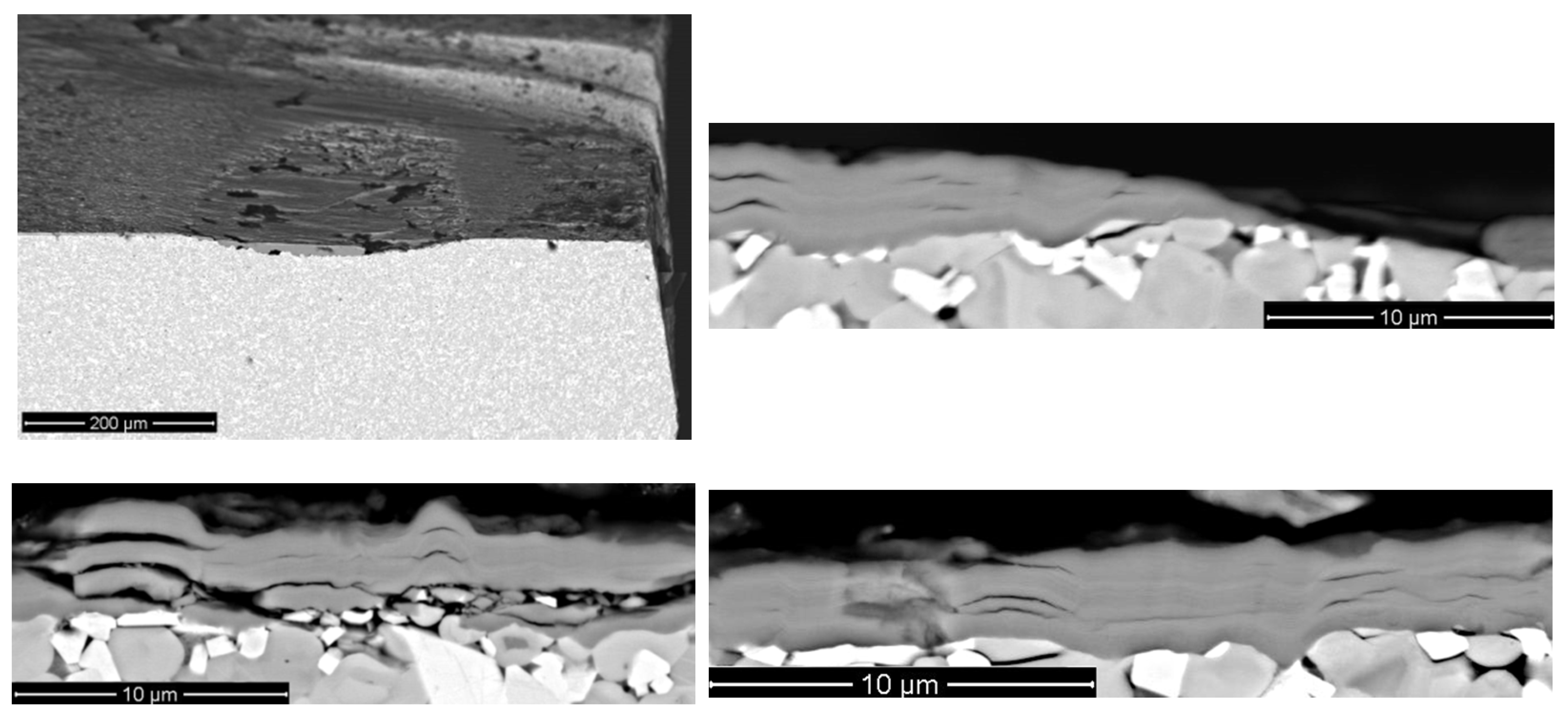
- The coatings studied are very close in terms of their compositions, structures, and basic mechanical properties. The studies of the elemental compositions found that the considered coatings are identical with regard to the content of Mo, Al, and Zr/Ti/Cr. With the equal total thickness of about 4 µm and the thickness of a wear-resistant layer of about 3 µm, the coatings are also characterised by almost equal values of the nanolayer period. The experiments found considerably close values of hardness and critical load fracture LC2 for the considered coatings. At the same time, the coatings studied demonstrated a significant difference in wear resistance during the turning.
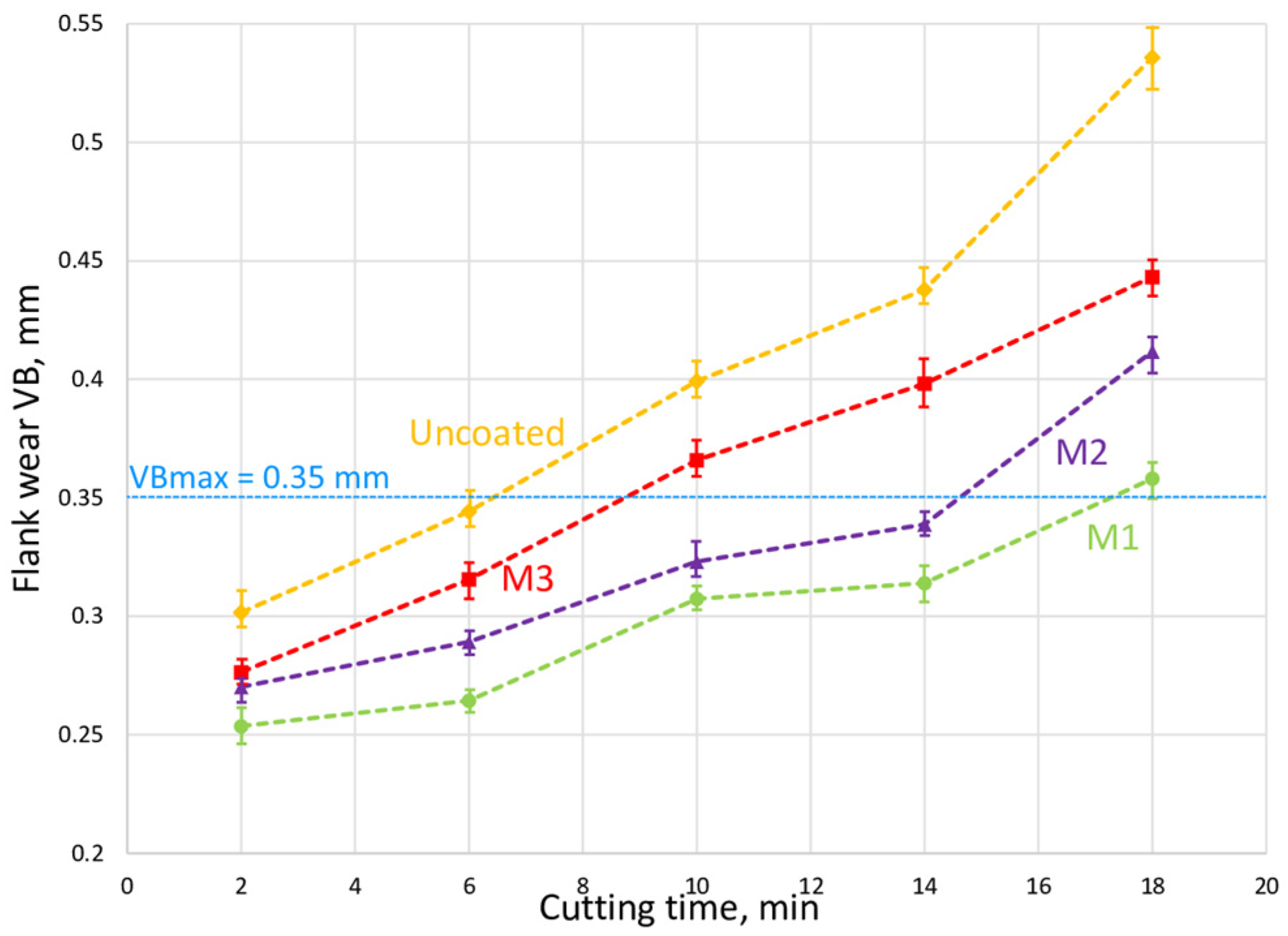
- Taking into account that the tool life of the uncoated tool during the turning of 1045 steel is 6 min, the tool with Coating M3 demonstrated the tool life of 10 min, the tool with Coating M2 demonstrated 14 min, and the tool with Coating M3 demonstrated 18 min. During the turning of the WNr NiCr20TiAl heat-resistant nickel-based alloy, the highest wear rate was detected for the tool with Coating M2, while the tool with Coating M3 reached VBmax after 12 min of cutting, and the tool with Coating M1 remained operational during 15 min of cutting (three times longer compared to uncoated tools). Thus, the tool with Coating M1 demonstrated the highest wear resistance both during the turning of steel and during the turning of heat-resistant nickel-based alloy.
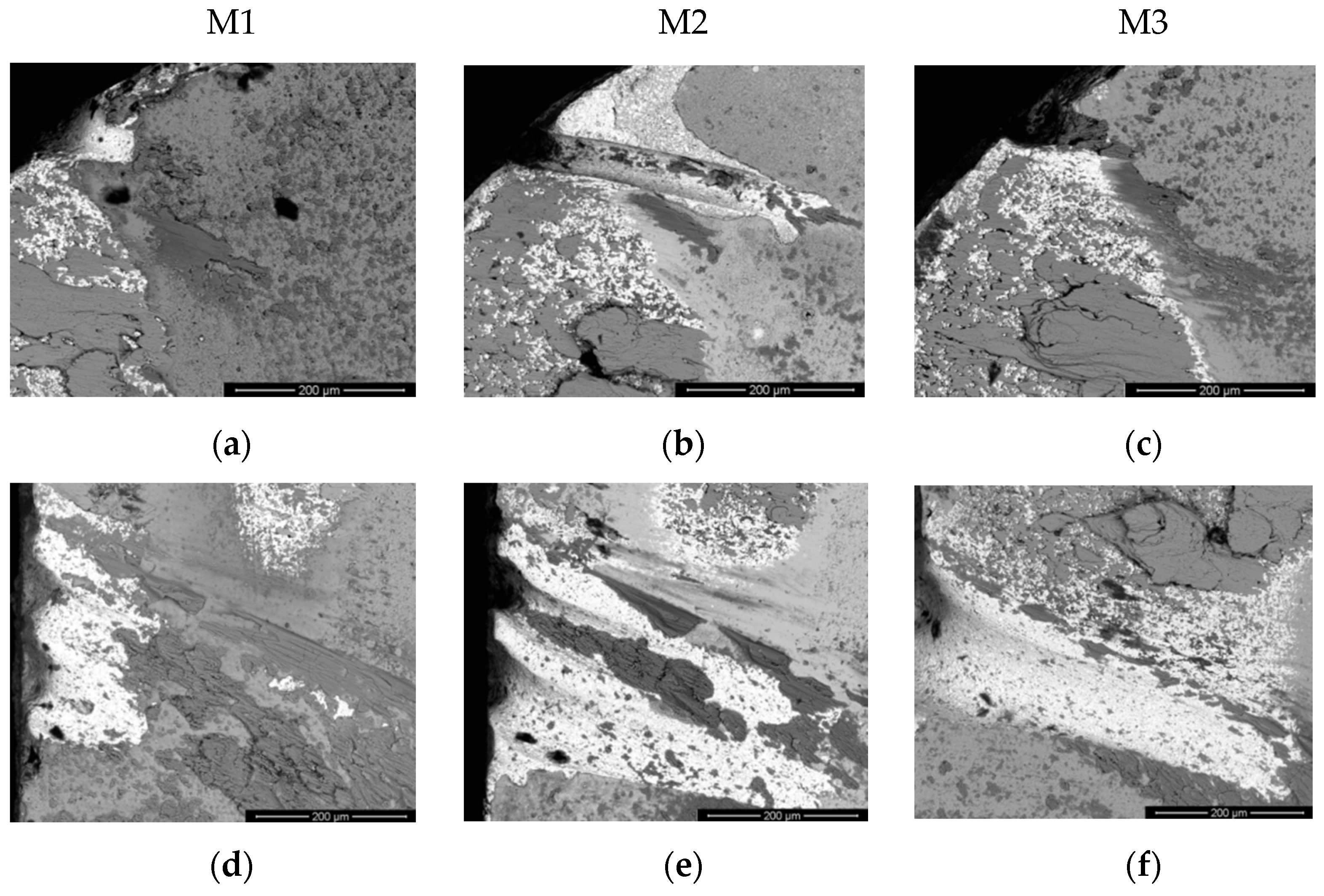
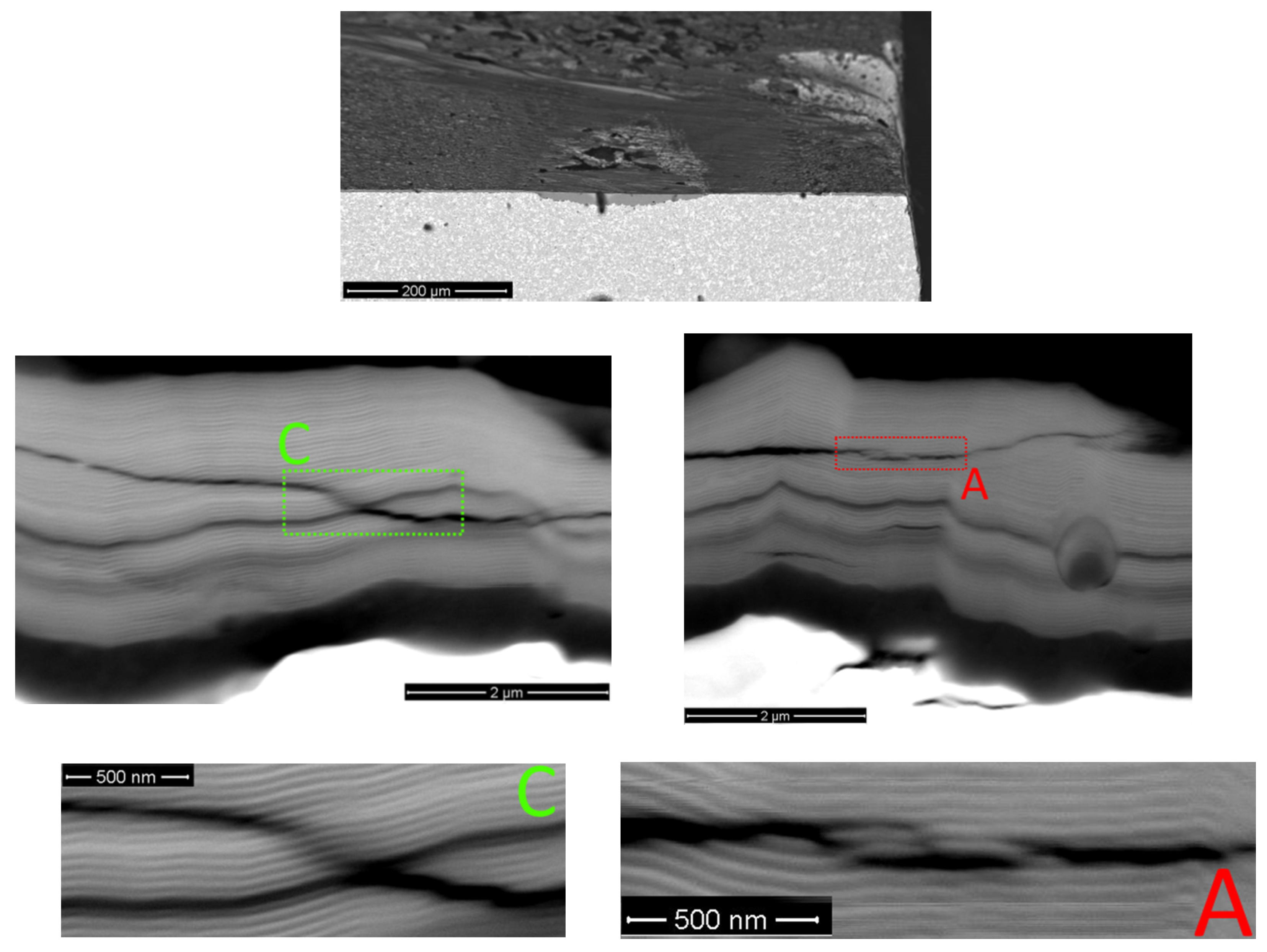
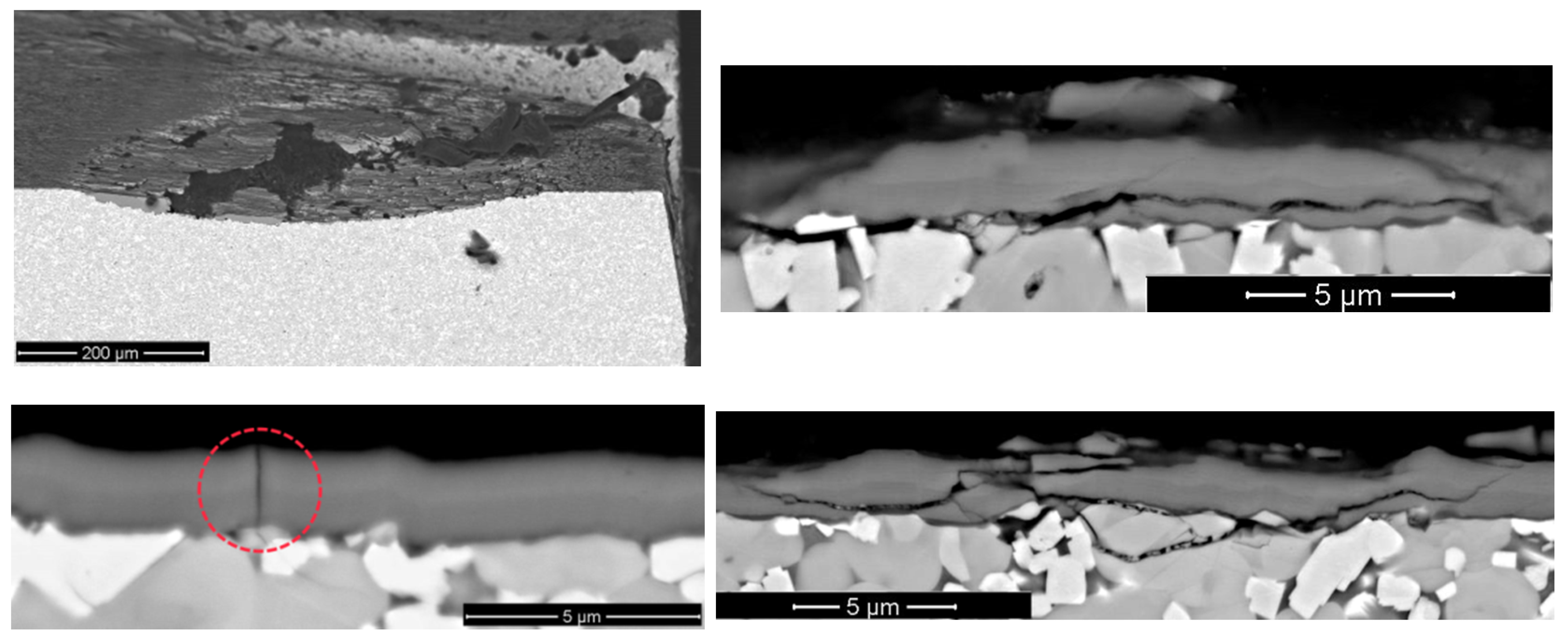
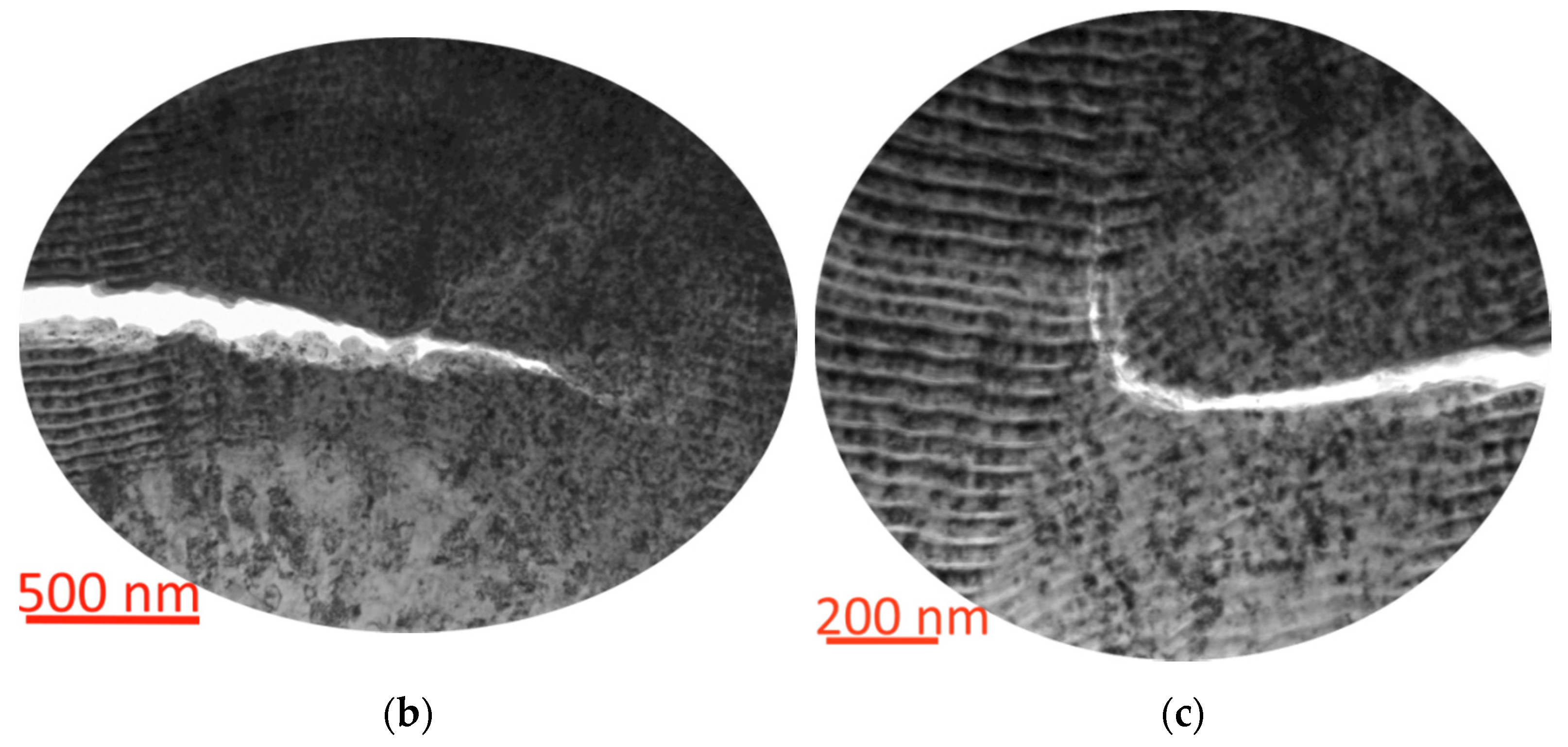
- The investigation of the cracking mechanism found the highest crack resistance of Coating M1 and the greatest tendency to brittle fracture of Coating M3.
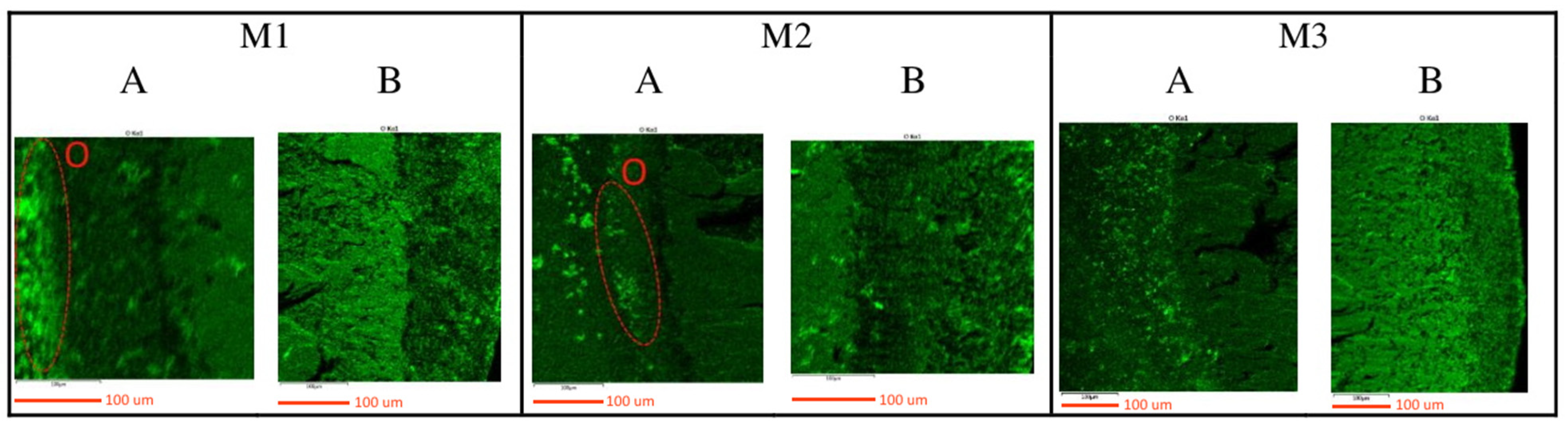
- Given that the coatings studied are characterised by the identical content of Mo, the active formation of tribologically active Mo oxide of MoO3 during the cutting can be assumed only in Coating M1. The formation of Ti oxide, which does not possess protective and tribological properties, is possible in Coating M2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Salomon, C.J. Process for Machining Metals of Similar Acting Materials When Being Worked by Cutting Tools. German Patent Nr. 523594, 27 April 1931. [Google Scholar]
- Boothroyd, G.; Knight, W.A. Fundamentals of Machining and Machine Tools; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Kuzin, V.V.; Grigoriev, S.N.; Volosova, M.A. The role of the thermal factor in the wear mechanism of ceramic tools: Part 1. Macrolevel. J. Frict. Wear 2014, 35, 505–510. [Google Scholar] [CrossRef]
- Loladze, T.N. Of the theory of diffusion wear. CIRP Ann.-Manuf. Technol. 1981, 30, 71–76. [Google Scholar] [CrossRef]
- Loladze, T.N. Nature of brittle failure of cutting tool. CIRP Ann.-Manuf. Technol. 1975, 24, 13–16. [Google Scholar]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Andreev, N.; Milovich, F. Investigation of wear and diffusion processes on rake faces of carbide inserts with Ti-TiN-(Ti,Al,Si)N composite nanostructured coating. Wear 2018, 416–417, 72–80. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann.-Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Tkadletz, M.; Schalk, N.; Daniel, R.; Keckes, J.; Czettl, C.; Mitterer, C. Advanced characterization methods for wear resistant hard coatings: A review on recent progress. Surf. Coat. Technol. 2016, 285, 31–46. [Google Scholar] [CrossRef]
- Grigoriev, S.; Peretyagin, P.; Smirnov, A.; Solis, W.; Diaz, L.A.; Fernandez, A.; Torrecillas, R. Effect of graphene addition on the mechanical and electrical properties of Al2O3–SiCw ceramics. J. Eur. Ceram. Soc. 2017, 37, 2473–2479. [Google Scholar] [CrossRef]
- Suna, J.; Musil, J.; Dohnal, P. Control of macrostress s in reactively sputtered Mo−Al−N films by total gas pressure. Vacuum 2006, 80, 588–592. [Google Scholar] [CrossRef]
- Xu, J.; Ju, H.; Yu, L. Microstructure, oxidation resistance, mechanical and tribological properties of Mo–Al–N films by reactive magnetron sputtering. Vacuum 2014, 103, 21–27. [Google Scholar] [CrossRef]
- Klimashin, F.F.; Euchner, H.; Mayrhofer, P.H. Computational and experimental studies on structure and mechanical properties of Mo-Al-N. Acta Mater. 2016, 107, 273–278. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.F.; Yuan, Z.G.; Liu, Q.; Wang, X.P.; Fang, Q.F. Characterization of Mo–Al–N nanocrystalline films synthesized by reactive magnetron sputtering. Mater. Res. Bull. 2009, 44, 86–90. [Google Scholar] [CrossRef]
- Tomaszewski, L.; Gulbinski, W.; Urbanowicz, A.; Suszko, T.; Lewandowski, A.; Gulbinski, W. TiAlN based wear resistant coatings modified by molybdenum addition. Vacuum 2015, 121, 223–229. [Google Scholar] [CrossRef]
- Yousaf, M.I.; Pelenovicha, V.O.; Yangc, B.; Liua, C.S.; Fu, D.J. Effect of bilayer period on structural and mechanical properties of nanocomposite TiAlN/MoN multilayer films synthesized by cathodic arc ion-plating. Surf. Coat. Technol. 2015, 282, 94–102. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kalscheuer, C.; Stahl, K.; Lohner, T.; Yilmaz, M. (Cr,Al)N and (Cr,Al,Mo)N hard coatings for tribological applications under minimum quantity lubrication. Tribol. Int. 2019, 140, 105817. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B. Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2015, 279, 126–133. [Google Scholar] [CrossRef]
- Ju, H.; Yu, D.; Xu, J.; Yu, L.; Zuo, B.; Geng, Y.; Huang, T.; Shao, L.; Ren, L.; Du, C.; et al. Crystal structure and tribological properties of Zr-Al-Mo-N composite films deposited by magnetron sputtering. Mater. Chem. Phys. 2019, 230, 347–354. [Google Scholar] [CrossRef]
- Sergevnin, V.S.; Blinkov, I.V.; Volkhonskii, A.O.; Belov, D.S.; Kuznetsov, D.V.; Gorshenkov, M.V.; Skryleva, E.A. Wear behaviour of wear-resistant adaptive nano-multilayered Ti–Al–Mo–N coatings. Appl. Surf. Sci. 2016, 388, 13–23. [Google Scholar] [CrossRef]
- Glatz, S.A.; Koller, C.M.; Bolvardi, H.; Kolozsvári, S.; Riedl, H.; Mayrhofer, P.H. Influence of Mo on the structure and the tribomechanical properties of arc evaporated Ti–Al–N. Surf. Coat. Technol. 2017, 311, 330–336. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Prudnikov, V.V. Glow discharge with electrostatic confinement of electrons in a chamber bombarded by fast electrons. Plasma Phys. Rep. 2011, 37, 628–637. [Google Scholar] [CrossRef]
- Yang, K.; Xian, G.; Zhao, H.; Fan, H.; Wang, J.; Wang, H.; Du, H. Effect of Mo content on the structure and mechanical properties of TiAlMoN films deposited on WC–Co cemented carbide substrate by magnetron sputtering. Int. J. Refract. Met. Hard Mater. 2015, 52, 29–35. [Google Scholar] [CrossRef]
- Glatz, S.A.; Moraes, V.; Koller, C.M.; Riedl, H.; Bolvardi, H.; Kolozsvári, S.; Mayrhofer, P.H. Effect of Mo on the thermal stability, oxidation resistance, and tribo-mechanical properties of arc evaporated Ti–Al–N coatings. J. Vac. Sci. Technol. A Vac. Surf. Film. 2017, 35, 061515. [Google Scholar] [CrossRef]
- Gu, B.; Tu, J.P.; Zheng, X.H.; Yang, Y.Z.; Peng, S.M. Comparison in mechanical and tribological properties of Cr–W–N and Cr–Mo–N multilayer films deposited by DC reactive magnetron sputtering. Surf. Coat. Technol. 2008, 202, 2189–2193. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kalscheuer, C. Arc PVD (Cr,Al,Mo)N and (Cr,Al,Cu)N coatings for mobility applications. Surf. Coat. Technol. 2020, 384, 125046. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Melnik, Y.A.; Metel, A.S.; Panin, V.V.; Prudnikov, V.V. Broad beam source of fast atoms produced as a result of charge exchange collisions of ions accelerated between two plasmas. Instrum. Exp. Tech. 2009, 52, 602–608. [Google Scholar] [CrossRef]
- Iram, S.; Wang, J.; Cai, F.; Zhang, J.; Ahmad, F.; Liang, J.; Zhang, S. Effect of bilayer number on mechanical and wear behaviours of the AlCrN/AlCrMoN coatings by AIP method. Surf. Eng. 2021, 37, 536–544. [Google Scholar] [CrossRef]
- Klimashin, F.F.; Mayrhofer, P.H. Ab initio-guided development of super-hard Mo–Al–Cr–N coatings. Scr. Mater. 2017, 140, 27–30. [Google Scholar] [CrossRef]
- Metel, A.; Bolbukov, V.; Volosova, M.; Grigoriev, S.; Melnik, Y. Source of metal atoms and fast gas molecules for coating deposition on complex shaped dielectric products. Surf. Coat. Technol. 2013, 225, 34–39. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Sitnikov, N.; Andreev, N.; Bublikov, J.; Kutina, N. Investigation of the properties of the Cr,Mo–(Cr,Mo,Zr,Nb)N–(Cr,Mo,Zr,Nb,Al)N multilayer composite multicomponent coating with nanostructured wear-resistant layer. Wear 2021, 468–469, 203597. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Milovich, F.; Tabakov, V.; Sitnikov, N.; Andreev, N.; Sviridova, T.; Bublikov, J. Investigation of multicomponent nanolayer coatings based on nitrides of Cr, Mo, Zr, Nb, and Al. Surf. Coat. Technol. 2020, 401, 126258. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Milovich, F.; Sitnikov, N.; Migranov, M.; Andreev, N.; Bublikov, J.; Sotova, C. Investigation of tribological and functional properties of Cr,Mo-(Cr,Mo)N-(Cr,Mo,Al)N multilayer composite coating. Tribol. Int. 2021, 155, 106804. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Volosova, M.A.; Batako, A.; Vereschaka, A.S.; Sitnikov, N.N.; Seleznev, A.E. Nano-scale multi-layered coatings for improved efficiency of ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2017, 90, 27–43. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Vereschaka, A.A.; Fyodorov, S.V.; Sitnikov, N.N.; Batako, A.D. Comparative analysis of cutting properties and nature of wear of carbide cutting tools with multi-layered nano-structured and gradient coatings produced by using of various deposition methods. Int. J. Adv. Manuf. Technol. 2017, 90, 3421–3435. [Google Scholar] [CrossRef]
- Vereshchaka, A.A.; Vereshchaka, A.S.; Mgaloblishvili, O.; Morgan, M.N.; Batako, A.D. Nano-scale multilayered-composite coatings for the cutting tools. Int. J. Adv. Manuf. Technol. 2014, 72, 303–317. [Google Scholar] [CrossRef]
- Metel, A.; Grigoriev, S.; Melnik, Y.; Panin, V.; Prudnikov, V. Cutting tools nitriding in plasma produced by a fast neutral molecule beam. Jpn. J. Appl. Phys. 2011, 50, 08JG04. [Google Scholar] [CrossRef]
- Grigoriev, S.; Metel, A. Plasma- and beam-assisted deposition methods. In Nanostructured Thin Films and Nanodispersion Strengthened Coatings; Springer: Dordrecht, The Netherlands, 2004; Volume 155, pp. 147–154. [Google Scholar]
- Sobol, O.V.; Andreev, A.A.; Grigoriev, S.N.; Gorban, V.F.; Volosova, M.A.; Aleshin, S.V.; Stolbovoi, V.A. Effect of high-voltage pulses on the structure and properties of titanium nitride vacuum-arc coatings. Met. Sci. Heat Treat. 2012, 54, 195–203. [Google Scholar] [CrossRef]
- Sobol, O.V.; Andreev, A.A.; Grigoriev, S.N.; Gorban, V.F.; Volosova, M.A.; Aleshin, S.V.; Stolbovoy, V.A. Physical characteristics, structure and stress state of vacuum-arc TiN coating, deposition on the substrate when applying high-voltage pulse during the deposition. Probl. Atom. Sci. Tech. 2011, 4, 174–177. [Google Scholar]
- Fominski, V.Y.; Grigoriev, S.N.; Gnedovets, A.G.; Romanov, R.I. Pulsed laser deposition of composite Mo–Se–Ni–C coatings using standard and shadow mask configuration. Surf. Coat. Technol. 2012, 206, 5046–5054. [Google Scholar] [CrossRef]
- Adaskin, A.M.; Vereshchaka, A.A.; Vereshchaka, A.S. Study of wear mechanism of hard-alloy tools during machining of refractory alloys. J. Frict. Wear 2013, 34, 208–213. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Oganyan, G.; Andreev, N.; Milovich, F. Investigation of wear dynamics for cutting tools with multilayer composite nanostructured coatings in turning constructional steel. Wear 2019, 420–421, 17–37. [Google Scholar] [CrossRef]
- Vereschaka, A.S.; Vereschaka, A.A.; Sladkov, D.V.; Aksenenko, A.Y.; Sitnikov, N.N. Control of structure and properties of nanostructured multilayer composite coatings applied to cutting tools as a way to improve efficiency of technological cutting operations. J. Nano Res. 2016, 37, 51–57. [Google Scholar] [CrossRef]
- Alexey, V. Improvement of working efficiency of cutting tools by modifying its surface properties by application of wear-resistant complexes. Adv. Mater. Res. 2013, 712–715, 347–351. [Google Scholar]
- ISO 1832:2012. Indexable Inserts for Cutting Tools—Designation; International Organization for Standardization (ISO): Geneva, Switzerland, 2012; Available online: https://www.iso.org/standard/60123.html (accessed on 14 October 2021).
- ASTM C1624-05(2015). Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing; ASTM International: Montgomery, PA, USA, 2010. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M.J. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ISO 513:2012. Classification and Application of Hard Cutting Materials for Metal Removal with Defined Cutting Edges—Designation of the Main Groups and Groups of Application; International Organization for Standardization: Geneva, Switzerland, 2012; Available online: https://www.iso.org/standard/59932.html (accessed on 14 October 2021).
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Batako, A.D. Delamination and longitudinal cracking in multi-layered composite nano-structured coatings and their influence on cutting tool life. Wear 2017, 390-391, 209–219. [Google Scholar] [CrossRef]
- Chandrasekaran, H.; Johansson, J.O. Chip flow and notch wear mechanisms during the machining of high austenitic stainless steels. CIRP Ann.-Manuf. Technol. 1994, 43, 101–105. [Google Scholar] [CrossRef]
- Kong, J.; Xia, Z.; Xu, D.; He, N. Investigation on notch wear mechanism in finish turning pure iron material with uncoated carbide tools under different cooling/lubrication conditions. Int. J. Adv. Manuf. Technol. 2016, 86, 97–105. [Google Scholar] [CrossRef]
- Cedergren, S.; Olovsjö, S.; Sjöberg, G.; Nyborg, L. The effects of grain size and feed rate on notch wear and burr formation in wrought Alloy 718. Int. J. Adv. Manuf. Technol. 2013, 67, 1501–1507. [Google Scholar] [CrossRef] [Green Version]
- Zhuang, K.; Zhu, D.; Zhang, X.; Ding, H. Notch wear prediction model in turning of Inconel 718 with ceramic tools considering the influence of work hardened layer. Wear 2014, 313, 63–74. [Google Scholar] [CrossRef]
- Lo Casto, S.; Lo Valvo, E.; Lucchini, E.; Maschio, S.; Piacentini, M.; Ruisi, V.F. Ceramic materials wear mechanisms when cutting nickel-based alloys. Wear 1999, 225, 227–233. [Google Scholar] [CrossRef]
- Shahabi, H.H.; Low, T.H.; Ratnam, M.M. Notch wear detection in cutting tools using gradient approach and polynomial fitting. Int. J. Adv. Manuf. Technol. 2009, 40, 1057–1066. [Google Scholar] [CrossRef]
- Park, K.-H.; Kwon, P.Y. Flank wear of multi-layer coated tool. Wear 2011, 270, 771–780. [Google Scholar] [CrossRef]
- Zerentürk, A.; Açıkgöz, M.; Kazan, S.; Yıldız, F.; Khaibullin, R.I.; Rameev, B.; Aktaş, B. Experimental and theoretical investigations on low temperature EPR of Cu2+ centers in TiO2 rutile single crystal. J. Alloys Compd. 2017, 710, 836–842. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Grigoriev, S.N.; Kirillov, A.K.; Khaustova, O.U. Development and research of environmentally friendly dry technological machining system with compensation of physical function of cutting fluids. Procedia CIRP 2013, 7, 311–316. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.A.; Grigoriev, S.N.; Vereschaka, A.S.; Popov, A.Y.; Batako, A.D. Nano-scale multilayered composite coatings for cutting tools operating under heavy cutting conditions. Procedia CIRP 2014, 14, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Soares, V.F.D.; Fernandez, D.A.R.; Junior, A.S.F.; Carvalho, R.G.; Machado, R.; Mendes, F.M.T.; Tentardini, E.K. Structure and high temperature oxidation of Zr(1−x)Mo(x)N thin films deposited by reactive magnetron sputtering. Appl. Surf. Sci. 2019, 485, 490–495. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Kim, Y.J.; Han, J.G.; Lee, D.B. Oxidation of TiZrAlN nanocomposite thin films in air at temperatures between 500 and 700 °C. Thin Solid Films 2009, 517, 5216–5218. [Google Scholar] [CrossRef]
- Abadias, G.; Saladukhin, I.A.; Uglov, V.V.; Zlotski, S.V.; Eyidi, D. Thermal stability and oxidation behavior of quaternary TiZ–rAlN magnetron sputtered thin films: Influence of the pristine microstructure. Surf. Coat. Technol. 2013, 237, 187–195. [Google Scholar] [CrossRef]
- Zou, B.; Chen, M.; Li, S. Study on finish-turning of NiCr20TiAl nickel-based alloy using Al2O3/TiN-coated carbide tools. Int. J. Adv. Manuf. Technol. 2011, 53, 81–92. [Google Scholar] [CrossRef] [Green Version]
- Zou, B.; Chen, M.; Huang, C.; An, Q. Study on surface damages caused by turning NiCr20TiAl nickel-based alloy. J. Mater. Process. Technol. 2009, 209, 5802–5809. [Google Scholar] [CrossRef]
- Yu, Q.; Shen, Z.; Zhang, M.; Jia, G.; Xie, X. Long-time thermal structural stability study on NiCr20TiAl alloy. Adv. Mater. Res. 2012, 399–401, 71–75. [Google Scholar] [CrossRef]
- Cagran, C.; Reschab, H.; Tanzer, R.; Schützenhöfer, W.; Graf, A.; Pottlacher, G. Normal spectral emissivity of the industrially used alloys NiCr20TiAl, inconel 718, X2CrNiMo18-14-3, and another austenitic steel at 684.5 nm. Int. J. Thermophys. 2009, 30, 1300–1309. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Bublikov, J.I.; Sitnikov, N.N.; Oganyan, G.V.; Sotova, C.S. Influence of nanolayer thickness on the performance properties of multilayer composite nano-structured modified coatings for metal-cutting tools. Int. J. Adv. Manuf. Technol. 2018, 95, 2625–2640. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Milovich, F.; Andreev, N.; Sotova, C.; Kutina, N. Investigation of the influence of the thickness of nanolayers in wear-resistant layers of Ti-TiN-(Ti,Cr,Al)N coating on destruction in the cutting and wear of carbide cutting tools. Surf. Coat. Technol. 2020, 385, 125402. [Google Scholar] [CrossRef]
- Thakur, A.; Mohanty, A.; Gangopadhyay, S. Comparative study of surface integrity aspects of Incoloy 825 during machining with uncoated and CVD multilayer coated inserts. Appl. Surf. Sci. 2014, 320, 829–837. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in surface integrity in machining of nickel-based super alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
|---|---|---|---|---|---|---|---|---|
| 0.42–0.50 | 0.17–0.37 | 0.5–0.8 | ≤0.3 | ≤0.04 | ≤0.035 | ≤0.25 | ≤0.3 | ≤0.08 |
| C | Si | Mn | Ni | Fe | P | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| ≤0.07 | ≤0.6 | ≤0.4 | 70.1–77.4 | ≤1.0 | ≤0.015 | ≤19–22 | 2.4–2.8 | 0.6–1.0 |
| Specimen | Zr | Ti | Cr | Mo | Al | Hardness, GPa | LC2, N |
|---|---|---|---|---|---|---|---|
| M1 | 55 | - | - | 37 | 8 | 28.30 ± 0.70 | 38 |
| M2 | - | 51 | - | 34 | 15 | 30.70 ± 1.20 | >40 |
| M3 | - | - | 46 | 43 | 11 | 26.60 ± 1.30 | 36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vereschaka, A.; Milovich, F.; Andreev, N.; Sitnikov, N.; Alexandrov, I.; Muranov, A.; Mikhailov, M.; Tatarkanov, A. Efficiency of Application of (Mo, Al)N-Based Coatings with Inclusion of Ti, Zr or Cr during the Turning of Steel of Nickel-Based Alloy. Coatings 2021, 11, 1271. https://doi.org/10.3390/coatings11111271
Vereschaka A, Milovich F, Andreev N, Sitnikov N, Alexandrov I, Muranov A, Mikhailov M, Tatarkanov A. Efficiency of Application of (Mo, Al)N-Based Coatings with Inclusion of Ti, Zr or Cr during the Turning of Steel of Nickel-Based Alloy. Coatings. 2021; 11(11):1271. https://doi.org/10.3390/coatings11111271
Chicago/Turabian StyleVereschaka, Alexey, Filipp Milovich, Nikolay Andreev, Nikolay Sitnikov, Islam Alexandrov, Alexander Muranov, Maxim Mikhailov, and Aslan Tatarkanov. 2021. "Efficiency of Application of (Mo, Al)N-Based Coatings with Inclusion of Ti, Zr or Cr during the Turning of Steel of Nickel-Based Alloy" Coatings 11, no. 11: 1271. https://doi.org/10.3390/coatings11111271
APA StyleVereschaka, A., Milovich, F., Andreev, N., Sitnikov, N., Alexandrov, I., Muranov, A., Mikhailov, M., & Tatarkanov, A. (2021). Efficiency of Application of (Mo, Al)N-Based Coatings with Inclusion of Ti, Zr or Cr during the Turning of Steel of Nickel-Based Alloy. Coatings, 11(11), 1271. https://doi.org/10.3390/coatings11111271