Galvanic Corrosion Performance of an Al–BN Abradable Seal Coating System in Chloride Solution



Abstract
1. Introduction
2. Materials and Methods
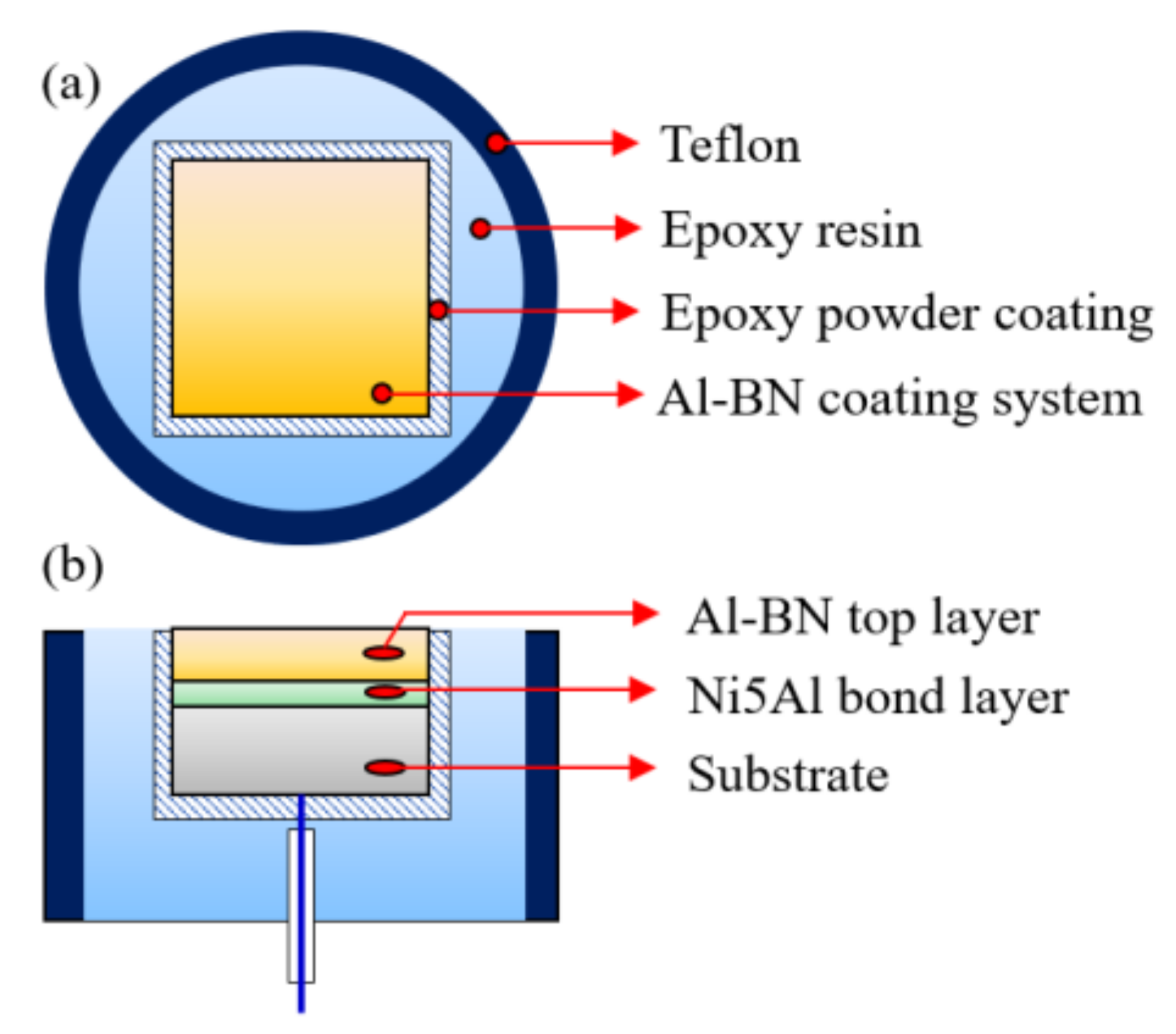
2.1. Materials
2.2. Immersion and Electrochemical Tests
2.3. Corrosion Morphology Observation
3. Results
3.1. Polarization Curves
3.2. OCP
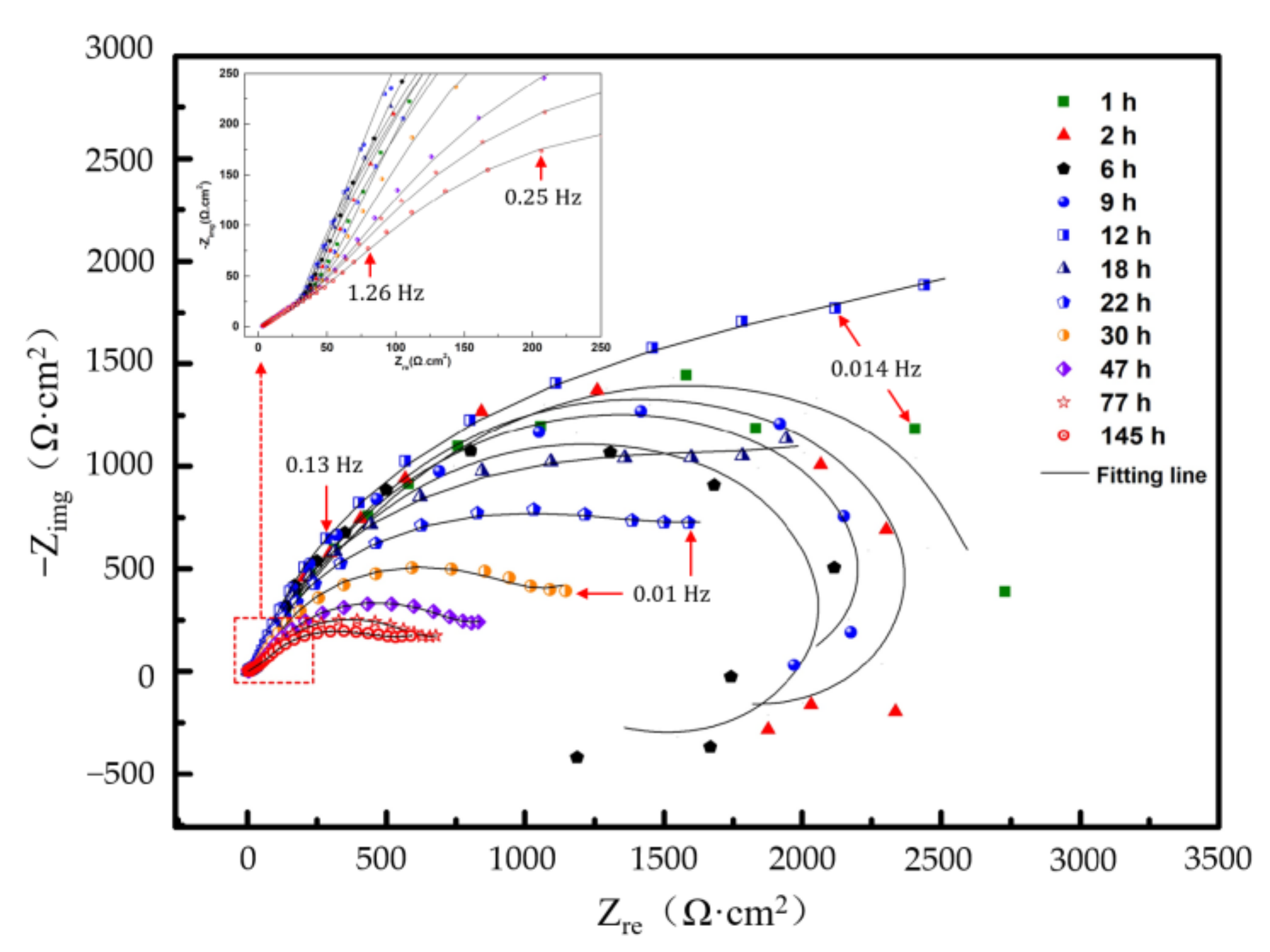
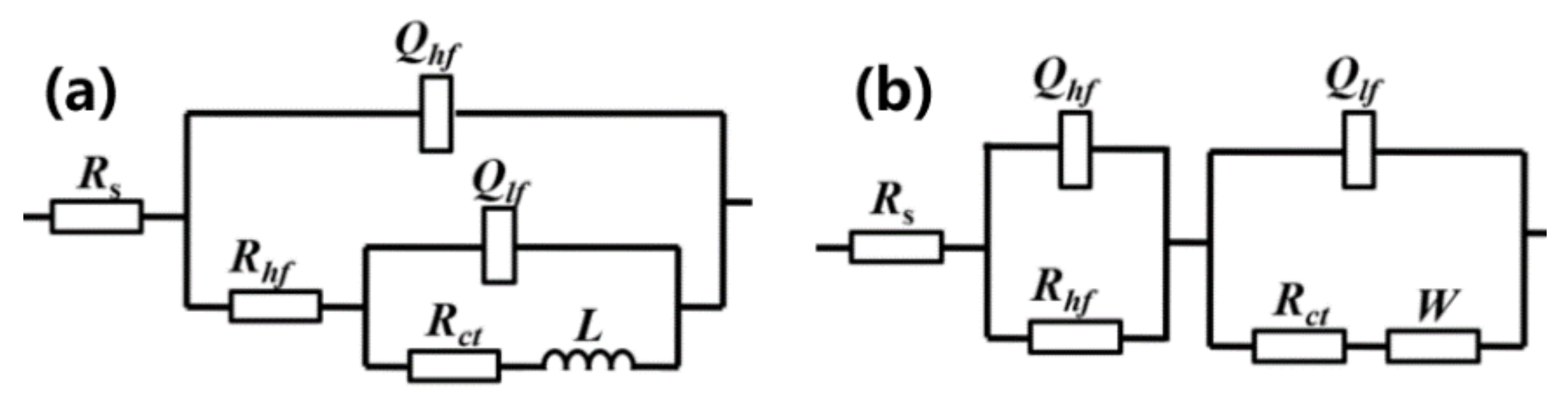
3.3. Electrochemical Impedance Spectra
3.4. Electrochemical Noise
3.5. Corrosion Morphology
4. Discussion
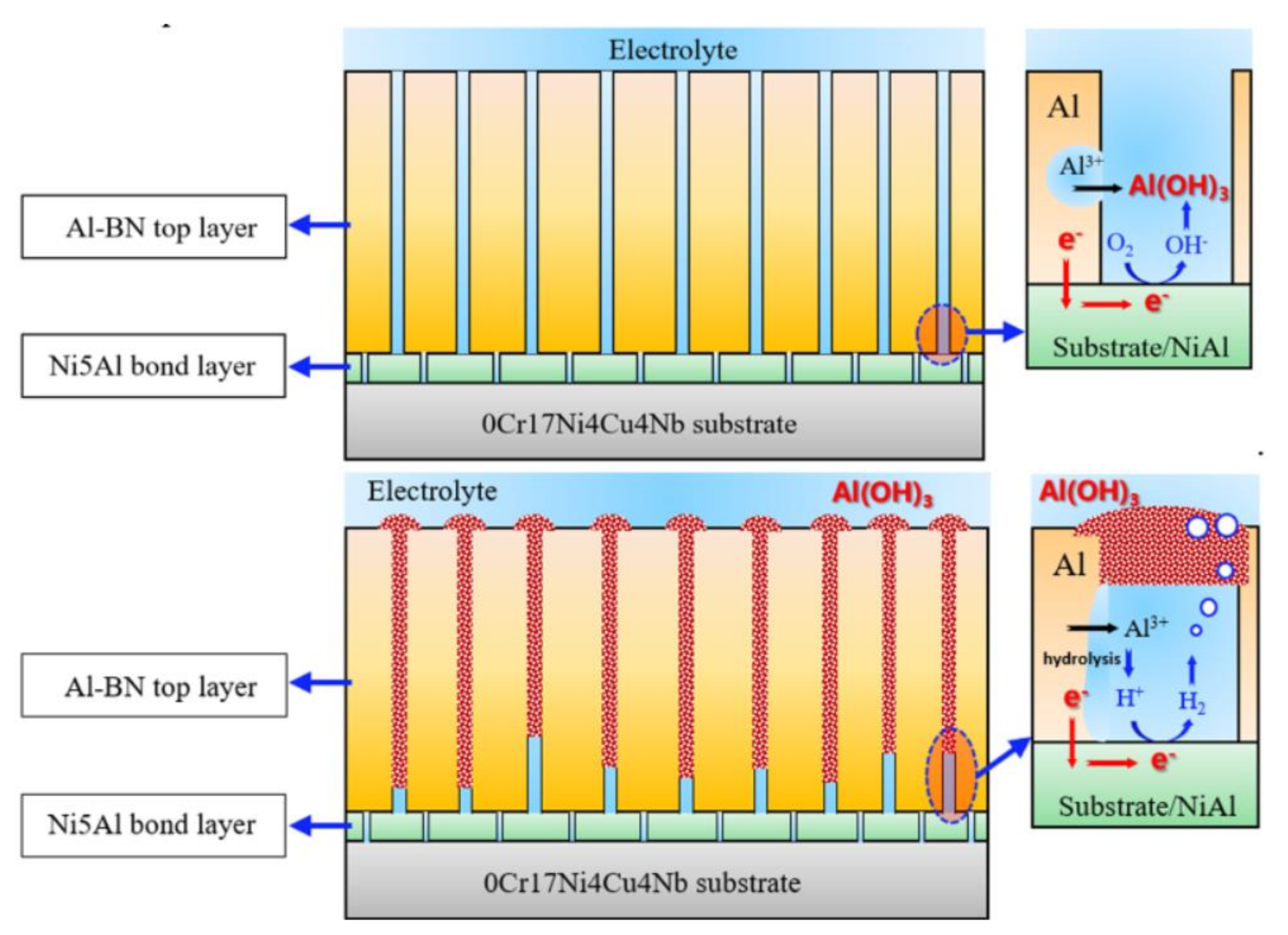
4.1. Corrosion Reactions and Relevant Models at Various Immersion Time
4.2. Effect of Products on Galvanic Corrosion
5. Conclusions
- The galvanic corrosion of the Al–BN ACS could be distinguished into three stages during long-term immersion, including a spontaneous pitting stage I with decreasing rate, a developing corrosion stage II with increasing rate, and a final steady stage III.
- The steric hindrance effect of a precipitated corrosion product Al(OH)3 may be the most important corrosion rate-controlling mechanism for the tri-metallic coupled Al–BN ACS for long-term immersion, including precipitation of Al(OH)3 pores restricting O2 transport to the cathode and localized acidification inside the occluded pores.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dorfman, M.; Erning, U.; Mallon, J. Gas turbines use ‘abradable’ coatings for clearance-control seals. Seal. Tech. 2002, 2002, 7–8. [Google Scholar] [CrossRef]
- Rajendran, R. Gas turbine coatings—An overview. Eng. Fail. Anal. 2012, 26, 355–369. [Google Scholar] [CrossRef]
- Wang, H. Criteria for analysis of abradable coatings. Surf. Coat. Technol. 1996, 79, 71–75. [Google Scholar] [CrossRef]
- Johnston, R.; Evans, W. Freestanding abradable coating manufacture and tensile test development. Surf. Coat. Technol. 2007, 202, 725–729. [Google Scholar] [CrossRef]
- Tong, Y.-Q.; Shi, Q.-S.; Liu, M.-J.; Li, G.-R.; Li, C.-J.; Yang, G.-J. Lightweight epoxy-based abradable seal coating with high bonding strength. J. Mater. Sci. Technol. 2021, 69, 129–137. [Google Scholar] [CrossRef]
- Tang, N.; Zhang, B.; Lord, C.; Marshall, M. Identification of blade operational mode shapes during wear of abradable coating. J. Sound Vib. 2020, 472, 115204. [Google Scholar] [CrossRef]
- Ma, X.; Matthews, A. Evaluation of abradable seal coating mechanical properties. Wear 2009, 267, 1501–1510. [Google Scholar] [CrossRef]
- Zhang, B.; Marshall, M. Investigating material removal mechanism of Al-Si base abradable coating in labyrinth seal system. Wear 2019, 239–249. [Google Scholar] [CrossRef]
- Xue, W.; Gao, S.; Duan, D.; Zhang, J.; Liu, Y.; Li, S. Effects of blade material characteristics on the high-speed rubbing behavior between Al-hBN abradable seal coatings and blades. Wear 2018, 410–411, 25–33. [Google Scholar] [CrossRef]
- Nyssen, F.; Batailly, A. Sensitivity Analysis of Rotor/Stator Interactions Accounting for Wear and Thermal Effects within Low- and High-Pressure Compressor Stages. Coatings 2020, 10, 74. [Google Scholar] [CrossRef]
- Song, G.-L. Potential and current distributions of one-dimensional galvanic corrosion systems. Corros. Sci. 2010, 52, 455–480. [Google Scholar] [CrossRef]
- Qiu, J.; Wu, A.; Li, Y.; Xu, Y.; Scarlat, R.; Macdonald, D.D. Galvanic corrosion of Type 316L stainless steel and Graphite in molten fluoride salt. Corros. Sci. 2020, 170, 108677. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Y.; Zhou, L.; Meng, G.; Liu, B.; Wang, J.; Shao, Y.; Jiang, J. Macro-galvanic effect and its influence on corrosion behaviors of friction stir welding joint of 7050-T76 Al alloy. Corros. Sci. 2020, 164, 108360. [Google Scholar] [CrossRef]
- Zhang, F.; Lan, H.; Huang, C.; Zhou, Y.; Du, L.; Zhang, W. Corrosion Resistance of Ti3Al/BN Abradable Seal Coating. Acta Met. Sin. 2014, 27, 1114–1121. [Google Scholar] [CrossRef]
- Xu, C.; Du, L.; Yang, B.; Zhang, W. Study on salt spray corrosion of Ni–graphite abradable coating with 80Ni20Al and 96NiCr–4Al as bonding layers. Surf. Coat. Technol. 2011, 205, 4154–4161. [Google Scholar] [CrossRef]
- Zhang, F.; Xu, C.; Lan, H.; Huang, C.; Zhou, Y.; Du, L.; Zhang, W.-G. Corrosion Behavior of an Abradable Seal Coating System. J. Therm. Spray Technol. 2014, 23, 1019–1028. [Google Scholar] [CrossRef]
- Lei, B.; Li, M.; Zhao, Z.; Wang, L.; Li, Y.; Wang, F. Corrosion mechanism of an Al–BN abradable seal coating system in chloride solution. Corros. Sci. 2014, 79, 198–205. [Google Scholar] [CrossRef]
- Hebert, K.R.; Zhang, G.; Ho, K.-M.; Wang, C.-Z. Modeling electrochemical and metal-phase processes during alkaline aluminum corrosion. Electrochim. Acta 2011, 58, 203–208. [Google Scholar] [CrossRef]
- Guseva, O.; Derose, J.; Schmutz, P. Modelling the early stage time dependence of localised corrosion in aluminium alloys. Electrochim. Acta 2013, 88, 821–831. [Google Scholar] [CrossRef]
- Yu, Y.; Li, Y. New insight into the negative difference effect in aluminium corrosion using in-situ electrochemical ICP-OES. Corros. Sci. 2020, 168, 108568. [Google Scholar] [CrossRef]
- Håkansson, E.; Hoffman, J.; Predecki, P.; Kumosa, M. The role of corrosion product deposition in galvanic corrosion of alumi-num/carbon systems. Corros. Sci. 2017, 114, 10–16. [Google Scholar] [CrossRef]
- Yin, L.; Jin, Y.; Leygraf, C.; Pan, J. A FEM model for investigation of micro-galvanic corrosion of Al alloys and effects of deposition of corrosion products. Electrochim. Acta 2016, 192, 310–318. [Google Scholar] [CrossRef]
- Romaine, A.; Jeannin, M.; Sabot, R.; Necib, S.; Refait, P. Corrosion processes of carbon steel in argillite: Galvanic effects associated with the heterogeneity of the corrosion product layer. Electrochim. Acta 2015, 182, 1019–1028. [Google Scholar] [CrossRef]
- Robineau, M.; Romaine, A.; Sabot, R.; Jeannin, M.; Deydier, V.; Necib, S.; Refait, P. Galvanic corrosion of carbon steel in anoxic conditions at 80 °C associated with a heterogeneous magnetite (Fe3O4)/mackinawite (FeS) layer. Electrochim. Acta 2017, 255, 274–285. [Google Scholar] [CrossRef]
- Martin, F.J.; Cheek, G.T.; O’Grady, W.E.; Natishan, P.M. Impedance studies of the passive film on aluminium. Corros. Sci. 2005, 47, 3187–3201. [Google Scholar] [CrossRef]
- Ryl, J.; Wysocka, J.; Jarzynka, M.; Zielinski, A.; Orlikowski, J.; Darowicki, K. Effect of native air-formed oxidation on the corrosion behavior of AA 7075 aluminum alloys. Corros. Sci. 2014, 87, 150–155. [Google Scholar] [CrossRef]
- Hagyard, T.; Williams, J.R. Potential of aluminum in aqueous chloride solutions. Faraday Soc. 1961, 57, 2288–2294. [Google Scholar] [CrossRef]
- Cao, C. On the impendence plane displays for irreversible electrode reactions based on the stability condition of the steady-state. Electrochim. Acta 1990, 37, 837–844. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time | Rs (Ω × cm2) | Qhf (F/cm2) | n1 | Rhf (Ω × cm2) | Qlf (F/cm2) | n2 | Rct (Ω× cm2) | L (H × cm2) | W (Ω × cm2) |
|---|---|---|---|---|---|---|---|---|---|
| 1 h | 3.19 | 9.20 × 10−4 | 0.603 | 94.13 | 2.63 × 10−4 | 0.971 | 3315 | 17,800 | - |
| 2 h | 3.19 | 8.40 × 10−4 | 0.623 | 73.01 | 3.54 × 10−4 | 0.942 | 1697 | 10,750 | - |
| 6 h | 3.12 | 1.03 × 10−3 | 0.608 | 71.36 | 3.42 × 10−4 | 0.994 | 1174 | 9011 | - |
| 9 h | 3.16 | 1.0 × 10−3 | 0.615 | 59.33 | 3.95 × 10−4 | 0.975 | 2125 | 13,220 | - |
| 12 h | 2.81 | 2.54 × 10−3 | 0.504 | 51.15 | 1.17 × 10−3 | 0.923 | 2613 | - | 1.99 × 10−3 |
| 18 h | 2.84 | 2.81 × 10−3 | 0.496 | 65.11 | 1.23 × 10−3 | 0.941 | 1793 | - | 2.92 × 10−3 |
| 22 h | 2.94 | 2.32 × 10−3 | 0.518 | 88.42 | 1.32 × 10−3 | 0.961 | 1378 | - | 4.72 × 10−3 |
| 30 h | 2.85 | 2.4 × 10−3 | 0.516 | 102.6 | 1.46 × 10−3 | 0.967 | 918.6 | - | 9.71 × 10−3 |
| 47 h | 2.96 | 2.64 × 10−3 | 0.498 | 139.4 | 1.97 × 10−3 | 0.937 | 589.3 | - | 11.19 × 10−3 |
| 77 h | 2.78 | 3.04 × 10−3 | 0.471 | 197.3 | 2.02 × 10−3 | 0.963 | 427.5 | - | 22.35 × 10−3 |
| 145 h | 3.03 | 3.25 × 10−3 | 0.443 | 221.6 | 2.92 × 10−3 | 0.999 | 409.9 | - | 25.78 × 10−3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, B.; Peng, M.; Liu, L.; Hu, S.; Zhang, W.; Meng, G. Galvanic Corrosion Performance of an Al–BN Abradable Seal Coating System in Chloride Solution. Coatings 2021, 11, 9. https://doi.org/10.3390/coatings11010009
Lei B, Peng M, Liu L, Hu S, Zhang W, Meng G. Galvanic Corrosion Performance of an Al–BN Abradable Seal Coating System in Chloride Solution. Coatings. 2021; 11(1):9. https://doi.org/10.3390/coatings11010009
Chicago/Turabian StyleLei, Bing, Mingxiao Peng, Ling Liu, Shengnan Hu, Wei Zhang, and Guozhe Meng. 2021. "Galvanic Corrosion Performance of an Al–BN Abradable Seal Coating System in Chloride Solution" Coatings 11, no. 1: 9. https://doi.org/10.3390/coatings11010009
APA StyleLei, B., Peng, M., Liu, L., Hu, S., Zhang, W., & Meng, G. (2021). Galvanic Corrosion Performance of an Al–BN Abradable Seal Coating System in Chloride Solution. Coatings, 11(1), 9. https://doi.org/10.3390/coatings11010009