2.1. Introduction
Ionic liquids for Al deposition can be categorized into first-generation and second-generation, depending on their nature. First-generation ILs are also known as chloroaluminate ILs and generally halide-based, while second-generation ILs are generally stable against moisture and air. First-generation ILs are generally produced by mixing AlCl
3 (anhydrous) and an IL containing halides such as Cl
−, F
−, Br
−, I
− [
27]. Chloroaluminate ILs are the simplest ones composed of mostly inorganic halide anions and organic cations, and display high conductivity, wide electrochemical potential window and considered to be the potential system that can be used as an electrolyte media for electrodepositing Al, Al alloys. By changing the molar ratio of IL to AlCl
3, it is possible to tune the Lewis acidity and can be classified into acidic, neutral, and basic [
45]. Neutral mixtures are usually obtained when the molar ratio is 1:1 and contains Al(III) species in the form of [(AlCl
4)]
−, whereas acidic mixtures obtained by changing the molar ratio to 1:2 contains Al(III) species in the form of [(Al
2Cl
7)]
−. The basic mixture with molar ratio between 1:1 and 1:2 contains both [(Al
2Cl
7)]
− and [(AlCl
4)]
−. Based on the literature, it is reported that chloroaluminate ILs are widely used for Al deposition since they have rich Al(III) reducible species; [Al
2Cl
7]
−, which is considered to be the electro-active species and will be reduced as per the following Equation
Since acidic mixtures with molar ratio of 1:2 contain predominantly high number of [(Al
2Cl
7)]
− species, it becomes obvious that they contain a relatively high amount of Al(III) reducible species. So, deposition in acidic mixtures would be the preferred choice for Al deposition in chloroaluminate ILs to neutral, basic mixtures. Another distinct feature of Al deposition from chloroaluminate ionic liquids is the type of deposit in terms of size, structure, and shape. Deposition of Al and Al-based alloys from first-generation chloroaluminate ILs such as [EMIm][Cl]–AlCl
3 and other imidazolium chloride-based ILs with different substituents are very attractive owing to their low (i) melting point, (ii) viscosity, (iii) vapor pressure over a broad range of compositions, with sufficiently wide electrochemical window, good intrinsic electrical conductivity, and a low vapor pressure [
46]. Jiang et al. [
47,
48] studied the nucleation mechanism during Al electrodeposition, in relation to surface morphological features of Al on tungsten, aluminum electrodes employing [EMIm][Cl]–AlCl
3 as the IL. The Al electrodeposits obtained on the substrates were not only dense but also adherent with complete coverage. It was concluded that the electrodeposition of Al from [EMIm][Cl]–AlCl
3-based IL is a three electron reduction process [
49] with the following chemical reactions
Besides the deposition mechanism, the dissolution was also studied, and the results demonstrated that the Al deposits underwent a corrosion process gradually indicative of unstable nature of the deposit, and complicated kinetics signifying the effect of impurities. So far, most of the deposition of Al was carried out mainly employing the simplest chloroaluminate IL systems listed in
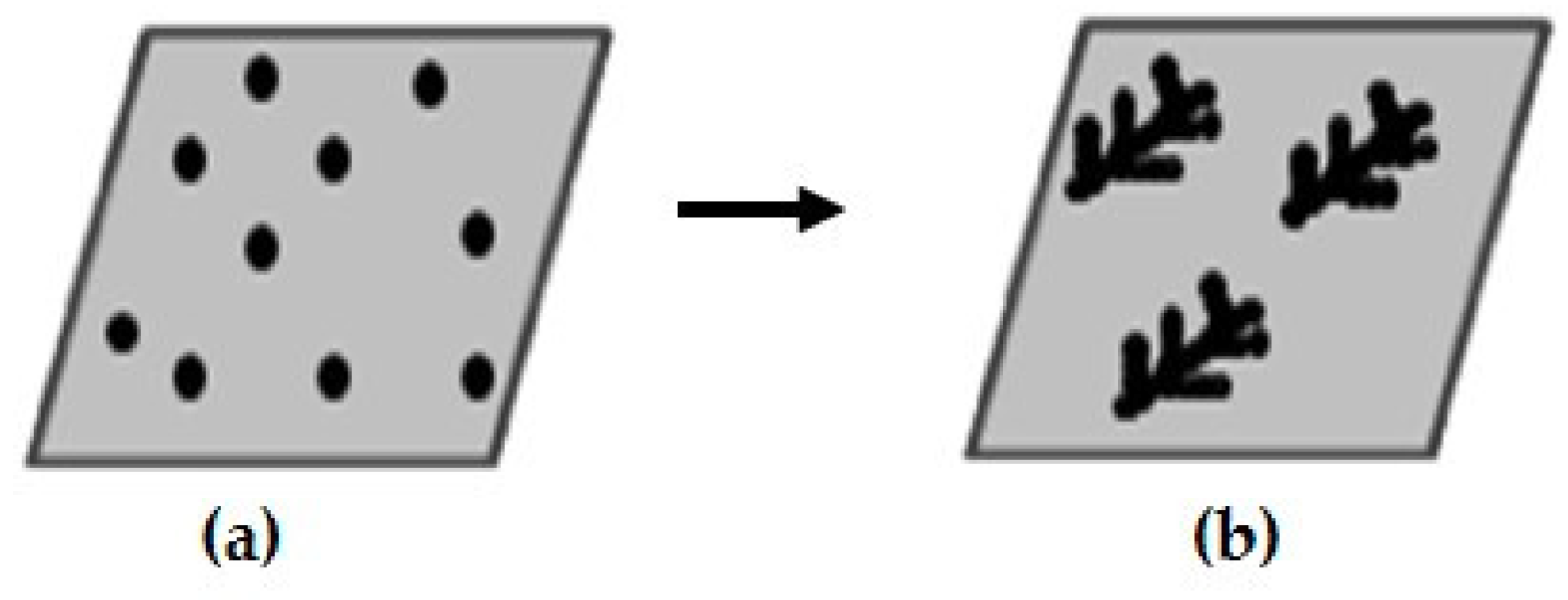
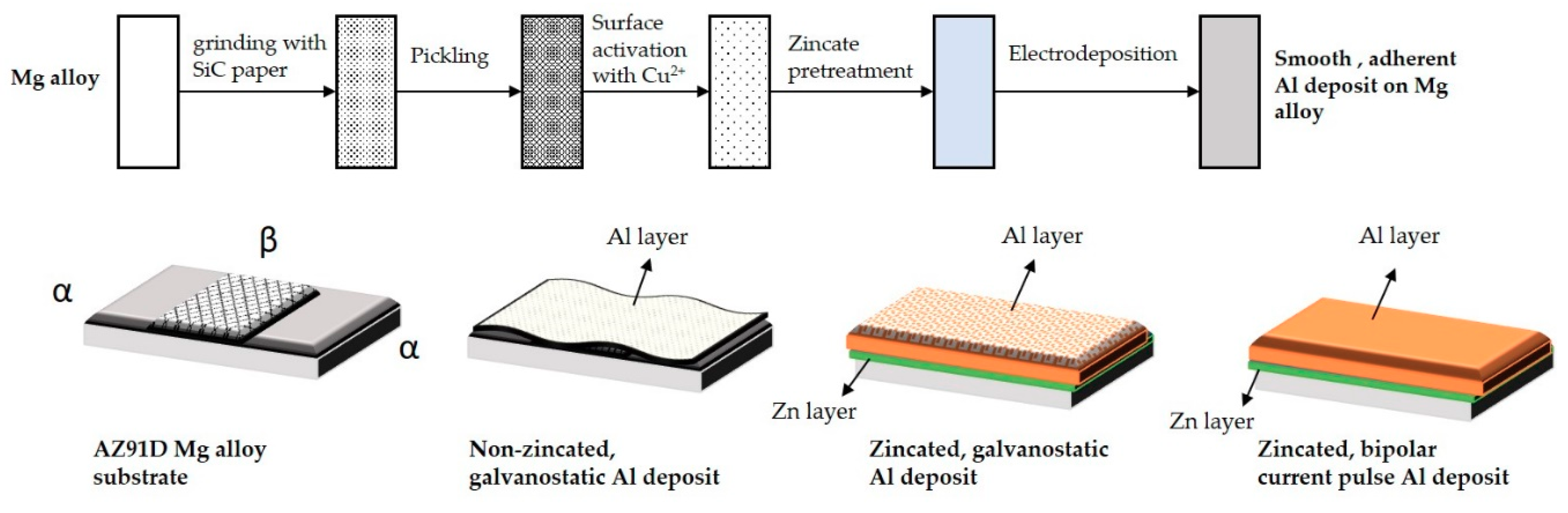
Table 3 and resulted in a good deposition. Though there were many reports published on successfully electrodepositing aluminum using ILs, most of them have focused on chloroaluminate-based ILs. One of the distinctive features of the chloroaluminate-based IL systems is that electrochemical reduction of Al on the substrate occurs via Equation (1) at 100% coulombic efficiency. Also, deposition of Al under galvanostatic conditions influences the morphological features of Al deposit significantly and is represented by the general schematic, as shown in
Figure 1. When current densities ≤40 mA cm
−2 are applied while employing the chloroaluminate-based IL systems during the deposition of Al, dense, and crystalline deposits are formed [
25]. On increasing the current density beyond 40 mA cm
−2, dendritic Al deposits are observed on the cathode surface. Change in the Lewis acidity due to the depletion of reducible [(Al
2Cl
7)]
− species at the surface of the cathode during the deposition at high current densities, was shown to the responsible factor related to the morphological changes of the Al deposit.
However, chloroaluminate ILs suffer from high hygroscopicity and needs to be handled in an inert gas environment. For instance, a closed system filled with an inert gas such as a glove box is required for carrying out the electrodeposition of Al on a larger scale. Deploying such a system complicates the process, increase additional costs, and hinders its extensive applications in industry sectors such as automotive, aerospace. Bakkar et al. [
52] presented a new methodology of electrodepositing aluminum in an open-air environment on low carbon steel substrate by covering the previously prepared [EMIm][Cl]–AlCl
3-based IL mixture with a non-water-absorbable layer of an organic compound: decane, formed above the surface of the IL as a protective insulating layer against air and moisture. Decane was identified to be stable and unreactive with the IL mixture. Also, an insulated layer is reported to be formed above the surface of the IL mixture. Comparison of the voltammograms of the low carbon steel substrate in [EMIm][Cl]–AlCl
3 showed the same characteristics when conducted inside and outside glove box, indicating the stability of the bath against air and moisture. Also, properties of the Al deposit such as adhesion, resistance against mechanical scratch, and bending were shown to be significantly improved when the deposition was performed in room atmosphere with the addition of decane. Such systems lack industrial attention owing to their disadvantage associated with the preparation of IL system in an inert atmosphere, for instance, argon-filled glove box. Zhang et al. [
53] developed a simple and practical method to electrodeposit Al coatings on Mg alloys such as AZ91D in air from a first-generation IL [BMIm][Cl]–AlCl
3 (1:2) by adding an adsorbent material to the IL system. Al is the preferred choice of metal coating for protecting Mg alloys as it has certain advantages such as (i) no significant change in the overall density due to their light weight, (ii) good corrosion resistance as they form an intermetallic compound Mg
xAl
y during its deposition on Mg alloy surfaces, which are considered to be a beneficial feature in the aerospace industry [
54]. AZ91 alloy is regarded as the preferrable magnesium alloys as they are castable easily, possess relatively good strength, and corrosion resistance. These alloys are generally formed by die-casting and designated by short codes as per ASTM B 275 standards [
55], which denote the elements present and approximate chemical compositions by weight. AZ91 alloy contains 9% Al, 1% Zn and the rest is magnesium. The advantage with these series of alloys is the presence of Al as the primary alloy element, which contributes to maintaining the recycling of materials effectively. The AZ91D version is superior grade amongst the other alloys in terms of purity containing 9% Al, 1% Zn with very low impurities of nickel, iron, and copper impurity levels. These alloys also exhibit good physical and mechanical properties, better corrosion resistance than the other series of Mg alloys (AZ91A, AZ91B) [
55,
56]. These alloys find application in automotive and a few of the examples include clutch pedal, drive bracket, steering column brackets, oil pan, brake pedal, crankcase, and other automobile parts. Undecane, a water-adsorbent solid material, was added to the [EMIm][Cl]–AlCl
3 mixture, which formed an organic protective layer on the liquid and prevent the IL mixture from moisture and air. The deposition was performed using potentiostatic and galvanostatic methods at −0.67 V (vs. Al wire) and −30.08 mA cm
−2 for 7500 s. Al deposits by galvanostatic approach displayed a continuous and compact structure while the Al deposition using potentiostatic method resulted in the formation of loose and cracked structure. Corrosion test results showed a better protective behavior of Al deposits from the galvanostatic method than with the deposits obtained from potentiostatic mode [
53]. Furthermore, the Al coating obtained by the addition of undecane demonstrated its feasibility at an industrial scale and helped to understand the potential of the proposed method.
2.2. Influence of Cation
ILs formed from an organic cation and an inorganic anion are often complex in nature, whose complexity varies depending on the various combinations formed by different cations, anions, and therefore, the properties (physical, chemical) of such IL systems are dependent on the ions’ structure and composition. By choosing cations and anions appropriately, ILs with desired characteristics can be obtained [
21,
27,
28,
29]. In such context, the role of cation becomes vital during the Al, Al alloys electrodeposition. Although Moustafa [
57] has demonstrated that cations influenced the morphological features of the Al deposited from a variety of triflimide-based ILs, certain understanding on the cations’ role in tailoring the structure properties, the influence of Helmholtz double layer thickness on the final deposit remains unexplored. Large size cations shall lead to an increased asymmetric substitution with their anions and results in a melting point reduction. Since melting points are often characterized by the cation’s size and symmetry and as a result, the role of cation becomes important. Similarly, majority of ILs with low vapor pressure shall facilitate the easy water removal from the liquid to <1 ppm by simple heating under a vacuum. Cations can significantly influence the morphologies of Al deposits when performed in chloroaluminate-based ILs. For instance, Endres et al. [
58] reported the formation of microcrystalline Al deposits from [EMIm][Cl]–AlCl
3 and nanocrystalline Al deposit from [BMPyl][Cl]–AlCl
3-based ILs. Most of the ILs that behave like a fluid at normal room temperatures with low melting points when formed using organic cations, as it is difficult to produce low melting point mixtures using inorganic cations because they possess high charge density. The deposition of Al from chroloraluminate-based ILs depends on the composition of the chloroaluminate and the molar ratio of AlCl
3. Deposition of Al from chloraluminate ILs with different cations is expected to happen with AlCl
3 mole fraction >0.5. Electrodeposition of Al with varying AlCl
3 mole fractions shall lead to crystalline deposits with different grain sizes in the final deposit. One interesting fact when employing such ILs is that, above a certain concentration of AlCl
3, an aluminum-containing IL complex with reducible Al–cationic species is generated in the solution, within the electrochemical potential window of ILs. In such cases, these ILs exhibited different phase behavior with varying molar ratios of AlCl
3 and the IL. For instance, Pulletikurthi et al. [
59] conducted a Al electrodeposition feasibility by adding 1-butylpyrrolidine [BPyl][Cl] to AlCl
3 varying the molar ratio from 1.3:1 to 1:1.3, observed a bi-phasic mixture when the [BPyl][Cl]:AlCl
3 molar ratio is 1:1.3. The lower phase was observed to be a solid thin layer at the bottom and composed mostly of anionic-aluminum species and neutral in nature. The upper clear yellow phase had the organic cation [BMPyl]
+ and the presence of reducible species [(AlCl
4)]
−. Since the electro-active aluminum-containing species [(AlCl
4)]
− that can be reduced to Al, existed only in the upper phase of the [BMPyl][Cl]–AlCl
3 mixture, Al was deposited from the upper phase on copper-based substrates and a uniform thick layer of Al was obtained.
Wang et al. [
39] performed Al deposition employing four types of chloroaluminate-based ILs, which are categorized based on the nature of cation, with copper as the cathodic substrate and are listed in
Table 4 along with their physical property and the current density results. The tabulated results showed that viscosity of [BMIm][Cl]–AlCl
3-based ILs had the lowest value, while the conductivity was highest amongst the four systems studied, followed the order for the viscosity: [BMIm][Cl]–AlCl
3 < [BMPyri][Cl]–AlCl
3 < [BMPyl][Cl]–AlCl
3 < [TMPA][Cl]–AlCl
3. Comparison of electrical conductivities at two different temperatures: 30 °C, 60 °C reveal that the values followed the order of sequence: [BMIm][Cl]–AlCl
3 > [BMPyri][Cl]–AlCl
3 > [BMPyl][Cl]–AlCl
3 > [TMPA][Cl]–AlCl
3. While Raman results showed that [(Al
2Cl
7)]
− were the main anionic species for all the systems studied, reduction current was found to be highest for the Al deposition from [BMIm][Cl]–AlCl
3 amongst them, when studied using cyclic voltammogram results. Also, by comparison of current density range values at different temperatures: 30 °C, 60 °C, it can be observed that [BMIm][Cl]–AlCl
3 exhibited the widest working current density range [3–15 mA cm
−2] that can be employed to obtain a uniform and smooth Al deposits amongst the four IL systems studied by Wang et al. [
39]. On the contrary, Al deposition was reported to be observed from [BMPyl]Cl–AlCl
3, [TMPA]Cl–AlCl
3 at a lower temperature (30 °C) due to their lower conductivity, combined with their high viscosity, which reduced ion mobility of the electroactive reducible species towards the cathode. Also, it is interesting to note from
Table 4 that ILs with higher viscosity exhibited lower conductivity at 30 °C. Increasing the temperature to 60 °C lowered the viscosity and increased the conductivity, which significantly enhanced the ion mobility, favoring good Al deposition. Physical characterization results demonstrated that the morphological differences of the deposited Al under galvanostatic conditions are consistent in all the IL systems at different temperatures. Al deposition from [BMIm][Cl]–AlCl
3 resulted in a compact and smooth coating when deposited at constant current density. Also, Karthika et al. [
30] conducted a systematic investigation of the electrodeposition behaviors of Al from [EMIm][Cl]–AlCl
3, [BMIm][Cl]–AlCl
3-based ILs on copper substrates and compared the deposition characteristics, tabulated in
Table 5.
On one hand, Al deposition from [EMIm][Cl]–AlCl
3 IL followed a two-step reduction mechanisms favoring the uniform coating on the surface, while on the other hand, Al deposition from [BMIm]Cl–AlCl
3 IL followed a single-step reduction mechanism and formed more agglomerates than the uniform coating. Also, [EMIm][Cl]–AlCl
3-based IL exhibited a wider operating current density window than the [BMIm][Cl]–AlCl
3 IL. On comparing the cathodic current efficiency and deposit thickness, it was reported that Al deposit from [EMIm][Cl]–AlCl
3-based IL had a higher thickness in contrast to the [BMIm][Cl]–AlCl
3-based IL when compared at their highest cathodic current efficiencies (97%). At lower current densities, the cathodic current efficiency in the case of [EMIm][Cl]–AlCl
3 was lower and increased on increasing the current density, achieving a maximum of 97% when deposited at 20 mA cm
−2. This was explained from the comparison of voltammograms, which displayed two reduction processes during Al deposition at low current densities: (i) underpotential and (ii) overpotential for the deposition of Al in [EMIm][Cl]–AlCl
3. Varying the current density resulted in an effective utilization of current for overpotential, an increased thickness of the deposit. The results confirmed that the [EMIm][Cl]–AlCl
3-based IL can be employed for the production of aluminum deposit with a high deposition rate. This study has given an understanding that cation not only affect the quality of the deposit but also significantly influences the deposition conditions. Vivegnis et al. [
35] studied the electrodeposition of [TMPA][Cl]-AlCl
3 on carbon steel substrates (DC01 Grade) and investigated the influence of nucleation and growth of Al at different temperatures: in the range 25–75 °C under galvanostatic, potentiostatic deposition conditions. The results showed that Al deposition at higher temperatures favored the growth of nuclei irrespective of the deposition method, demonstrating the influence of temperature on deposit growth rather than the evolution of nuclei. Besides, the study also provided an insight on understanding the relation between the viscosity of the ILs and their influence on the mass transport. Al deposited at 25 °C under galvanostatic conditions displayed a good metallic crystalline coating with complete coverage. Though there are significant reports on the deposition of Al from first-generation chloroaluminate ILs, their hygroscopic nature requiring handling under inert gas environment hinders their commercialization. To overcome the challenges, air and water-stable-based ionic liquids also known as second-generation ILs, were introduced as an electrolyte media for the deposition of Al on different industrially used substrates. The advantages of these ILs over chloroaluminates include being less reactive with water, only require simple purification without requiring expensive equipment, and have high ease in drying the mixtures with low water content [
26,
27], demonstrating their feasibility in the field of electroplating for aerospace, automotive applications.
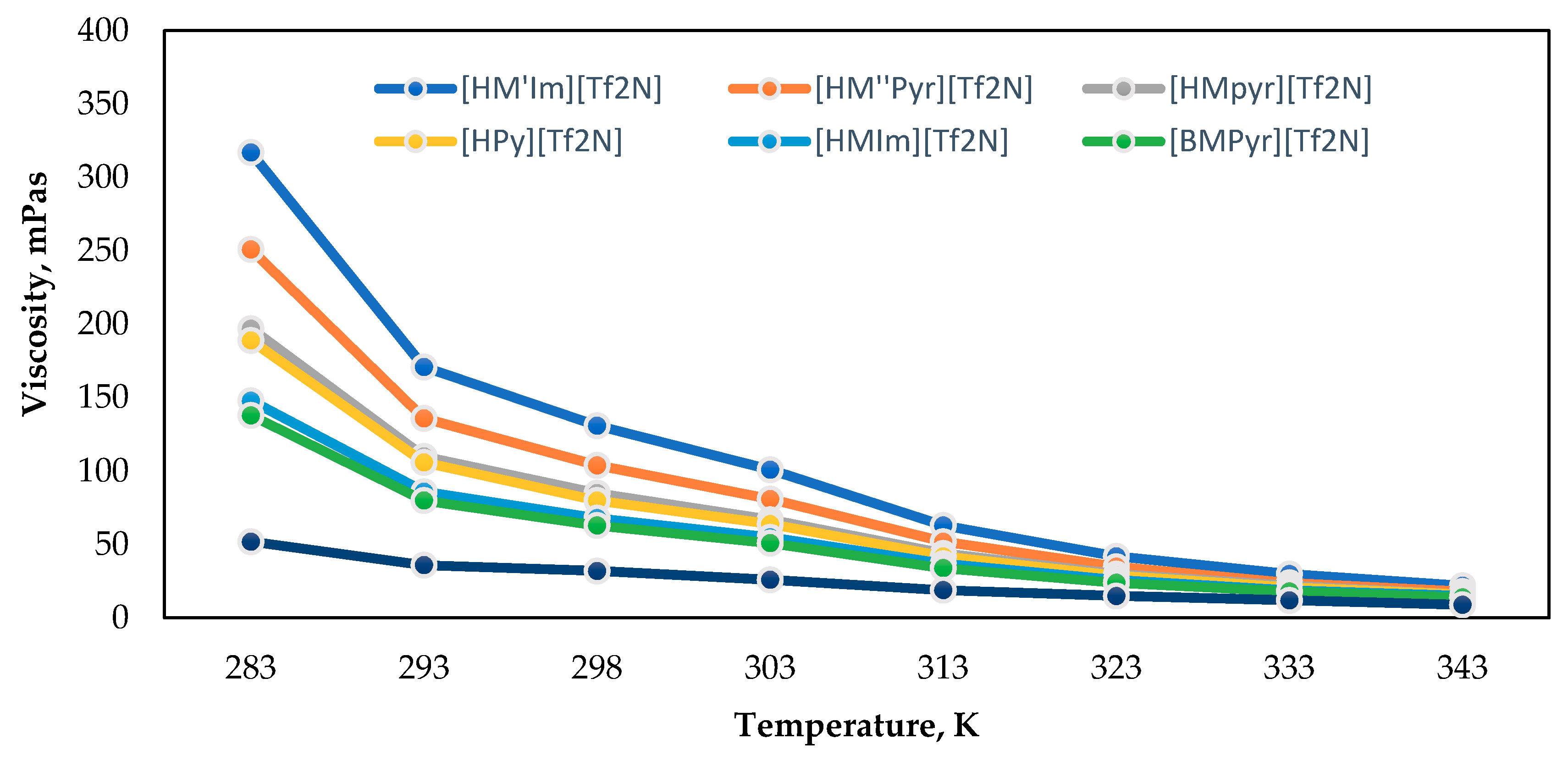
The viscosity and conductivity are influenced by the cations’ (i) size (or) chain length, (ii) structure as these properties regulate the mass transportation of metal ionic species to the cathode surface.
Figure 2 shows the influence of viscosity of commonly used water and air-stable ILs, plotted with different cationic chain lengths based on the literature data obtained from [
40] with [Tf
2N]
− as the common anion. As can be seen from the figure, these ILs differ in their cationic chain length and viscosity at different temperatures (data provide for the temperature range 283–343 K or (10–70 °C). The viscosity values displayed an increasing trend with increasing cationic chain length and a decreasing order with an increase in temperature. When deposition of Al is performed using different alkyl cationic chain lengths, cations that are adsorbed at the cathode surface shall influence the double layer structure at the deposition potential, control the quality of the Al deposit. Viscosity plays an important role in controlling the mass transport of the metal ion species. A decrease in viscosity can enhance the mass transportation of the reducible species to the electrode surface and also favor the conductivity, thereby improving the deposit quality. Also, employing different cations for the electrodeposition of Al shall not only alter the morphological features but also result in different grain sizes in the deposit. The length of the alkyl cations in ionic liquid shall influence the crystallinity (micro/nano) of the Al deposits, while the cationic decomposition of such ionic liquids can also alter the grain size of the deposit and morphology. To get more insight into the processes, it is important to study the influence of cationic species of the IL on the electrodeposition behavior of Al deposit. Few researchers [
37,
57,
58] studied the role of cation on the overall nature of the Al deposit and the cations employed with the same anion are tabulated in
Table 6 along with their physical properties and the concentration ranges used for the deposition of Al. Abedin et al. [
60] demonstrated that Al with different crystalline (micro/nano) nature can be electrodeposited from second-generation air and water-stable ionic liquids with different cations: [BMPyl]
+, [EMIm]
+, and [P
14,6,6,6]
+ and [Tf
2N]
− was chosen as the common anion. Al deposited from [BMPyl][Tf
2N]–AlCl
3 displayed a fine adherent deposit with nanocrystalline nature while Al from [EMIm][Tf
2N]–AlCl
3 showed a coarse, micro-crystalline Al deposit with cubic–shape. Fomin et al. [
37] performed the Al deposition from four different air and water-stable ILs with four different cations: [HMIm]
+; [HMPyl]
+, [OMPyl]
+ and [PMPyl]
+, which had the same anion, [Tf
2N]
−. The study focused on the influence of ILs’ cationic chain length on the electrochemical and phase behavior on the nature of Al deposit. These ILs were different in terms of their physical, chemical properties, molecular structure, and the anions’ interaction with their cations in respective ILs. Comparison of the surface morphology of Al coatings deposited under galvanostatic conditions at a given temperature in terms of grain size showed that it followed a decreasing trend in the grain size with the increase of current density, but an increased trend with an increasing temperature. Since the only difference amongst the ILs employed are the cations, it can be interpreted that cations play a critical role not only in controlling the properties of the ILs but also in producing different quality when deposited under similar conditions. Density functional theory (DFT) calculations reported by [
39,
51,
61], demonstrated that ILs prepared with different cations and same anion were different in their properties, which could be ascribed to their different molecular structure and anions’ interaction with their cations in the ILs. While imidazolium-based cations exhibited superior fluidity and conductivity, pyrrolidinium cations showed a good interaction strength to the substrate. As can be seen from
Table 6, the ILs represent different cations with the same anion [Tf
2N]
− and different physical properties and are reported to be some of the most commonly used air and stable ILs employed for the deposition of Al. One interesting feature with these ILs is that they exhibited a biphasic behavior when mixed with AlCl
3 in their respective concentration ranges, as mentioned in
Table 6, except [P
14,6,6,6]
+. Also, [BMPyl][Tf
2N] and [EMIm][Tf
2N]-based ILs became monophasic at ≥80 °C. When Al deposition was performed from [P
14,6,6,6][Tf
2N]–AlCl
3 at room temperature, nanocrystalline Al with a particle size of ~20 nm and mirror like appearance were obtained. Higher temperatures of 150 °C resulted in a higher grain size up to 35 nm, demonstrating that crystal size is influenced by the deposition temperature, which increased with an increase in temperature. Similarly, deposition from the upper phase of the [BMPyl][Tf
2N]/[EMIm][Tf
2N]–AlCl
3, biphasic IL mixture, resulted in the formation of nanocrystalline and microcrystalline Al. Well-adhering thick Al deposits were reported to be obtained when deposition is performed from the upper phase of [PMPyl][Tf
2N]–AlCl
3 and [HMPyl][Tf
2N]–AlCl
3 biphasic IL mixtures at temperatures higher than 100 °C. The biphasic behavior of IL mixtures: [BMPyl][Tf
2N] and [EMIm][Tf
2N] with AlCl
3 has been studied by Eiden et al. [
62]. These ILs were demonstrated to be formed from two phases when higher concentrations of AlCl
3 are added to them. Initial addition of AlCl
3 to these ILs lead to the formation of complexes with [Tf
2N]
−, [AlCl
x(Tf
2N)
y]
−, which subsequently resulted in the formation of Al(Tf
2N)
3 and [(AlCl
4)]
− via the complex disproportionation mechanism. While [BMPyl][Tf
2N]–AlCl
3 exhibited a biphasic behavior at a concentration of 1.6 mol L
−1, it was 2.5 mol L
−1 for the EMIm][Tf
2N] –AlCl
3 system. The species Al(Tf
2N)
3 was reported to be present in the lower phase while the upper phase consisted of [(AlCl
4)]
− ions as the major species. In addition, a mixed species (AlCl
x[Tf
2N]
y)
− formed at the boundary between (Al[Tf
2N]
3) and [AlCl
4]
− was demonstrated to be a critical interface at which Al deposition occurred. Liu et al. [
63] demonstrated the possibility of electrodepositing nanocrystalline Al at room temperature without any additives from second-generation [EMIm][Tf
2N]–AlCl
3 and first-generation [EMIm][Cl]–AlCl
3 while employing different anions.
[EMIm][Tf
2N] exhibited a biphasic behavior, while [EMIm][Cl]–AlCl
3 exhibited monophasic behavior. It was demonstrated that the morphology of the Al deposited from these ILs can be transformed from micro-crystalline to nanocrystalline through ionic liquid decomposition followed by deposition. ILs were subjected to a controlled cationic decomposition by performing the Al deposition at different current density ranges and these ILs with a certain percentage of decomposition are then employed for potentiostatic deposition at −0.4 to −0.45 V (vs. Al/Al(III)). Electrochemical results demonstrated that the upper phase of the bi-phasic ILs [EMIm][Tf
2N]–AlCl
3; and monophasic [EMIm][Cl]–AlCl
3 underwent IL decomposition at higher current densities: 10 mA cm
−2 for the [EMIm][Tf
2N]–AlCl
3; 50 mA cm
−2 for [EMIm][Cl]–AlCl
3. The significant color change was observed evidencing the IL decomposition and Al deposited using constant potential (−0.4 to −0.45 V) employing the ILs containing the decomposition products resulted in the formation of nanocrystalline morphology for both the cases. The studies also suggested that the cathodic decomposition of the imidazolium cations to a certain extent shall contribute to crystal refinement and favored the formation of nanocrystalline Al deposit. It was shown that the decomposition products beyond a threshold value of 0.2% in [EMIm][Tf
2N]–AlCl
3 and 1.3% in [EMIm][Cl]–AlCl
3 could act like a crystal size refiner. These results confirmed that decomposition products of imidazolium ion altered the crystallinity of the deposit but the anions were not shown to be having any significant impact on the physical characteristics of the Al deposit. These deposits contained only fine nanocrystallites.
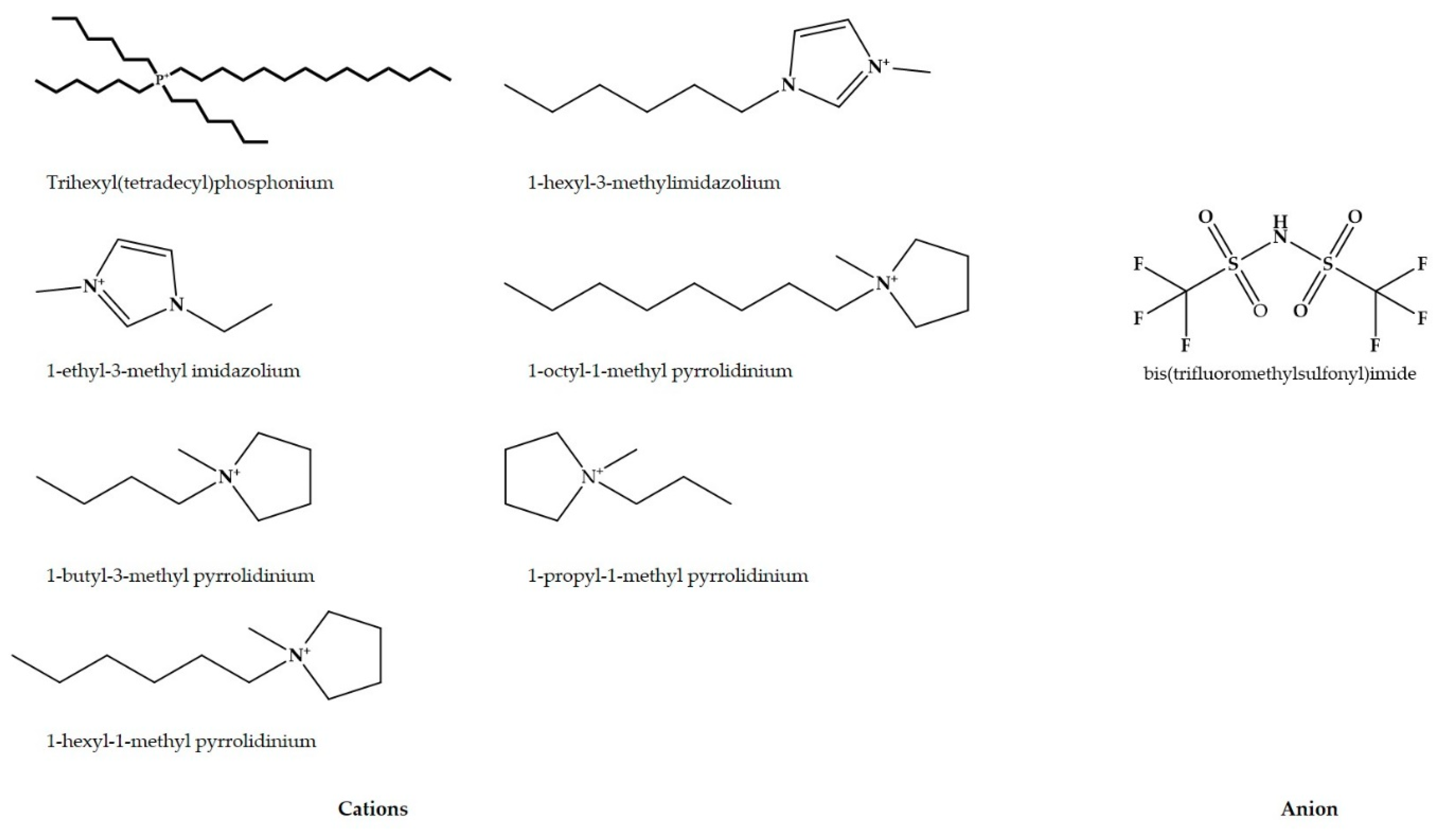
Figure 3 shows the schematic of the cationic structures and [Tf
2N]
− anion that are used to prepare the commonly used air and water ILs and are employed for the deposition of Al. One problem associated with the biphasic mixtures is the viscosity of the upper phase, which is used for the deposition of Al. For instance, the viscosity values measured from upper phase of the [PMPyl][Tf
2N]–AlCl
3 is reported to be 9000 mPas, which is at least 100 times than the original solution [
37]. Deposition in such an electrolyte is expected to slow down the mass transportation rate of the reducible species to the cathode surface drastically and may result in either a poor deposition or no deposition at all. Therefore, the cation should be carefully chosen while considering the deposition of Al in air and water-stable ILs as they affect the overall deposit behavior.
2.3. Influence of Anion
Anions in ILs play a vital role in tailoring certain physicochemical properties such as viscosity, conductivity when paired with different cations. While cations control melting points, lattice energies of the ILs, anions influence the coordination geometry, cathodic deposition current and nucleation characteristics of the Al deposit, and the reduction potential of either the Al or Al alloy metals to be deposited. Considering the number of ILs that has been introduced with variety of cation–anion arrangements and combinations, it is possible to design the ILs with desired physical, chemical, and electrochemical properties for various applications, including electroplating and cater different industry segments. Reviews by El Abedin and Endres [
64], presented a detailed understanding of this topic. The cation–anion interaction combined with their ability to form an IL shall not only influence the solution properties, transport properties, but also the deposition conditions, electrochemical behavior, deposit properties. Anions can be inorganic (chloride, bromide, fluoride, tetrafluoroborate) or organic ([CF
3SO
3]
−, [Tf
2N]
−); discrete or complexed.
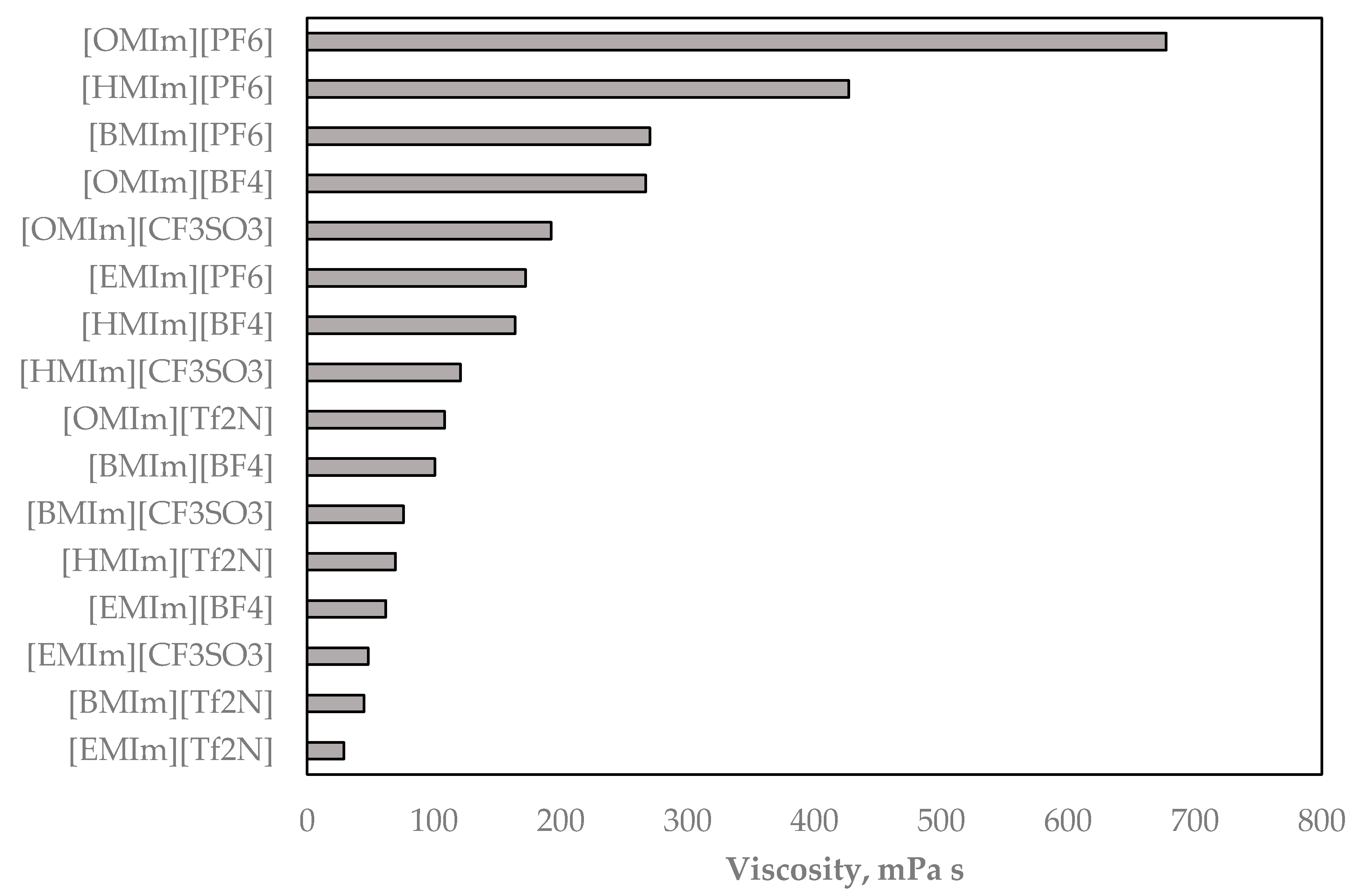
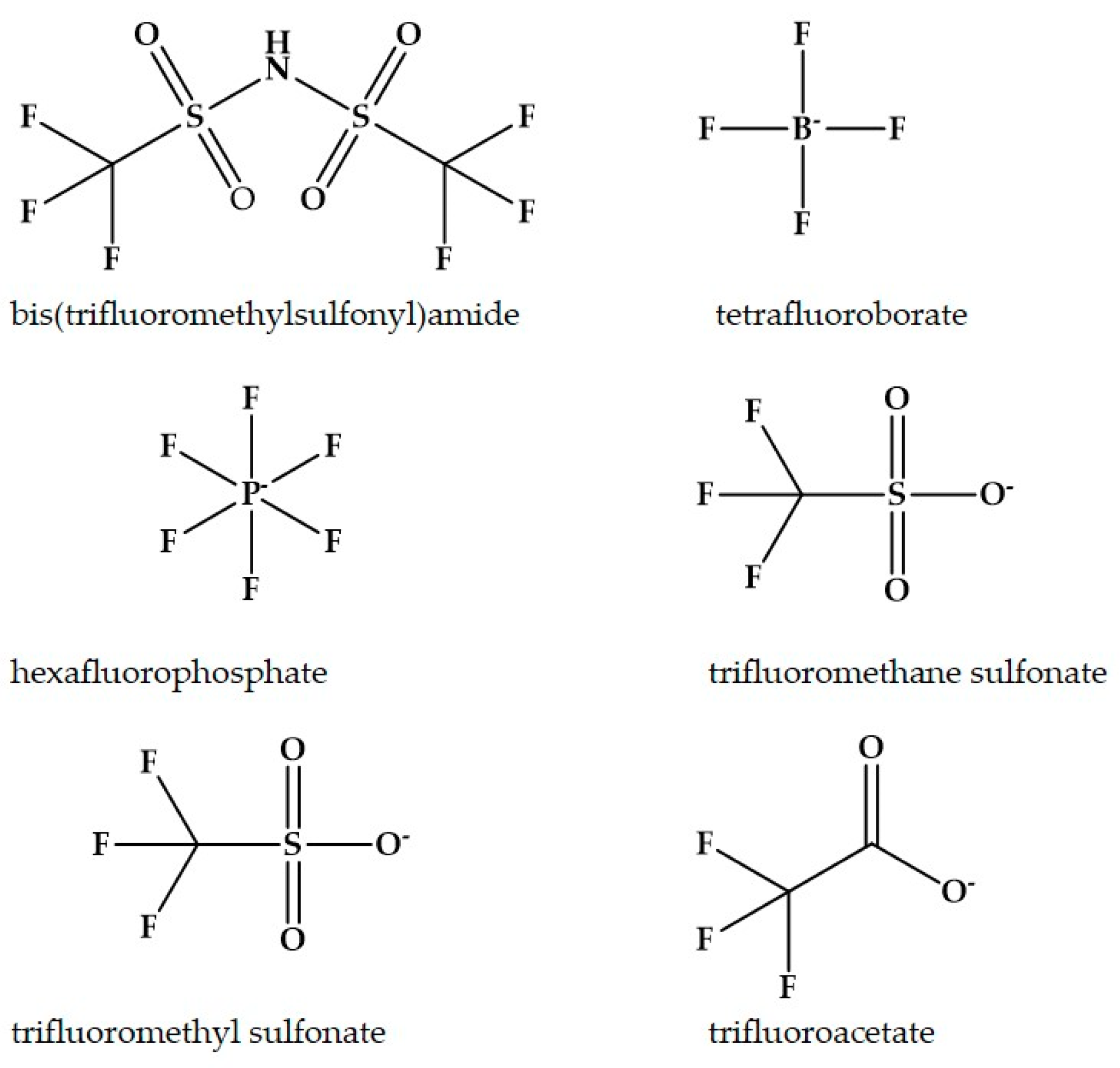
Figure 4 shows the viscosities of various IL systems with different anions commonly used in the deposition of Al at 298 K (25 °C), which were plotted based on the data from [
41,
65] and
Figure 5 show the schematic of the anion structures that are commonly used for preparing ILs. Among them, [Tf
2N]
-, [BF4]
-, [PF
6]
-, [CF
3SO
3]
- are the most commonly employed anions used in the preparation of ILs that are used for the deposition of Al. As can be seen from
Figure 4, the viscosities of ILs follow the order: [PF
6]
− > [BF
4]
− > [CF
3SO
3]
− > [Tf
2N]
− with [Tf
2N]
− being the lowest. This suggests that the presence of [Tf
2N]
− ions shall ease the movement of ions within ILs owing to their excellent charge delocalization behavior when relative to the other anions and facilitate good transport of Al metal ion species to the cathode surface, favor a good deposition.
ILs with highly symmetric or spherical anions such as [BF
4]
−, [PF
6]
−, have significantly high viscosities as can be from
Figure 4, and as a result. they resist the ionic mobility and affect the deposition behavior. For instance, comparison of the viscosities of [BMIm]-based ILs with different anions: [BF
4]
−, [PF
6]
−, [CF
3SO
3]
−, [Tf
2N]
− from
Figure 4 follow the order: [PF
6]
− > [BF
4]
− > [CF
3SO
3]
− > [Tf
2N]
− suggesting that the overall contribution to the viscosity of ionic liquids prepared with different cationic chain lengths is least for the [Tf
2N]
−. Also, their least co-ordinating ability combined with greater flexibility makes [Tf
2N]
− ions the most preferred choice of anions for the ILs that are used for Al deposition. Yang et al. [
66] studied the deposition conditions of Al films on a Ni substrate by electrodeposition from chloroaluminate ILs: [EMIm][Cl]–AlCl
3-based IL with varying AlCl
3 concentrations. The results indicated that the concentration of the IL-based electrolyte had a crucial effect on the structure and morphology of the Al films obtained on the Ni substrate. The surface morphologies obtained with different aluminum concentrations were observed to be distinct, signifying an incremental change in particle size with increasing metal concentration suggesting the influence of metal precursor concentration on the morphological features of the deposited Al film. Besides, deposition potential, temperature, and time were reported to have a significant influence on the morphological structure, and nucleation characteristics of the Al deposit. In recent times, attempts were made in developing a chloroaluminate IL system, which has one type of halide in IL, while the metal salt has a different halide. For instance, Zhang et al. [
67] conducted an electrochemical study on Al deposition in 1:2 [EMIm][Br]–AlCl
3 at room temperature. Electrochemical results from cyclic voltammetry, chronoamperometry, and electrochemical impedance spectroscopy confirmed the deposition of Al from a combination of 2 halides: bromide (from IL), chloride (from metal precursor) was a quasi-reversible process, followed an instantaneous nucleation mechanism and the growth of Al occurred via diffusion-controlled mechanism. However, kinetic complications were reported to be observed during the reaction. Since then, several studies have been performed on dialkyl–imidizolium–AlCl
3-based RTILs with different anions such as Cl
−, [Tf
2N]
− and the obtained highly corrosion-resistant Al deposits. Wang et al. [
32] proposed the possibility of depositing Al from 1–[EMIm][F]–AlCl
3-based IL using copper as the substrate. The AlCl
3–[EMIm][F] ILs were prepared via slow addition of AlCl
3 to [EMIm][F] in a quartz crucible with continuous stirring in an inert glove box environment (filled with Ar). The results demonstrated that the dominant species is [(Al
2Cl
7)]
− similar to [EMIm]/[BMIm][Cl] and electrochemical results confirmed that the reduction of [(Al
2Cl
7)]
− to metallic aluminum in AlCl
3–[EMIm][F] (molar ratio 2.7:1) is an irreversible diffusion-controlled process and it proceeded via a one-step three-electron transfer process similar to dialkyl imidazolium chloride-based ILs: [EMIm][Cl]/[BMIm][Cl]–AlCl
3 reported by Yang et al. [
66], Karthika et al. [
30]. Most of the studies on Al deposition were performed with [Tf
2N]
− anion owing to their thermal stability indicative of higher decomposition temperatures in the range of 500–650 °C. However, most of the anions that are used for the preparation of air and water-stable ILs employed for the deposition of Al are hydrophilic and cannot perfectly overcome the problem of resistance against air and moisture. Though the problem is partly overcome by introducing hydrophobic materials such as undecane as a blanketing film, which can resist air and moisture, it still remains a primary challenge.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}