Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating

Abstract
:1. Introduction
2. Experimental Method
2.1. Test Materials
2.2. Coating Preparation
2.3. Friction and Wear Test
2.4. Microstructure Characterization
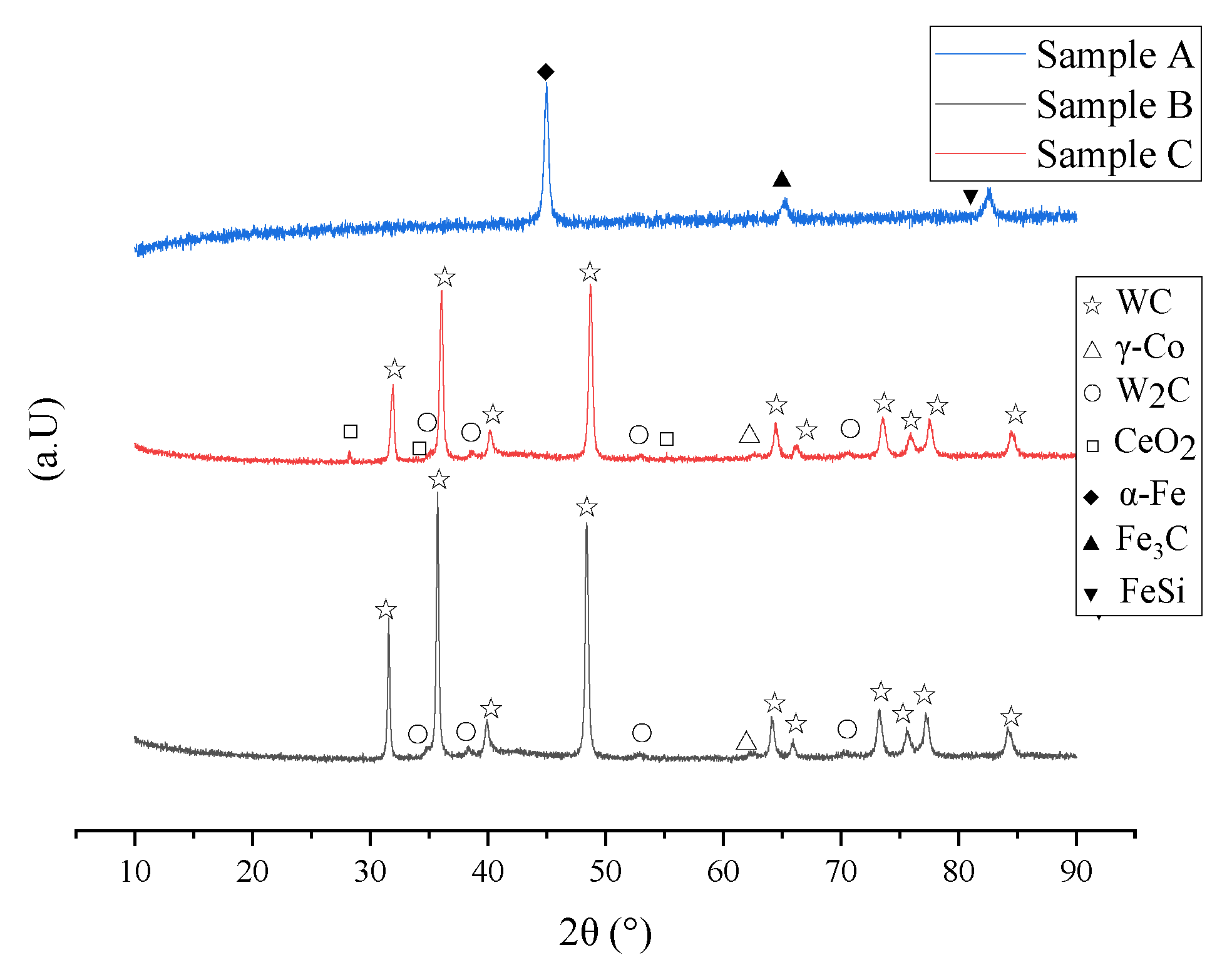
2.5. Phase Composition
3. Results and Discussion
3.1. Coating Characteristics
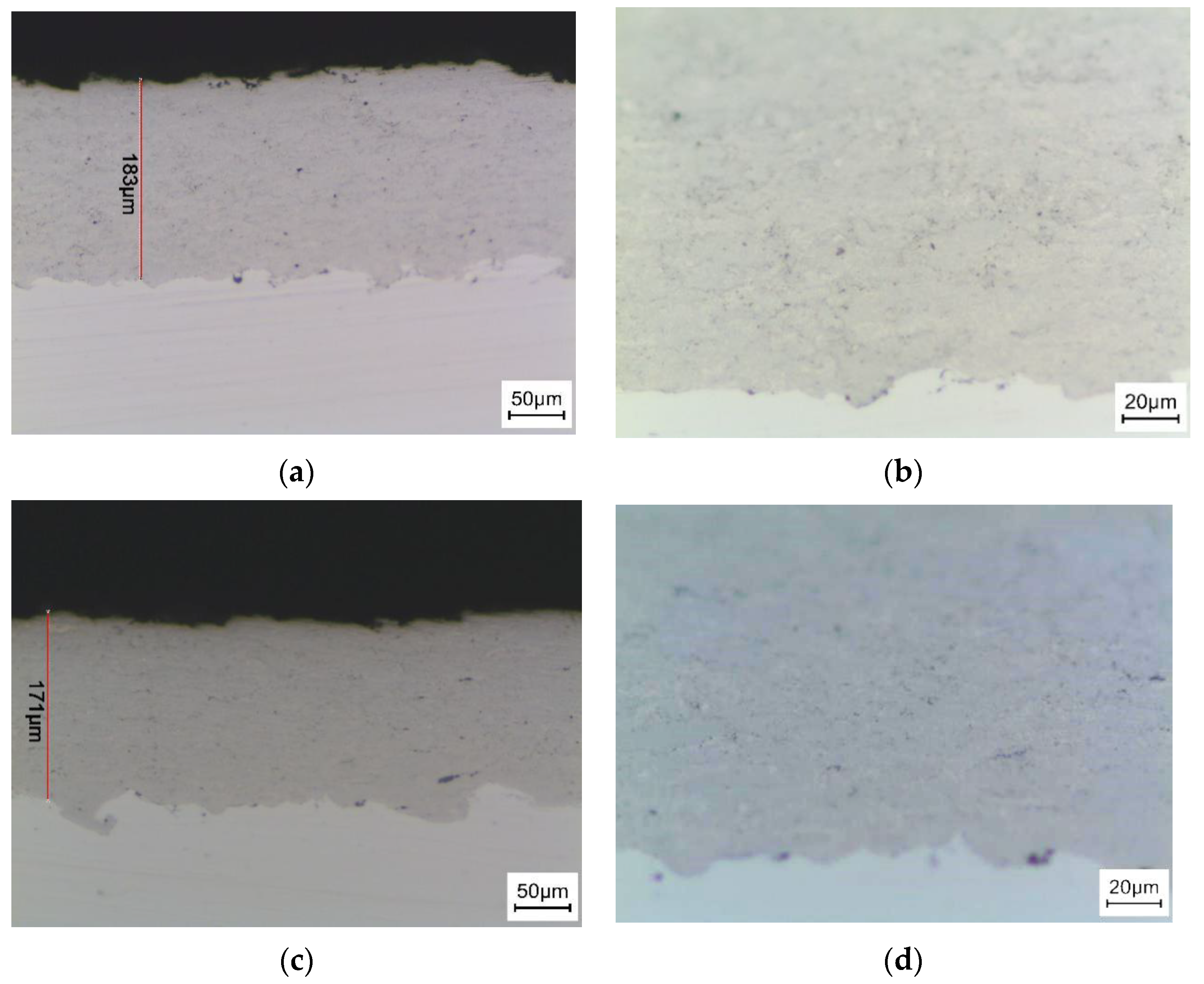
3.1.1. Metallographic Analysis
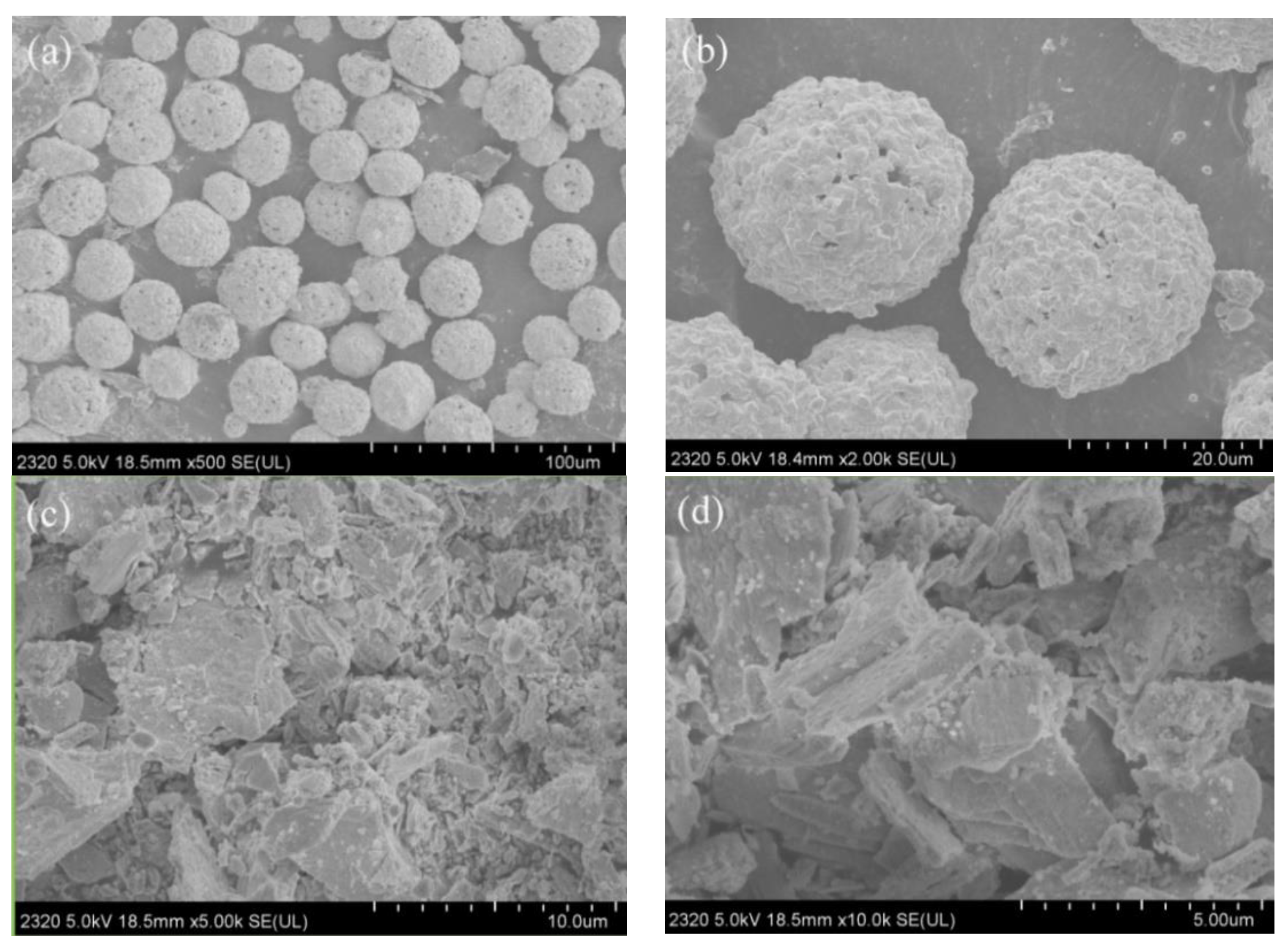
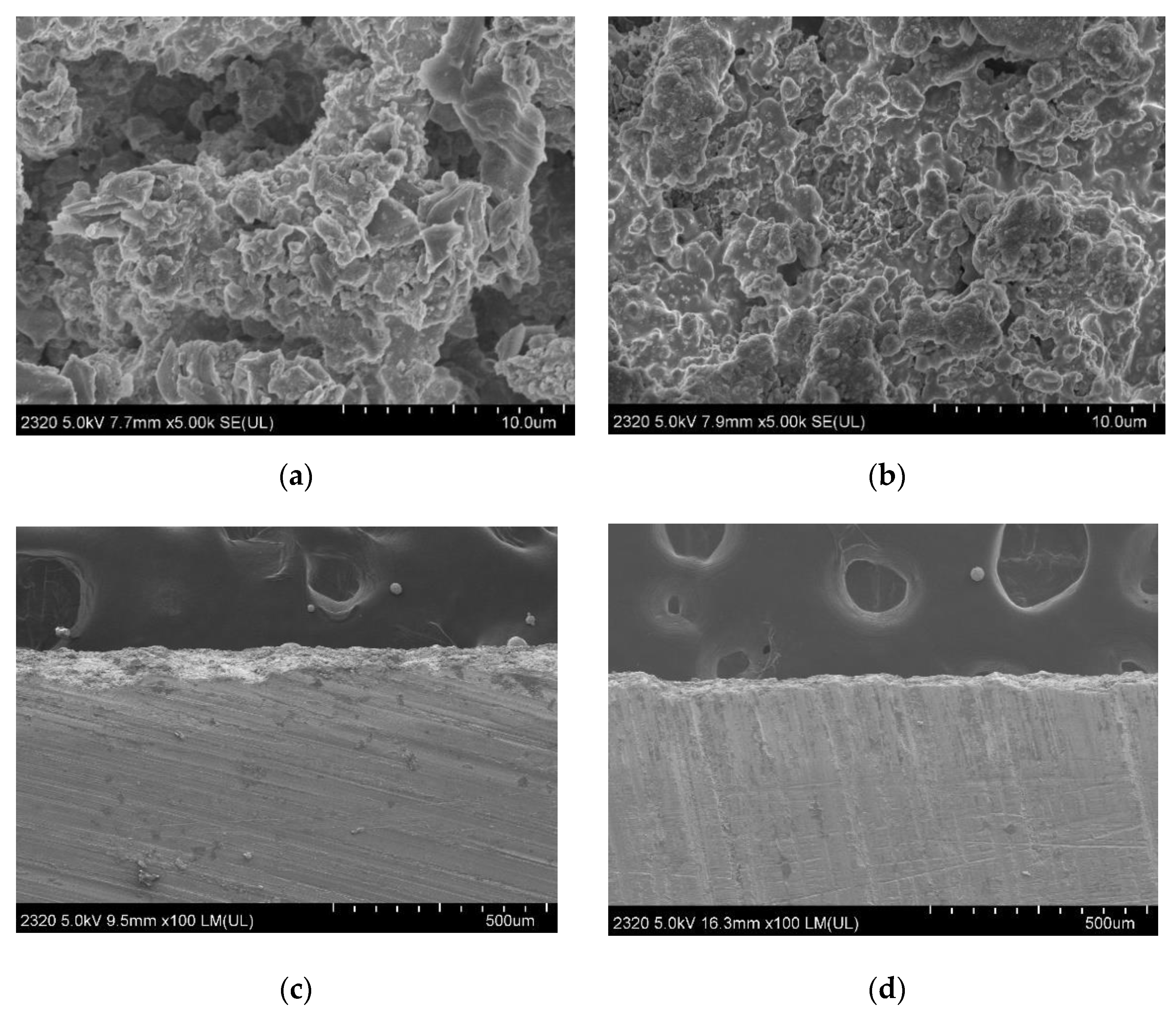
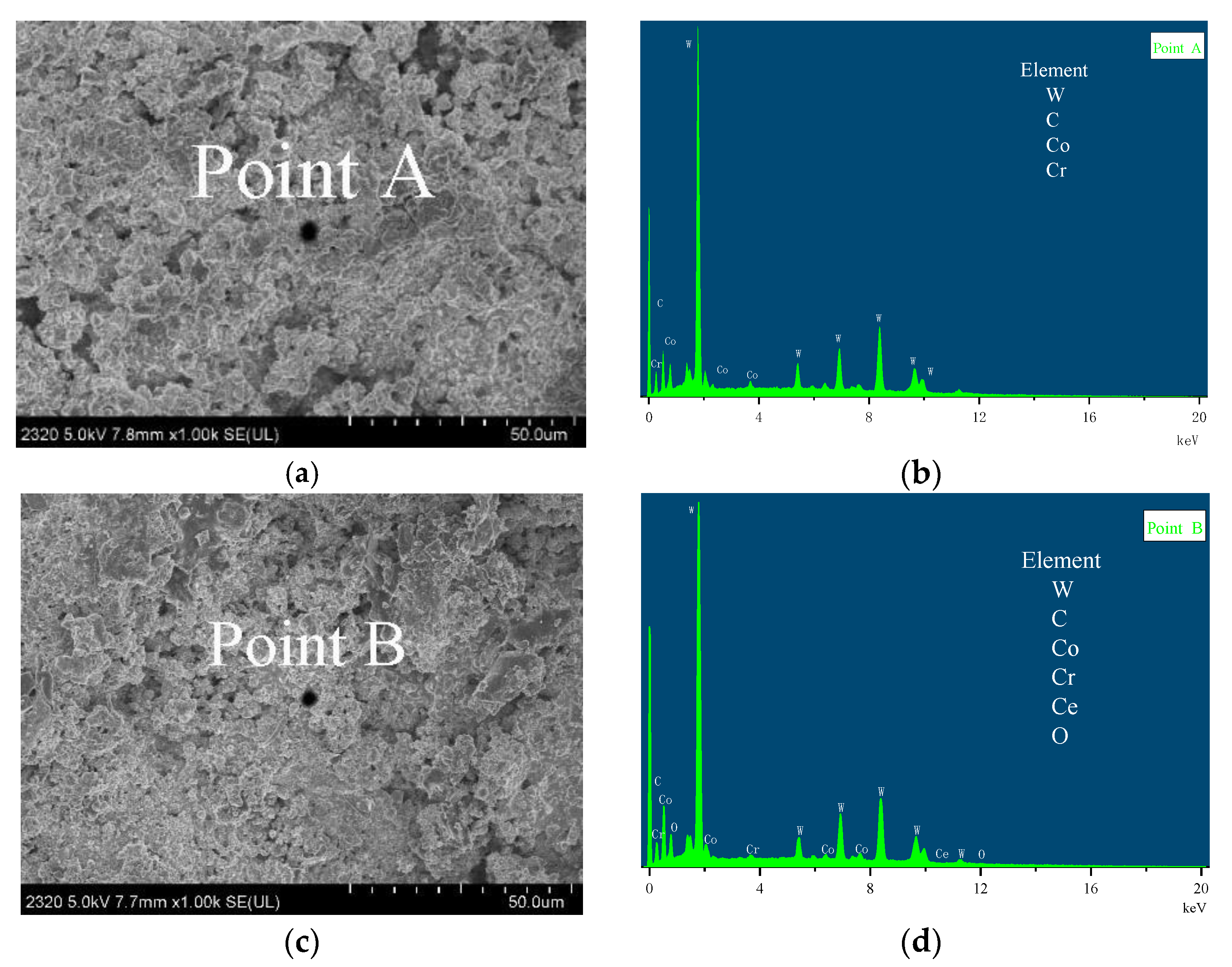
3.1.2. SEM Topography and EDS Analysis
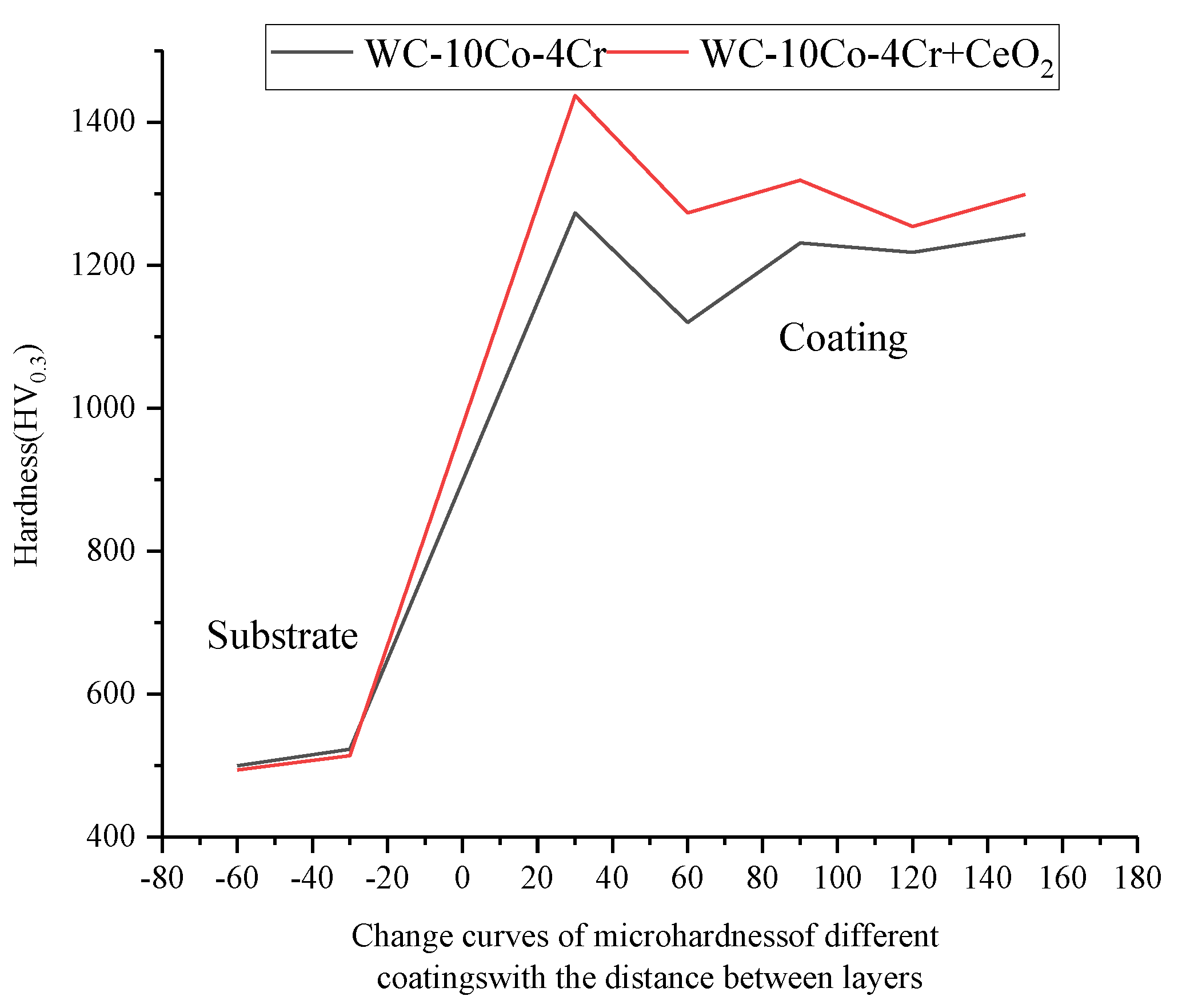
3.1.3. Microhardness and Porosity Analyses
3.2. Tribological Properties of the Coating
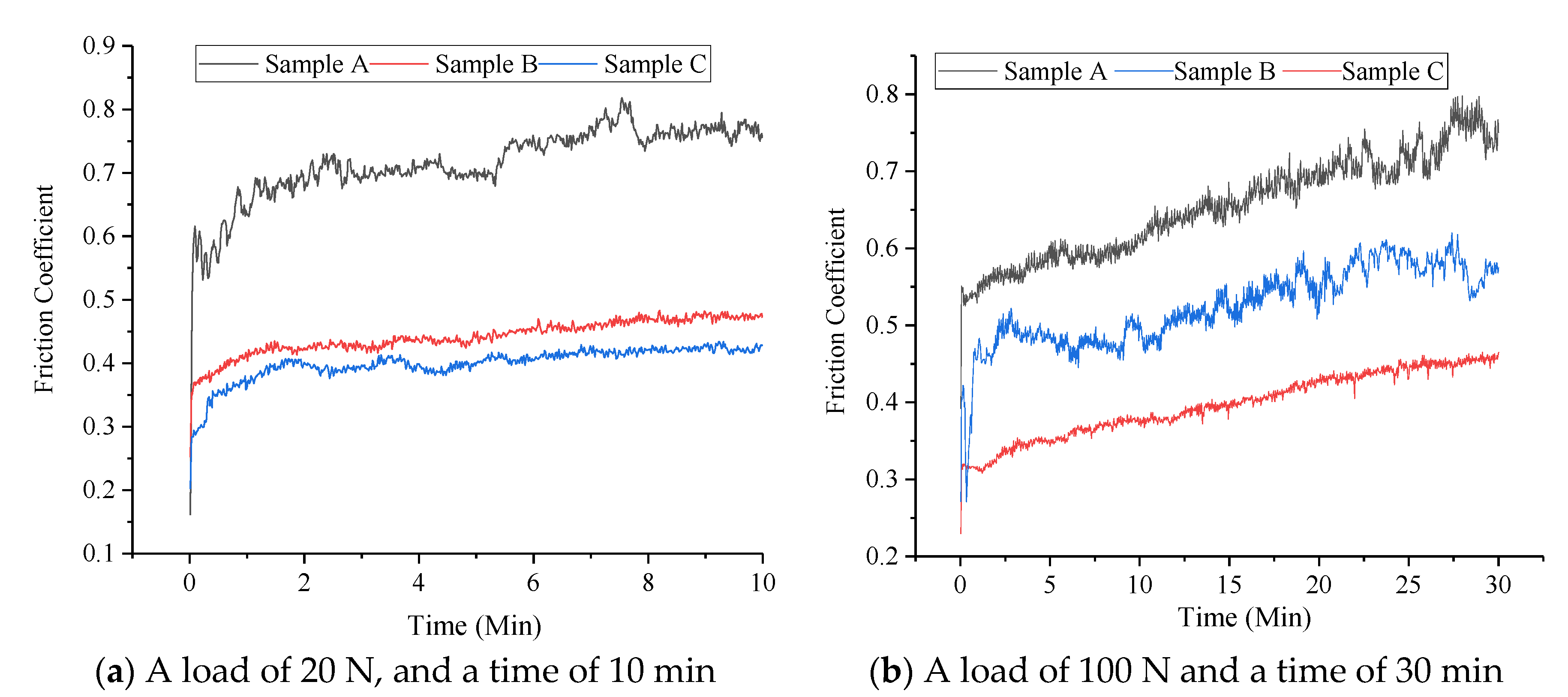
3.2.1. Friction Coefficient
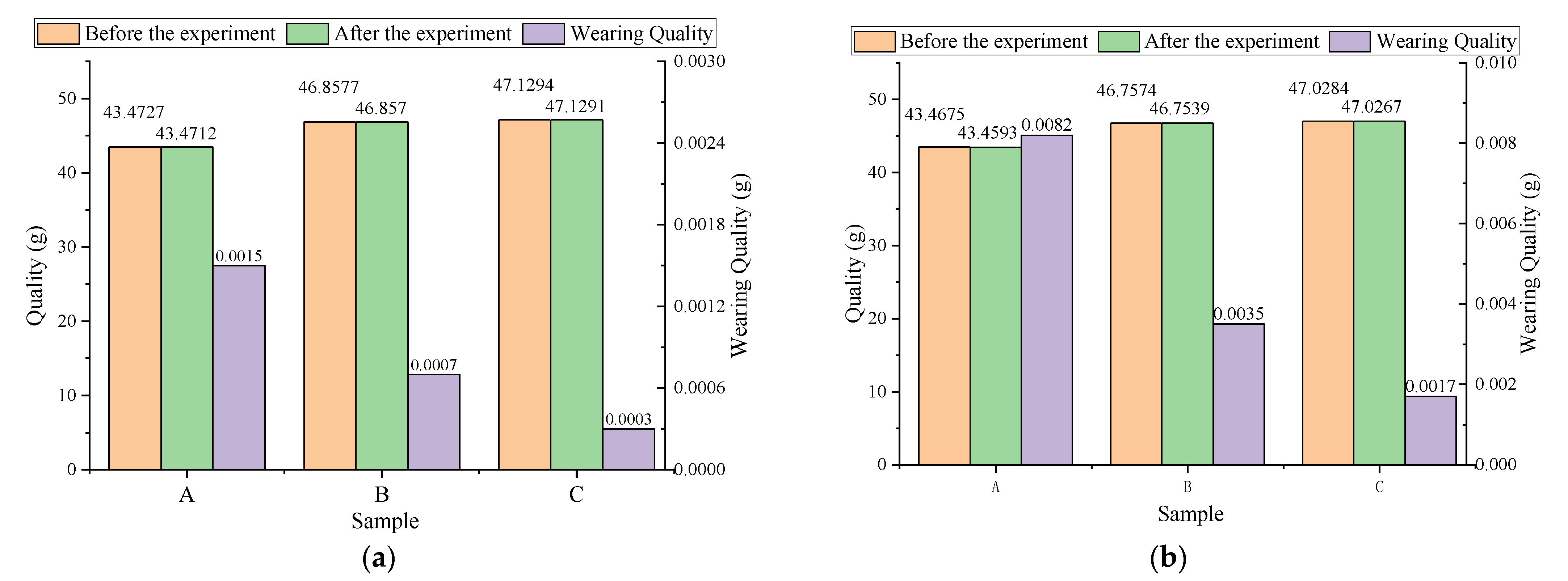
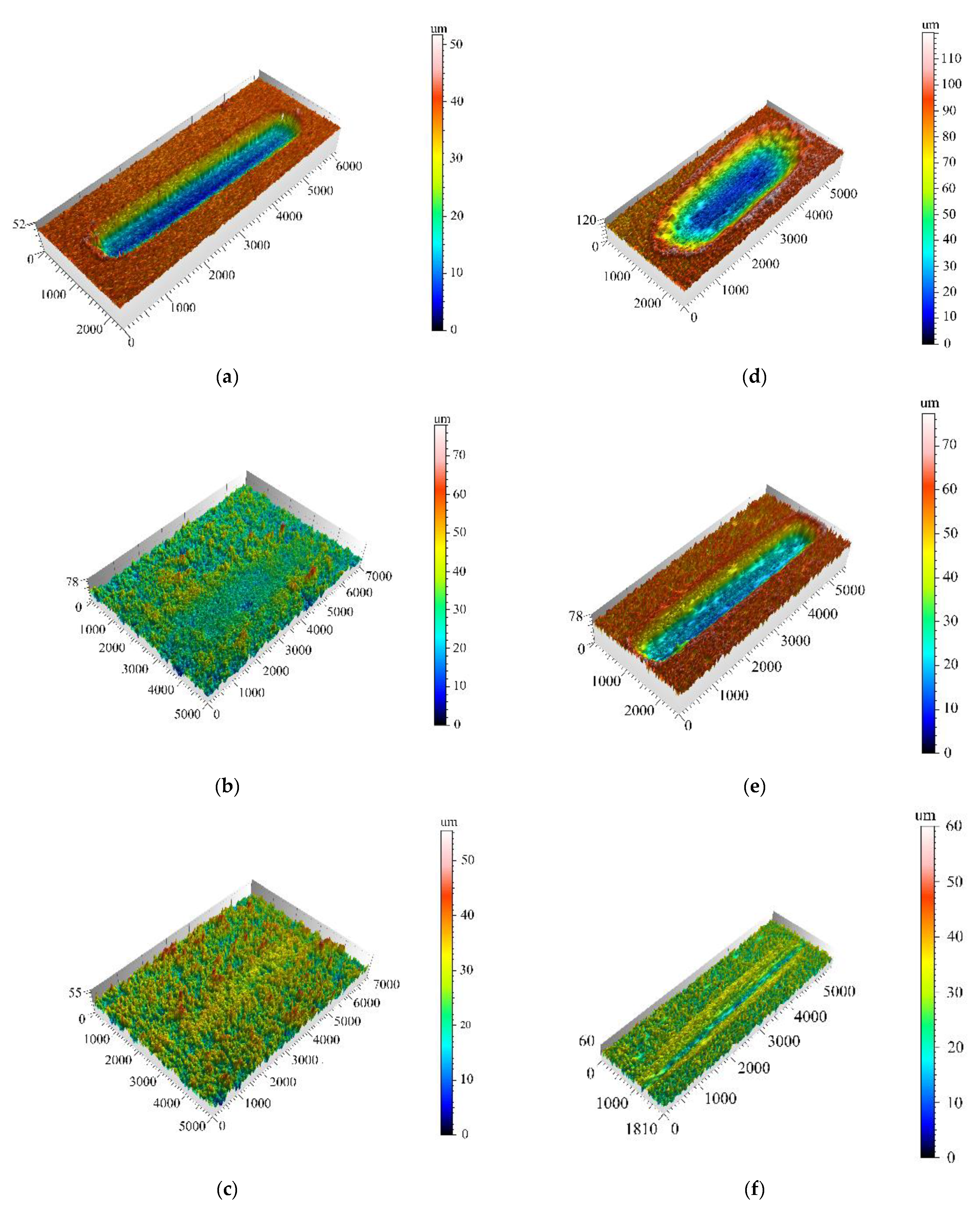
3.2.2. Three-Dimensional Shape Observation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hugo, G.; Cappelli, N.L.; Alejandro, T. Wear of rotary plows operating in a tropical clay loam soil. Eng. Agrícola. 2016, 33, 772–781. [Google Scholar]
- Souza, V.A.D.; Neville, A. Mechanisms and kinetics of WC-CoCr high velocity oxy-fuel thermal spray coating degradation in corrosive environments. J. Therm. Spray Technol. 2006, 15, 106–117. [Google Scholar] [CrossRef]
- Cho, J.E.; Hwang, S.Y.; Kim, K.Y.J.S. Corrosion behavior of thermal sprayed WC cermet coatings having various metallic binders in strong acidic environment. Surf. Coat. Technol. 2006, 200, 2653–2662. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.-M.; Bonetti, M.; Lusvarghi, L. Comparative study of the dry sliding wear behaviour of HVOF-sprayed WC-(W,Cr)2C-Ni and WC-CoCr hardmetal coatings. Wear 2014, 309, 96–111. [Google Scholar] [CrossRef]
- Liu, J.-J.; Cui, Z.-W.; Jia, C.-C. Sliding-wear characteristics of WC-12Co HVOF thermal spraying coatings. Chin. J. Eng. 2015, 37, 1617–1623. [Google Scholar]
- Lekatou, A.; Sioulas, D.; Karantzalis, A.E.; Grimanelis, D. A comparative study on the microstructure and surface property evaluation of coatings produced from nanostructured and conventional WC-Co powders HVOF-sprayed on Al7075. Surf. Coat. Technol. 2015, 276, 539–556. [Google Scholar] [CrossRef]
- Song, B.; Murray, J.W.; Wellman, R.G.; Pala, Z.; Hussain, T. Dry sliding wear behaviour of HVOF thermal sprayed WC-Co–Cr and WC-CrxCy-Ni coatings. Wear 2019, 203114, 442–443. [Google Scholar] [CrossRef]
- Masoumi, H.; Safavi, S.M.; Salehi, M.; Nahvi, S.M. Effect of grinding on the residual stress and adhesion strength of HVOF thermally sprayed WC-10Co-4Cr coating. Adv. Manuf. Process. 2014, 29, 1139–1151. [Google Scholar] [CrossRef]
- Berger, L.M. Application of hardmetals as thermal spray coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 350–364. [Google Scholar] [CrossRef]
- Santana, Y.Y.; Renault, P.O.; Sebastiani, M.; Barbera, J.G.L.; Staia, M.H. Characterization and residual stresses of WC-Co thermally sprayed coatings. Surf. Coat. Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Barber, J.; Mellor, B.G.; Wood, R.J.K. The development of sub-surface damage during high energy solid particle erosion of a thermally sprayed WC-Co–Cr coating. Wear 2005, 259, 125–134. [Google Scholar] [CrossRef]
- Picas, J.A.; Xiong, Y.; Punset, M.; Ajdelsztajn, L.; Forn, A.; Schoenung, J.M. Microstructure and wear resistance of WC-Co by three consolidation processing techniques. Int. J. Refract. Met. Hard Mater. 2009, 27, 344–349. [Google Scholar] [CrossRef]
- Singh, J.; Kumar, S.; Mohapatra, S.K. Tribological analysis of WC-10Co-4Cr and Ni-20Cr2O3 coating on stainless steel 304. Wear 2017, 376, 1105–1111. [Google Scholar] [CrossRef]
- Stewart, D.A.; Shipway, P.H.; Mccartney, D.G. Microstructural evolution in thermally sprayed WC-Co coatings: Comparison between nanocomposite and conventional starting powders. Acta Mater. 2000, 48, 1593–1604. [Google Scholar] [CrossRef]
- Karoonboonyanan, S.; Salokhe, V.M.; Niranatlumpong, P. Wear resistance of thermally sprayed rotary tiller blades. Wear 2007, 263, 604–608. [Google Scholar] [CrossRef]
- Kang, A.S.; Grewal, J.S.; Jain, D.; Kang, S. Wear behavior of thermal spray coatings on rotavator blades. J. Therm. Spray Technol. 2012, 21, 355–359. [Google Scholar] [CrossRef]
- Liu, Y.; Hang, Z.; Chen, H.; Ceng, S.; Gou, G.; Wang, X.; Tu, M.; Wu, X. Erosion-corrosion property of CeO2-modified HVOF WC-Co coating. J. Therm. Spray Technol. 2016, 25, 815–822. [Google Scholar] [CrossRef]
- Rastkar, A.R.; Bloyce, A.; Bell, T. Sliding wear behaviour of two gamma-based titanium aluminides. Wear 2000, 240, 19–26. [Google Scholar] [CrossRef]
- Anqi, W.; Qibin, L.; Shuijie, Q. Influence of yttrium on laser surface alloying organization of 40Cr steel. J. Rare Earths 2011, 29, 1004–1008. [Google Scholar]
- Saladi, S.; Menghani, J.; Prakash, S. Effect of CeO2 on cyclic hot-corrosion behavior of detonation-gun sprayed Cr3C2-NiCr coatings on Ni-based superalloy. J. Mater. Eng. Perform. 2015, 25, 1379. [Google Scholar] [CrossRef]
- Wu, T.; Li, Y.; Liu, G.; Zhao, H.; Wu, B. Effect of Yb2O3 and Tm2O3 on the wear resistance of high-alumina ceramics. Wear 2020, 452, 1–7. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, G.; Zheng, H.; Cao, H.; Liu, X. Dose-dependent effects of CeO2 on microstructure and antibacterial property of plasma-sprayed TiO2 coatings for orthopedic application. J. Therm. Spray Technol. 2015, 24, 401–409. [Google Scholar] [CrossRef]
- Sharma, S.P.; Dwivedi, D.K.; Jain, P.K. Effect of CeO2 addition on the microstructure, hardness, and abrasive wear behaviour of flame-sprayed Ni-based coatings. Wear 2009, 267, 853–859. [Google Scholar] [CrossRef]
- Mahidashti, Z.; Ramezanzadeh, B. Influence of lanthanum as additive and post-treatment on the corrosion protection properties and surface morphology of mild steel chemically treated by a cerium conversion coating. J. Rare Earths 2018, 36, 1112. [Google Scholar] [CrossRef]
- Huang, B.; Qingdan, W.; Xinlong, W. Tribocorrosion behaviors of high velocity oxygen-fuel sprayed WC-10Co-4Cr coatings. Surf. Technol. 2020, 49, 285–293. [Google Scholar]
- Xiangrong, X.; Nachan, H.; Shaomin, Y. Application of rare earth in improvement of high temperature oxidation resistance and corrosion resistance of modification coatings. Heat Treat. Technol. Equip. 2006, 27, 8–12. [Google Scholar]
- Shengbo, C.; Hui, C.; Yan, L. Effect of CeO2 on the corrosion-wear properties of WC-12Co coatings sprayed by HVOF. Therm. Spray Technol. 2015, 7, 13–19. [Google Scholar]
- Zongqiu, H.; Naiyuan, X.; Yan, L. High-temperature oxidation behavior of HVOF-sprayed rare earth-modified WC-12Co coating. Rare Met. 2018. [Google Scholar] [CrossRef]
- Tao, Z.; Xun, C.; Shian, Z. Double effects of corrosion and wear on Ni-based laser cladded coatings. J. Shanghai Jiaotong Univ. 2000, 34, 1626–1630. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Spraying distance/(cm) | 37 |
| Oxygen/(m3·h−1) | 46 |
| Kerosene/(L·h−1) | 23 |
| Powder feeding rate/(g·min−1) | 85 |
| Coating Porosity | Field of View 1 | Field of View 2 | Field of View 3 | Field of View 4 | Field of View 5 |
|---|---|---|---|---|---|
| WC-10Co-4Cr | 0.421% | 0.041% | 0.052% | 0.022% | 0.039% |
| WC-10Co-4Cr+CeO2 | 0.328% | 0.036% | 0.006% | 0.003% | 0.002% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, W.; Ge, Y.; Zhang, L.; Chen, F.; Zheng, Y.; Qi, Z. Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating. Coatings 2021, 11, 24. https://doi.org/10.3390/coatings11010024
Ma W, Ge Y, Zhang L, Chen F, Zheng Y, Qi Z. Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating. Coatings. 2021; 11(1):24. https://doi.org/10.3390/coatings11010024
Chicago/Turabian StyleMa, Wenxiao, Yun Ge, Lixin Zhang, Fei Chen, Yijiang Zheng, and Zhuhui Qi. 2021. "Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating" Coatings 11, no. 1: 24. https://doi.org/10.3390/coatings11010024
APA StyleMa, W., Ge, Y., Zhang, L., Chen, F., Zheng, Y., & Qi, Z. (2021). Study on the Friction Performance of Cerium Oxide on Supersonic Flame-Sprayed WC-10Co-4Cr Coating. Coatings, 11(1), 24. https://doi.org/10.3390/coatings11010024