Laser Dissimilar Joining of Al7075T6 with Glass-Fiber-Reinforced Polyamide Composite


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Joining Materials
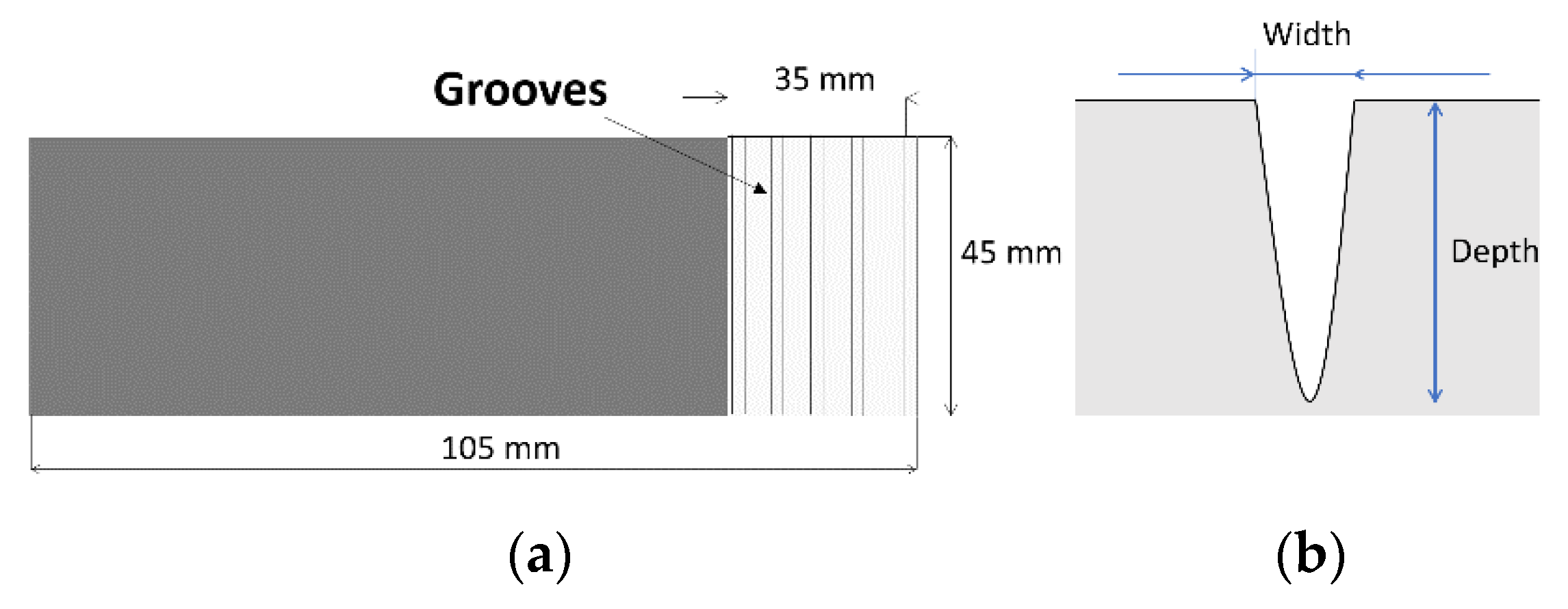
2.2. Laser Texturing
2.3. Scanning Strategy in Joining
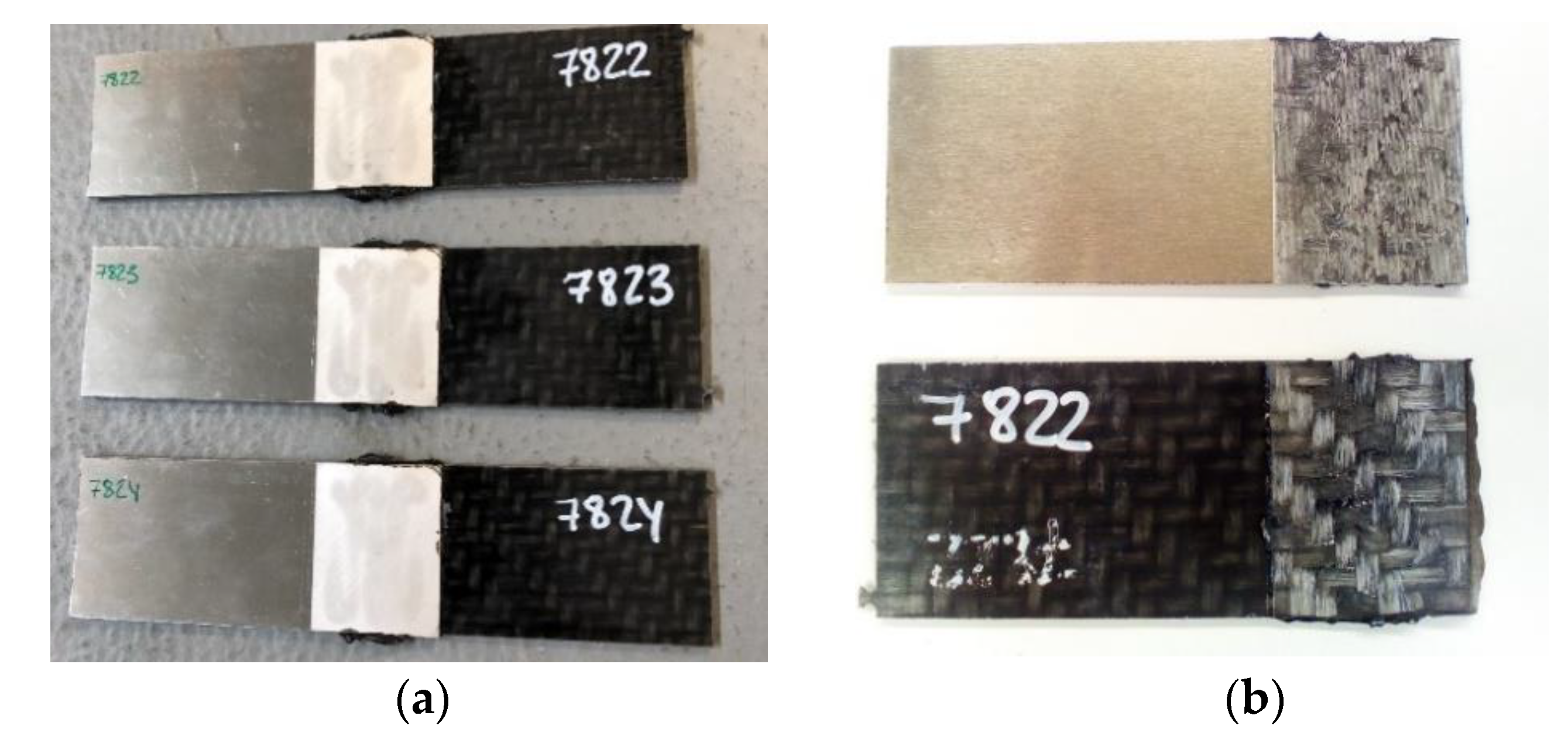
2.4. Laser Direct Joining
3. Results and Discussion
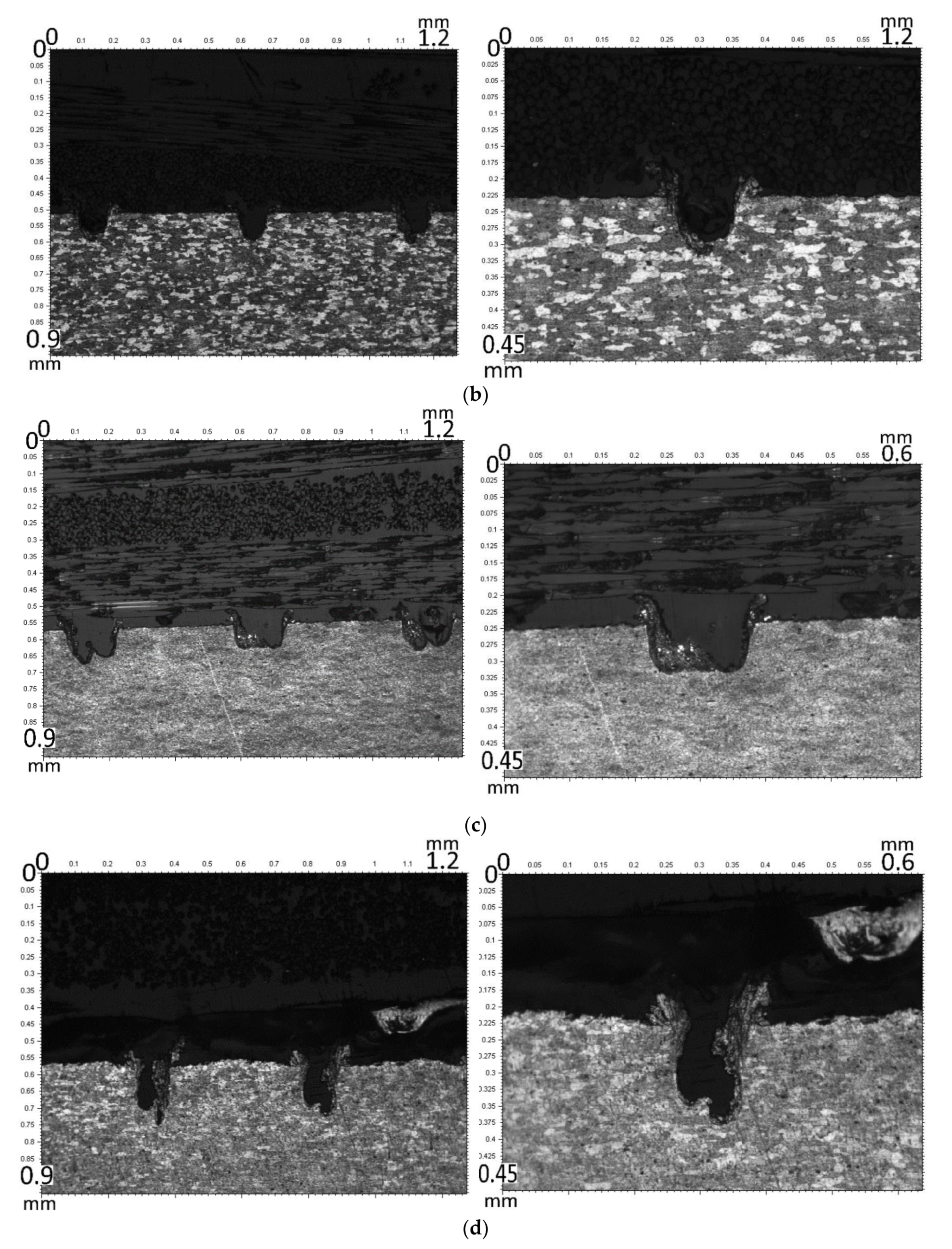
3.1. Laser Texturing
3.2. Laser Direct Joining
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Grujicic, M.; Sellappan, V.; Omar, M.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 2008, 197, 363–373. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Laser direct joining of metal and plastic. Scripta Materialia. 2008, 59, 1247–1250. [Google Scholar] [CrossRef]
- Holtkamp, J.; Roesner, A.; Gillner, A. Advances in hybrid laser joining. Int. J. Adv. Manuf. Technol. 2010, 47, 923–930. [Google Scholar] [CrossRef]
- Fortunato, A.; Cuccolini, G.; Ascari, A.; Orazi, L.; Campana, G.; Tani, G. Hybrid metal–plastic joining by means of laser. Int. J. Mater. Form. 2010, 3, 1131–1134. [Google Scholar] [CrossRef]
- Wang, X.; Pin, L.; Xu, Z.; Song, X.; Liu, H. Laser transmission joint between PET and titanium for biomedical application. J. Mater. Process. Technol. 2010, 210, 1767–1771. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Stambke, M. Potential of laser-manufactured polymer–metal hybrid joints. Phys. Procedia 2012, 39, 84–91. [Google Scholar] [CrossRef]
- Chen, Y.J.; Yue, T.M.; Guo, Z.N. A new laser joining technology for direct-bonding of metals and plastics. Mater. Design 2016, 110, 775–781. [Google Scholar] [CrossRef]
- Chen, Y.J.; Yue, T.M.; Guo, Z.N. Laser joining of metals to plastics with ultrasonic vibration. J. Mater. Process. Technol. 2017, 249, 441–451. [Google Scholar] [CrossRef]
- Yeh, R.-Y.; Hsu, R.-Q. Development of ultrasonic direct joining of thermoplastic to laser structured metal. Int. J. Adhes. Adhes. 2016, 65, 28–32. [Google Scholar] [CrossRef]
- Jung, K.W.; Kawahito, Y.; Takahashi, M.; Katayama, S. Laser direct joining of carbon fiber reinforced plastic to zinc-coated steel. Mater. Design 2013, 47, 179–188. [Google Scholar] [CrossRef]
- Hussein, F.I.; Salloomi, K.S.; Akman, E.; Hajim, K.I.; Demir, A. Finite element thermal analysis for PMMA/st.st.304 laser direct joining. Opt. Laser Technol. 2017, 87, 64–71. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- ASM International. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 10th ed.; Metals Handbook; ASM International: Cleveland, OH, USA, 1990; Volume 2. [Google Scholar]
- Arrizubieta, J.I.; Klocke, F.; Gräfe, S.; Arntz, K.; Lamikiz, A. Thermal Simulation of Laser-assisted Turning. Procedia Eng. 2015, 132, 639–646. [Google Scholar] [CrossRef]
- Dowden, J.M. The Mathematics of Thermal Modeling; Chapman & Hall CRC Press: Boca Raton, FL, USA, 2001; ISBN 9781584882305. [Google Scholar]
- Ukar, E.; Lamikiz, A.; Martínez, S.; Tabernero, I.; López de Lacalle, L.N. Roughness prediction on laser polished surfaces. J. Mater. Process. Technol. 2012, 212, 1305–1313. [Google Scholar] [CrossRef]
- Andrés, M.; Liébana, F.; Ferros, M.; Villarón, I.; Ukar, E. Laser Joining Improvement and Prediction of the Quality of the Joint of Metal-Composite Samples Using a Control and Supervision System for Temperature and Clamping Force. Lasers Manufacturing Conference 2017. Available online: https://wlt.de/lim/Proceedings2017/start.html (accessed on 23 December 2019).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr+Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Min. | 0.05 | 1.2 | 2.1 | 0.18 | 5.1 | |||||
| Max. | 50 | 0.5 | 2 | 0.3 | 2.9 | 0.28 | 6.1 | 0.2 | 0.25 | Rest |
| Parameter | 7075T6 | TEPEX 102 |
|---|---|---|
| Elastic Modulus (GPa) | 70 | 22.4 |
| Tensile strength, ultimate (MPa) | 572 | 404 |
| Tensile strength, yield (MPa) | 503 | NA |
| Elongation at break (%) | 7.9 | 2.2 |
| Poisson Ratio | 0.32 | 0.17 |
| Shear modulus (GPa) | 26 | 9.57 |
| Shear Strength (MPa) | 331 | NA |
| Melting point (°C) | 477–635 | 220 |
| Thermal conductivity (W·m−1·K−1) | 130 | 0.28 |
| Specific heat capacity (J·g−1 °C−1) | 0.960 | 1.8 |
| Hardness | 150 Brinell (HB) | 119 Rockwell (HRR) |
| Coef. of Thermal Expansion (CTE), linear (20–100 °C) (µm·m−1·°C−1) | 23.4 | 19 |
| Surface Preparation | Al 7075T6 |
|---|---|
| Number of hatchings | 1 |
| Feed rate (mm/s) | 7 |
| Pulse Frequency (kHz) | 19 |
| Hatching (mm) | 0.05 |
| Pulse duration (ns) | 40 |
| Mean Power (W) | 50 |
| Frequency (kHz) | Ep (mJ) | Vf (mm/s) | Ap (µm) | N Tracks | W (µm) | D (µm) | F (J/cm2) | AR (D/W) |
|---|---|---|---|---|---|---|---|---|
| 30 | 0.48 | 750 | 0.1972 | 1 | 65 | 15 | 24.33 | 0.231 |
| 3 | 70 | 35 | 73.34 | 0.5 | ||||
| 5 | 68 | 60 | 122.23 | 0.882 | ||||
| 7 | 55 | 80 | 171.12 | 1.455 | ||||
| 10 | 39 | 110 | 244.46 | 2.821 | ||||
| 800 | 0.1973 | 1 | 60 | 10 | 24.32 | 0.167 | ||
| 3 | 67 | 28 | 73.34 | 0.418 | ||||
| 5 | 60 | 53 | 122.23 | 0.883 | ||||
| 7 | 53 | 77 | 171.12 | 1.453 | ||||
| 10 | 39 | 104 | 244.46 | 2.667 | ||||
| 900 | 0.1974 | 1 | 68 | 8 | 24.30 | 0.118 | ||
| 3 | 63 | 20 | 73.34 | 0.317 | ||||
| 5 | 48 | 43 | 122.23 | 0.896 | ||||
| 7 | 33 | 60 | 171.12 | 1.818 | ||||
| 10 | 39 | 90 | 244.46 | 2.308 | ||||
| 50 | 0.93 | 750 | 0.1972 | 1 | 67 | 21 | 47.14 | 0.313 |
| 3 | 65 | 51 | 141.42 | 0.785 | ||||
| 5 | 59 | 97 | 235.7 | 1.644 | ||||
| 7 | 46 | 138 | 329.99 | 3 | ||||
| 10 | 45 | 165 | 471.41 | 3.667 | ||||
| 800 | 0.1973 | 1 | 65 | 19 | 47.13 | 0.292 | ||
| 3 | 70 | 45 | 141.38 | 0.643 | ||||
| 5 | 61 | 80 | 235.63 | 1.311 | ||||
| 7 | 44 | 129 | 329.88 | 2.932 | ||||
| 10 | 50 | 163 | 471.26 | 3.26 | ||||
| 900 | 0.1974 | 1 | 66 | 15 | 47.1 | 0.227 | ||
| 3 | 63 | 39 | 141.29 | 0.619 | ||||
| 5 | 62 | 75 | 235.48 | 1.21 | ||||
| 7 | 46 | 116 | 329.67 | 2.522 | ||||
| 10 | 41 | 157 | 470.96 | 3.829 | ||||
| 70 | 0.637 | 750 | 0.1972 | 1 | 63 | 21 | 32.29 | 0.333 |
| 3 | 57 | 63 | 96.87 | 1.105 | ||||
| 5 | 43 | 113 | 161.44 | 2.628 | ||||
| 7 | 41 | 134 | 226.02 | 3.268 | ||||
| 10 | 39 | 175 | 322.89 | 4.487 | ||||
| 800 | 0.1973 | 1 | 61 | 21 | 32.28 | 0.344 | ||
| 3 | 67 | 45 | 96,84 | 0.672 | ||||
| 5 | 44 | 111 | 161.39 | 2.523 | ||||
| 7 | 41 | 136 | 225.95 | 3.317 | ||||
| 10 | 40 | 177 | 322.79 | 4.425 | ||||
| 900 | 0.1974 | 1 | 68 | 19 | 32.26 | 0.279 | ||
| 3 | 63 | 51 | 96.77 | 0.81 | ||||
| 5 | 48 | 90 | 161.29 | 1.875 | ||||
| 7 | 33 | 141 | 225.81 | 4.273 | ||||
| 10 | 39 | 184 | 322.58 | 4.718 |
| Parameter | Range |
|---|---|
| Temperature (°C) | 340–430 |
| Feed rate (mm/s) | 30–50 |
| Jig Pressure (bar) | 3.5–5 |
| Number of tracks | 1–2 |
| Run | Width (µm) | Depth (µm) | Aspect Ratio AR (D/W) | Extension (mm) | Maximum Load (kN) | Mean load (kN) | Standard Deviation (kN) |
|---|---|---|---|---|---|---|---|
| A | 69 | 102 | 1.48 | 2.39 | 17.62 | 19.62 | 3.25 |
| 1.76 | 16.54 | ||||||
| 2.29 | 17.98 | ||||||
| 1.96 | 21.67 | ||||||
| 3.49 | 24.29 | ||||||
| B | 85 | 105 | 1.24 | 2.14 | 22.62 | 23.55 | 0.64 |
| 2.71 | 23.35 | ||||||
| 2.21 | 24.18 | ||||||
| 2.51 | 24.14 | ||||||
| 2.45 | 23.46 | ||||||
| C | 109 | 103 | 0.94 | 2.44 | 23.39 | 21.78 | 1.98 |
| 1.70 | 18.89 | ||||||
| 2.62 | 23.36 | ||||||
| 2.68 | 22.70 | ||||||
| 2.17 | 20.57 | ||||||
| D | 74 | 148 | 2.00 | 2.17 | 18.37 | 21.32 | 2.20 |
| 2.17 | 22.27 | ||||||
| 2.31 | 24.15 | ||||||
| 1.98 | 20.07 | ||||||
| 2.33 | 21.76 | ||||||
| E | 73 | 228 | 3.11 | 2.45 | 25.69 | 19.63 | 4.32 |
| 1.07 | 13.75 | ||||||
| 1.78 | 19.24 | ||||||
| 1.59 | 18.50 | ||||||
| 2.24 | 20.96 | ||||||
| F | 74 | 307 | 4.15 | 3.12 | 23.97 | 22.11 | 1.86 |
| 2.54 | 24.11 | ||||||
| 2.15 | 20.88 | ||||||
| 2.07 | 21.64 | ||||||
| 2.67 | 19.94 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ukar, E.; Arrizubieta, J.I.; Ferros, M.; Andres, M.; Liebana, F. Laser Dissimilar Joining of Al7075T6 with Glass-Fiber-Reinforced Polyamide Composite. Coatings 2020, 10, 96. https://doi.org/10.3390/coatings10020096
Ukar E, Arrizubieta JI, Ferros M, Andres M, Liebana F. Laser Dissimilar Joining of Al7075T6 with Glass-Fiber-Reinforced Polyamide Composite. Coatings. 2020; 10(2):96. https://doi.org/10.3390/coatings10020096
Chicago/Turabian StyleUkar, Eneko, Jon Iñaki Arrizubieta, Mercedes Ferros, Maite Andres, and Fernando Liebana. 2020. "Laser Dissimilar Joining of Al7075T6 with Glass-Fiber-Reinforced Polyamide Composite" Coatings 10, no. 2: 96. https://doi.org/10.3390/coatings10020096
APA StyleUkar, E., Arrizubieta, J. I., Ferros, M., Andres, M., & Liebana, F. (2020). Laser Dissimilar Joining of Al7075T6 with Glass-Fiber-Reinforced Polyamide Composite. Coatings, 10(2), 96. https://doi.org/10.3390/coatings10020096