Effect of Scanning Speed on the Interface Behavior and Dendrite Growth of Laser Remelted Fe-Based Ni/WC Coatings

Abstract
1. Introduction
2. Experimental Work
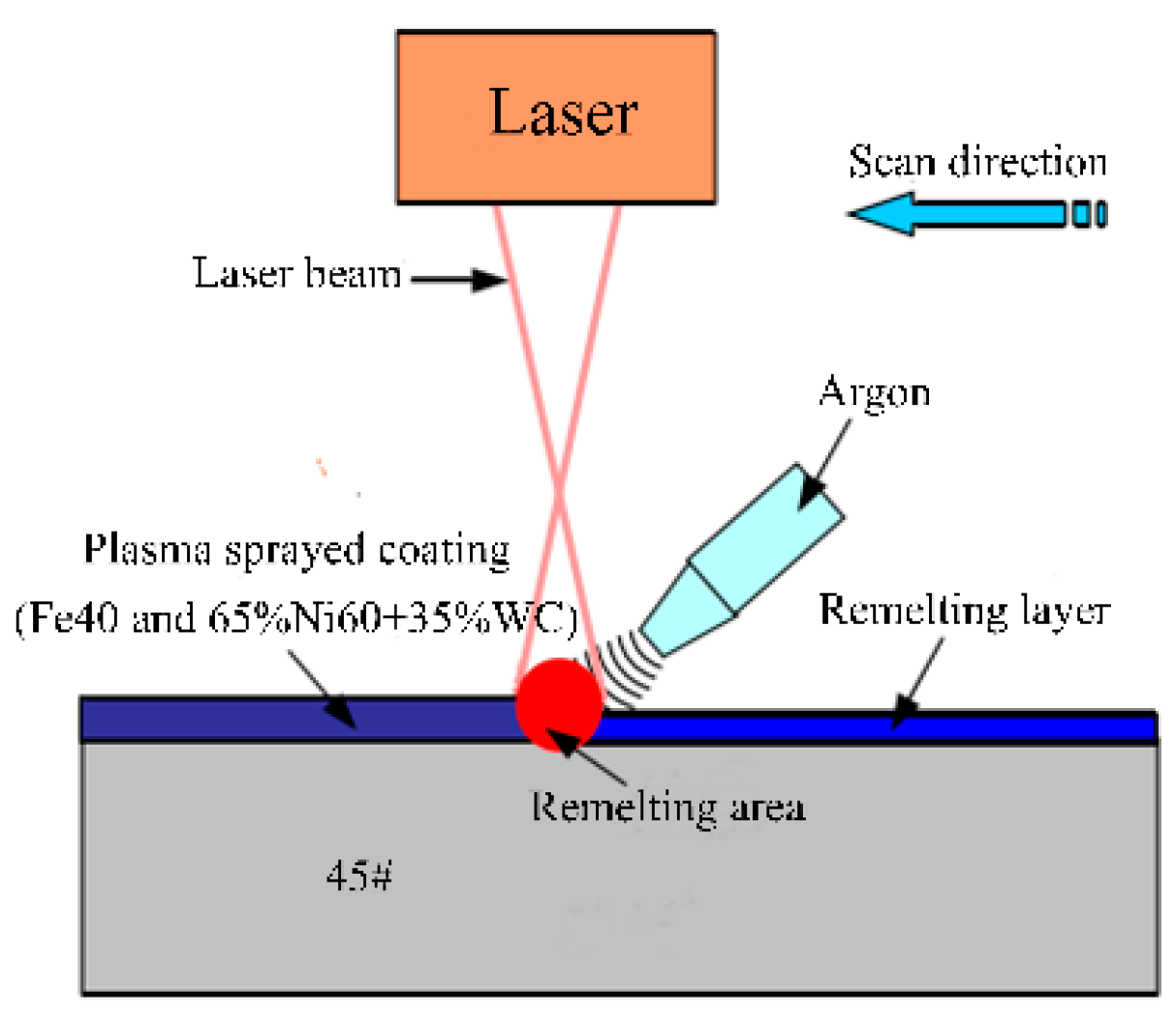
2.1. Coating Preparation
2.2. Analysis and Characterisation
3. Results and Analysis
3.1. Phase Structure
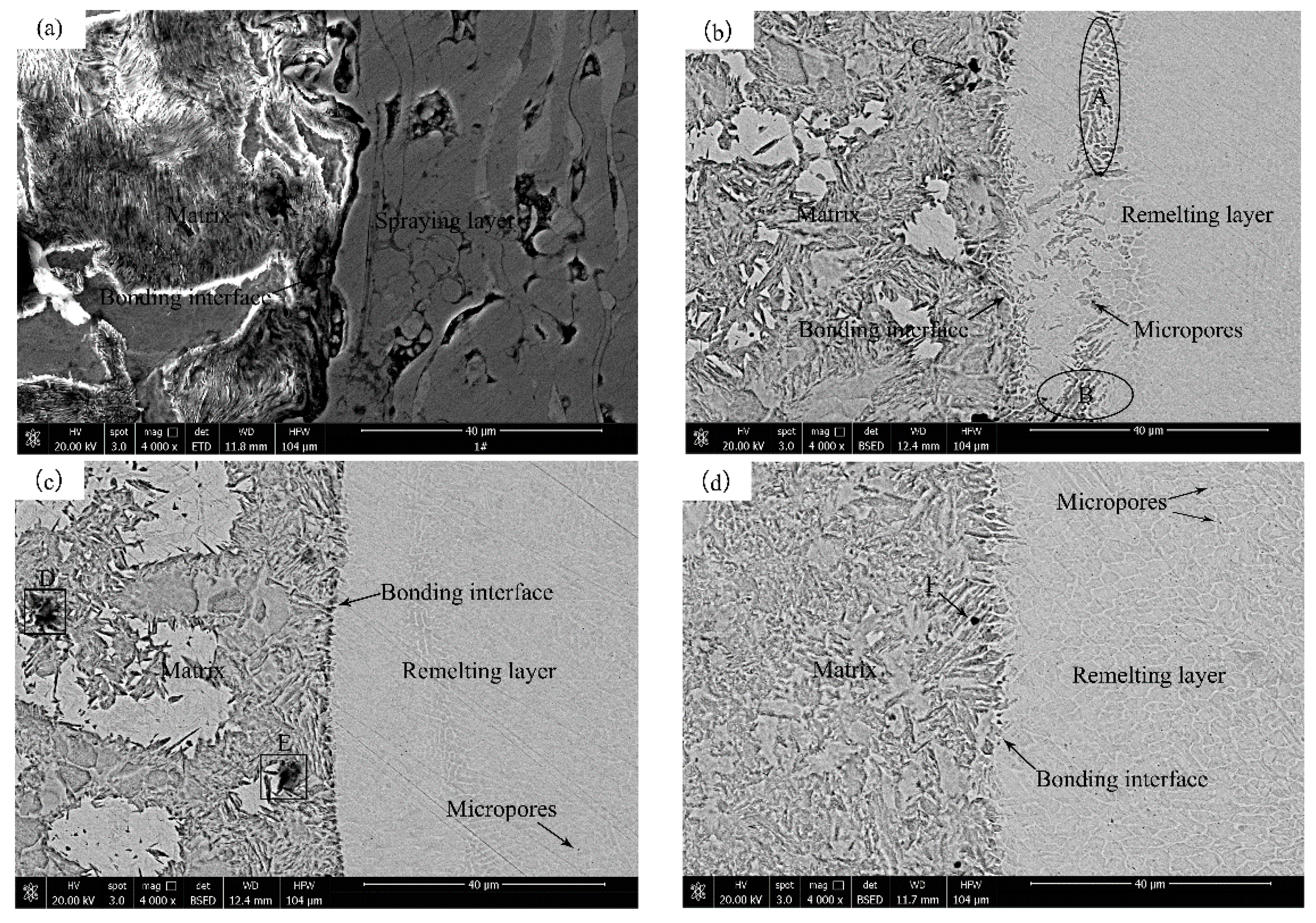
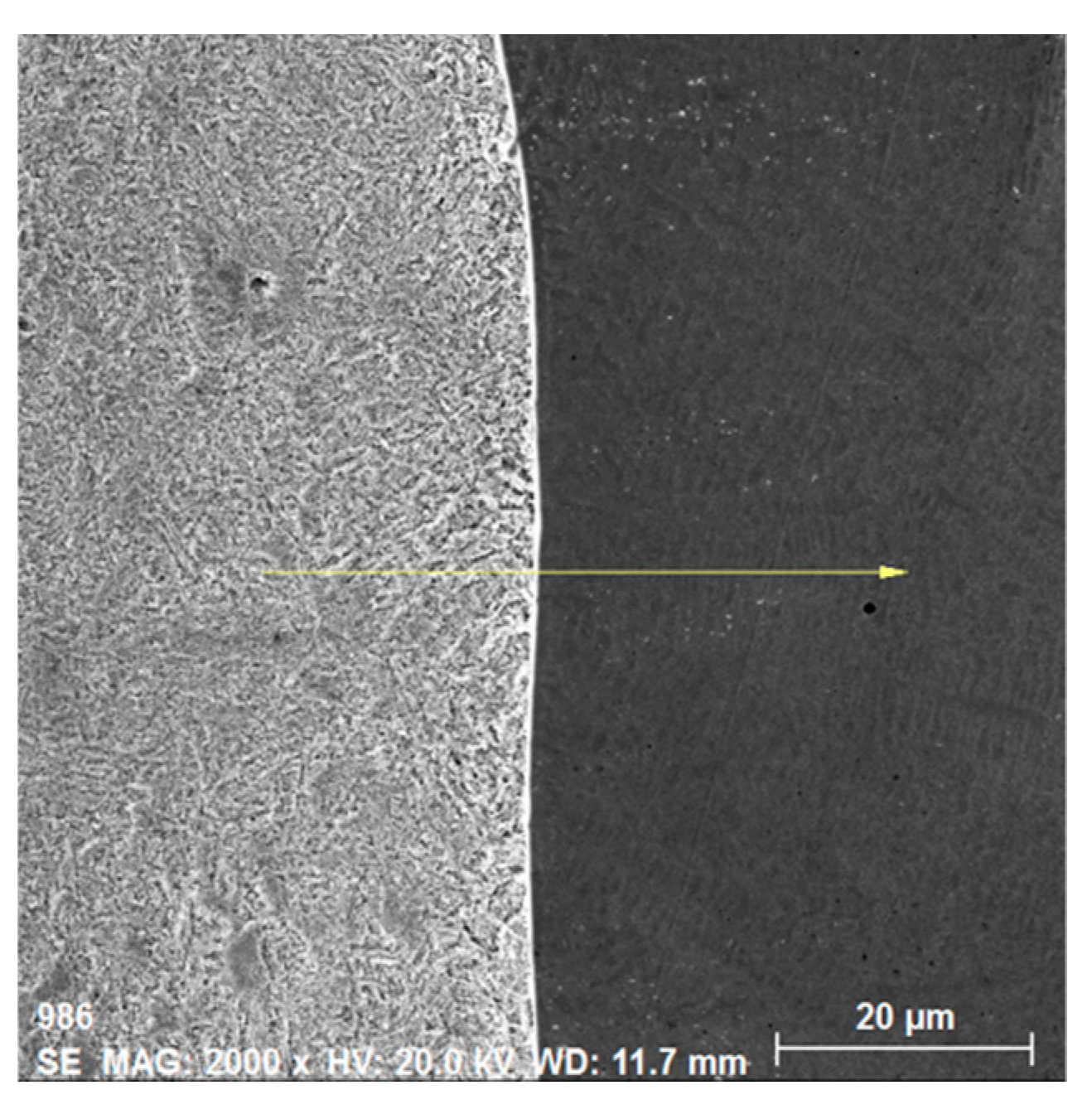
3.2. Interface Morphology
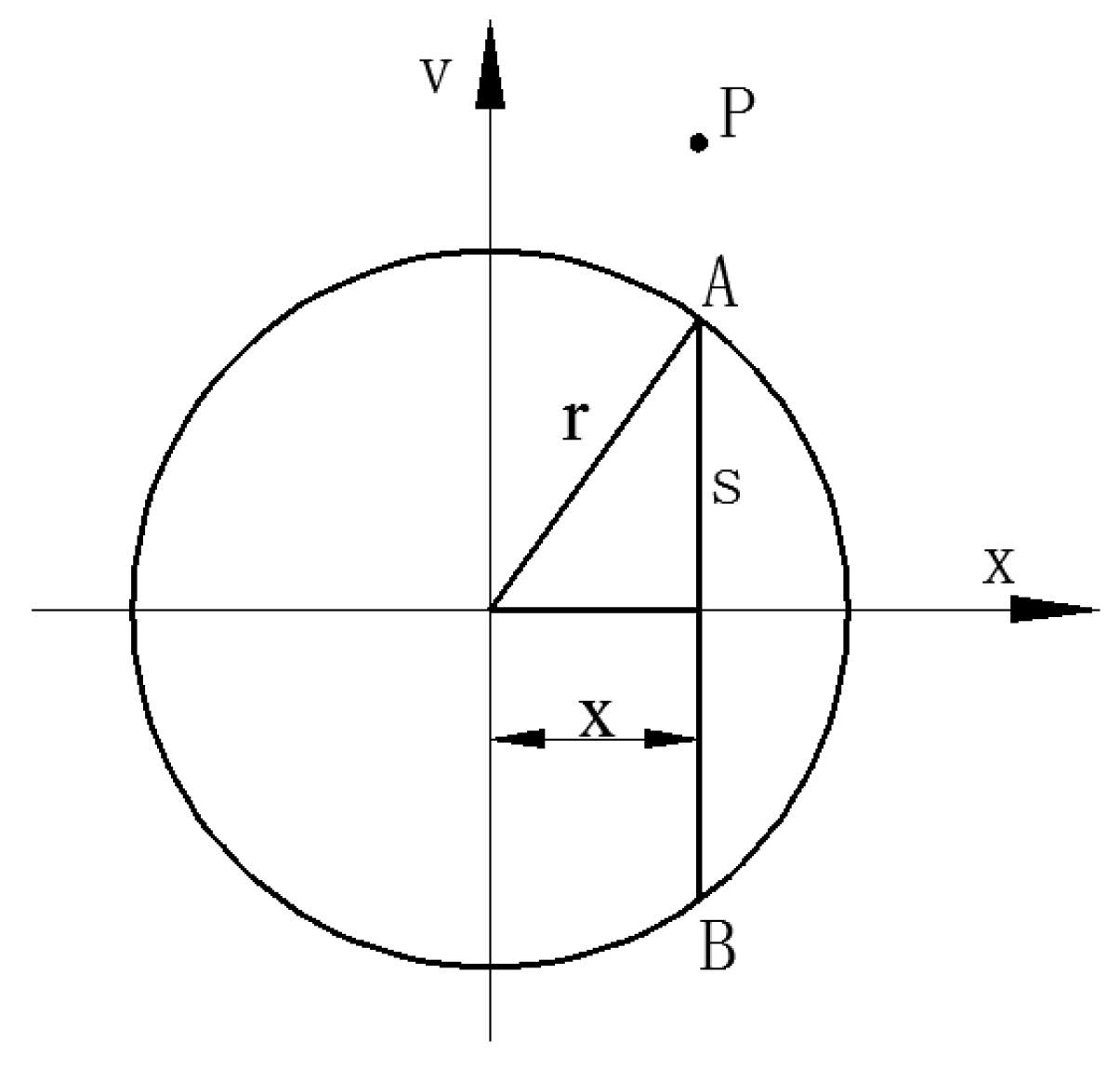
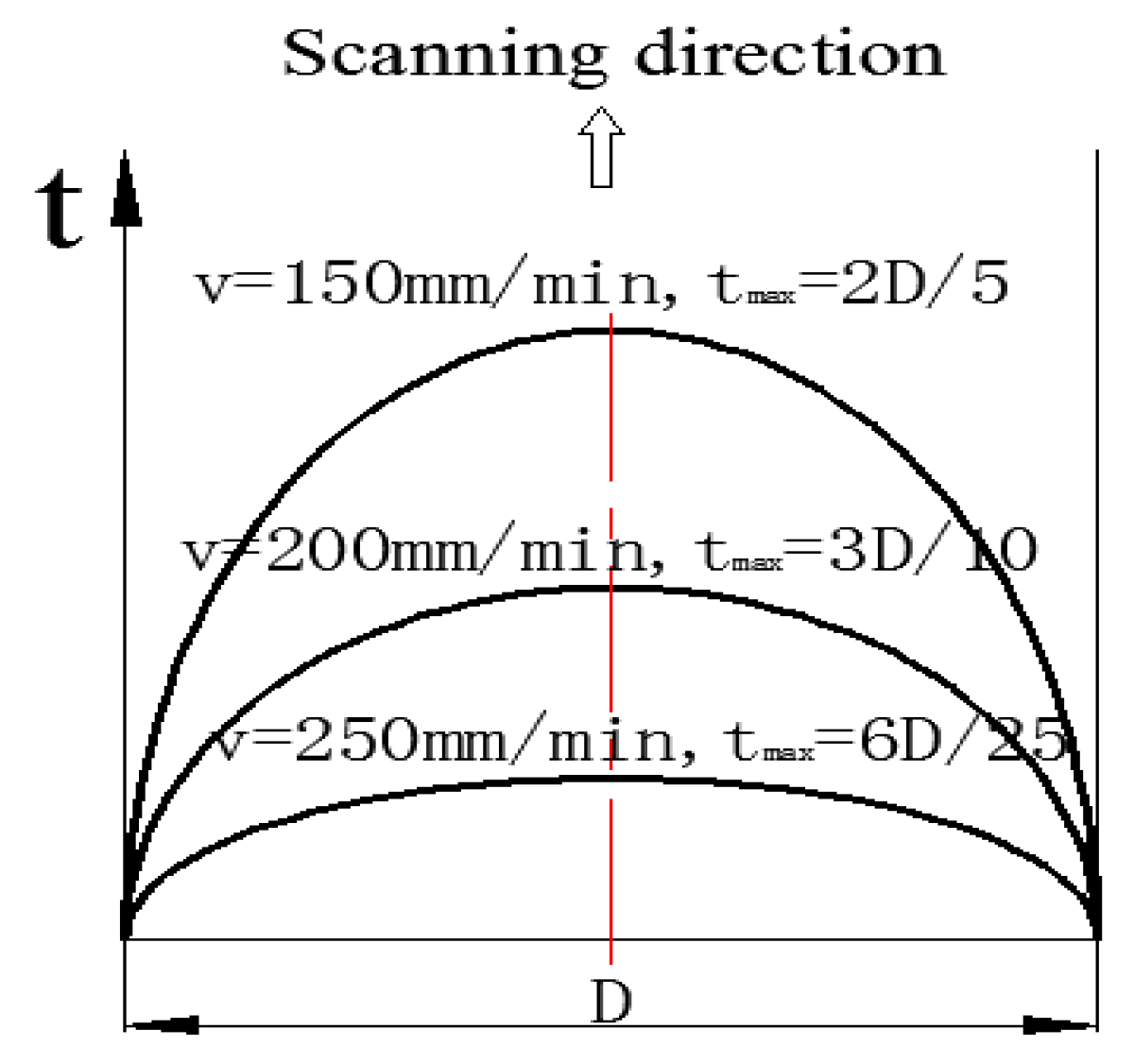
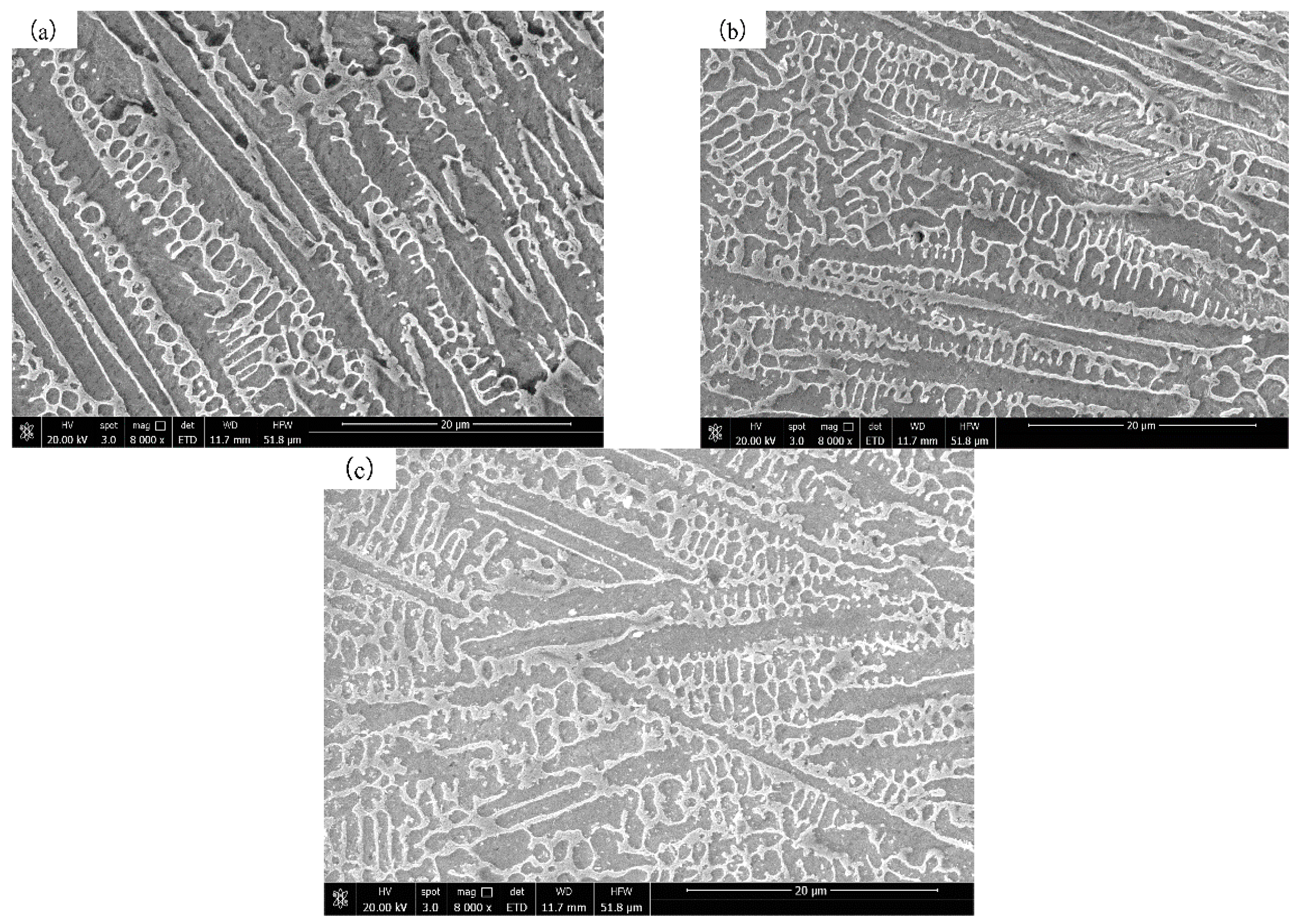
3.3. Dendrite Growth Behaviour Analysis
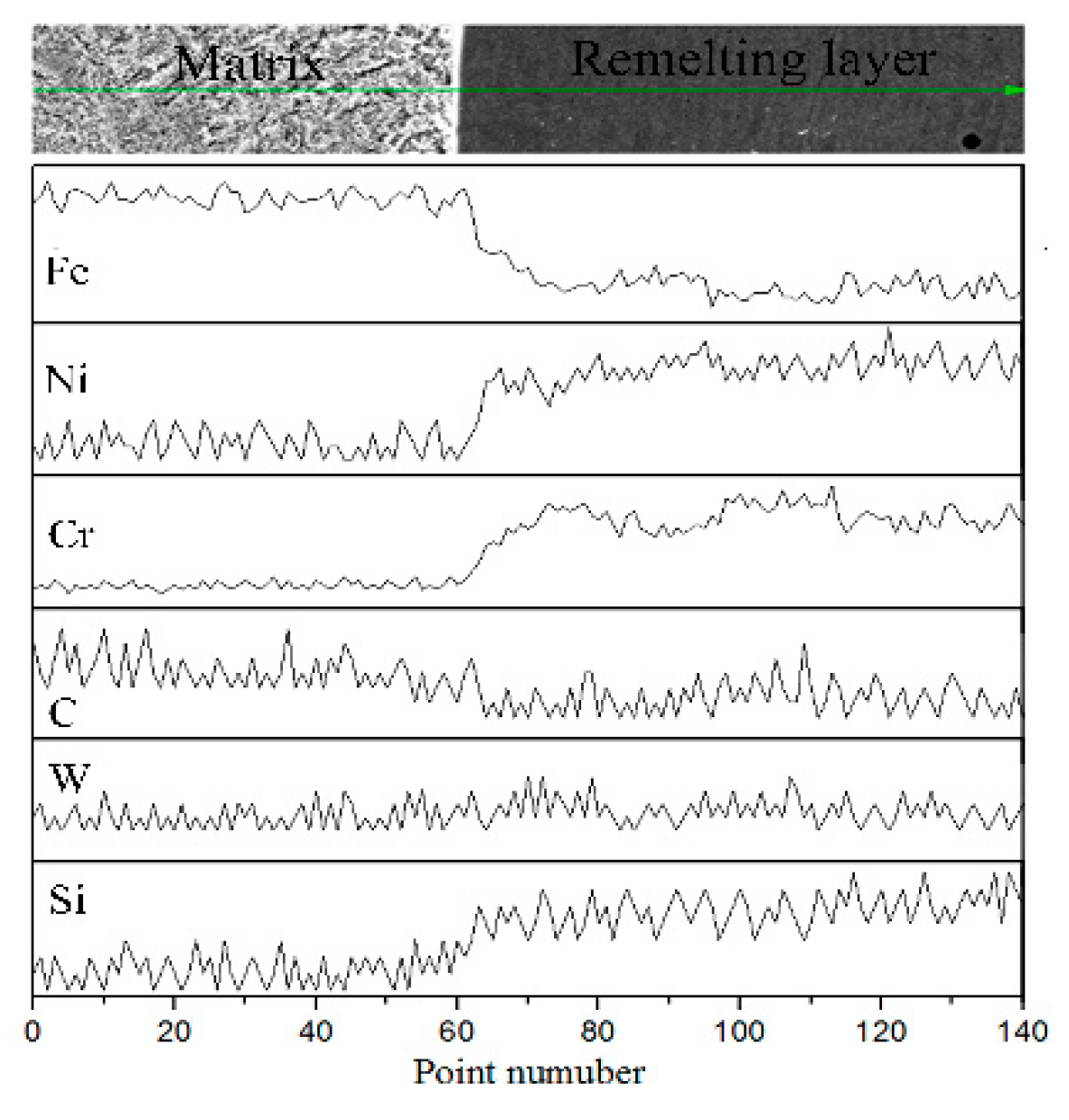
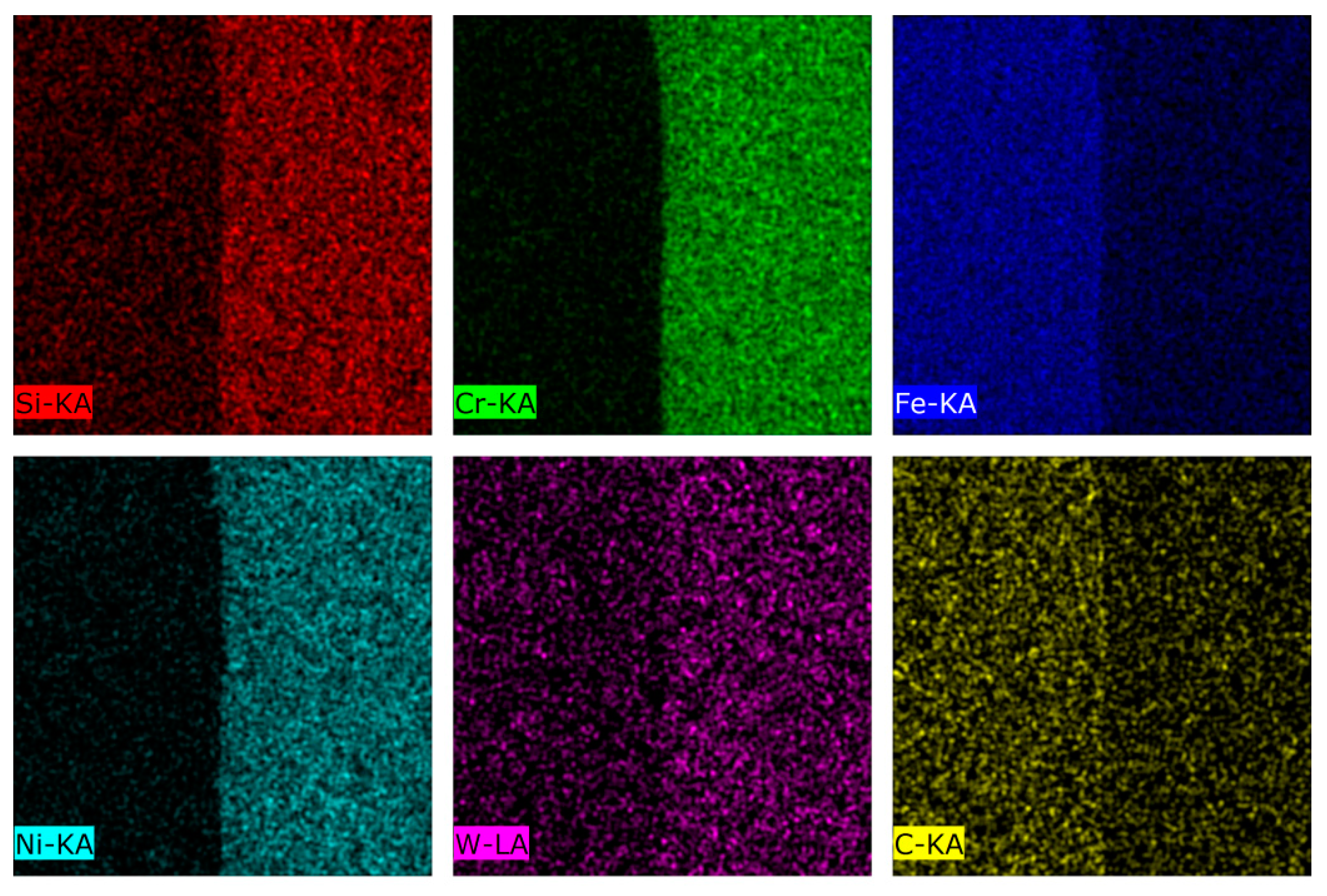
3.4. Interface Elements
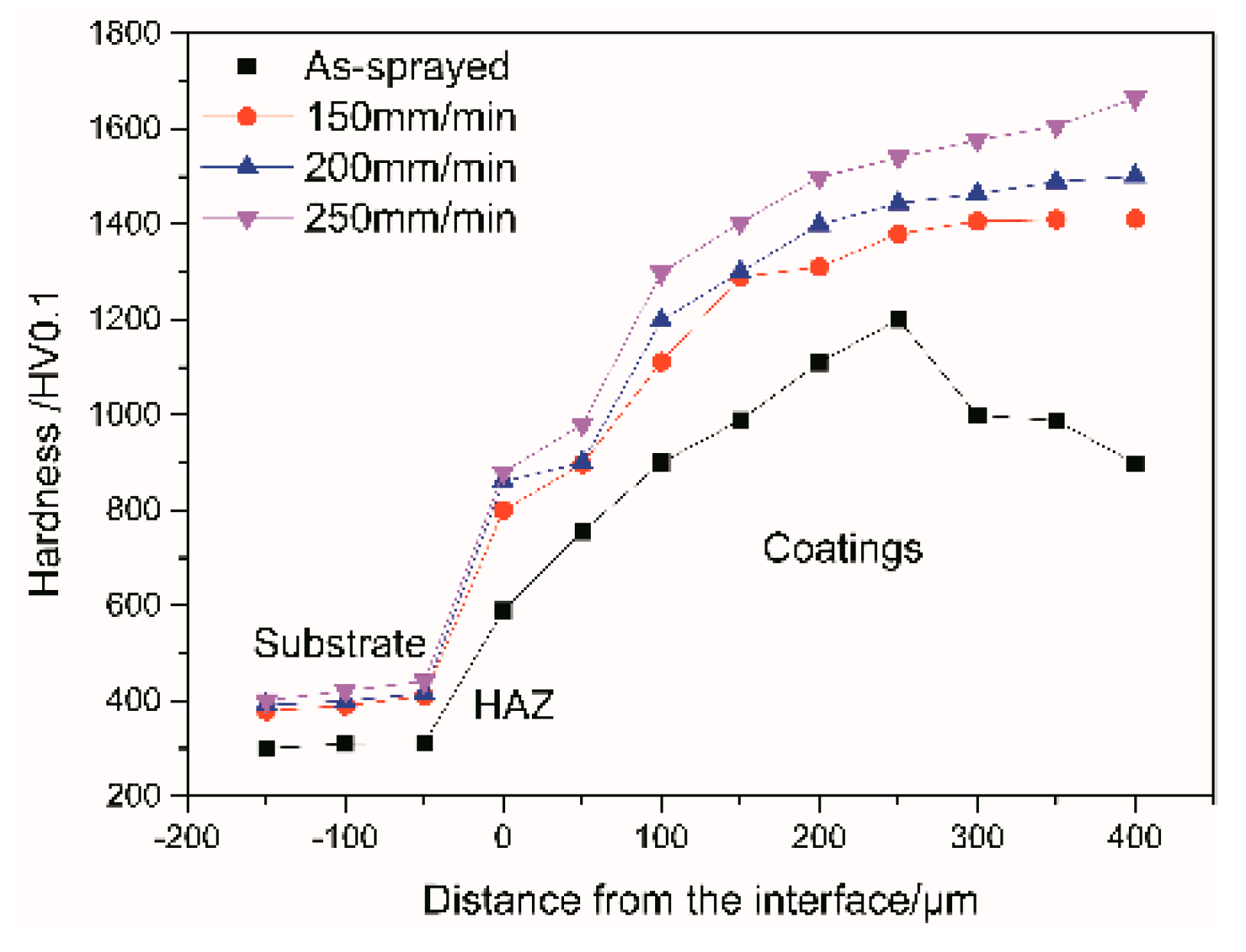
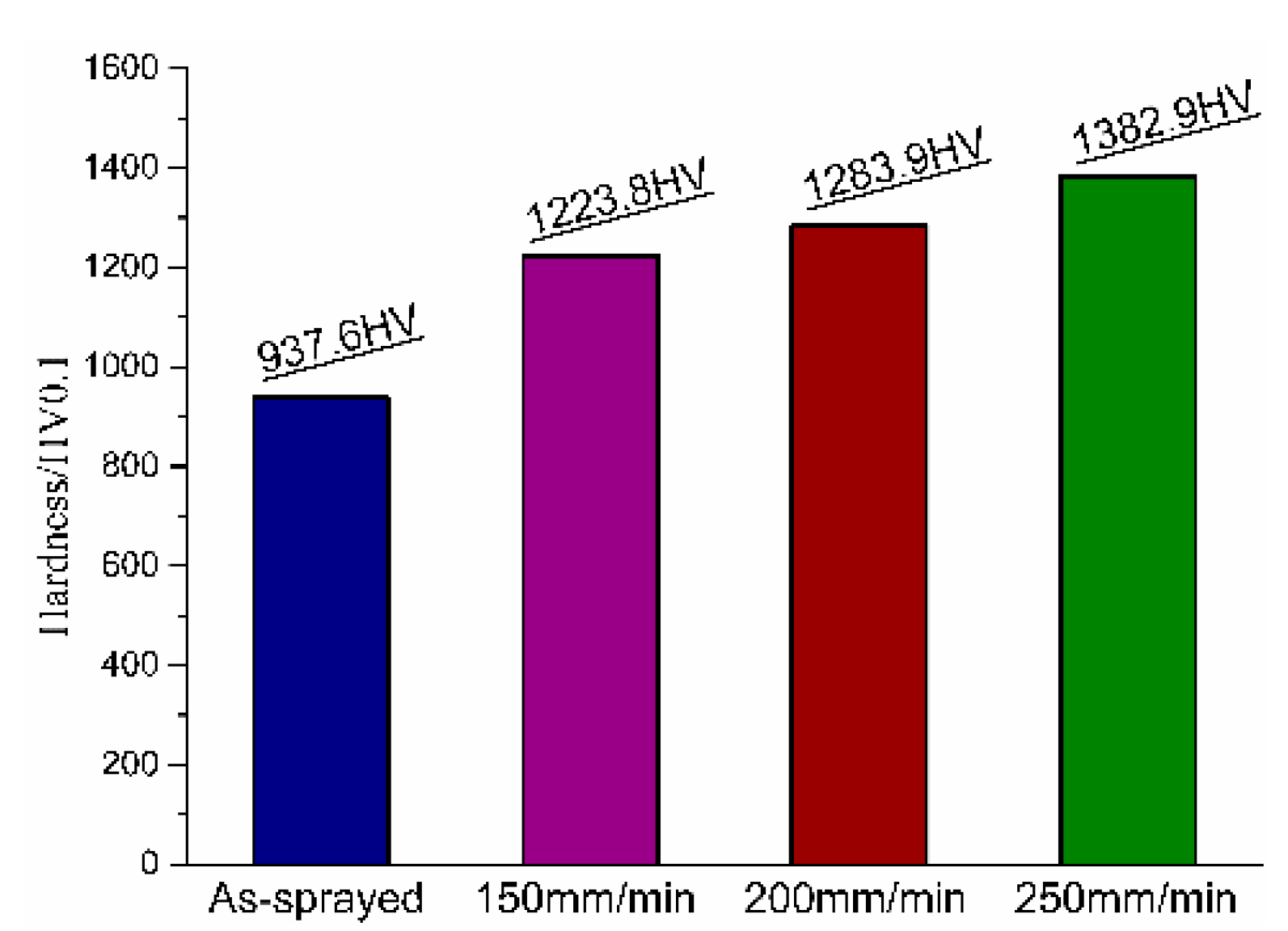
3.5. Micro-Hardness
4. Conclusions
- The interface of the flame sprayed coating showed typical mechanical bonding features and contained several holes and obvious interlayer cracks. After laser remelting, the coatings were smooth and dense due to the existence of well-developed dendrite structures and metallurgical bonding formed during the diffusion process and could reach optimal performance at 200 mm/s. Despite the existence of initial phases in the spray coatings, new phases such as Fe2Si, Cr2Si, and W2C appeared in the remelted layers.
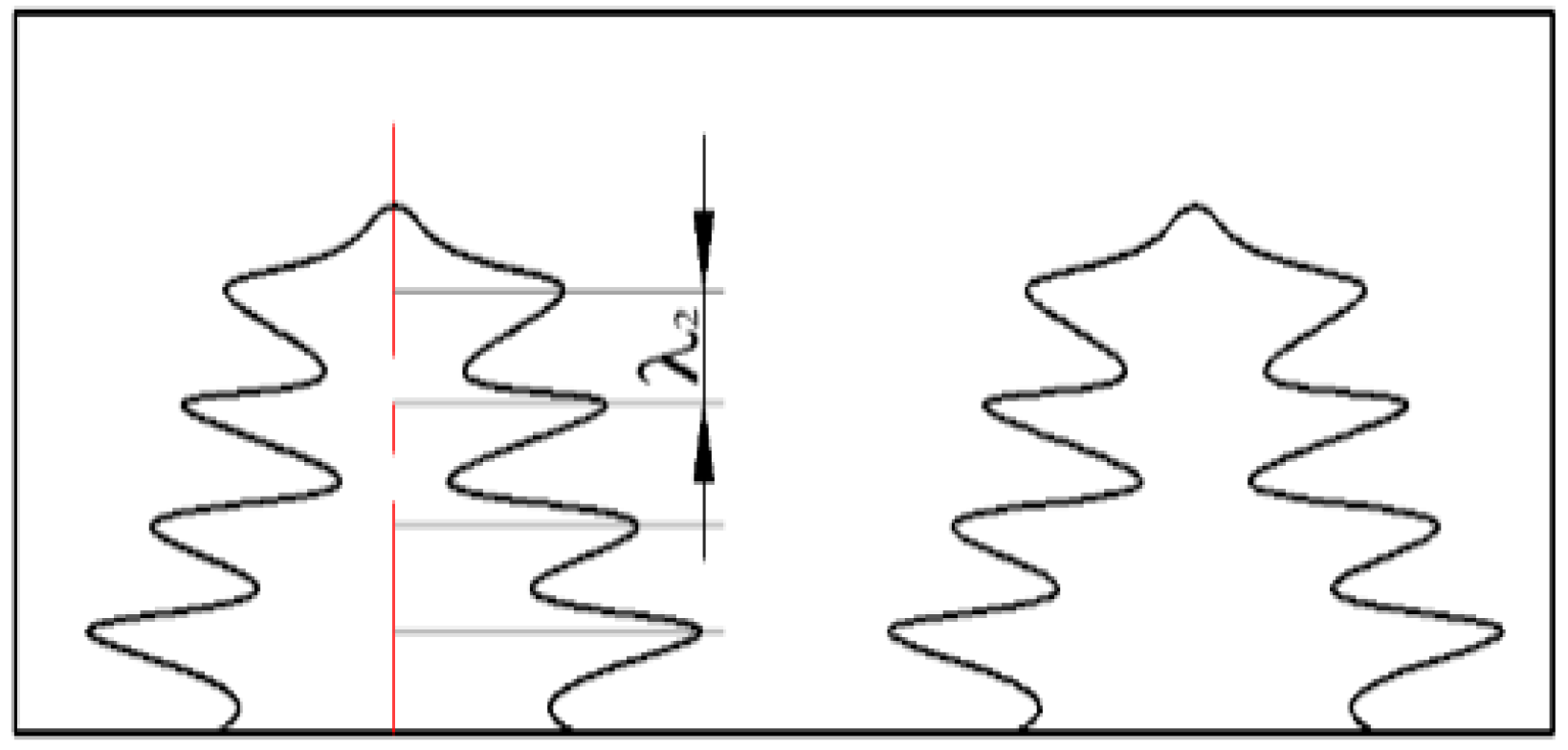
- The secondary dendritic spacings of the scanning speed (150, 200, 250 mm/s) were 1.106, 1.0496, 0.6209 μm, respectively. With the increase of scanning speed, the half-peak height (FWHM) and average grain size became wider and smaller, respectively. The phenomenon of grain refinement was obvious.
- After laser remelting, the coatings mainly consisted of [Fe, Ni], Cr, WC, Cr7C3, Fe0.04Ni0.36, and other phases. The maximum hardness of the remelting layer increases by 47%. The improvement of the micro-hardness could be explained by the interaction between Ni, Cr, Fe, Si, C, and other elements therein, the fine-grained strengthening by the grain refinement, and the solution strengthening by the formation of the supersaturated solid solution during the rapid solidification process.
Author Contributions
Funding
Conflicts of Interest
References
- Zheng, C.; Liu, Y.; Qin, J.; Chen, C.; Ji, R. Wear behavior of HVOF sprayed WC coating under water-in-oil fracturing fluid condition. Tribol. Int. 2017, 115, 28–34. [Google Scholar] [CrossRef]
- Thiem, P.G.; Chornyi, A.; Smirnov, I.V.; Krüger, M. Comparison of microstructure and adhesion strength of plasma, flame and high velocity oxy-fuel sprayed coatings from an iron aluminide powder. Surf. Coat. Technol. 2017, 324, 498–508. [Google Scholar] [CrossRef]
- Yin, B.; Zhou, H.D.; Yi, D.L.; Chen, J.M.; Yan, F.Y. Microsliding wear behaviour of HVOF sprayed conventional and nanostructured WC–12Co coatings atelevatedtemperatures. Surf. Eng. 2010, 26, 469–477. [Google Scholar] [CrossRef]
- Yu, H.L.; Zhang, W.; Wang, H.M.; Yin, Y.L.; Ji, X.C.; Zhou, K.B. Comparison of surface and cross-sectional micro-nano mechanical properties of flame sprayed NiCrBSi coating. J. Alloys Compd. 2016, 672, 137–146. [Google Scholar] [CrossRef]
- Matikainen, V.; Bolelli, G.; Koivuluoto, H.; Sassatelli, P.; Lusvarghi, L.; Vuoristo, P. Sliding wear behaviour of HVOF and HVAF sprayed Cr3C2 -based coatings. Wear 2017, 388, 57–71. [Google Scholar] [CrossRef]
- Chen, X.Y.; He, X.Y.; Suo, X.K.; Huang, J.; Gong, Y.F.; Liu, Y.; Li, H. Effect of surface topological structure and chemical modification of flame sprayed aluminum coatings on the colonization of Cylindrotheca closterium on their surfaces. Appl. Surf. Sci. 2015, 388, 385–391. [Google Scholar] [CrossRef]
- Puranen, J.; Laakso, J.; Honkanen, M.; Heinonen, S.; Kylmalahti, M.; Lugowski, S.; Coyle, T.W.; Kesler, O.; Vuoristo, P. High temperature oxidation tests for the high velocity solution precursor flame sprayed manganese–cobalt oxide spinel protective coatings on SOFC interconnector steel. Int. J. Hydrogen Energy 2015, 40, 6216–6227. [Google Scholar] [CrossRef]
- González, R.; Cadenas, M.; Fernández, R.; Cortizo, J.L.; Rodríguez, E. Wear behaviour of flame sprayed NiCrBSi coating remelted by flame or by laser. Wear 2007, 262, 301–307. [Google Scholar] [CrossRef]
- Wu, Y.N.; Zhang, G.; Feng, Z.C.; Zhang, B.C.; Liang, Y.; Liu, F.J. Oxidation behavior of laser remelted flame sprayed NiCrAlY and NiCrAlY-Al2O3 coatings. Surf. Coat. Technol. 2001, 138, 56–60. [Google Scholar]
- Yuan, Y.Z.; Zhu, Y.L.; Liu, Z.Y.; Chuang, Y.Z. Laser remelting of flame sprayed Al2O3 ceramic coatings and subsequent wear resistance. Mater. Sci. Eng. A 2000, 291, 168–172. [Google Scholar]
- Gao, X.S.; Tian, Z.J.; Liu, Z.D.; Shen, L.D. Interface characteristics of Al2O3-13% TiO2 ceramic coatings prepared by laser cladding. Trans. Nonferrous Met. Soc. China 2012, 22, 2498–2503. [Google Scholar] [CrossRef]
- Ciubotariu, C.R.; Frunzăverde, D.; Mărginean, G.; Șerban, V.A.; Bîrdeanu, A.V. Optimization of the laser remelting process for HVOF-sprayed Stellite 6 wear resistant coatings. Opt. Laser Technol. 2016, 77, 98–103. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.G.; Guo, L.X.; Tian, G. Laser remelting of flame sprayed nanostructured Al2O3-TiO2 coatings at different laser power. Surf. Coat. Technol. 2010, 204, 3559–3566. [Google Scholar] [CrossRef]
- Jia, Z.X.; Li, J.Q.; Liu, L.J.; Liu, Y.W.; Wang, Y.Q.; Li, H.L. Influence and application of laser parameters on unit of H13 steel by laser remelting process. Int. J. Adv. Manuf. Technol. 2015, 79, 551–568. [Google Scholar] [CrossRef]
- Zakaria, H.M. Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng. J. 2014, 5, 831–838. [Google Scholar] [CrossRef]
- Dahal, J.N.; Neupane, D.; Poudel, T.P. Synthesis and magnetic properties of 4:1 hard-soft SrFe12O19-La1- xSrxMnO3 nanocomposite prepared by auto-combustion method. AIP Adv. 2019, 9, 075308. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; Hosson, J.D. The effect of cladding speed on phase constitution and properties of AISI 431 stainless steel laser deposited coatings. Surf. Coat. Technol. 2011, 205, 5235–5239. [Google Scholar] [CrossRef]
- Ungár, T.; Langford, J.I.; Cernik, R.J.; Vörös, G.; Pflaumer, R.; Oszlányi, G.; Kovàcs, I. Microbeam X-ray diffraction studies of structural properties of polycrystalline metals by means of synchrotron radiation. Mater. Sci. Eng. A 1998, 247, 81–87. [Google Scholar] [CrossRef]
- Klug, H.P.; Alexander, L.E. X-Ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; Wiley-VCH: New York, NY, USA, 1974; p. 992. [Google Scholar]
- Anderson, P.M.; Li, C. Hall-Petch relations for multilayered materials. Nanostructured Mater. 1995, 5, 349–362. [Google Scholar] [CrossRef]
- Kirkwood, D.H. Three-dimensional growth morphologies in diffusion-controlled channel growth. Phys. Rev. E 1997, 55, 7789–7792. [Google Scholar]
- Dahal, J.N.; Ali, K.S.S.; Mishra, S.R.; Alam, J. Structural, magnetic, and mössbauer studies of transition metal-doped Gd2Fe16Ga0.5TM0.5 intermetallic compounds (TM = Cr, Mn, Co, Ni, Cu, and Zn). Magnetochemistry 2018, 4, 54. [Google Scholar] [CrossRef]
- Myung, S.T.; Izumi, K.; Komaba, S.; Sun, Y.K.; Yashiro, H.; Kumagai, N. Role of alumina coating on Li-Ni-Co-Mn-O particles as positive electrode material for lithium-ion batteries. Chem. Mater. 2005, 17, 3695–3704. [Google Scholar] [CrossRef]
- Huang, J.H. The Diffusion in Metals and Alloys; Metallurgical Industry Press: Beijing, China, 1996; pp. 1–3. (In Chinese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | B | Si | C | Fe | WC |
|---|---|---|---|---|---|---|---|
| Fe40 | 8.9 | 16.4 | 2.1 | 1.9 | <0.5 | Trace | - |
| 65% Ni60 + 35% WC | Trace | 17.2 | 3.1 | 4.1 | 0.93 | 9.3 | 35 |
| Air Pressure | Oxygen Pressure | Acetylene Pressure | Spraying Distance | Spraying Speed |
|---|---|---|---|---|
| >0.4 Mpa | 0.7 Mpa | 0.1 MPa | 200 mm | 24 m/min |
| Laser Power P/ W | Scanning Speed V/(mm/min) | Spot Diameter D/mm | Laser Pulse T/ms |
|---|---|---|---|
| 600 | 150 | 2 | 10 |
| 600 | 200 | 2 | 10 |
| 600 | 250 | 2 | 10 |
| Scanning Speed mm/min | Secondary Dendrite Arm Spacing /um | ||||
|---|---|---|---|---|---|
| D1 | D2 | D3 | D4 | Average Value | |
| 150 | 1.0307 | 1.1778 | 1.3075 | 0.9081 | 1.1060 |
| 200 | 1.3016 | 0.8818 | 1.0577 | 0.9572 | 1.0496 |
| 250 | 0.8131 | 0.8153 | 0.8449 | 1.0102 | 0.6209 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Wang, L.; He, W. Effect of Scanning Speed on the Interface Behavior and Dendrite Growth of Laser Remelted Fe-Based Ni/WC Coatings. Coatings 2019, 9, 677. https://doi.org/10.3390/coatings9100677
Zhao Y, Wang L, He W. Effect of Scanning Speed on the Interface Behavior and Dendrite Growth of Laser Remelted Fe-Based Ni/WC Coatings. Coatings. 2019; 9(10):677. https://doi.org/10.3390/coatings9100677
Chicago/Turabian StyleZhao, Yuncai, Li Wang, and Wen He. 2019. "Effect of Scanning Speed on the Interface Behavior and Dendrite Growth of Laser Remelted Fe-Based Ni/WC Coatings" Coatings 9, no. 10: 677. https://doi.org/10.3390/coatings9100677
APA StyleZhao, Y., Wang, L., & He, W. (2019). Effect of Scanning Speed on the Interface Behavior and Dendrite Growth of Laser Remelted Fe-Based Ni/WC Coatings. Coatings, 9(10), 677. https://doi.org/10.3390/coatings9100677