An Integrated Method for Multi-Objective Optimization of Multi-Pass Fe50/TiC Laser Cladding on AISI 1045 Steel based on Grey Relational Analysis and Principal Component Analysis


Abstract
:1. Introduction
2. Material and Methods
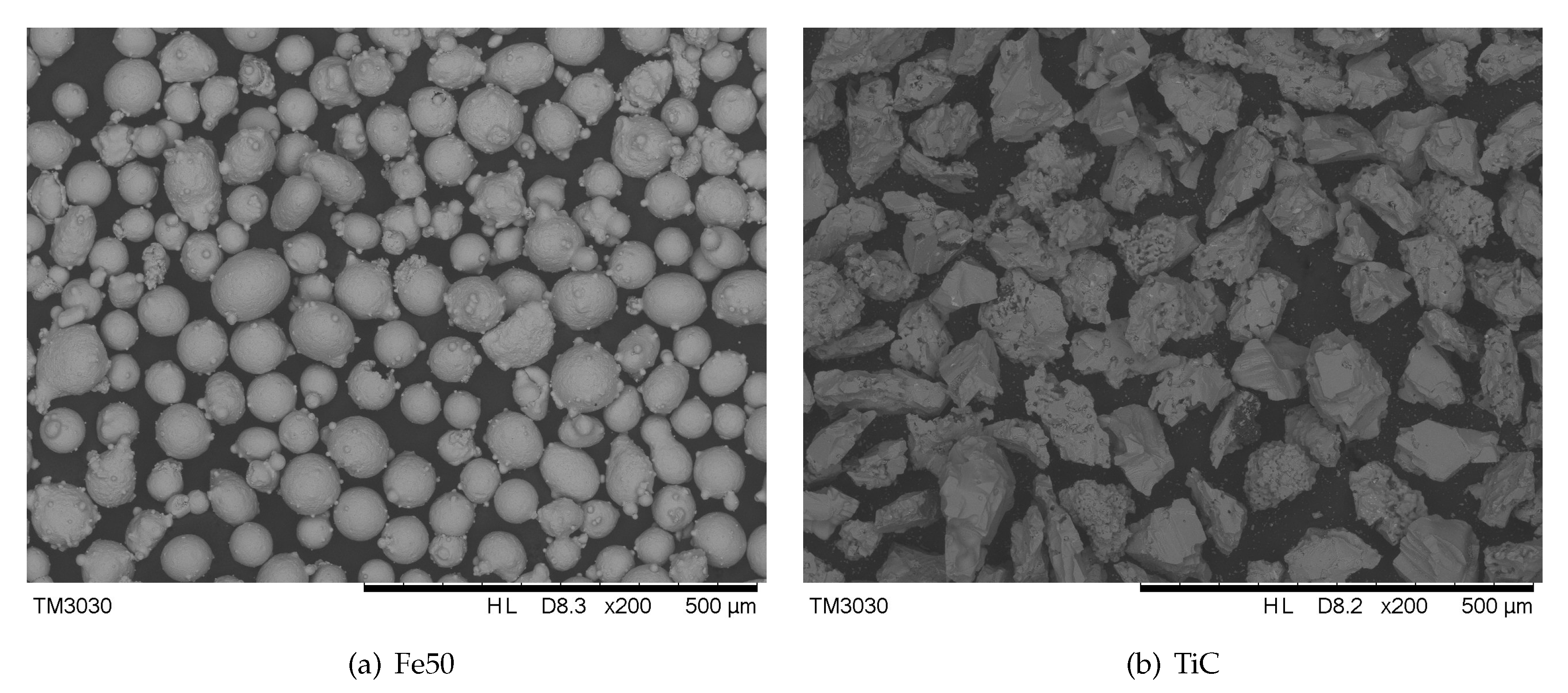
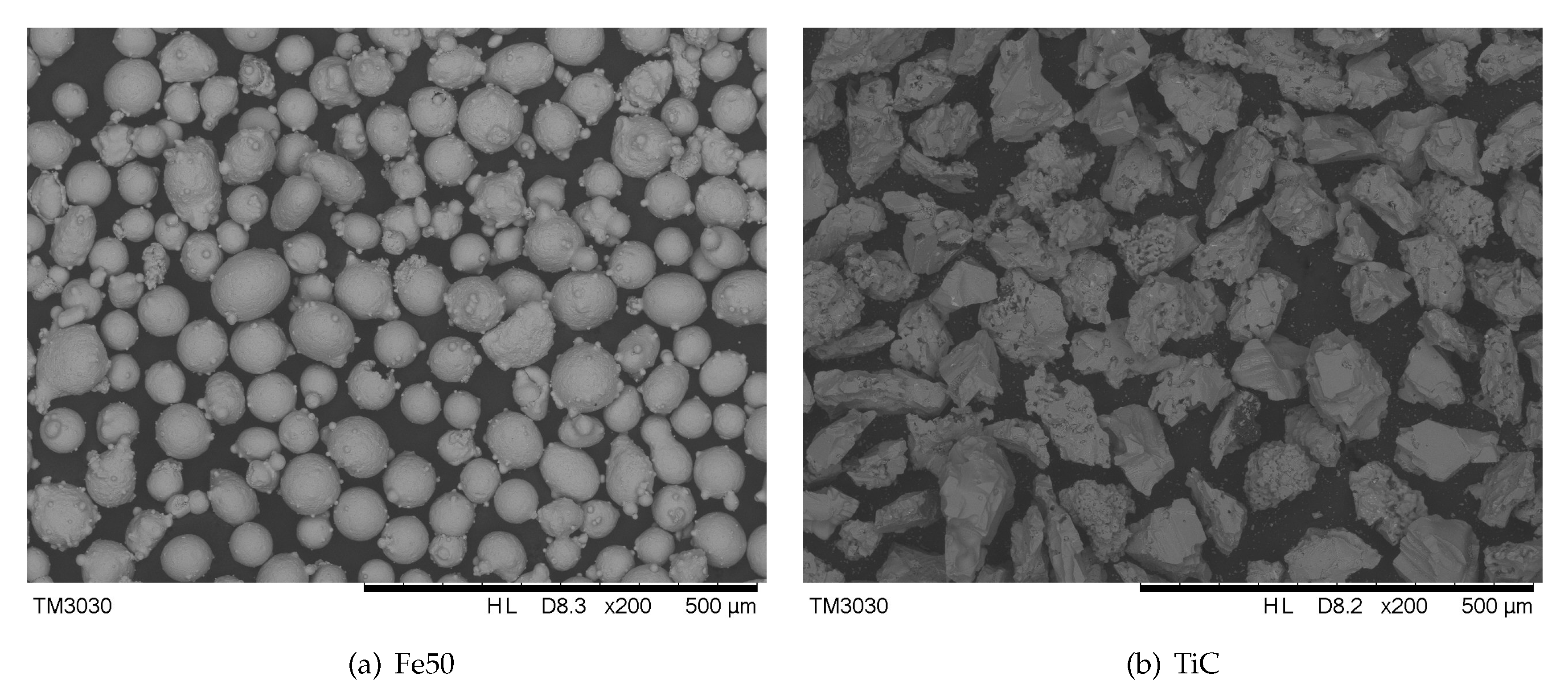
2.1. Material
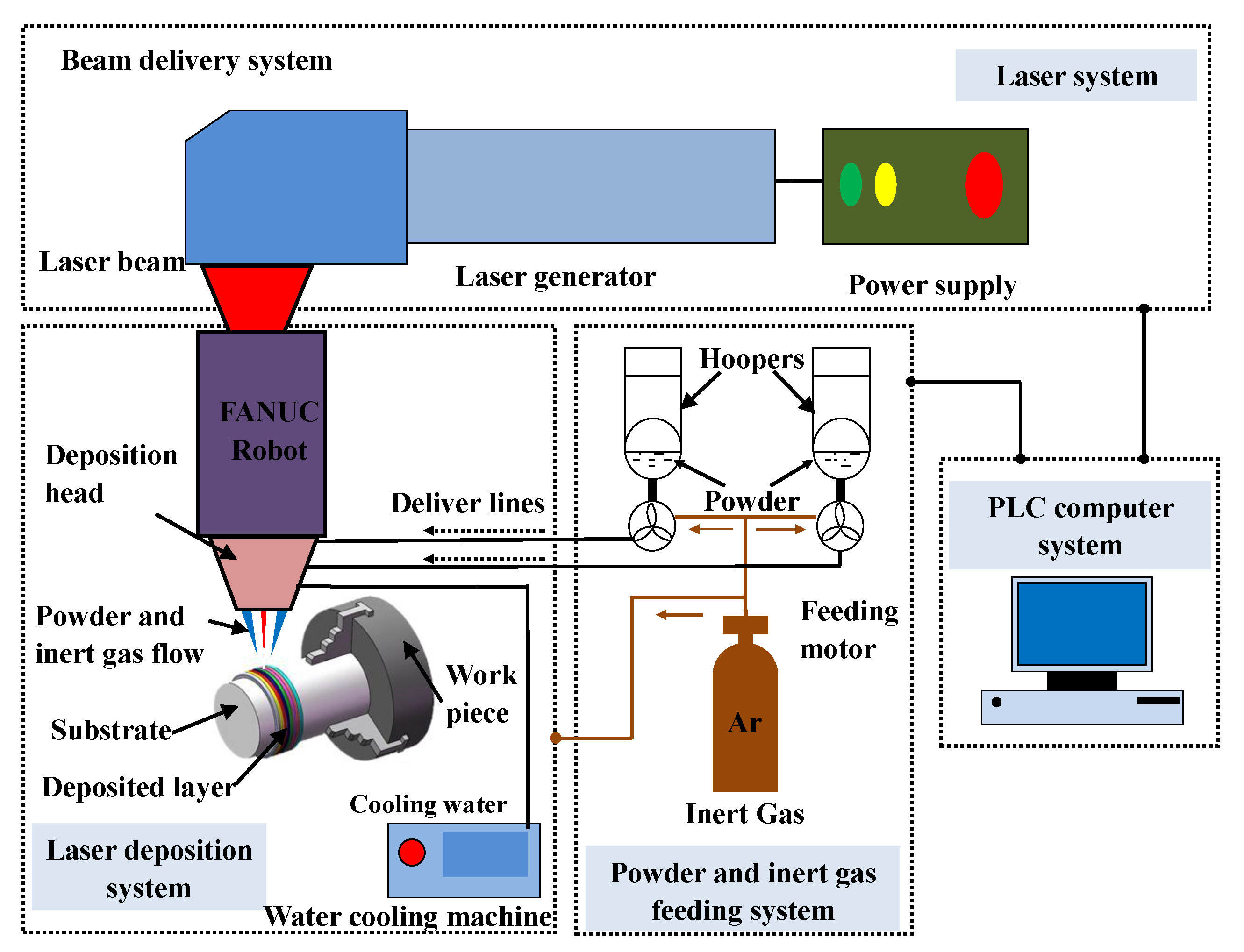
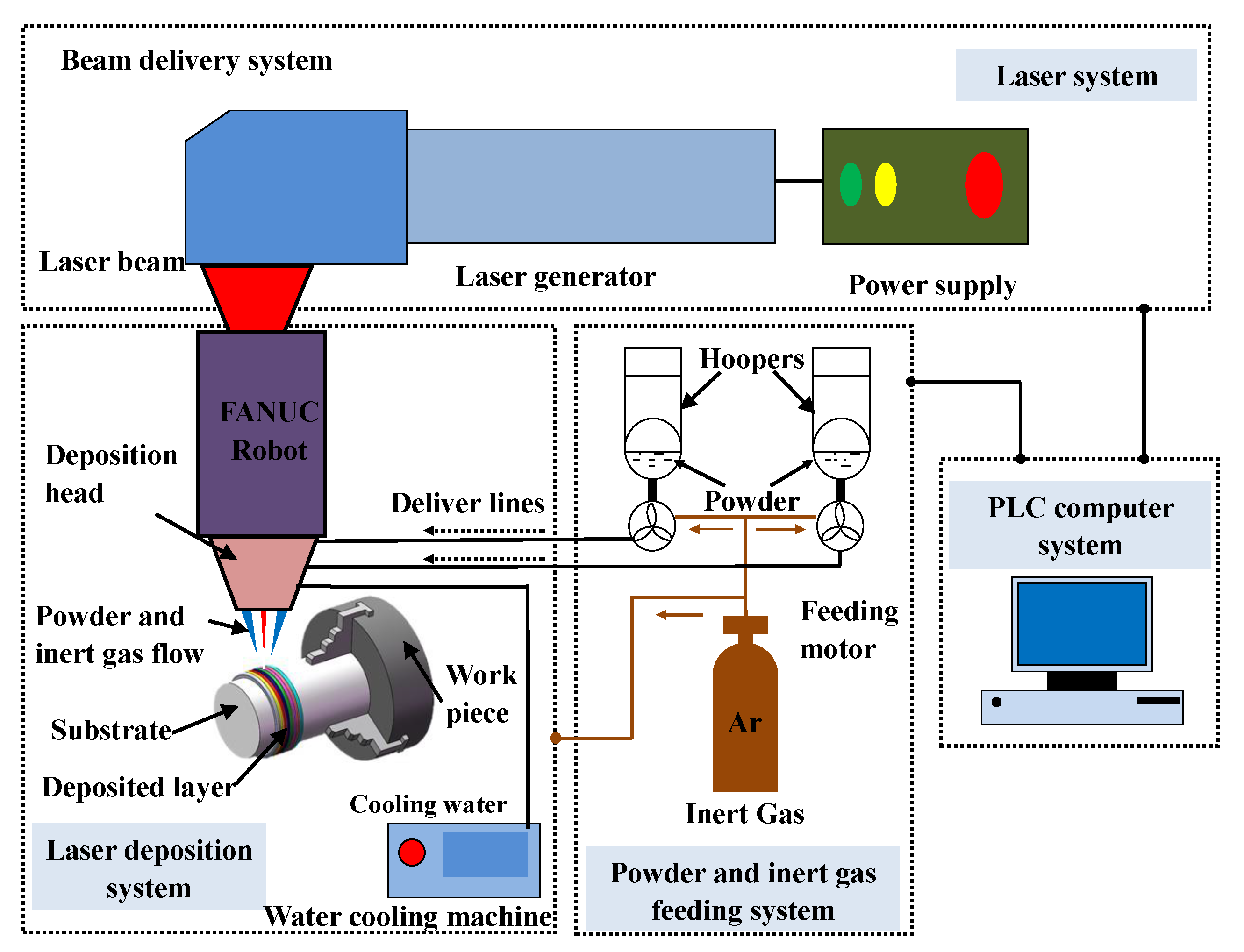
2.2. Experimental Set-up
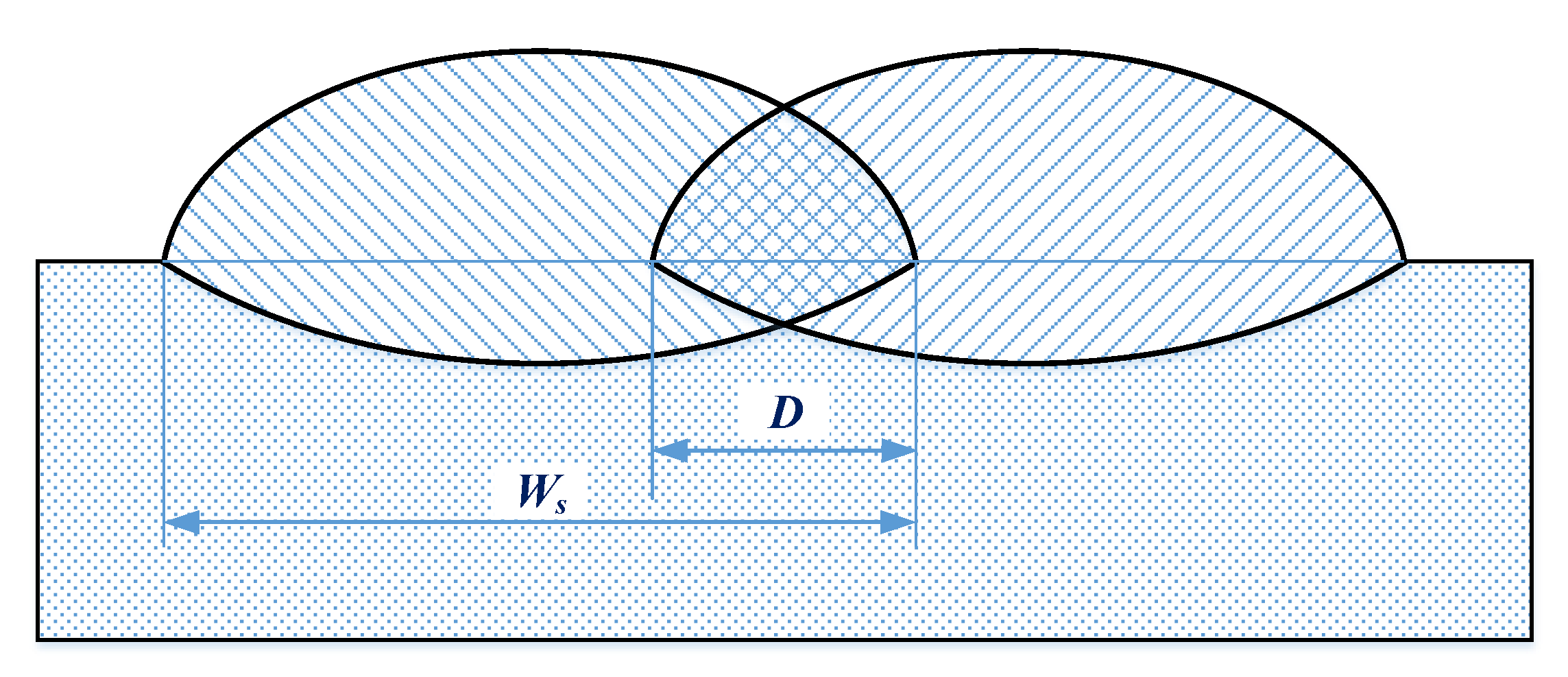
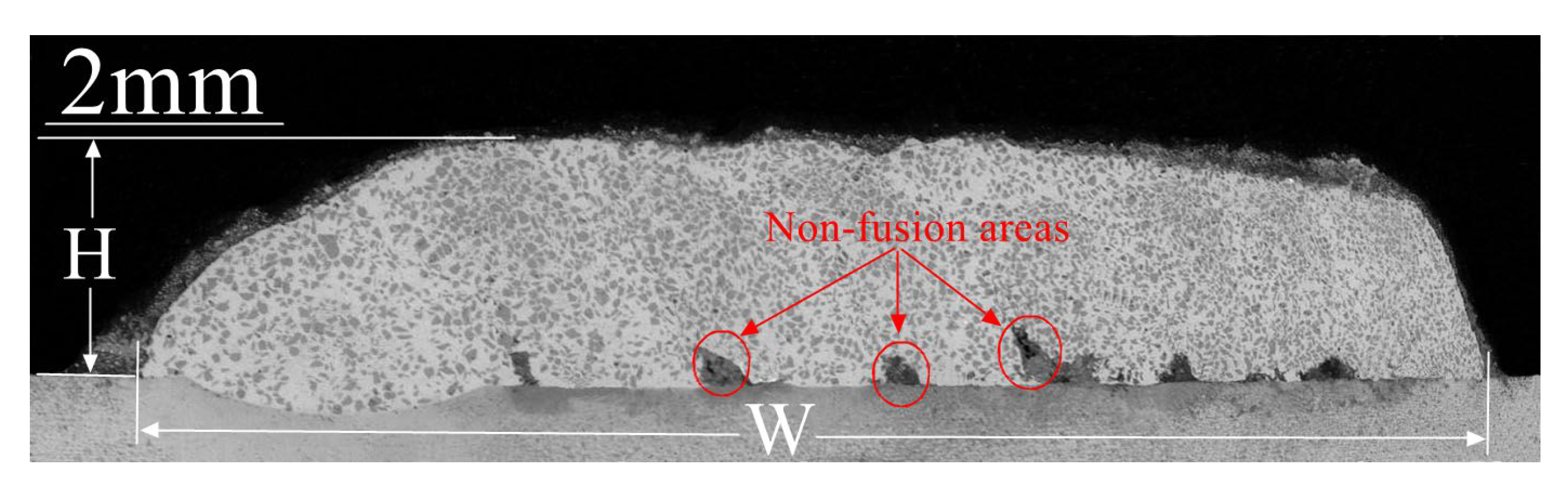
2.3. Design of Experiment
3. Multi-Objective Approach
3.1. Selection of Signal-to-Noise Ratios
3.2. Normalization of SNR Values
3.3. Calculation of Grey Relational Coefficients
3.4. Determination of Response Weights
3.4.1. Selection of Principal Components
3.4.2. Calculation of Response Weights
3.5. Calculation of Grey Relational Grade
4. Results and Discussion
4.1. SNR
4.2. Response Weights
4.3. Grey Relational Grade
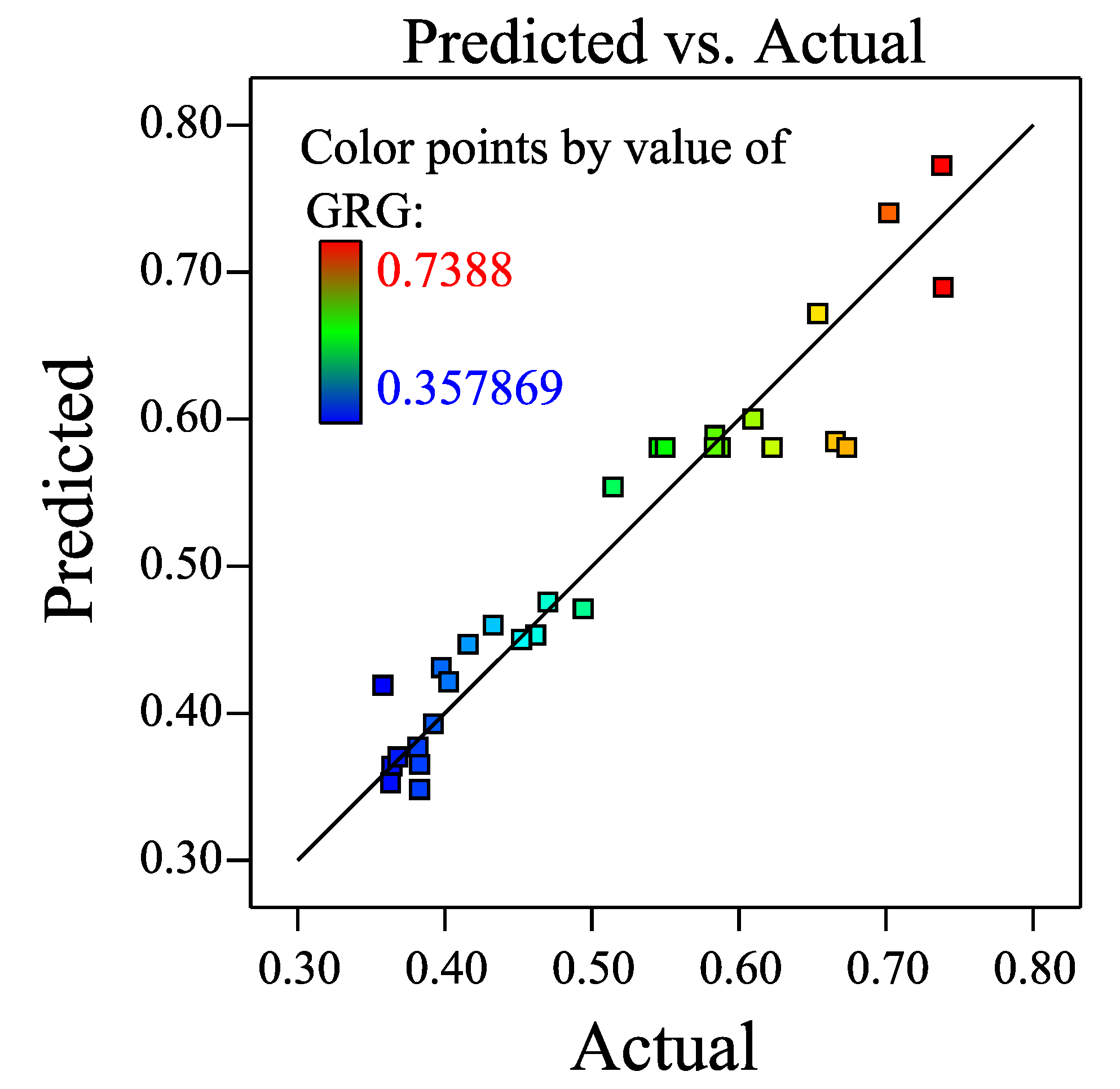
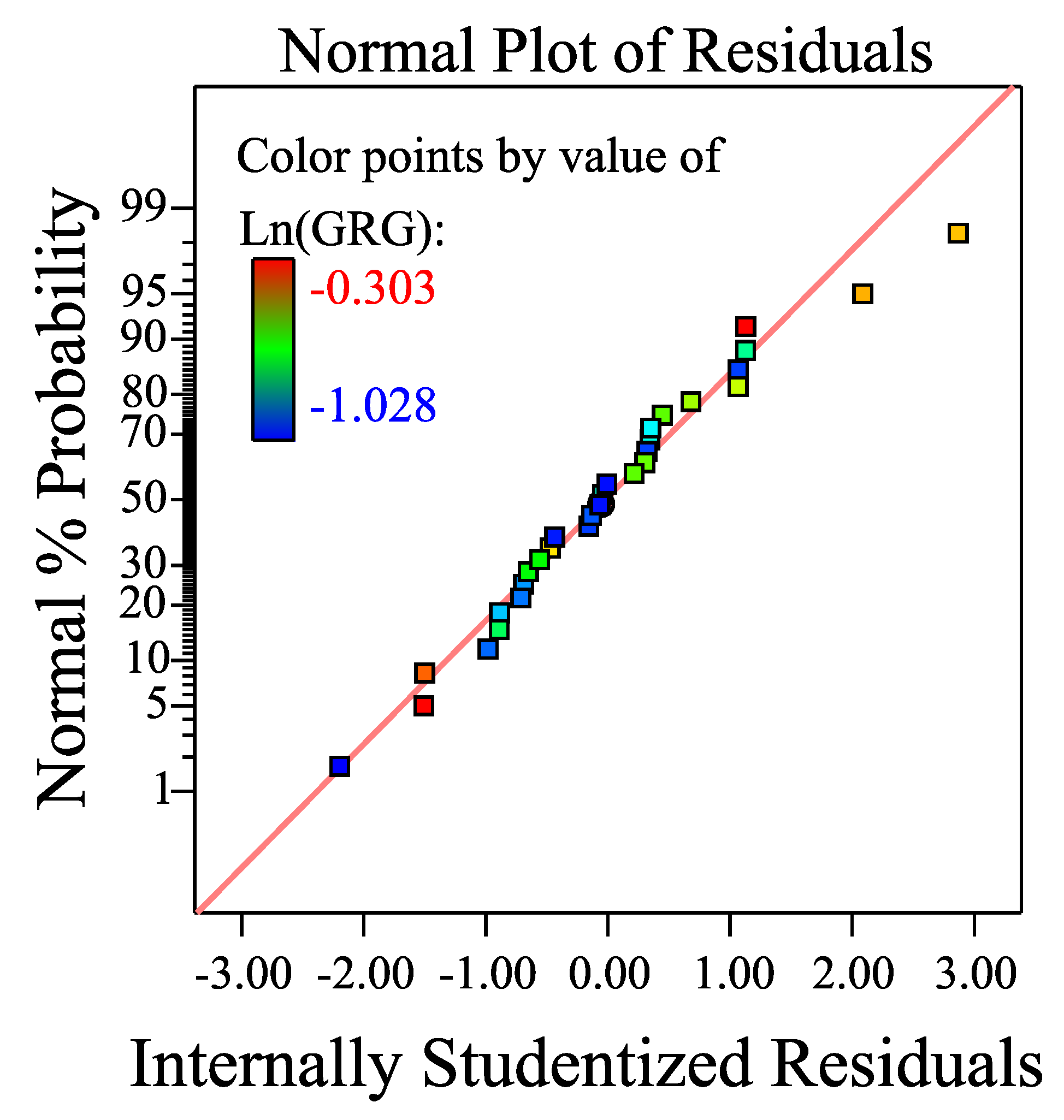
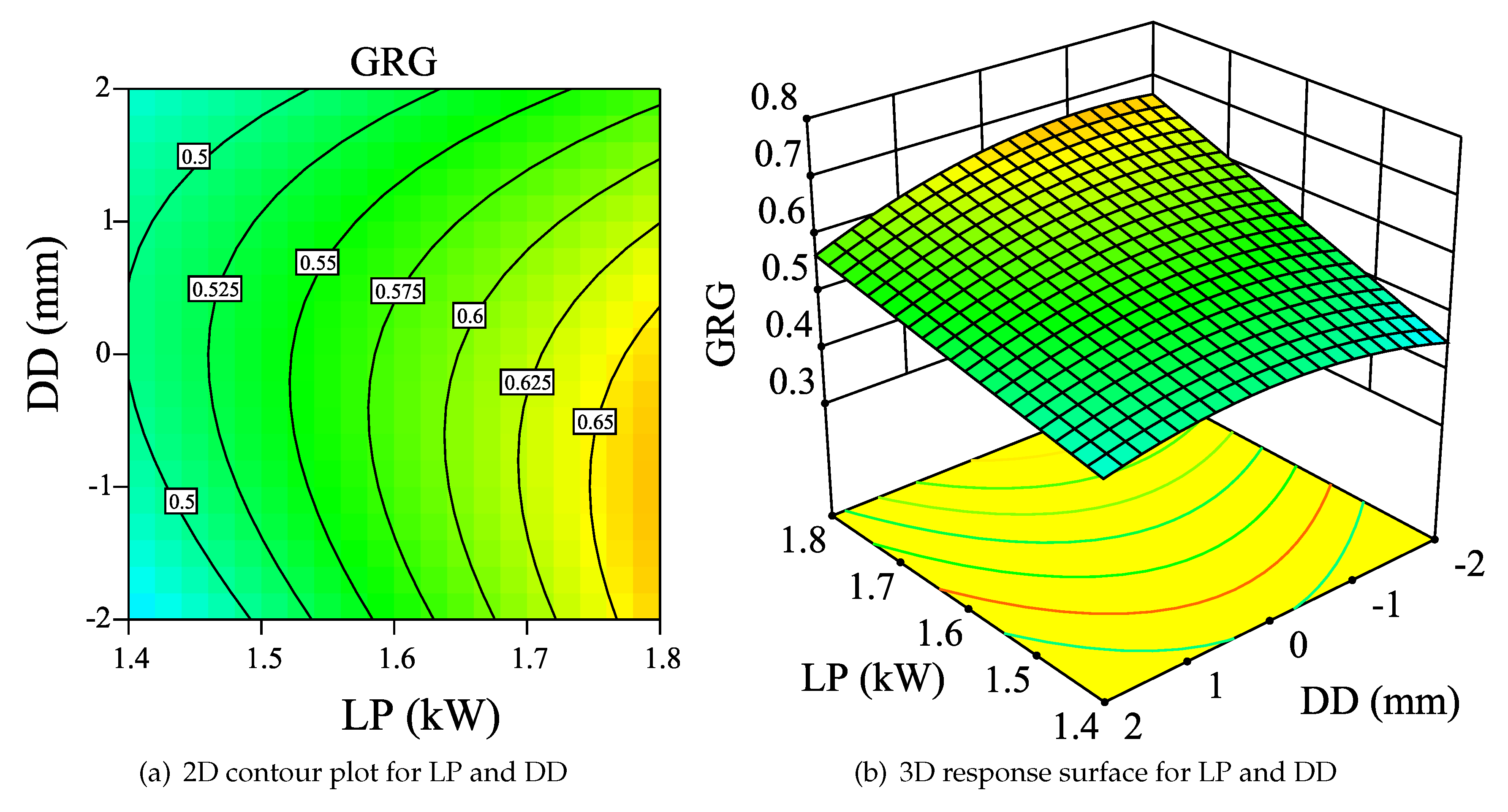
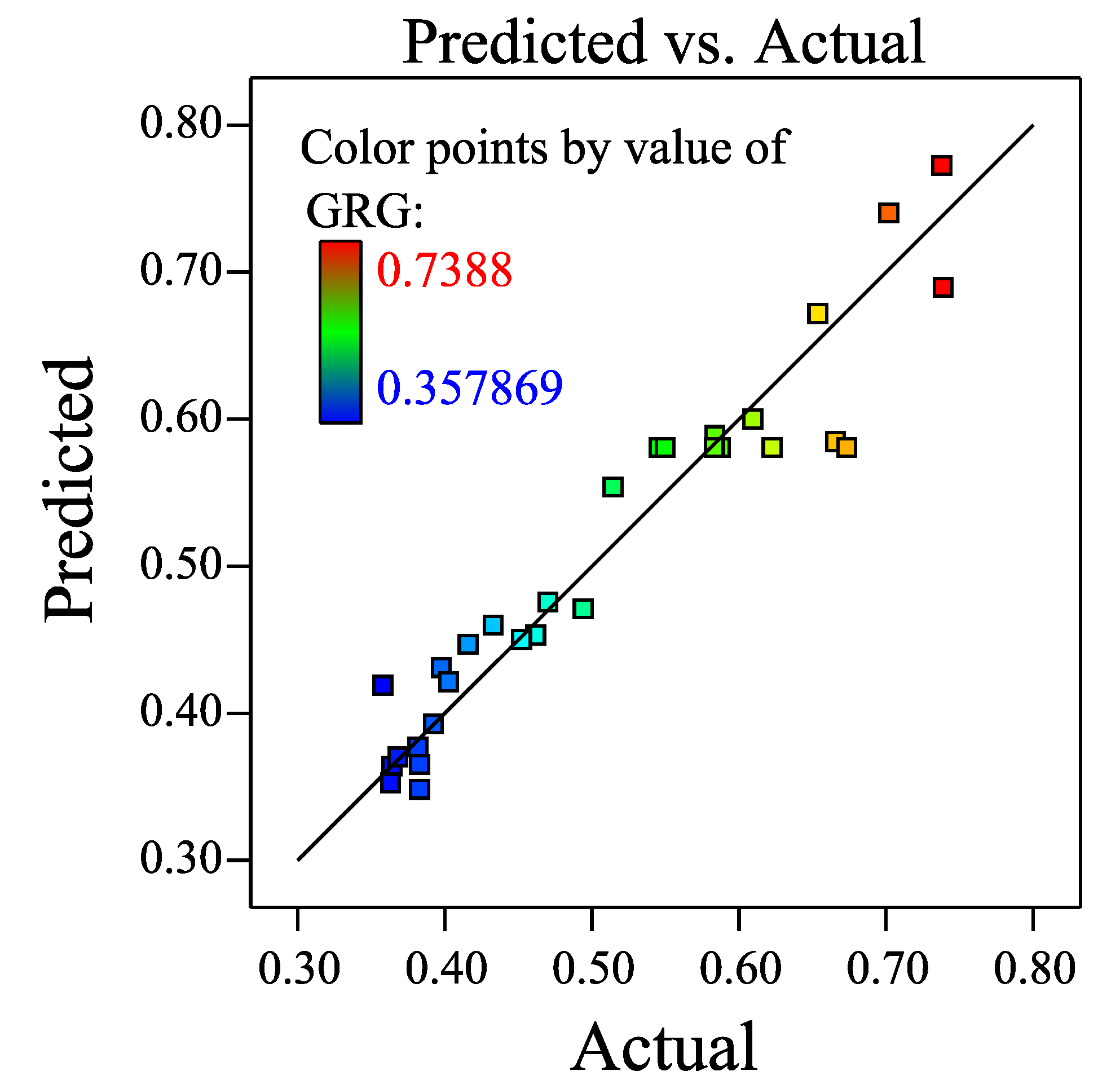
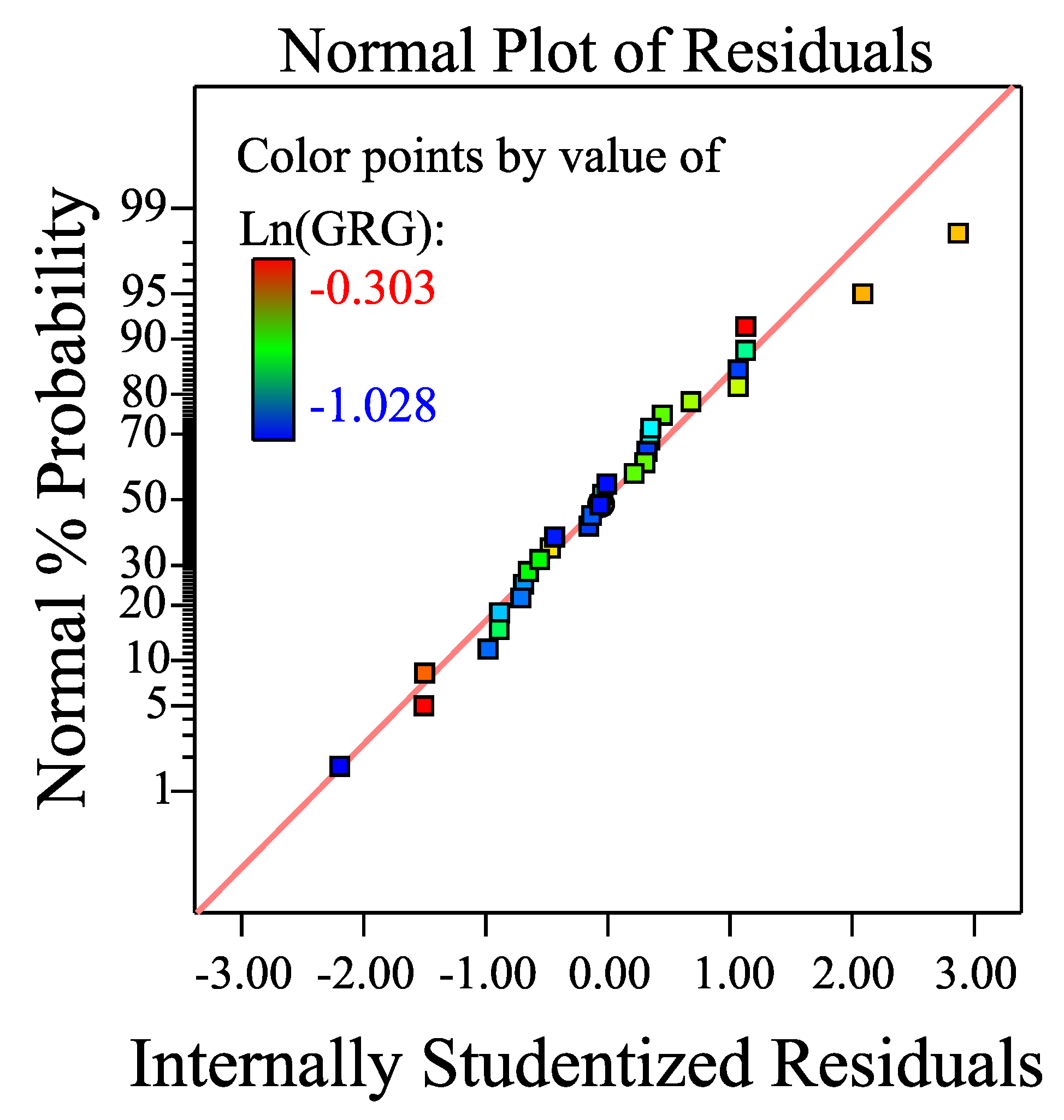
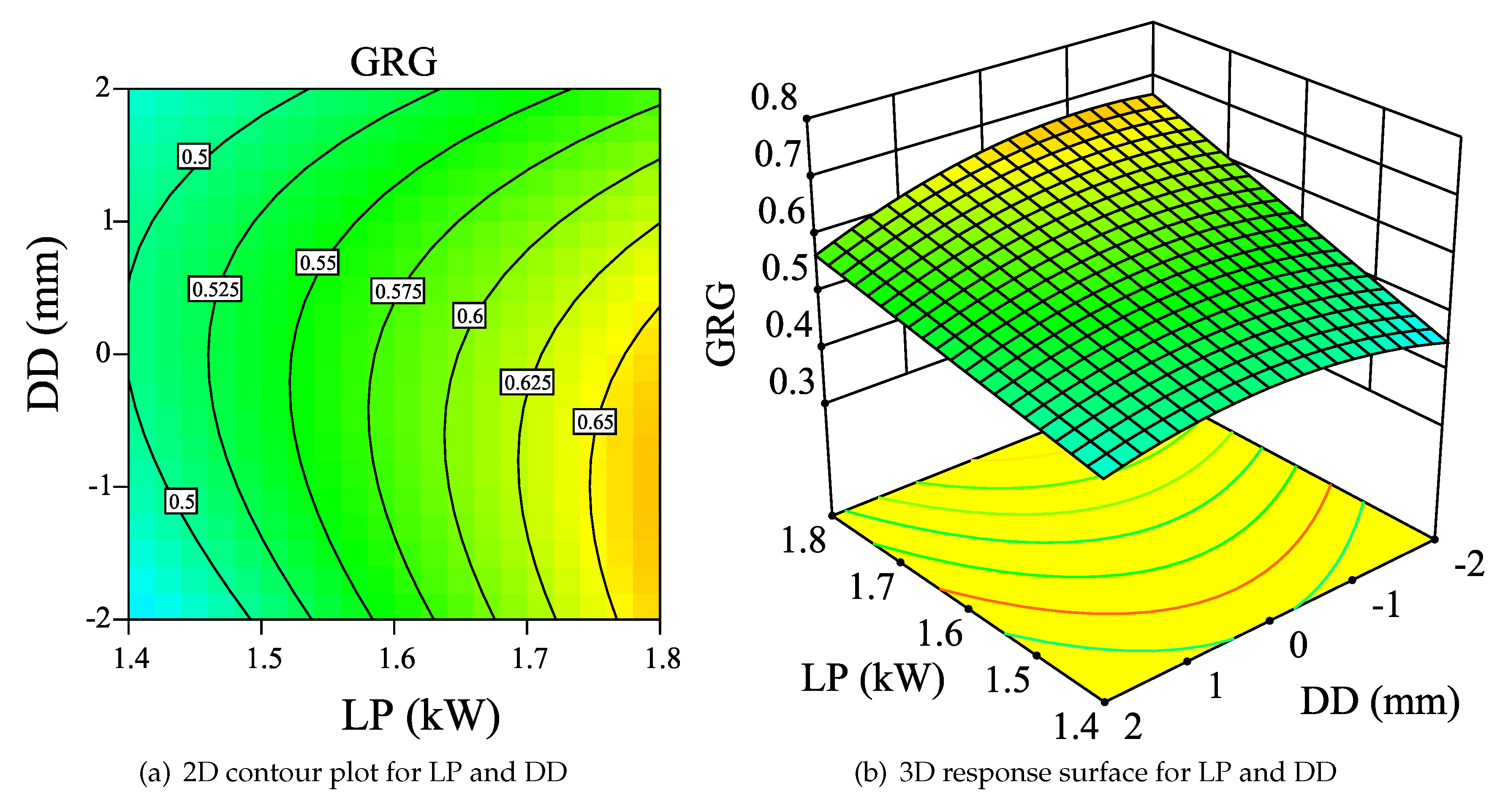
4.4. GRG Response Surface Model
4.5. Validation of GRG Model
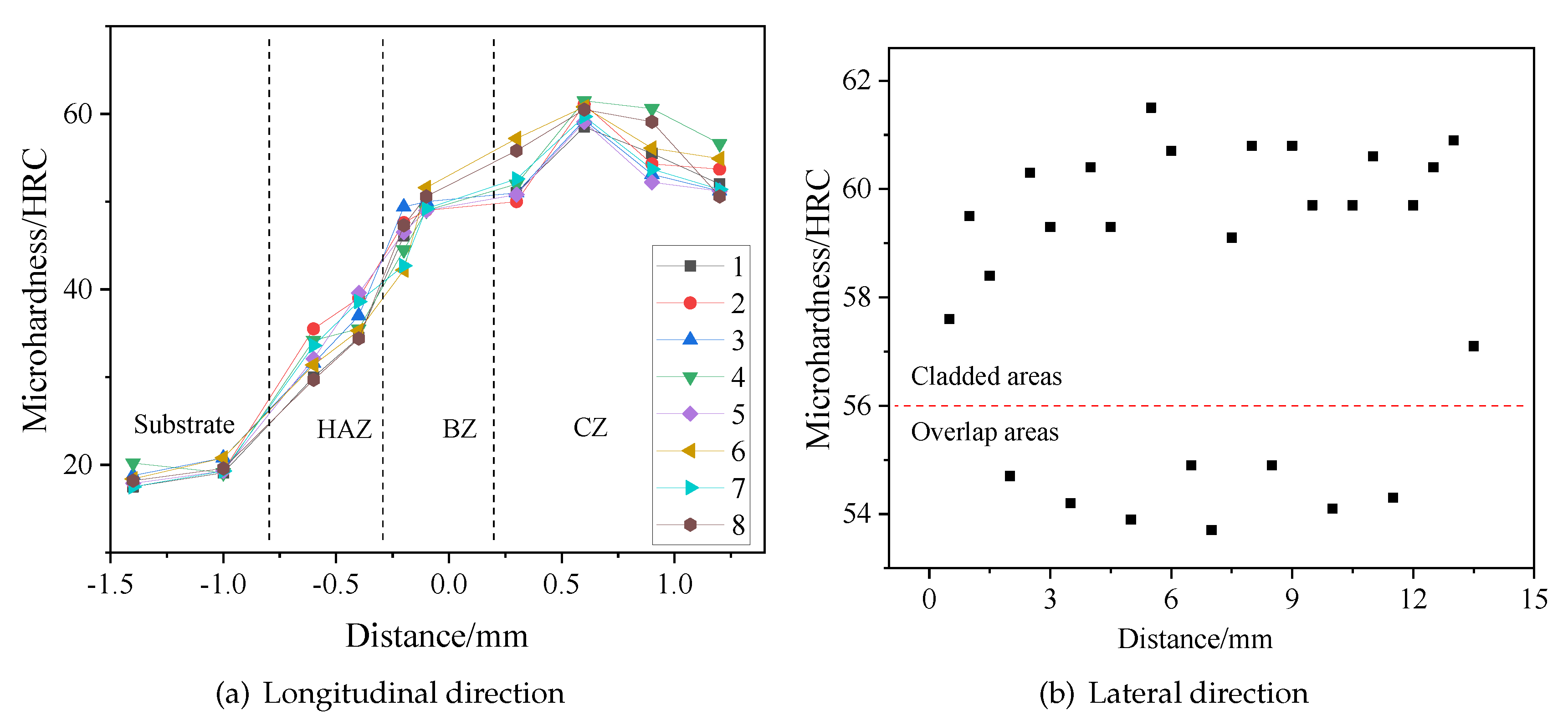
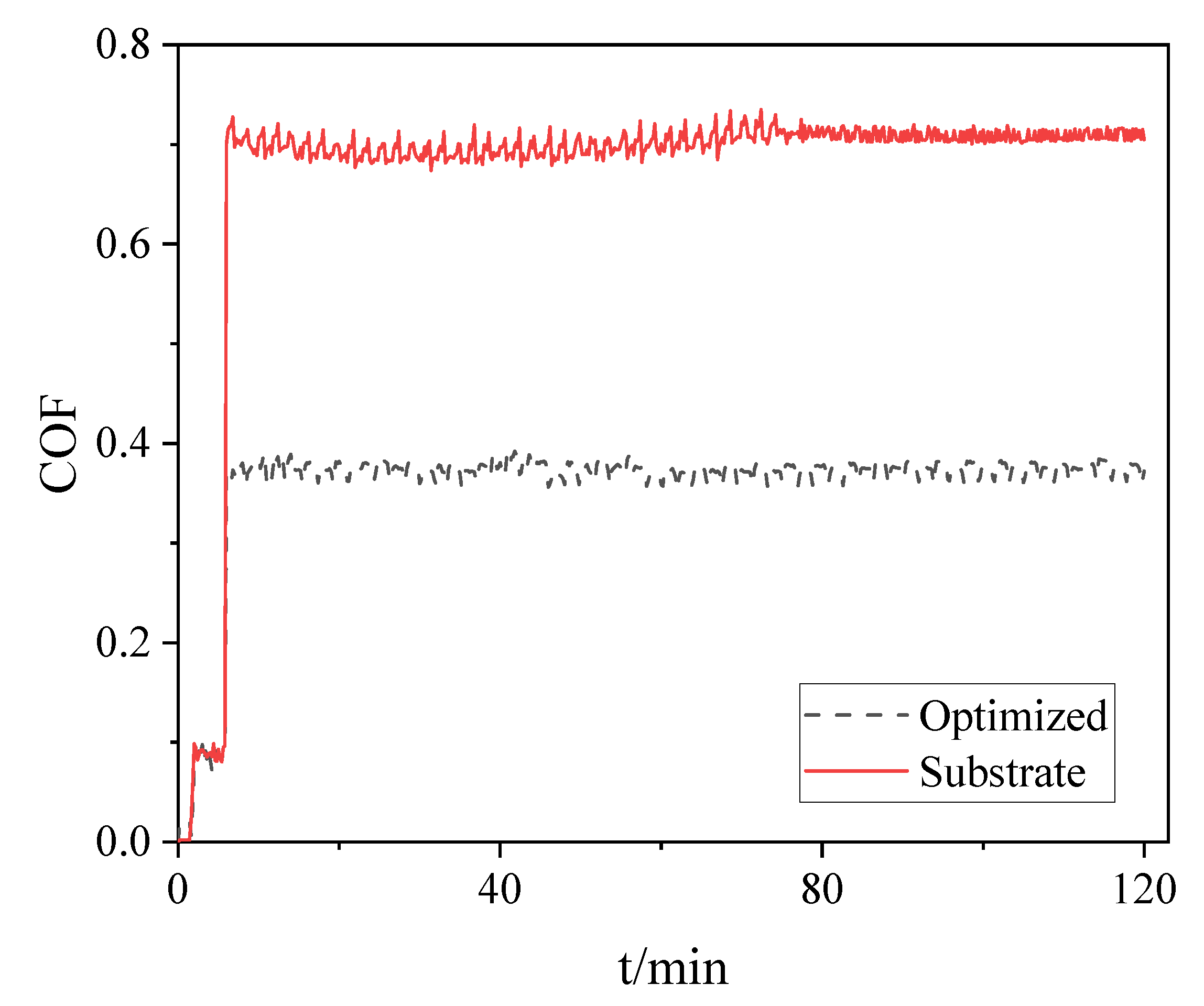
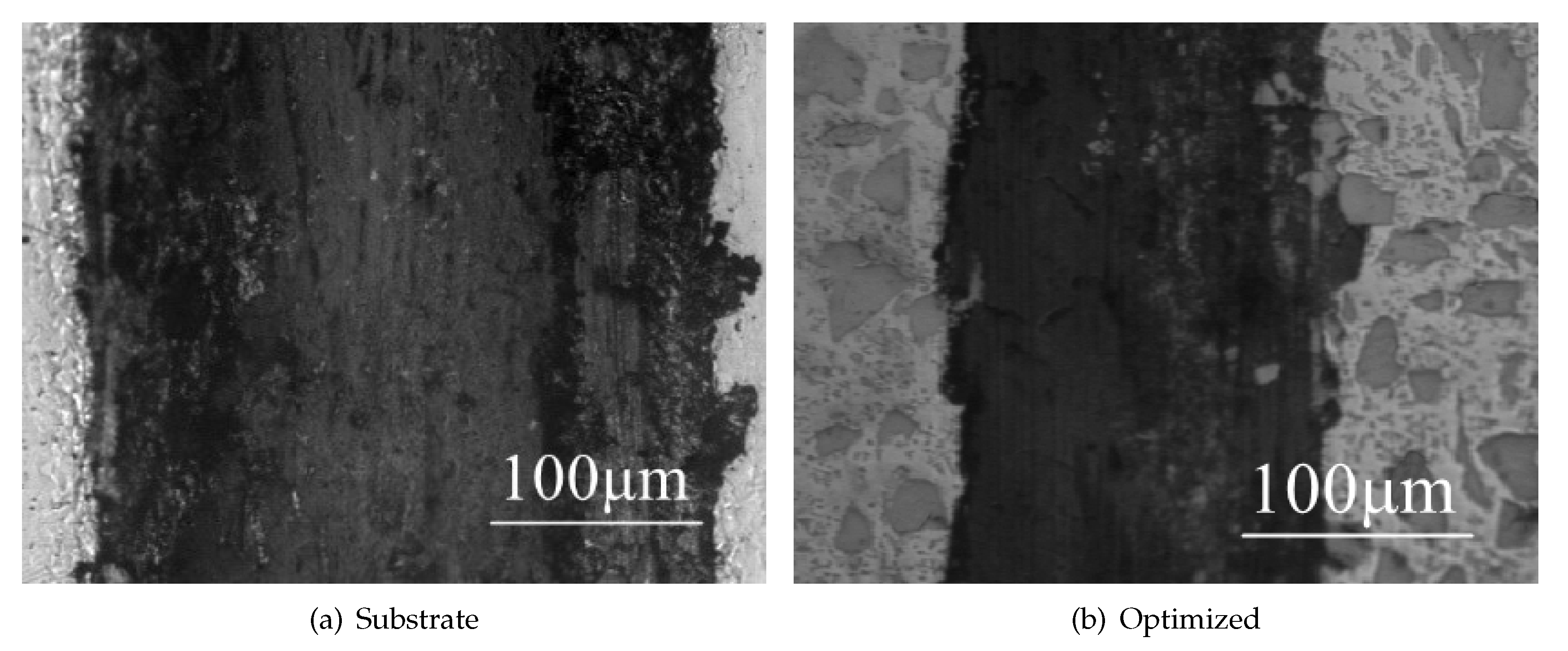
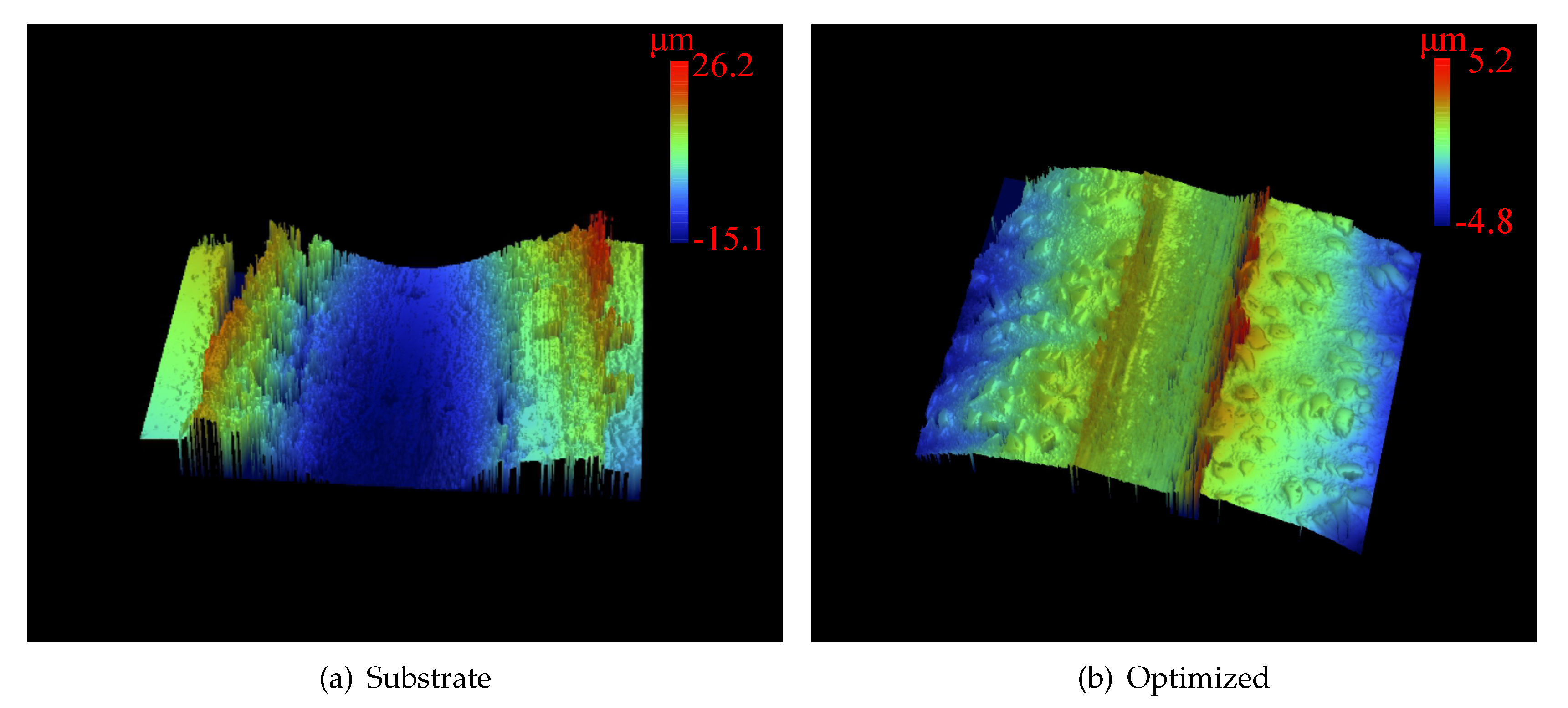
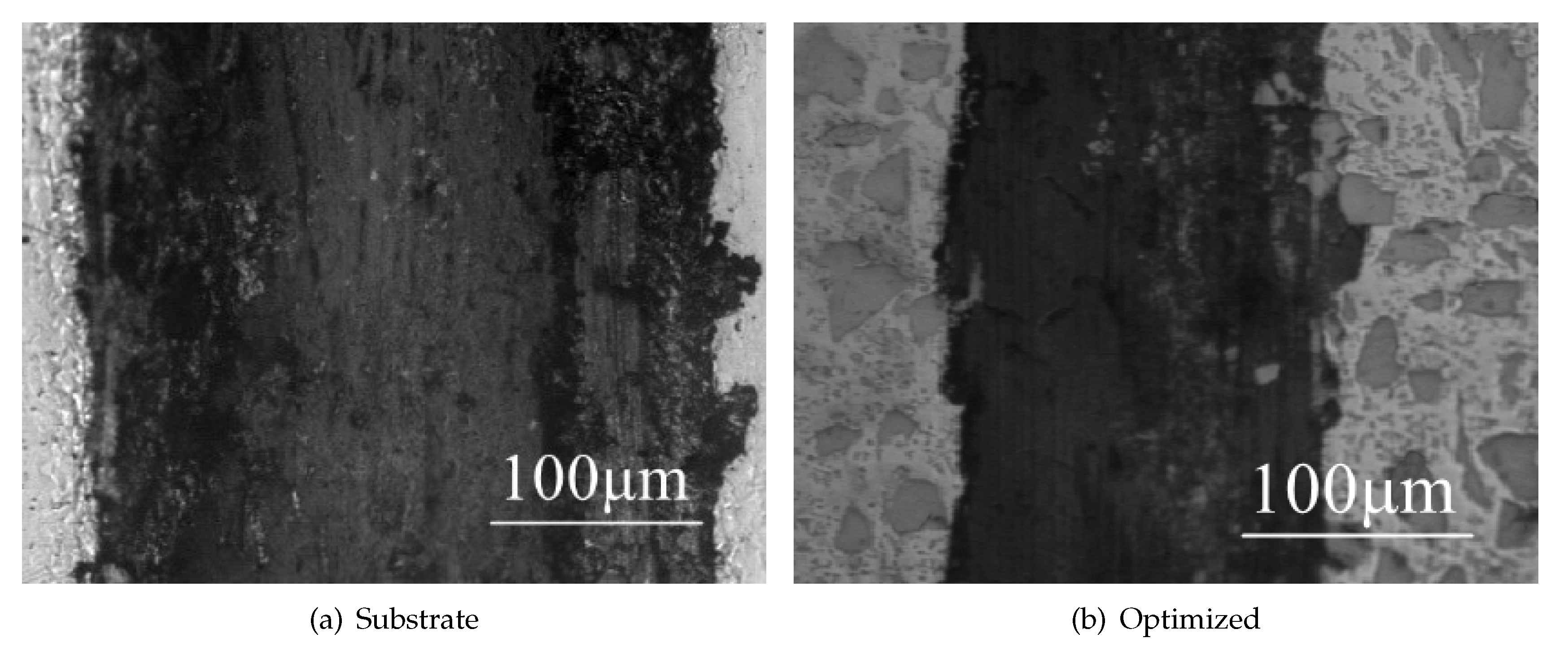
4.6. Mechanical Properties
5. Conclusions
- Principal component analysis is capable of objectively deciding the contribution of the three responses to the integrated GRG, i.e., 48.88%, 11.27%, and 39.85%, respectively. The GRG value is mainly affected by the clad width and non-fusion area.
- The GRG value of the three variables (clad width, flatness, and non-fusion area) is exponentially determined by the second-order model of the process parameters. The GRG response model has excellent goodness of fit and predictive capacity.
- The GRG value is relevant to all four investigated parameters. The surface quality of multi-pass laser claddings can be improved by increasing laser power, decreasing weight fraction of TiC and overlapping ratio, and/or focusing the laser spot on the surface.
- By integrating SNRs with GRA, the multi-response laser cladding process can be transformed into single objective problem and thus viably optimized for individual optimum objectives (maximized clad width and flatness, and minimized non-fusion area).
- The hardness of AISI 1045 substrate can be improved from 20 to 60 HRC and the wear resistance becomes 8.14 times better (wear volume reduced by about 87.7%) by adding Fe50/TiC powder under the optimal process conditions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| CCD | Composite Central Design |
| EDM | Electrical Discharge Machining |
| EDS | Energy Dispersive Spectrometer |
| GRA | Grey Relational Analysis |
| GRG | Grey Relational Grade |
| PCA | Principal Component Analysis |
| RSM | Response Surface Methodology |
References
- Botes, A.; Bolokang, A.S.; Kortidis, I.; Matjeke, V. Structure-property relationship of the laser cladded medium carbon steel: The use of butter layer between the substrate and the top clad layer. Surf. Interf. 2019, 14, 296–304. [Google Scholar] [CrossRef]
- Li, C.; Yu, Z.; Gao, J.; Zhao, J.; Han, X. Numerical simulation and experimental study of cladding Fe60 on an ASTM 1045 substrate by laser cladding. Surf. Coat. Technol. 2019, 357, 965–977. [Google Scholar] [CrossRef]
- Arias-González, F.; del Val, J.; Comesaña, R.; Penide, J.; Lusquiños, F.; Quintero, F.; Riveiro, A.; Boutinguiza, M.; Pou, J. Laser cladding of phosphor bronze. Surf. Coat. Technol. 2017, 313, 248–254. [Google Scholar] [CrossRef]
- Lewis, S.R.; Fretwell-Smith, S.; Goodwin, P.S.; Smith, L.; Lewis, R.; Aslam, M.; Fletcher, D.I.; Murray, K.; Lambert, R. Improving rail wear and RCF performance using laser cladding. Wear 2016, 366–367, 268–278. [Google Scholar] [CrossRef]
- Ansari, M.; Shoja Razavi, R.; Barekat, M. An empirical-statistical model for coaxial laser cladding of NiCrAlY powder on Inconel 738 superalloy. Opt. Laser Technol. 2016, 86, 136–144. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Nabhani, M.; Razavi, R.S.; Barekat, M. An empirical-statistical model for laser cladding of Ti-6Al-4V powder on Ti-6Al-4V substrate. Opt. Laser Technol. 2018, 100, 265–271. [Google Scholar] [CrossRef]
- Shi, J.; Zhu, P.; Fu, G.; Shi, S. Geometry characteristics modeling and process optimization in coaxial laser inside wire cladding. Opt. Laser Technol. 2018, 101, 341–348. [Google Scholar] [CrossRef]
- Udaya Prakash, J.; Ananth, S.; Sivakumar, G.; Moorthy, T.V. Multi-Objective Optimization of Wear Parameters for Aluminium Matrix Composites (413/B4C) using Grey Relational Analysis. Mater. Today: Proc. 2018, 5, 7207–7216. [Google Scholar] [CrossRef]
- Zhou, J.; Ren, J.; Yao, C. Multi-objective optimization of multi-axis ball-end milling Inconel 718 via grey relational analysis coupled with RBF neural network and PSO algorithm. Measurement 2017, 102, 271–285. [Google Scholar] [CrossRef]
- Mondal, S.; Paul, C.P.; Kukreja, L.M.; Bandyopadhyay, A.; Pal, P.K. Application of Taguchi-based gray relational analysis for evaluating the optimal laser cladding parameters for AISI1040 steel plane surface. Int. J. Adv. Manuf. Technol. 2013, 66, 91–96. [Google Scholar] [CrossRef]
- Zhang, Z.; Kovacevic, R. Multiresponse optimization of laser cladding steel+ VC using grey relational analysis in the taguchi method. JOM 2016, 68, 1762–1773. [Google Scholar] [CrossRef]
- Yu, T.; Yang, L.; Zhao, Y.; Sun, J.; Li, B. Experimental research and multi-response multi-parameter optimization of laser cladding Fe313. Opt. Laser Technol. 2018, 108, 321–332. [Google Scholar] [CrossRef]
- Manikandan, N.; Raju, R.; Palanisamy, D.; Arulkirubakaran; Kumar, S. Investigation on Ti6Al4V laser metal deposition using Taguchi based grey approach. Mater. Today: Proc. 2018, 5, 14375–14383. [Google Scholar] [CrossRef]
- Mondal, S.; Bandyopadhyay, A.; Pal, P.K. Application of artificial neural network for the prediction of laser cladding process characteristics at Taguchi-based optimized condition. Int. J. Adv. Manuf. Technol. 2014, 70, 2151–2158. [Google Scholar] [CrossRef]
- Liu, H.; Qin, X.; Huang, S.; Jin, L.; Wang, Y.; Lei, K. Geometry Characteristics Prediction of Single Track Cladding Deposited by High Power Diode Laser Based on Genetic Algorithm and Neural Network. Int. J. Prec. Eng. Manuf. 2018, 19, 1061–1070. [Google Scholar] [CrossRef]
- Sohrabpoor, H. Analysis of laser powder deposition parameters: ANFIS modeling and ICA optimization. Optik 2016, 127, 4031–4038. [Google Scholar] [CrossRef]
- Chen, T.; Wu, W.; Li, W.; Liu, D. Laser cladding of nanoparticle TiC ceramic powder: Effects of process parameters on the quality characteristics of the coatings and its prediction model. Opt. Laser Technol. 2019, 116, 345–355. [Google Scholar] [CrossRef]
- Olakanmi, E.; Nyadongo, S.; Malikongwa, K.; Lawal, S.; Botes, A.; Pityana, S. Multi-variable optimisation of the quality characteristics of fiber-laser cladded Inconel-625 composite coatings. Surf. Coat. Technol. 2019, 357, 289–303. [Google Scholar] [CrossRef]
- Khorram, A.; Jamaloei, A.D.; Paidar, M.; Cao, X. Laser cladding of Inconel 718 with 75Cr3C2 + 25(80Ni20Cr) powder: Statistical modeling and optimization. Surf. Coat. Technol. 2019, 378, 124933. [Google Scholar] [CrossRef]
- Wen, P.; Feng, Z.; Zheng, S. Formation quality optimization of laser hot wire cladding for repairing martensite precipitation hardening stainless steel. Opt. Laser Technol. 2015, 65, 180–188. [Google Scholar] [CrossRef]
- Deeying, J.; Asawarungsaengkul, K.; Chutima, P. Multi-objective optimization on laser solder jet bonding process in head gimbal assembly using the response surface methodology. Opt. Laser Technol. 2018, 98, 158–168. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, C.; Liu, W.; Ma, Y.; Tang, S.; Liang, C.; Cai, Q.; Zhang, C. Optimization of parameters in laser powder deposition AlSi10Mg alloy using Taguchi method. Opt. Laser Technol. 2019, 111, 470–480. [Google Scholar] [CrossRef]
- Viumdal, H.; Mylvaganam, S. Enhancing signal to noise ratio by fine-tuning tapers of cladded/uncladded buffer rods in ultrasonic time domain reflectometry in smelters. Ultrasonics 2014, 54, 894–904. [Google Scholar] [CrossRef] [PubMed]
- Rajamani, D.; Ziout, A.; Balasubramanian, E.; Velu, R.; Sachin, S.; Mohamed, H. Prediction and analysis of surface roughness in selective inhibition sintered high-density polyethylene parts: A parametric approach using response surface methodology–grey relational analysis. Adv. Mech. Eng. 2018, 10, 1687814018820994. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Maruda, R.W.; Krolczyk, G.; Niesłony, P. Application of signal to noise ratio and grey relational analysis to minimize forces and vibrations during precise ball end milling. Prec. Eng. 2018, 51, 582–596. [Google Scholar] [CrossRef]
- Maheswaran, C.B.; Jayendra Bharathi, R.; Paul joshua, S.; Kumar Srirangan, A. Optimisation of laser welding parameters for incoloy 800HT joints using Grey-fuzzy Taguchi approach. Mater. Today: Proc. 2018, 5, 14237–14243. [Google Scholar] [CrossRef]
- Naik, A.B.; Reddy, A.C. Optimization of tensile strength in TIG welding using the Taguchi method and analysis of variance (ANOVA). Thermal Sci. Eng. Progr. 2018, 8, 327–339. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Modeling and optimization of laser beam percussion drilling of thin aluminum sheet. Opt. Laser Technol. 2013, 48, 461–474. [Google Scholar] [CrossRef]
- Marzban, J.; Ghaseminejad, P.; Ahmadzadeh, M.H.; Teimouri, R. Experimental investigation and statistical optimization of laser surface cladding parameters. Int. J. Adv. Manuf. Technol. 2015, 76, 1163–1172. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Wang, H.; Wang, J.; Fan, Y. Frequency line extraction on low SNR lofargram using principal component analysis. In Proceedings of the 2018 14th IEEE International Conference on Signal Processing (ICSP), Beijing, China, 12–16 August 2018; pp. 455–459. [Google Scholar]
- Lian, G.; Yao, M.; Zhang, Y.; Chen, C. Analysis and prediction on geometric characteristics of multi-track overlapping laser cladding. Int. J. Adv. Manuf. Technol. 2018, 97, 2397–2407. [Google Scholar] [CrossRef]
- Ochonogor, O.F.; Meacock, C.; Abdulwahab, M.; Pityana, S.; Popoola, A.P.I. Effects of Ti and TiC ceramic powder on laser-cladded Ti–6Al–4V in situ intermetallic composite. Appl. Surf. Sci. 2012, 263, 591–596. [Google Scholar] [CrossRef]
- Lu, J.; Cao, J.; Lu, H.; Zhang, L.; Luo, K. Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf. Coat. Technol. 2019, 369, 228–237. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, P.; Liu, C.; Ren, J.; Gong, H. The influence of carbides on the microstructure, grain growth, and oxidation resistance of nanostructured carbides-strengthened cobalt-based multi-track laser-cladding layers. Appl. Surf. Sci. 2019, 469, 495–504. [Google Scholar] [CrossRef]
- Hulka, I.; Utu, D.; Serban, V.; Negrea, P.; Lukáč, F.; Chráska, T. Effect of Ti addition on microstructure and corrosion properties of laser cladded WC-Co/NiCrBSi(Ti) coatings. Appl. Surf. Sci. 2020, 504, 144349. [Google Scholar] [CrossRef]
- Zhao, Y.; Yu, T.; Sun, J.; Jiang, S. Microstructure and properties of laser cladded B4C/TiC/Ni-based composite coating. Int. J. Refractory Metals Hard Mater. 2020, 86, 105112. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Cr | Mn | Ni | Si | Fe |
|---|---|---|---|---|---|---|
| AISI 1045 | 0.40∼0.50 | ≤0.25 | 0.40∼0.50 | ≤0.25 | 0.17∼0.37 | Bal. |
| Powder | Cr | C | Mo | Si | O | Ni | Fe | N | T.C | F.C |
|---|---|---|---|---|---|---|---|---|---|---|
| Fe50 | 16.15 | 0.15 | 1.58 | 0.77 | <0.1 | 1.75 | Bal. | - | - | - |
| TiC | - | - | - | - | 0.5 | 0.08 | - | 0.5 | >18.8 | <0.5 |
| Impurity Name | O | N | HO | Purity |
|---|---|---|---|---|
| Content | ≤5 ppm | ≤30 ppm | ≤10 ppm | ≥99.99% |
| Variables | Notation | Unit | Levels | ||||
|---|---|---|---|---|---|---|---|
| Powder ratio of TiC | PR | wt. % | 30 | 35 | 40 | 45 | 50 |
| Laser power | LP | kW | 1.2 | 1.4 | 1.6 | 1.8 | 2 |
| Defocusing distance | DD | mm | 0 | 2 | 4 | ||
| Overlapping ratio | OR | % | 10 | 20 | 30 | 40 | 50 |
| No. | PR (%) | LP (kW) | DD (mm) | OR (%) | W(mm) | F | (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 40 | 1.6 | 0 | 30 | 12.96 | 0.9008 | 0.242 |
| 2 | 45 | 1.8 | 2 | 20 | 12.10 | 0.8780 | 0.620 |
| 3 | 35 | 1.4 | 2 | 40 | 9.82 | 0.9015 | 0.714 |
| 4 | 50 | 1.6 | 0 | 30 | 9.57 | 0.8644 | 0.756 |
| 5 | 40 | 1.6 | 0 | 50 | 9.64 | 0.8602 | 0.834 |
| 6 | 40 | 1.6 | 0 | 30 | 12.99 | 0.9030 | 0.421 |
| 7 | 40 | 2 | 0 | 30 | 12.23 | 0.9389 | 0.180 |
| 8 | 35 | 1.4 | 20 | 11.44 | 0.8804 | 0.664 | |
| 9 | 30 | 1.6 | 0 | 30 | 12.61 | 0.9107 | 0.246 |
| 10 | 45 | 1.4 | 40 | 9.49 | 0.8901 | 0.648 | |
| 11 | 40 | 1.6 | 0 | 30 | 12.16 | 0.9108 | 0.176 |
| 12 | 40 | 1.6 | 0 | 30 | 12.74 | 0.9036 | 0.281 |
| 13 | 40 | 1.6 | 0 | 30 | 12.31 | 0.8903 | 0.306 |
| 14 | 45 | 1.4 | 20 | 11.2 | 0.8419 | 0.821 | |
| 15 | 40 | 1.6 | 30 | 10.1 | 0.8943 | 0.358 | |
| 16 | 45 | 1.8 | 40 | 11.12 | 0.9206 | 0.390 | |
| 17 | 40 | 1.6 | 0 | 30 | 12.94 | 0.9052 | 0.312 |
| 18 | 45 | 1.4 | 2 | 40 | 9.58 | 0.8751 | 0.810 |
| 19 | 35 | 1.4 | 2 | 20 | 12.63 | 0.8804 | 0.820 |
| 20 | 40 | 1.2 | 0 | 30 | 10.74 | 0.8922 | 0.842 |
| 21 | 35 | 1.8 | 20 | 14.67 | 0.9087 | 0.256 | |
| 22 | 35 | 1.4 | 40 | 9.53 | 0.9045 | 0.786 | |
| 23 | 45 | 1.8 | 2 | 40 | 9.32 | 0.9007 | 0.881 |
| 24 | 45 | 1.8 | 20 | 12.85 | 0.8863 | 0.514 | |
| 25 | 35 | 1.8 | 2 | 20 | 13.45 | 0.903 | 0.240 |
| 26 | 40 | 1.6 | 0 | 10 | 15.4 | 0.8097 | 0.780 |
| 27 | 45 | 1.4 | 2 | 20 | 11.61 | 0.8581 | 0.844 |
| 28 | 35 | 1.8 | 40 | 12.35 | 0.9111 | 0.152 | |
| 29 | 35 | 1.8 | 2 | 40 | 12.31 | 0.9046 | 0.256 |
| 30 | 40 | 1.6 | 4 | 30 | 9.52 | 0.8900 | 0.654 |
| No. | S/N (dB) | S/N (dB) | S/N (dB) |
|---|---|---|---|
| 1 | 22.2521 | −0.9074 | 12.3237 |
| 2 | 21.6557 | −1.1301 | 4.1522 |
| 3 | 19.8422 | −0.9007 | 2.926 |
| 4 | 19.6182 | −1.2657 | 2.4296 |
| 5 | 19.6815 | −1.308 | 1.5767 |
| 6 | 22.2722 | −0.8862 | 7.5144 |
| 7 | 21.7485 | −0.5476 | 14.8945 |
| 8 | 21.1685 | −1.1064 | 3.5566 |
| 9 | 22.0143 | −0.8125 | 12.1813 |
| 10 | 19.5453 | −1.0112 | 3.7685 |
| 11 | 21.6987 | −0.8115 | 15.0897 |
| 12 | 22.1034 | −0.8805 | 11.0259 |
| 13 | 21.8052 | −1.0093 | 10.2856 |
| 14 | 20.9844 | −1.4948 | 1.7131 |
| 15 | 20.0864 | −0.9703 | 8.9223 |
| 16 | 20.9221 | −0.7186 | 8.1787 |
| 17 | 22.2387 | −0.8651 | 10.1169 |
| 18 | 19.6273 | −1.1588 | 1.8303 |
| 19 | 22.0281 | −1.1064 | 1.7237 |
| 20 | 20.6201 | −0.9908 | 1.4938 |
| 21 | 23.3286 | −0.8316 | 11.8352 |
| 22 | 19.5819 | −0.8718 | 2.0915 |
| 23 | 19.3883 | −0.9084 | 1.1005 |
| 24 | 22.1781 | −1.0484 | 5.7807 |
| 25 | 22.5744 | −0.8862 | 12.3958 |
| 26 | 23.7504 | −1.8335 | 2.1581 |
| 27 | 21.2966 | −1.3292 | 1.4732 |
| 28 | 21.8333 | −0.8087 | 16.3631 |
| 29 | 21.8052 | −0.8709 | 11.8352 |
| 30 | 19.5727 | −1.0122 | 3.6884 |
| Principal Component | Eigenvalue | Contribution (%) |
|---|---|---|
| First | 1.847 | 61.561 |
| Second | 1.001 | 33.365 |
| Third | 0.152 | 5.074 |
| Total | 100 |
| 4]*Response | Principal Component | |
|---|---|---|
| First | Second | |
| W | 0.612 | 0.771 |
| F | 0.741 | −0.637 |
| 0.961 | 0.001 | |
| Response | First Values | Second Values |
|---|---|---|
| W | 0.4503 | 0.7706 |
| F | 0.5452 | −0.6367 |
| 0.7071 | 0.001 |
| Response | Coefficient of Comprehensive Score Model | Response Weight |
|---|---|---|
| W | 0.5629 | 0.4888 |
| F | 0.1298 | 0.1127 |
| 0.4589 | 0.3985 |
| No. | Deviation Sequence | GRC | GRG | Rank | ||||
|---|---|---|---|---|---|---|---|---|
| GRC(W) | GRC(F) | GRC() | ||||||
| 1 | 0.6565 | 0.7202 | 0.7353 | 0.5928 | 0.6412 | 0.6539 | 0.6226 | 7 |
| 2 | 0.5198 | 0.547 | 0.1999 | 0.5101 | 0.5247 | 0.3846 | 0.4617 | 17 |
| 3 | 0.1041 | 0.7254 | 0.1196 | 0.3582 | 0.6455 | 0.3622 | 0.3922 | 23 |
| 4 | 0.0527 | 0.4416 | 0.0871 | 0.3455 | 0.4724 | 0.3539 | 0.3631 | 29 |
| 5 | 0.0672 | 0.4087 | 0.0312 | 0.349 | 0.4582 | 0.3404 | 0.3579 | 30 |
| 6 | 0.6611 | 0.7367 | 0.4202 | 0.596 | 0.655 | 0.4631 | 0.5497 | 12 |
| 7 | 0.5411 | 1 | 0.9038 | 0.5214 | 1 | 0.8386 | 0.7018 | 3 |
| 8 | 0.4081 | 0.5655 | 0.1609 | 0.4579 | 0.535 | 0.3734 | 0.4329 | 19 |
| 9 | 0.602 | 0.794 | 0.726 | 0.5568 | 0.7082 | 0.646 | 0.6094 | 8 |
| 10 | 0.036 | 0.6395 | 0.1748 | 0.3415 | 0.581 | 0.3773 | 0.3828 | 25 |
| 11 | 0.5296 | 0.7948 | 0.9166 | 0.5153 | 0.709 | 0.857 | 0.6733 | 4 |
| 12 | 0.6224 | 0.7411 | 0.6503 | 0.5698 | 0.6589 | 0.5884 | 0.5872 | 9 |
| 13 | 0.5541 | 0.641 | 0.6018 | 0.5286 | 0.5821 | 0.5567 | 0.5458 | 13 |
| 14 | 0.3659 | 0.2634 | 0.0401 | 0.4409 | 0.4043 | 0.3425 | 0.3976 | 22 |
| 15 | 0.16 | 0.6713 | 0.5125 | 0.3731 | 0.6033 | 0.5063 | 0.4522 | 18 |
| 16 | 0.3516 | 0.867 | 0.4638 | 0.4354 | 0.7899 | 0.4825 | 0.4941 | 15 |
| 17 | 0.6534 | 0.7531 | 0.5908 | 0.5906 | 0.6694 | 0.5499 | 0.5833 | 11 |
| 18 | 0.0548 | 0.5247 | 0.0478 | 0.346 | 0.5126 | 0.3443 | 0.3641 | 28 |
| 19 | 0.6052 | 0.5655 | 0.0408 | 0.5588 | 0.535 | 0.3427 | 0.47 | 16 |
| 20 | 0.2824 | 0.6554 | 0.0258 | 0.4106 | 0.592 | 0.3392 | 0.4026 | 21 |
| 21 | 0.9033 | 0.7792 | 0.7033 | 0.8379 | 0.6936 | 0.6276 | 0.7379 | 2 |
| 22 | 0.0444 | 0.7479 | 0.0649 | 0.3435 | 0.6648 | 0.3484 | 0.3817 | 26 |
| 23 | 0 | 0.7194 | 0 | 0.3333 | 0.6406 | 0.3333 | 0.368 | 27 |
| 24 | 0.6395 | 0.6106 | 0.3066 | 0.5811 | 0.5622 | 0.419 | 0.5144 | 14 |
| 25 | 0.7304 | 0.7367 | 0.7401 | 0.6497 | 0.655 | 0.6579 | 0.6536 | 6 |
| 26 | 1 | 0 | 0.0693 | 1 | 0.3333 | 0.3495 | 0.6656 | 5 |
| 27 | 0.4375 | 0.3922 | 0.0244 | 0.4706 | 0.4513 | 0.3388 | 0.4159 | 20 |
| 28 | 0.5605 | 0.797 | 1 | 0.5322 | 0.7112 | 1 | 0.7388 | 1 |
| 29 | 0.5541 | 0.7486 | 0.7033 | 0.5286 | 0.6654 | 0.6276 | 0.5835 | 10 |
| 30 | 0.0423 | 0.6387 | 0.1696 | 0.343 | 0.5805 | 0.3758 | 0.3829 | 24 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob>F | |
|---|---|---|---|---|---|---|
| Mean vs. Total | 7.79 | 1 | 7.79 | |||
| Linear vs. Mean | 0.3 | 4 | 0.074 | 12.05 | <0.0001 | |
| 2FI vs. Linear | 0.052 | 6 | 8.720×10 | 1.63 | 0.1924 | |
| Quadratic vs. 2FI | 0.072 | 4 | 0.018 | 9.28 | 0.0006 | Suggested |
| Residual | 0.012 | 7 | 1.670×10 | |||
| Total | 8.24 | 30 | 0.27 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob>F | |
|---|---|---|---|---|---|---|
| Model | 0.41 | 9 | 0.046 | 26.05 | <0.0001 | significant |
| PR | 0.092 | 1 | 0.092 | 51.91 | <0.0001 | |
| LP | 0.15 | 1 | 0.150 | 86.22 | <0.0001 | |
| DD | 0.011 | 1 | 0.011 | 6.12 | 0.0224 | |
| OR | 0.041 | 1 | 0.041 | 23.29 | 0.0001 | |
| (PR)(LP) | 0.036 | 1 | 0.036 | 20.36 | 0.0002 | |
| (LP)(DD) | 0.014 | 1 | 0.014 | 7.66 | 0.0119 | |
| PR | 0.019 | 1 | 0.019 | 10.78 | 0.0037 | |
| DD | 0.052 | 1 | 0.052 | 29.66 | <0.0001 | |
| OR | 0.011 | 1 | 0.011 | 6.16 | 0.0221 | |
| Residual | 0.035 | 20 | 1.769×10 | |||
| Lack of Fit | 0.024 | 15 | 1.589×10 | 0.69 | 0.7378 | not sig. |
| Pure Error | 0.012 | 5 | 2.310×10 | |||
| Cor Total | 0.45 | 29 | ||||
| R | 0.9214 | Predicted R | 0.7750 | |||
| Adjusted R | 0.8860 | Adequate Precision | 17.469 | |||
| Name | PR | LP | DD | OR | GRG |
|---|---|---|---|---|---|
| Goal | in range | in range | in range | in range | maximize |
| Lower Limit | 35 | 1.4 | −2 | 20 | 0.358 |
| Upper Limit | 45 | 1.8 | 2 | 40 | 0.739 |
| Result | PR (%) | LP (kW) | DD (mm) | OR (%) | W (mm) | F | (mm) | GRG |
|---|---|---|---|---|---|---|---|---|
| Optimal | 35.28 | 1.77 | −0.44 | 24.06 | 14.37 | 0.909 | 0.104 | 0.7470 |
| Actual | 35.30 | 1.77 | 0 | 24.10 | 13.55 | 0.882 | 0.111 | 0.7834 |
| Error | 5.73% | 2.97% | 6.73% | 4.87% |
| Parameter | Unit | Value |
|---|---|---|
| Abrasive pair | mm | Tungsten steel-6 |
| Loading force | N | 30 |
| Sliding speed | mm/s | 5 |
| Distance per stroke | mm | 4 |
| Wear time | min | 120 |
| Sliding mode | - | Reciprocating |
| Wear temperature | - | Room temperature |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Zeng, X.; Chen, C.; Lian, G.; Huang, X. An Integrated Method for Multi-Objective Optimization of Multi-Pass Fe50/TiC Laser Cladding on AISI 1045 Steel based on Grey Relational Analysis and Principal Component Analysis. Coatings 2020, 10, 151. https://doi.org/10.3390/coatings10020151
Wang Q, Zeng X, Chen C, Lian G, Huang X. An Integrated Method for Multi-Objective Optimization of Multi-Pass Fe50/TiC Laser Cladding on AISI 1045 Steel based on Grey Relational Analysis and Principal Component Analysis. Coatings. 2020; 10(2):151. https://doi.org/10.3390/coatings10020151
Chicago/Turabian StyleWang, Qianting, Xianbin Zeng, Changrong Chen, Guofu Lian, and Xu Huang. 2020. "An Integrated Method for Multi-Objective Optimization of Multi-Pass Fe50/TiC Laser Cladding on AISI 1045 Steel based on Grey Relational Analysis and Principal Component Analysis" Coatings 10, no. 2: 151. https://doi.org/10.3390/coatings10020151
APA StyleWang, Q., Zeng, X., Chen, C., Lian, G., & Huang, X. (2020). An Integrated Method for Multi-Objective Optimization of Multi-Pass Fe50/TiC Laser Cladding on AISI 1045 Steel based on Grey Relational Analysis and Principal Component Analysis. Coatings, 10(2), 151. https://doi.org/10.3390/coatings10020151