Effect of Zr Target Current on the Mechanical and Tribological Performance of MoS2–Zr Composite Lubricating Coatings

Abstract
1. Introduction
2. Materials and Methods
2.1. Coating Preparation
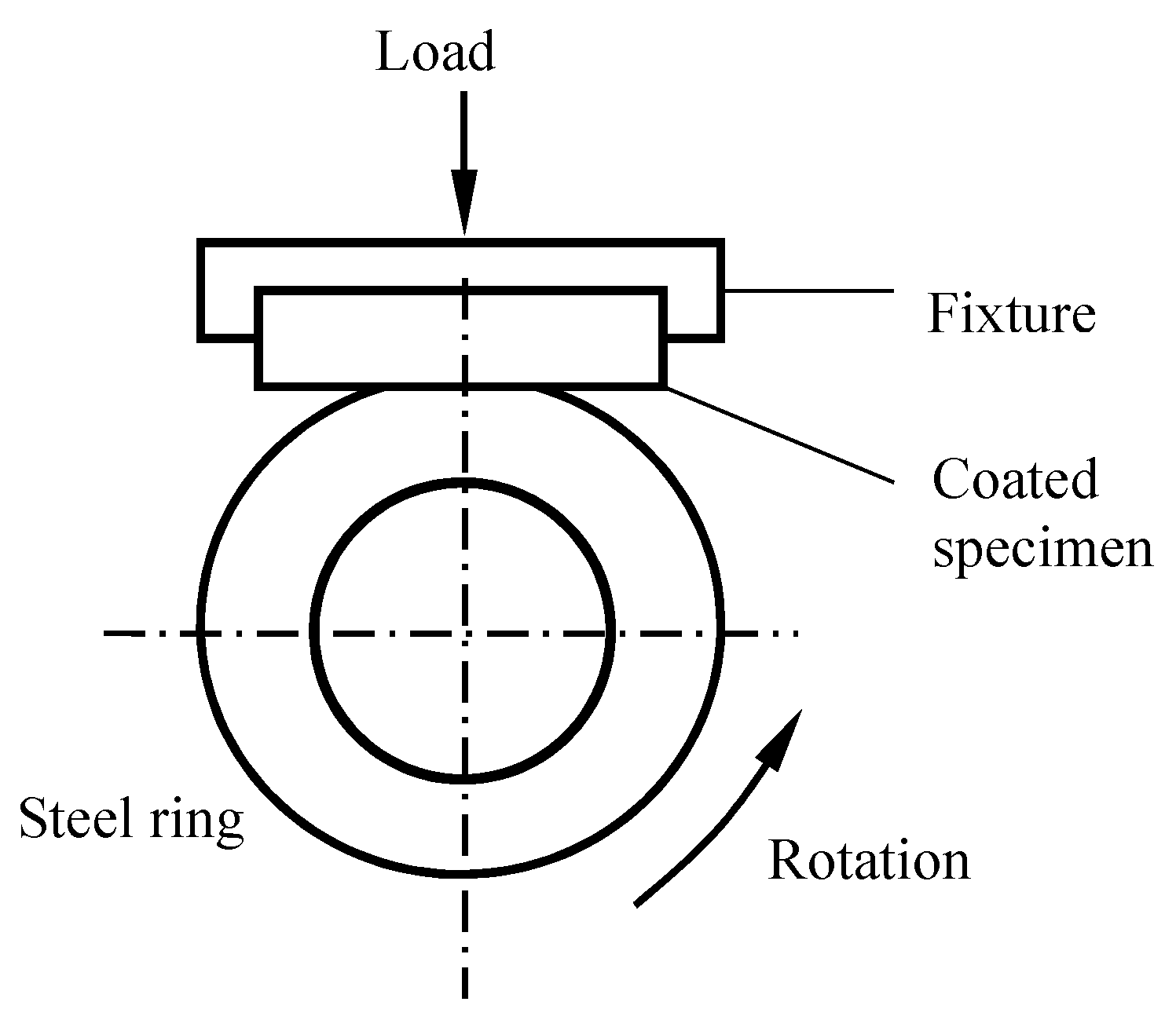
2.2. Wear Tests
3. Results and Discussion
3.1. Mechanical Properties
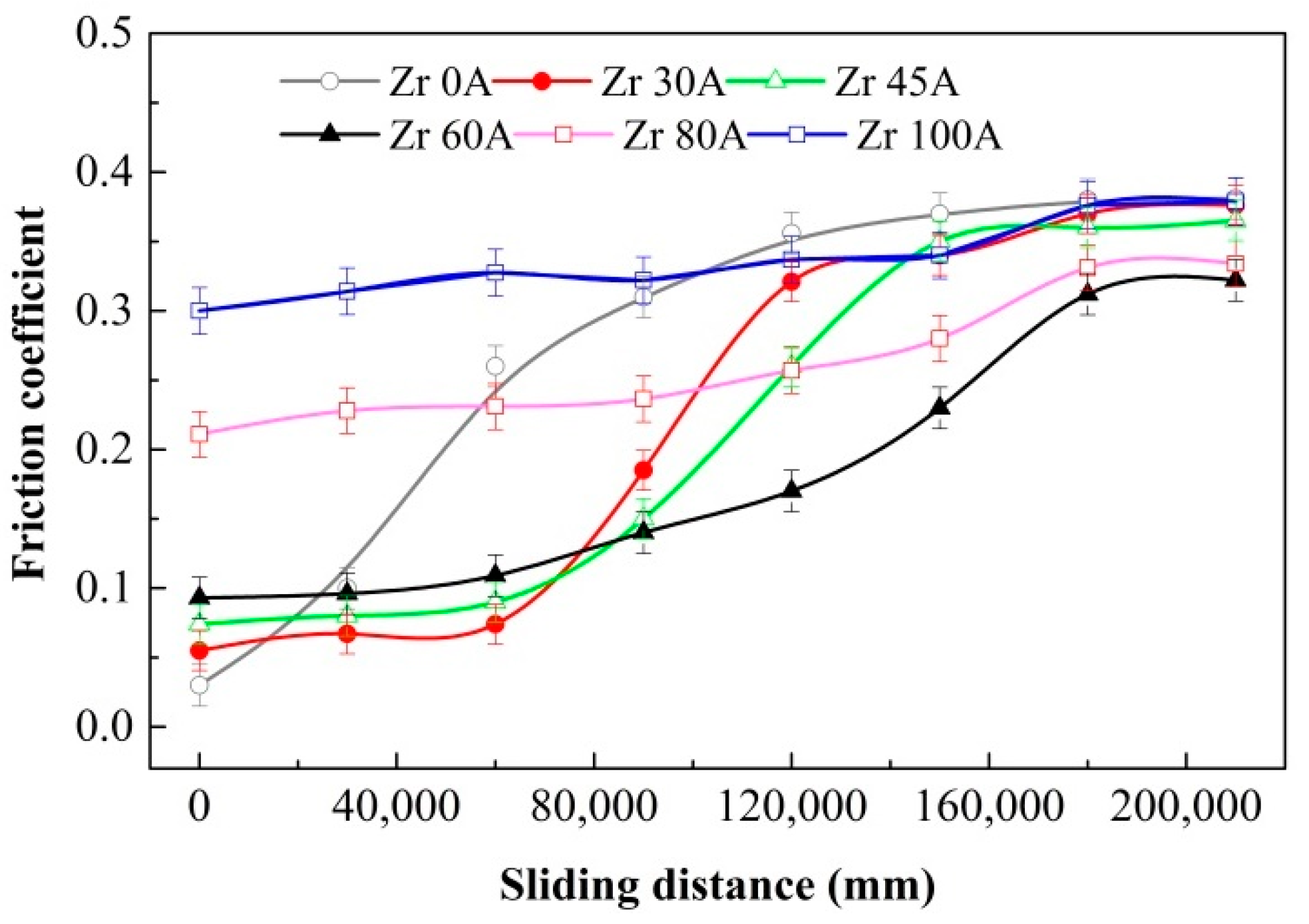
3.2. Tribological Behaviors of Composite Coatings
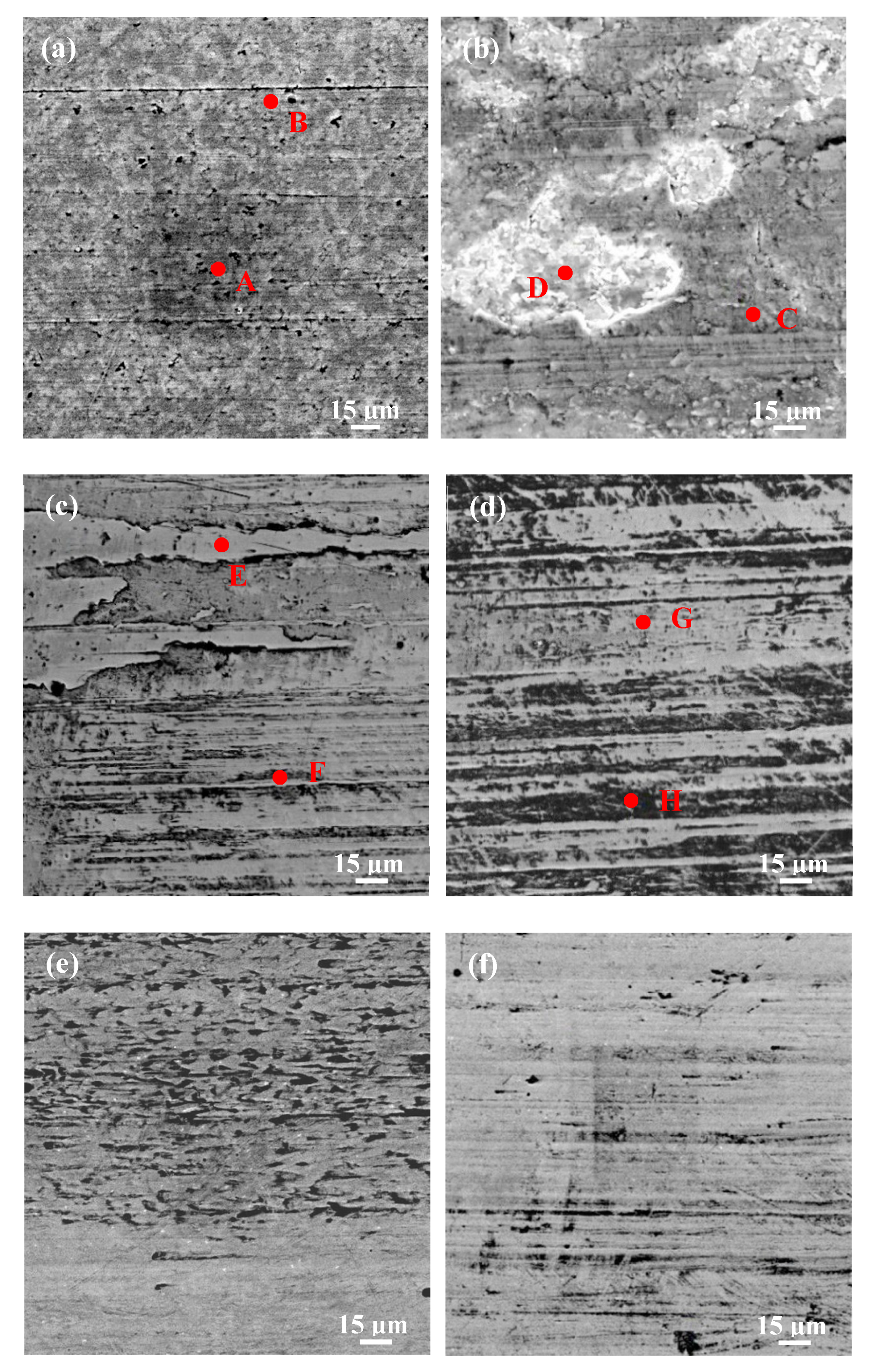
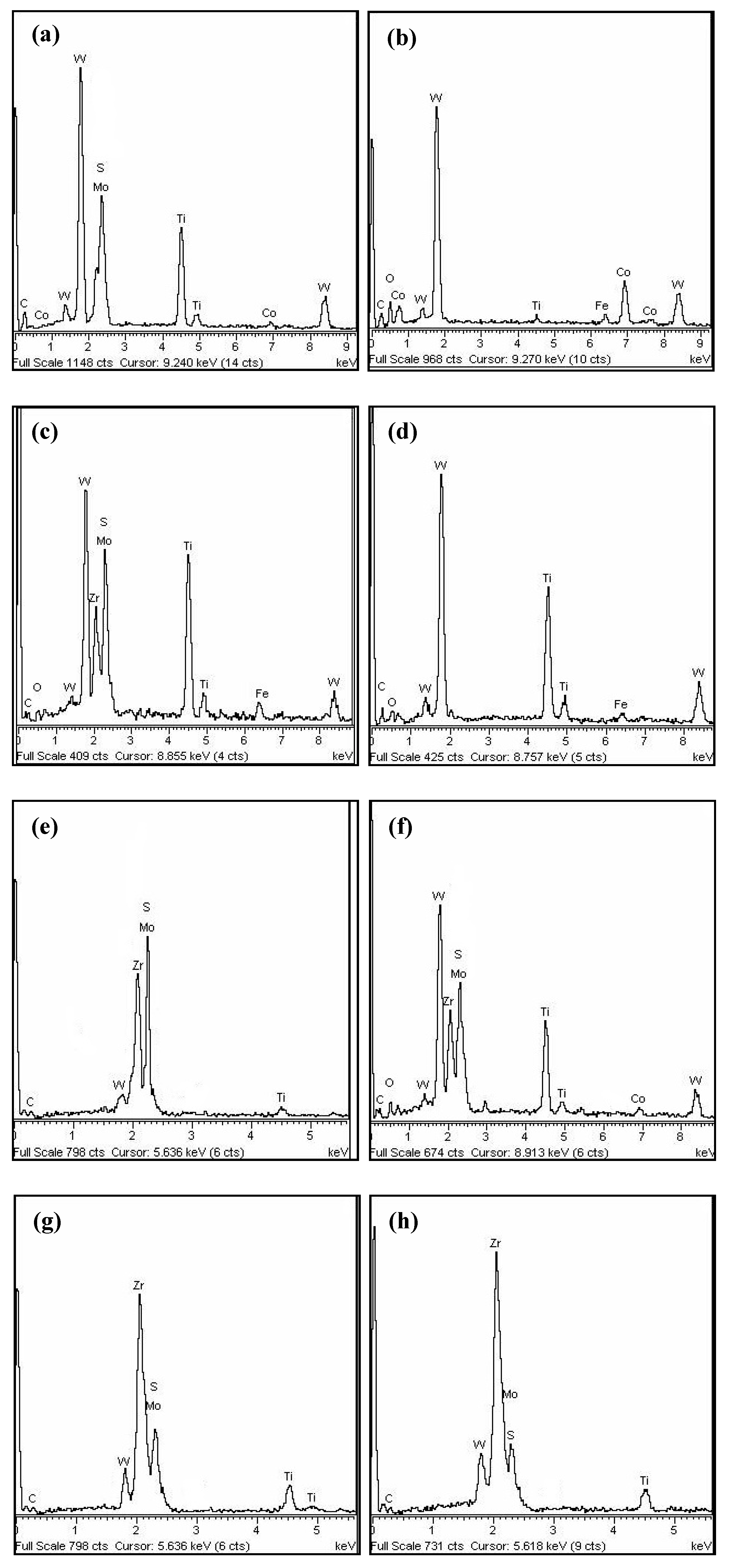
3.3. Wear Properties and Discussion
4. Conclusions
- (1)
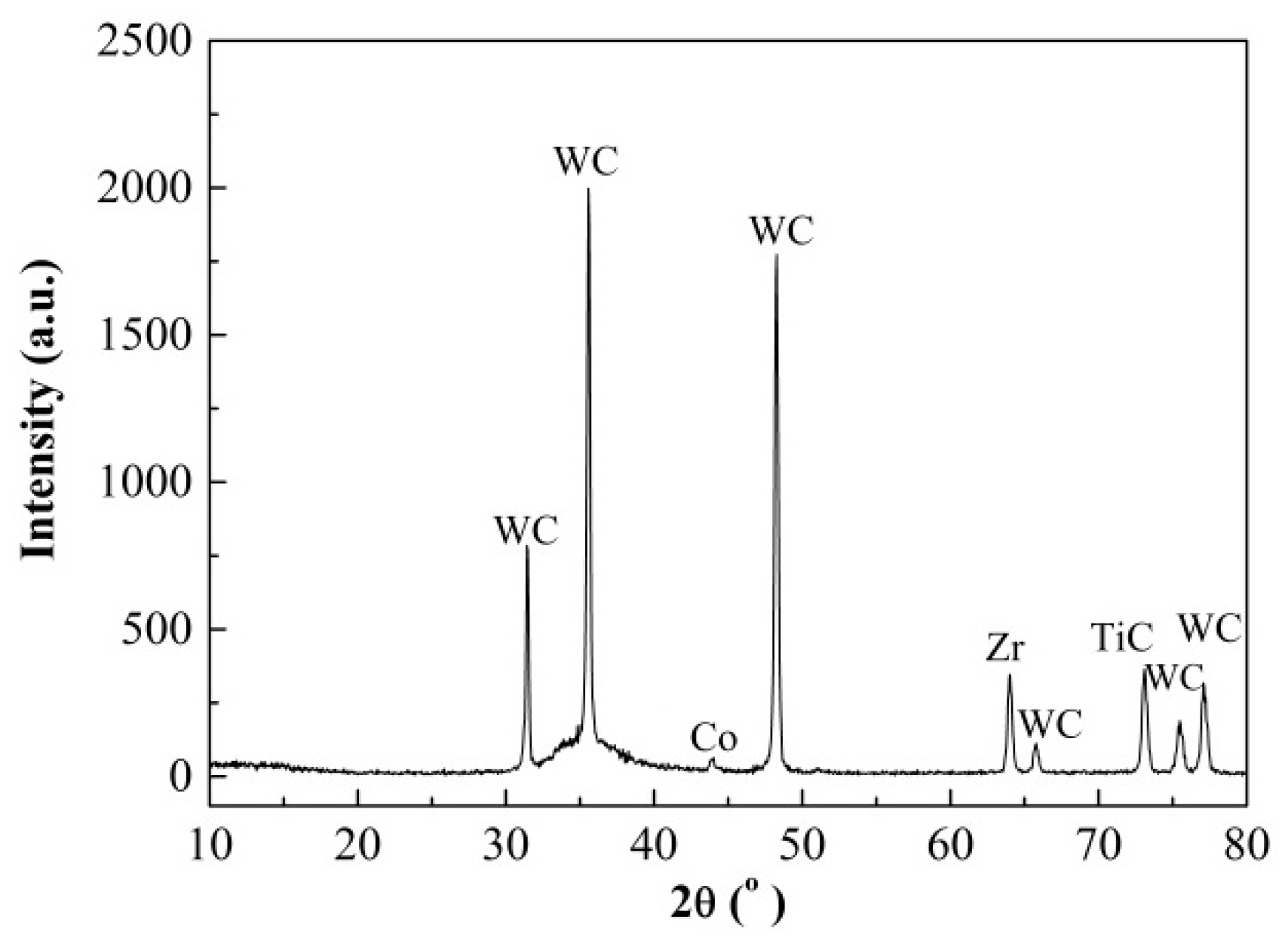
- The properties of the MoS2–Zr coatings prepared by adding Zr additives can be significantly improved compared to those of the pure MoS2 coating.
- (2)
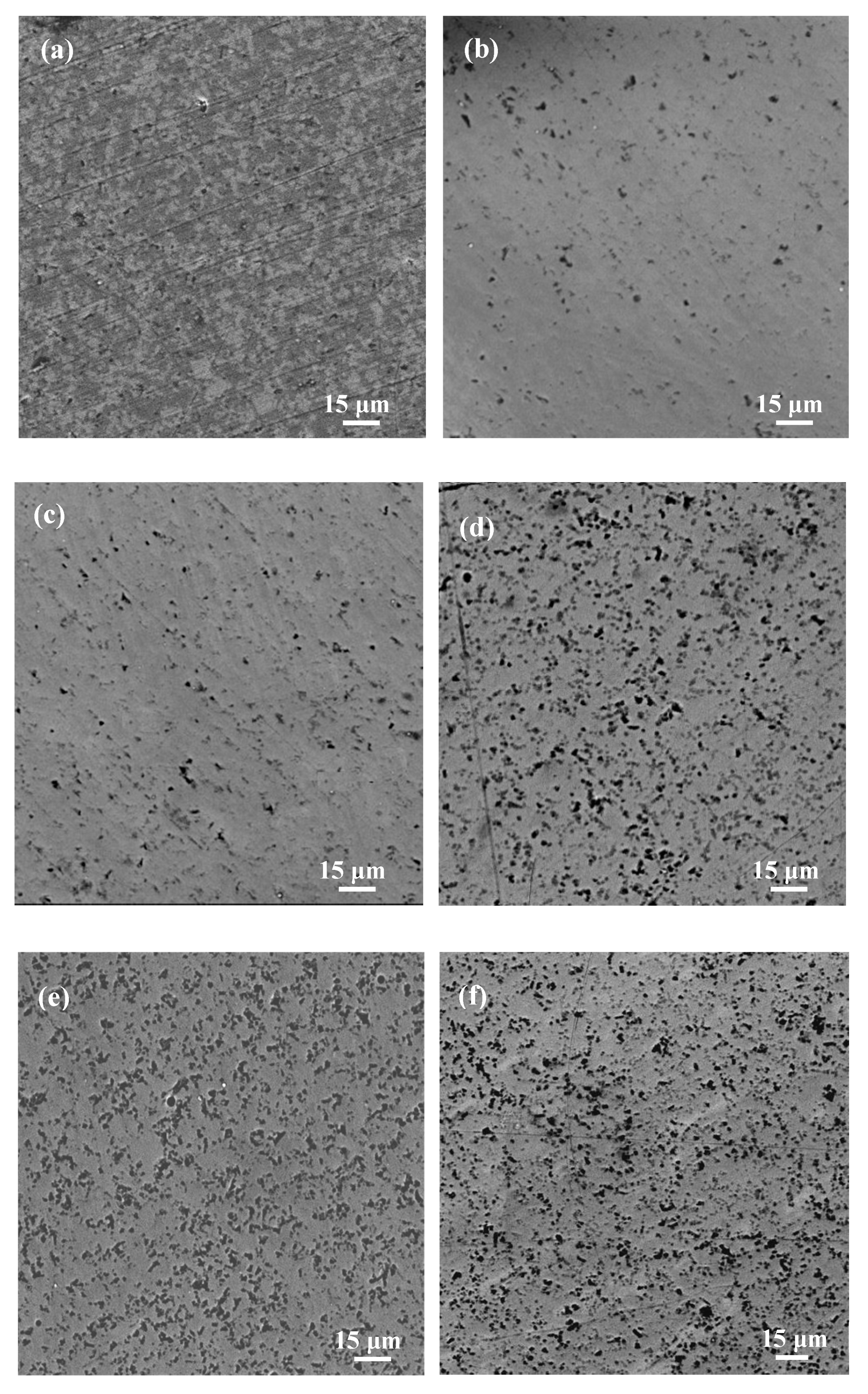
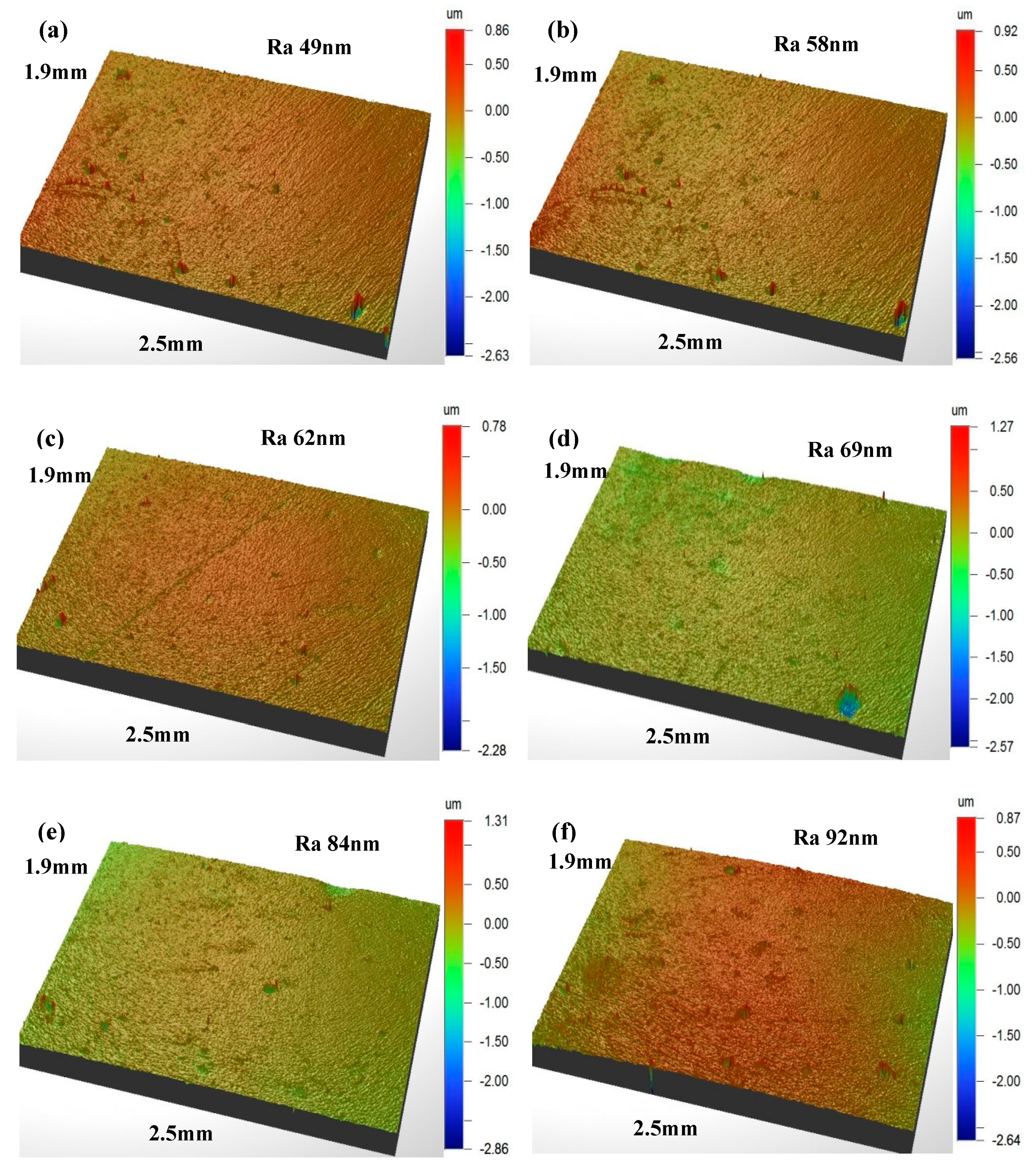
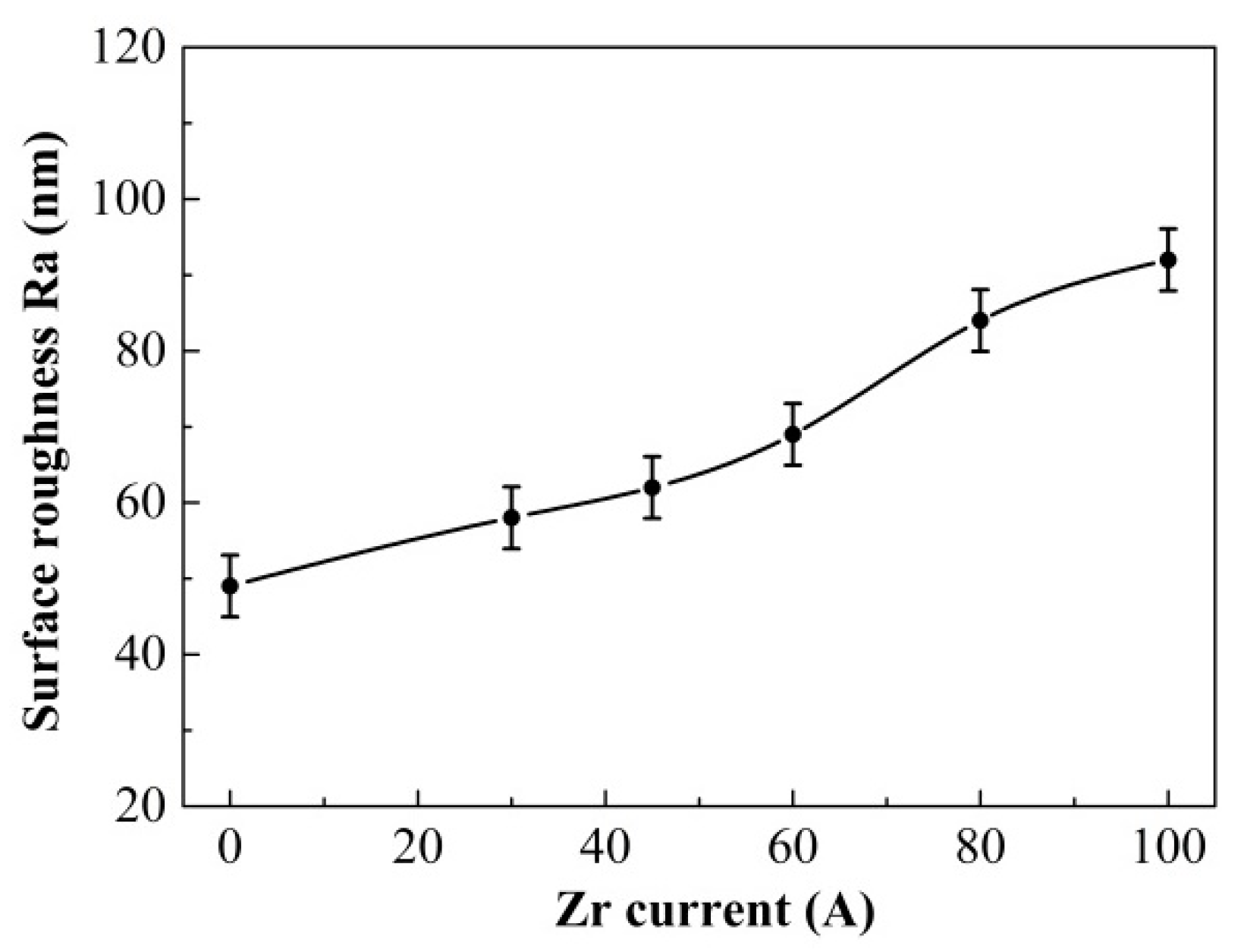
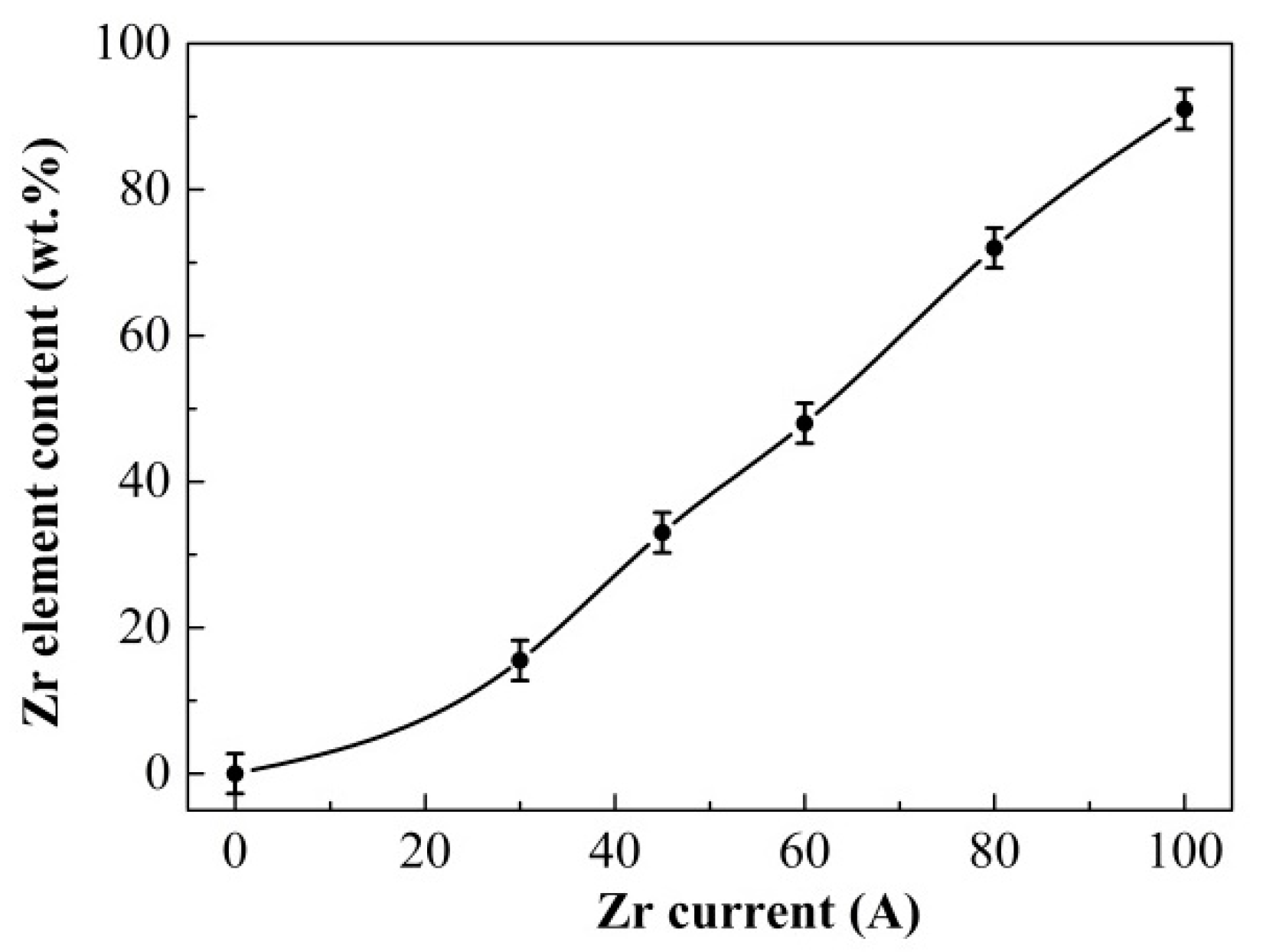
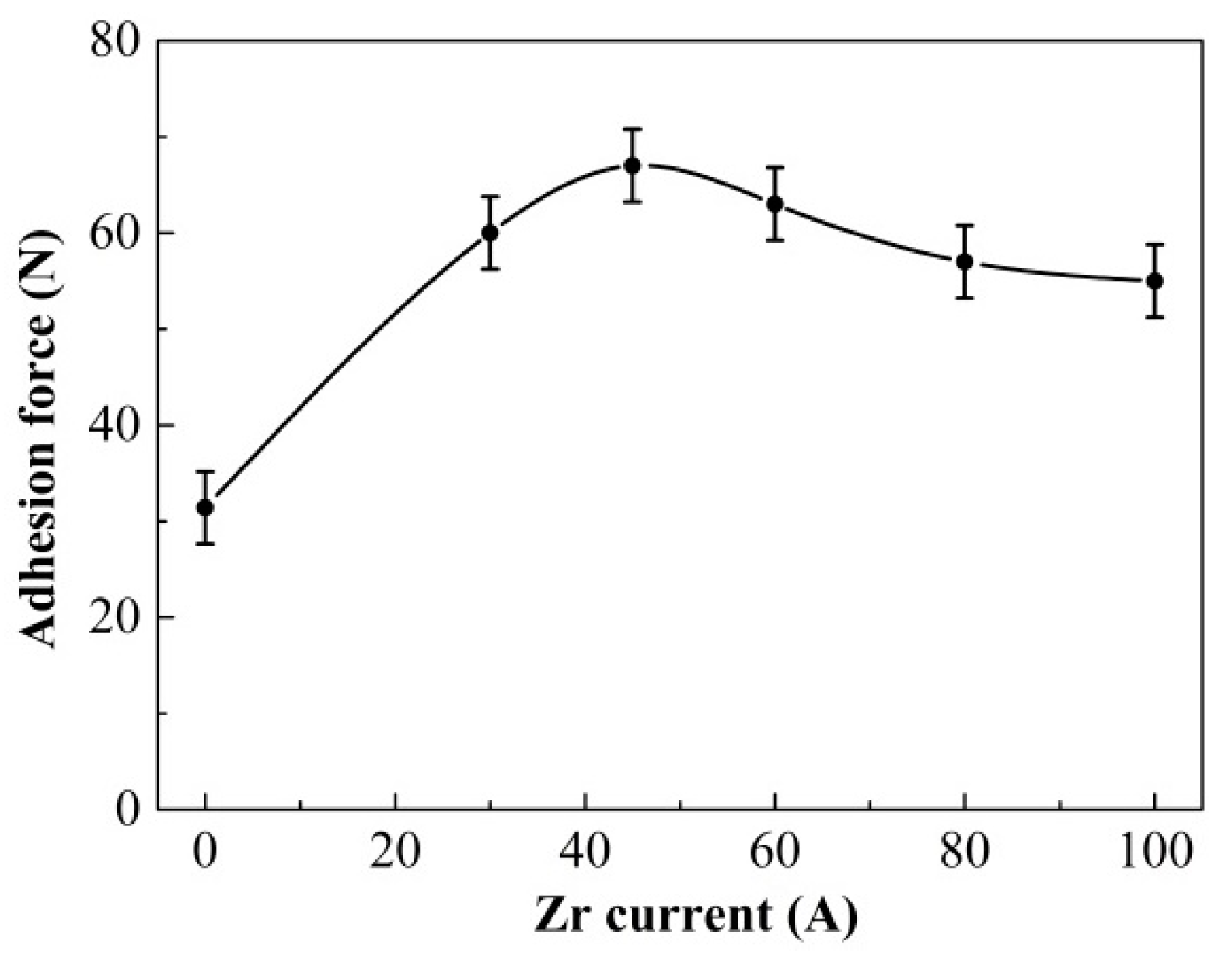
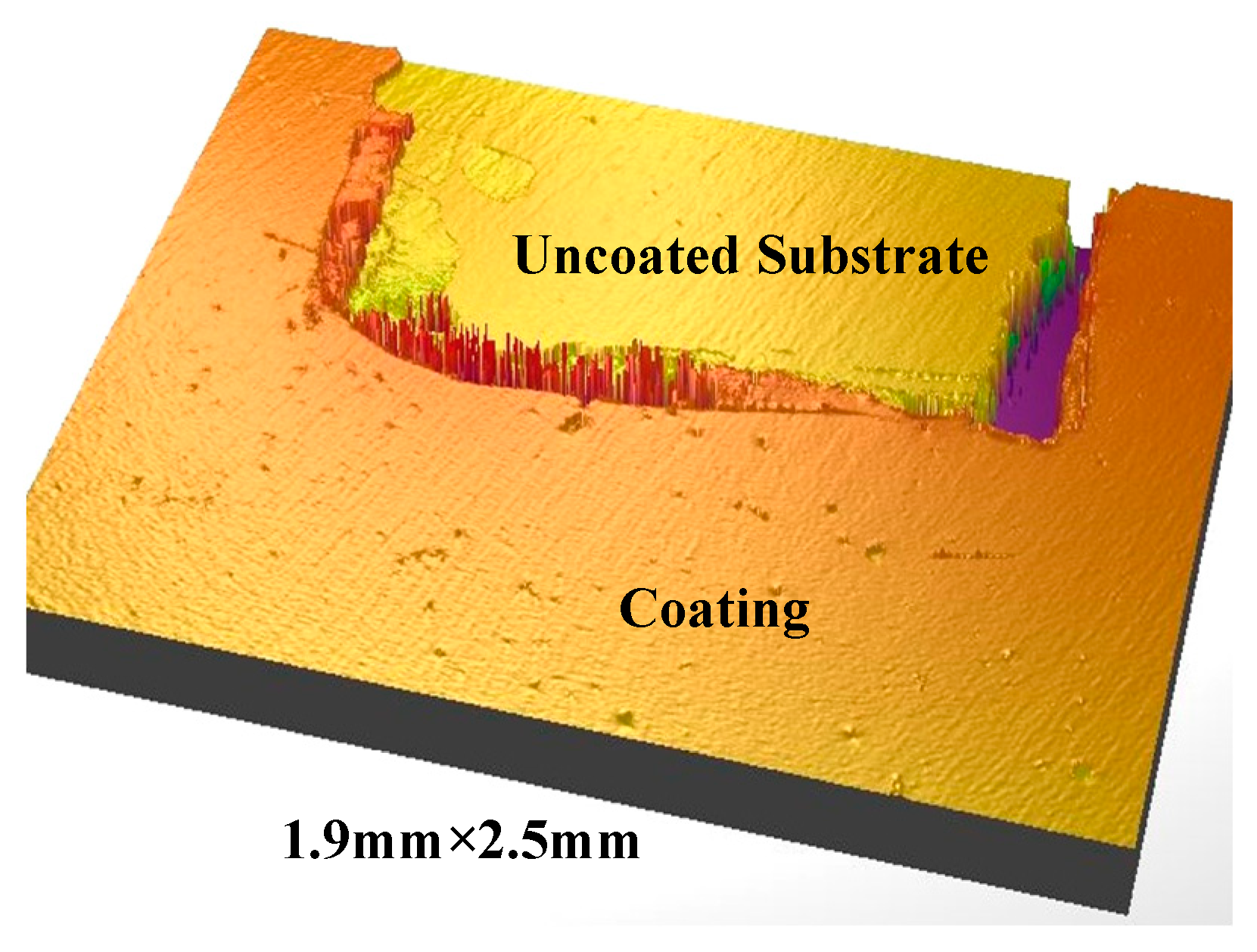
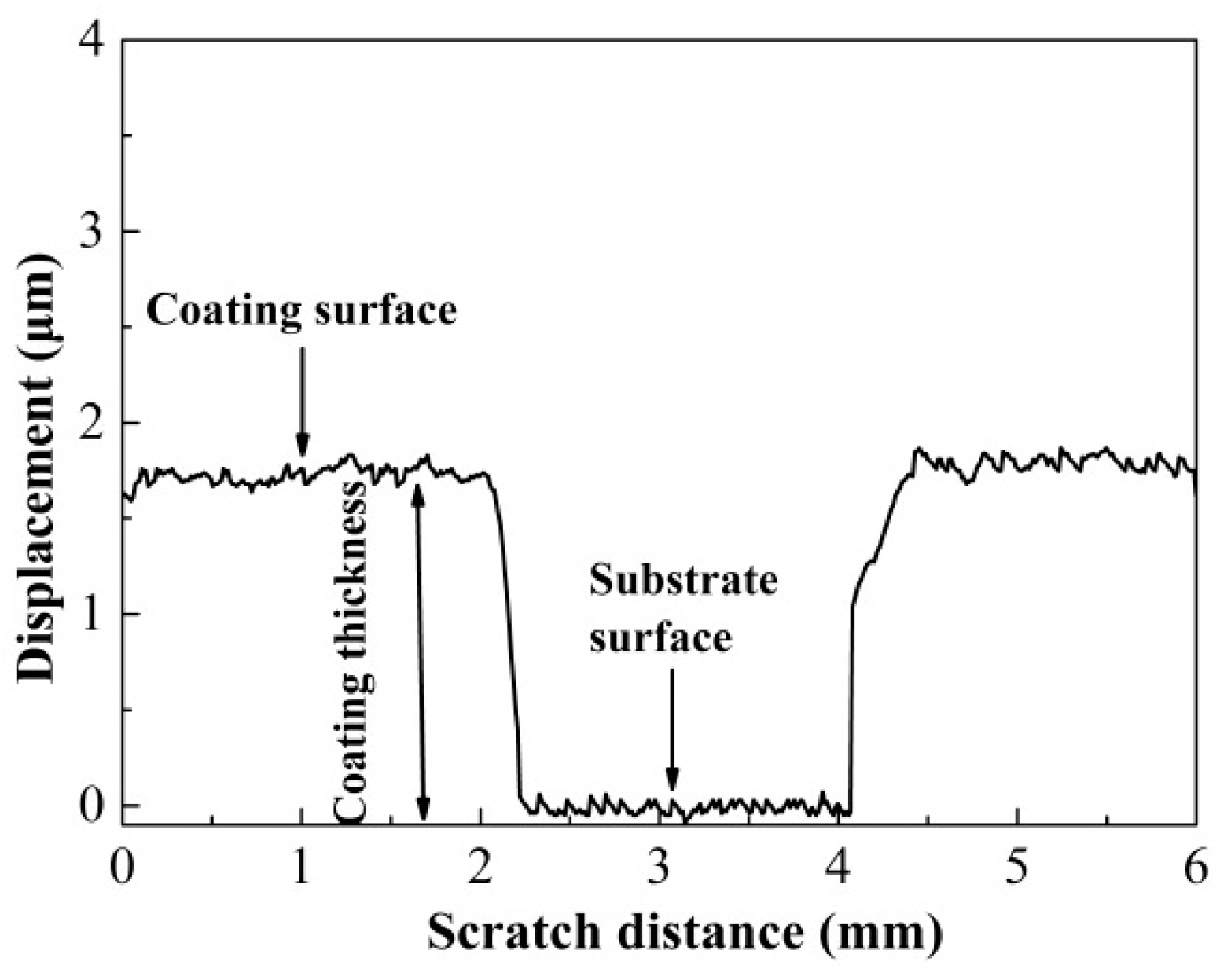
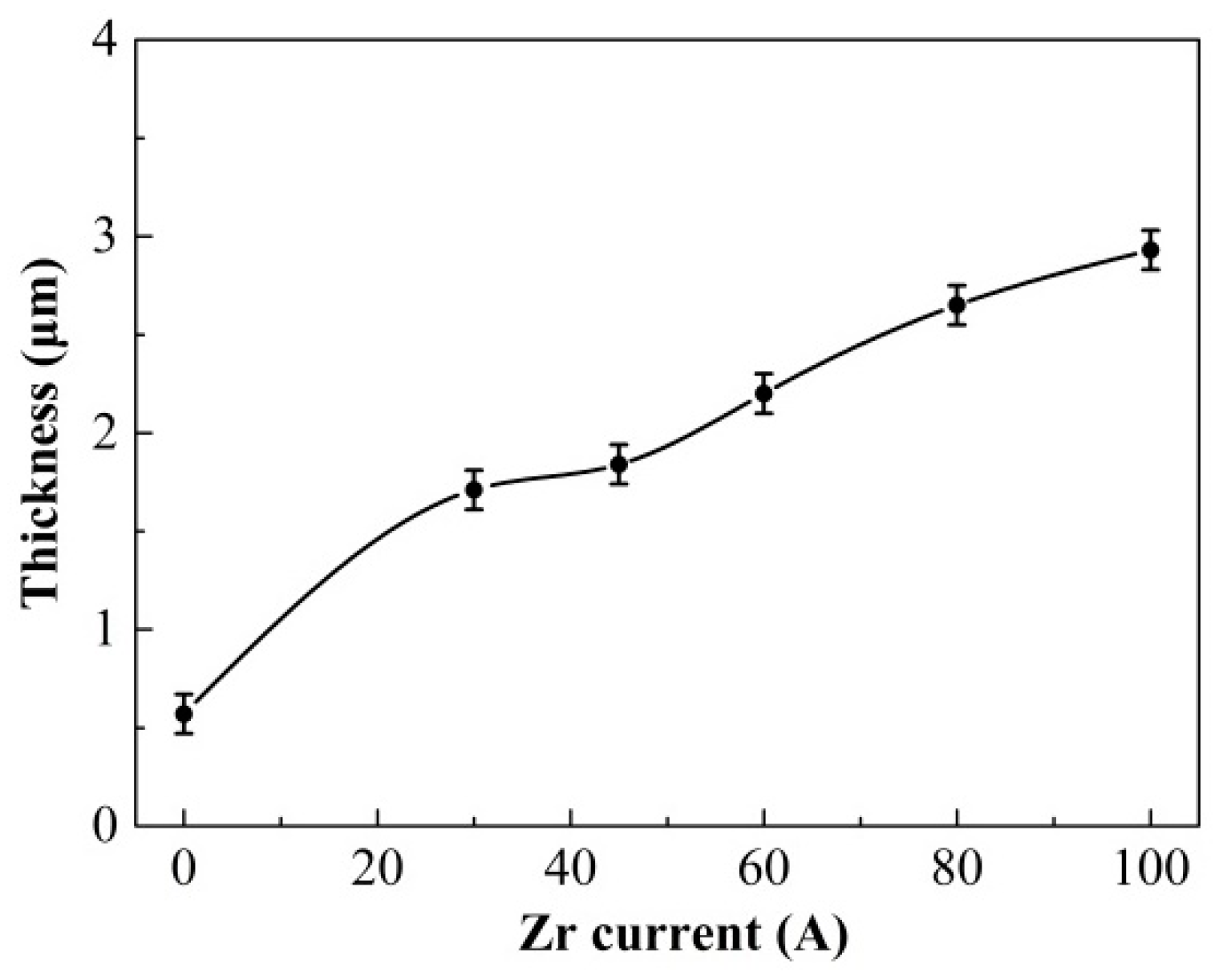
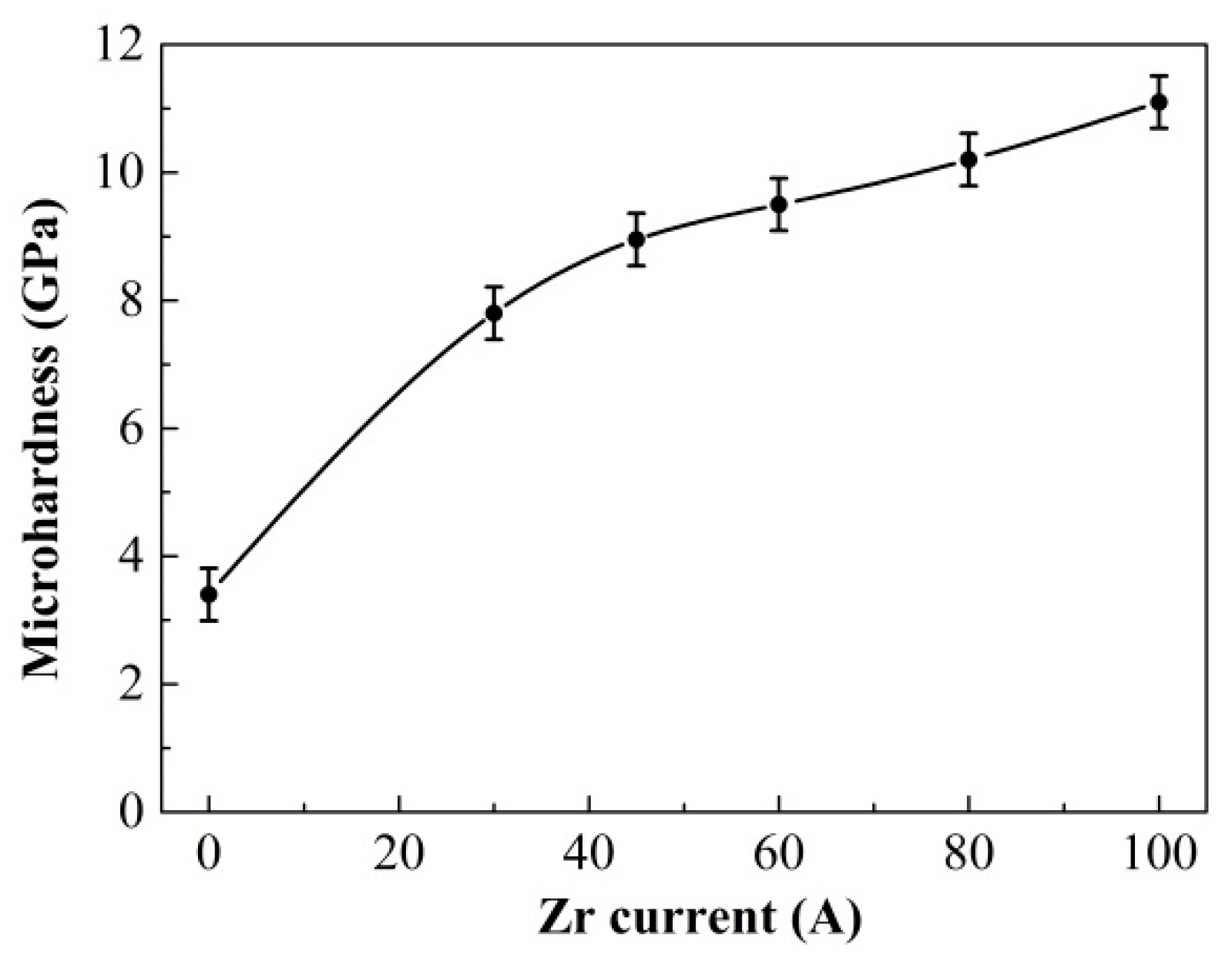
- As the deposition current of Zr target increased, the surface roughness, Zr content, thickness and micro-hardness of coatings gradually increased, while the adhesive force first increased and then decreased.
- (3)
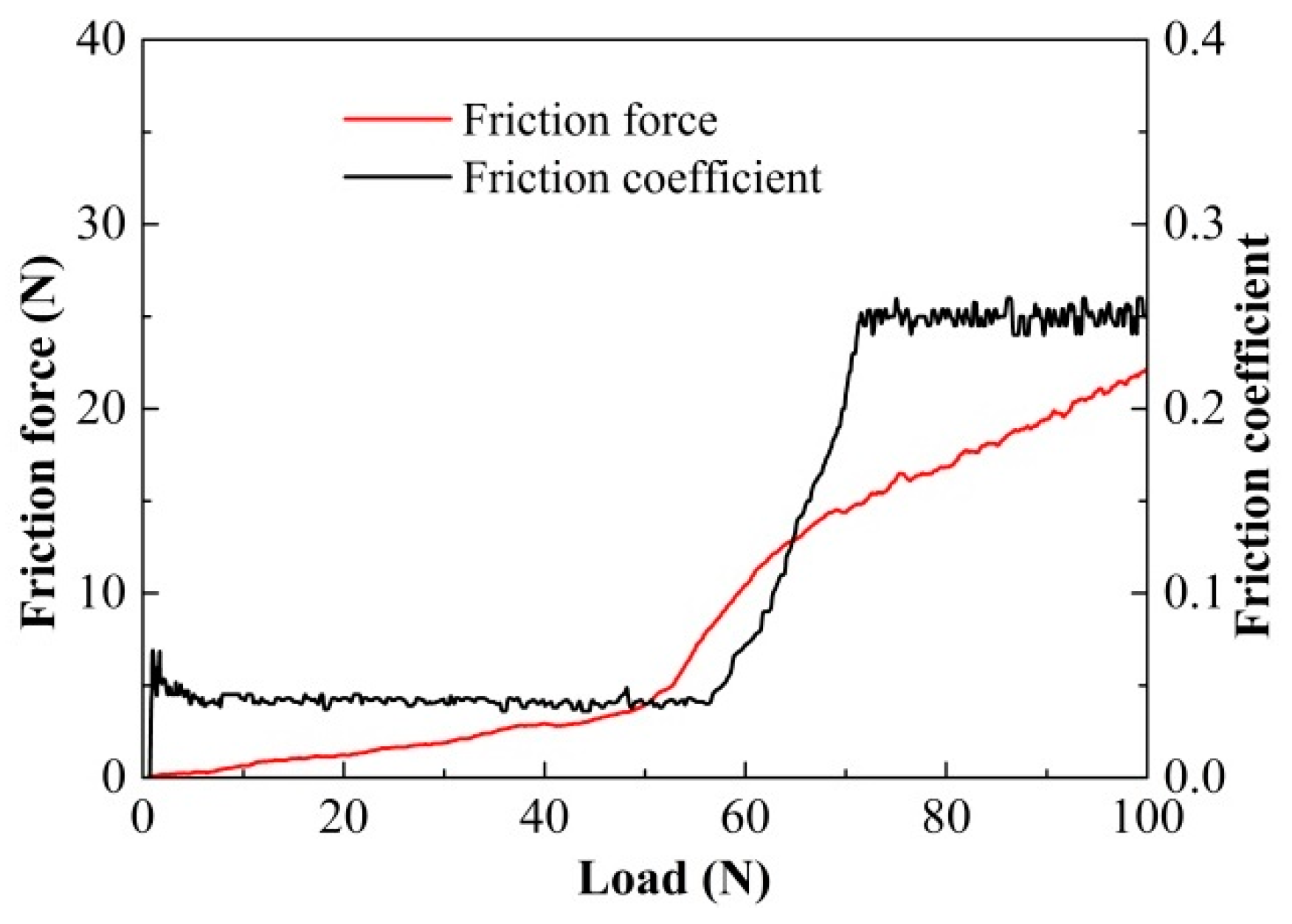
- The tribological behaviors and wear forms of the coatings both varied obviously with the increase of Zr current. At the beginning of the friction test, the average friction coefficient of the composite coatings was increased with the increasing Zr, while the wear resistance and service life were improved.
- (4)
- The mechanism responsible for the differences of tribological performance was mainly attributed to the different mechanical properties of the coatings caused by various Zr current.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Holmberg, K.; Matthews, A. Coatings Tribology: Properties, Mechanisms Techniques and Applications in Surface Engineering; Elsevier Science: Amsterdam, The Netherland, 2009; pp. 1–14. [Google Scholar]
- Bashir, M.I.; Shafiq, M.; Naeem, M.; Zaka-Ul-Islam, M.; Díaz-Guillén, J.C.; LopezBadillo, C.M.; Zakaullaha, M. Enhanced surface properties of aluminum by PVD-TiN coating combined with cathodic cage plasma nitriding. Surf. Coat. Technol. 2017, 327, 59–65. [Google Scholar] [CrossRef]
- Dhandapani, V.S.; Subbiah, R.; Thangavel, E.; Arumugam, M.; Park, K.; Gasem, Z.M.; Veeraragavan, V.; Kim, D.E. Tribological properties, corrosion resistance and biocompatibility of magnetron sputtered titanium-amorphous carbon coatings. Appl. Surf. Sci. 2016, 371, 262–274. [Google Scholar] [CrossRef]
- Goel, S.; Björklund, S.; Curry, N.; Wiklund, U.; Joshi, S.V. Axial suspension plasma spraying of Al2O3 coatings for superior tribological properties. Surf. Coat. Technol. 2017, 315, 80–87. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Bublikov, J.I.; Sitnikov, N.N.; Oganyan, G.V.; Sotova, C.S. Influence of nanolayer thickness on the performance properties of multilayer composite nano-structured modified coatings for metal-cutting tools. Int. J. Adv. Manuf. Technol. 2018, 95, 2625–2640. [Google Scholar] [CrossRef]
- Antonov, M.; Afshari, H.; Baronins, J.; Adoberg, E.; Raadik, T.; Hussainova, I. The effect of temperature and sliding speed on friction and wear of Si3N4, Al2O3, and ZrO2 balls tested against AlCrN PVD coating. Tribol. Int. 2018, 118, 500–514. [Google Scholar] [CrossRef]
- Rosa, G.C.; Souza, A.J.; Possamai, E.V.; Amorim, H.J.; Neis, P.D. Wear analysis of ultra-fine grain coated carbide tools in hard turning of AISI 420C stainless steel. Wear 2017, 376–377, 172–177. [Google Scholar] [CrossRef]
- Arulkirubakaran, D.; Senthilkumar, V. Performance of TiN and TiAlN coated micro-grooved tools during machining of Ti-6Al-4V alloy. J. Refract. Met. Hard Mater. 2017, 62, 47–57. [Google Scholar] [CrossRef]
- Wu, Z.; Zhou, F.; Wang, Q.; Zhou, Z.; Yan, J.; Li, K. Influence of trimethylsilane flow on the microstructure, mechanical and tribological properties of CrSiCN coatings in water lubrication. Appl. Surf. Sci. 2015, 355, 516–530. [Google Scholar] [CrossRef]
- Ma, Q.; Li, L.; Xu, Y.; Ma, X.; Xu, Y.; Liu, H. Effect of Ti content on the microstructure and mechanical properties of TiAlSiN nanocomposite coatings. J. Refract. Met. Hard Mater. 2016, 59, 114–120. [Google Scholar] [CrossRef]
- He, N.; Li, H.; Ji, L.; Liu, X.H.; Zhou, H.D.; Chen, J.M. High temperature tribological properties of TiAlSiN coatings produced by hybrid PVD technology. Tribol. Int. 2016, 98, 133–143. [Google Scholar] [CrossRef]
- Tillmann, W.; Dildrop, M. Influence of Si content on mechanical and tribological properties of TiAlSiN PVD coatings at elevated temperatures. Surf. Coat. Technol. 2017, 321, 448–454. [Google Scholar] [CrossRef]
- Bushlya, V.; Johansson, D.; Lenrick, F.; Ståhl, J.E.; Schultheiss, F. Wear mechanisms of uncoated and coated cemented carbide tools in machining lead-free silicon brass. Wear. 2017, 376–377, 143–151. [Google Scholar] [CrossRef]
- Lian, Y.S.; Deng, J.X.; Li, S.P.; Xing, Y.Q.; Chen, Y.Y. Preparation and cutting performance of WS2, soft-coated tools. Int. J. Adv. Manuf. Technol. 2013, 67, 1027–1033. [Google Scholar] [CrossRef]
- Deng, J.X.; Lian, Y.S.; Wu, Z.; Xing, Y.Q. Performance of femtosecond laser-textured cutting tools deposited with WS2, solid lubricant coatings. Surf. Coat. Technol. 2013, 222, 135–143. [Google Scholar] [CrossRef]
- Li, S.P.; Deng, J.X.; Yan, G.Y.; Zhang, K.D.; Zhang, G.D. Microstructure, mechanical properties and tribological performance of TiSiN-WS2 hard-lubricant coatings. Appl. Surf. Sci. 2014, 309, 209–217. [Google Scholar] [CrossRef]
- Meng, R.; Deng, J.X.; Liu, Y.Y.; Duan, R.; Zhang, G. Improving tribological performance of cemented carbides by combining laser surface texturing and W-S-C solid lubricant coating. Int. J. Refract. Met. Hard Mater. 2018, 72, 163–171. [Google Scholar] [CrossRef]
- Fan, H.Z.; Hu, T.C.; Wan, H.Q.; Zhang, Y.S.; Song, J.J.; Hu, L.T. Surface composition-lubrication design of Al2O3/Ni laminated composites-Part II: Tribological behavior of LaF3-doped MoS2 composite coating in a water environment. Tribol. Int. 2016, 96, 258–268. [Google Scholar] [CrossRef]
- Luo, J.; Zhu, M.H.; Wang, Y.D.; Zheng, J.F.; Mo, J.L. Study on rotational fretting wear of bonded MoS2 solid lubricant coating prepared on medium carbon steel. Tribol. Int. 2011, 44, 1565–1570. [Google Scholar] [CrossRef]
- Shi, M.S. Solid Lubricating Materials; China Chemical Industry Press: Beijing, China, 2000; pp. 127–146. [Google Scholar]
- Fouvry, S.; Paulin, C. An effective friction energy density approach to predict solid lubricant friction endurance: Application to fretting wear. Wear 2014, 319, 211–226. [Google Scholar] [CrossRef]
- Martins, R.C.; Paulo, S.M.; Seabra, J.O. MoS2/Ti low-friction coating for gears. Tribol. Int. 2006, 39, 1686–1697. [Google Scholar] [CrossRef]
- Bhaduri, D.; Kumar, R.; Jain, A.K.; Chattopadhyay, A.K. On tribological behaviour and application of tin and MoS2-Ti composite coating for enhancing performance of monolayer CBN grinding wheel. Wear 2010, 268, 1053–1065. [Google Scholar] [CrossRef]
- Renevier, N.M.; Lobiondo, N.; Fox, V.C.; Teer, D.G.; Hampshire, J. Performance of MoS2/metal composite coatings used for dry machining and other industrial applications. Surf. Coat. Technol. 2000, 123, 84–91. [Google Scholar] [CrossRef]
- Renevier, N.M.; Fox, V.C.; Teer, D.G.; Hampshire, J. Performance of low friction MoS2 titanium composite coatings used in forming applications. Mater. Des. 2000, 21, 337–343. [Google Scholar] [CrossRef]
- Su, Y.L.; Kao, W.H. Tribological behaviour and wear mechanism of MoS2-Cr coatings sliding against various counterbody. Tribol. Int. 2003, 36, 11–23. [Google Scholar] [CrossRef]
- Kao, W.H. Tribological properties and high speed drilling application of MoS2-Cr coatings. Wear 2005, 258, 812–825. [Google Scholar] [CrossRef]
- Renevier, N.M.; Fox, V.C.; Teer, D.G.; Hampshire, J. Coating characteristics and tribological properties of sputter-deposited MoS2/metal composite coatings deposited by closed field unbalanced magnetron sputter ion plating. Surf. Coat. Technol. 2000, 127, 24–37. [Google Scholar] [CrossRef]
- Man, Y.; Zhang, G.J.; Ba, Y.W.; Wang, T.; Wang, X.; Liu, Z.N. Microstructure and tribological properties of MoS2+Zr composite coatings in high humidity environment. Appl. Surf. Sci. 2016, 367, 140–146. [Google Scholar] [CrossRef]
- Deng, J.X.; Song, W.L.; Zhang, H.; Zhao, J.L. Friction and wear behaviours of MoS2/Zr coatings against hardened steel. Surf. Eng. 2008, 24, 410–415. [Google Scholar] [CrossRef]
- Song, W.L.; Wang, Z.C.; Deng, J.X.; Zhou, K.; Wang, S.J.; Guo, Z.X. Cutting temperature analysis and experiment of Ti-MoS2/Zr-coated cemented carbide tool. Int. J. Adv. Manuf. Technol. 2017, 93, 799–809. [Google Scholar] [CrossRef]
- Deng, J.X.; Song, W.L.; Zhang, H.; Zhao, J.L. Performance of PVD MoS2/Zr-coated carbide in cutting processes. Int. J. Mach. Tool Manuf. 2008, 48, 1546–1552. [Google Scholar] [CrossRef]
- Song, W.L.; Deng, J.X.; Yan, P.; Wu, Z.; Zhang, H.; Zhao, J.; Ai, X. Influence of Negative Bias Voltage on the Mechanical and Tribological Properties of MoS2/Zr Composite Films. J. Wuhan Univ. Technol. 2011, 26, 412–416. [Google Scholar] [CrossRef]
- Güler, E.S.; Karakaya, İ; Konca, E. Effects of current density, coating thickness, temperature, pH and particle concentration on internal stress during Ni-MoS2 electrocodeposition. Surf. Eng. 2014, 30, 109–114. [Google Scholar] [CrossRef]
- Li, H.; Zhang, G.; Wang, L. Low humidity-sensitivity of MoS2/Pb nanocomposite coatings. Wear 2015, 350, 1–9. [Google Scholar] [CrossRef]
- Xiong, D.S.; Li, J.L. Solid Lubrication Coating Technology for Special Environments; National Defense Industry Press: Beijing, China, 2016; pp. 2–78. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | Density (g/cm3) | Hardness (GPa) | Flexural Strength (MPa) | Young’s Modulus (GPa) | Thermal Expansion Coefficient (10−6/K) | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| WC + 15%TiC + 6%Co | 11.5 | 15.5 | 1130.0 | 510.0 | 6.51 | 0.25 |
| Substrate | Base Pressure (×10−3 Pa) | Ar Pressure (Pa) | Bias Voltage (V) | Temperature (°C) | MoS2 Current (A) | Deposition Time (min) | Zr Current (A) |
|---|---|---|---|---|---|---|---|
| Cemented carbide | 6.5 ± 0.1 | 0.5 ± 0.2 | −200 | 180 ± 10 | 1.6 ± 0.1 | 100 ± 5 | 0–100 |
| Speed (mm/s) | Load (N) | Ambient Temperature (°C) | Humidity |
|---|---|---|---|
| 260 | 10 | 20 | 40%–45% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, W.; Xia, Z.; Wang, S.; Zhang, Q. Effect of Zr Target Current on the Mechanical and Tribological Performance of MoS2–Zr Composite Lubricating Coatings. Coatings 2020, 10, 80. https://doi.org/10.3390/coatings10010080
Song W, Xia Z, Wang S, Zhang Q. Effect of Zr Target Current on the Mechanical and Tribological Performance of MoS2–Zr Composite Lubricating Coatings. Coatings. 2020; 10(1):80. https://doi.org/10.3390/coatings10010080
Chicago/Turabian StyleSong, Wenlong, Zixiang Xia, Shoujun Wang, and Qingge Zhang. 2020. "Effect of Zr Target Current on the Mechanical and Tribological Performance of MoS2–Zr Composite Lubricating Coatings" Coatings 10, no. 1: 80. https://doi.org/10.3390/coatings10010080
APA StyleSong, W., Xia, Z., Wang, S., & Zhang, Q. (2020). Effect of Zr Target Current on the Mechanical and Tribological Performance of MoS2–Zr Composite Lubricating Coatings. Coatings, 10(1), 80. https://doi.org/10.3390/coatings10010080