Effect of 0.8 at.% H on the Mechanical Properties and Microstructure Evolution of a Ti–45Al–9Nb Alloy Under Uniaxial Tension at High Temperature

Abstract
:1. Introduction
2. Experiment
2.1. Hydrothermal Treatment
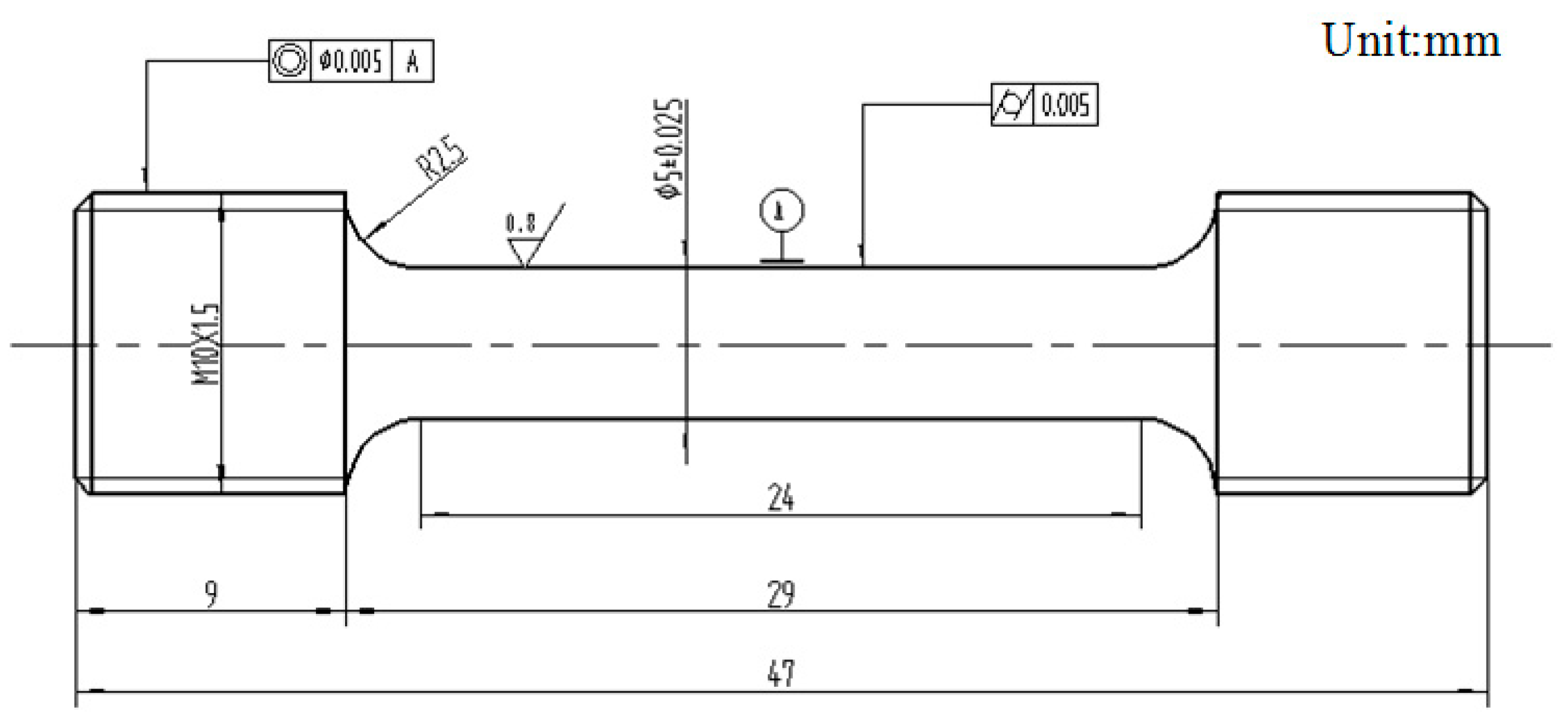
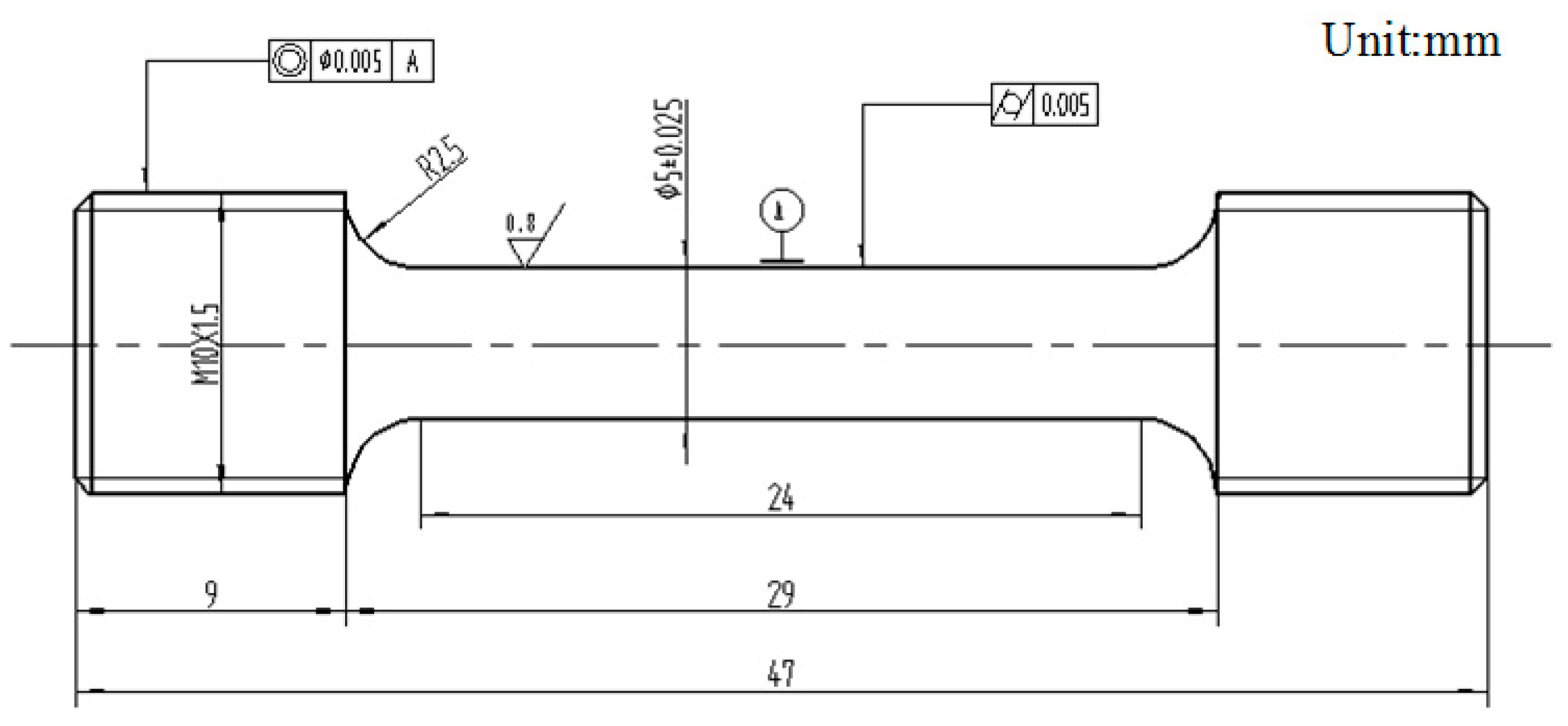
2.2. High-Temperature Tensile Test
2.3. Microstructural Analysis
3. Results and Discussion
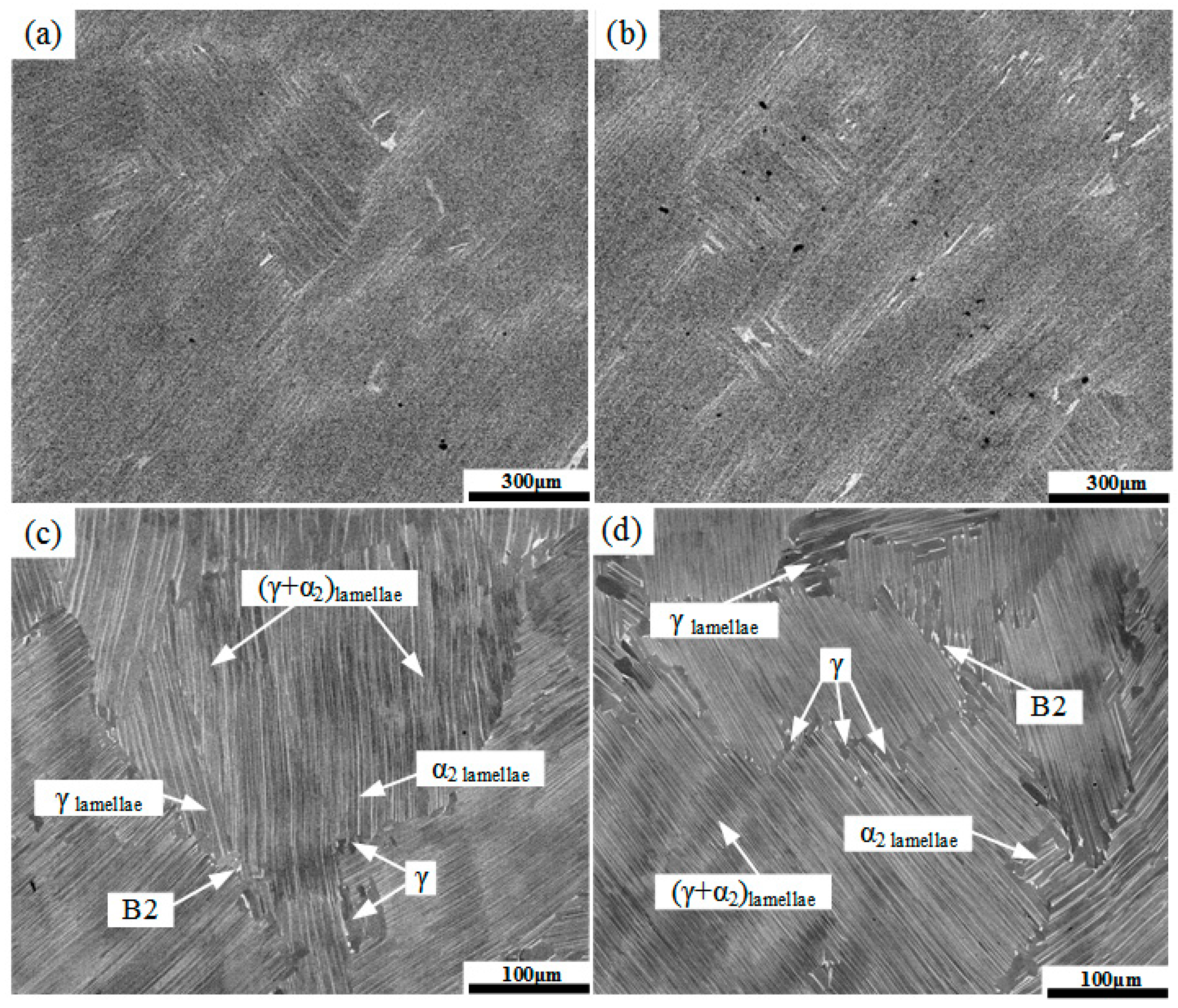
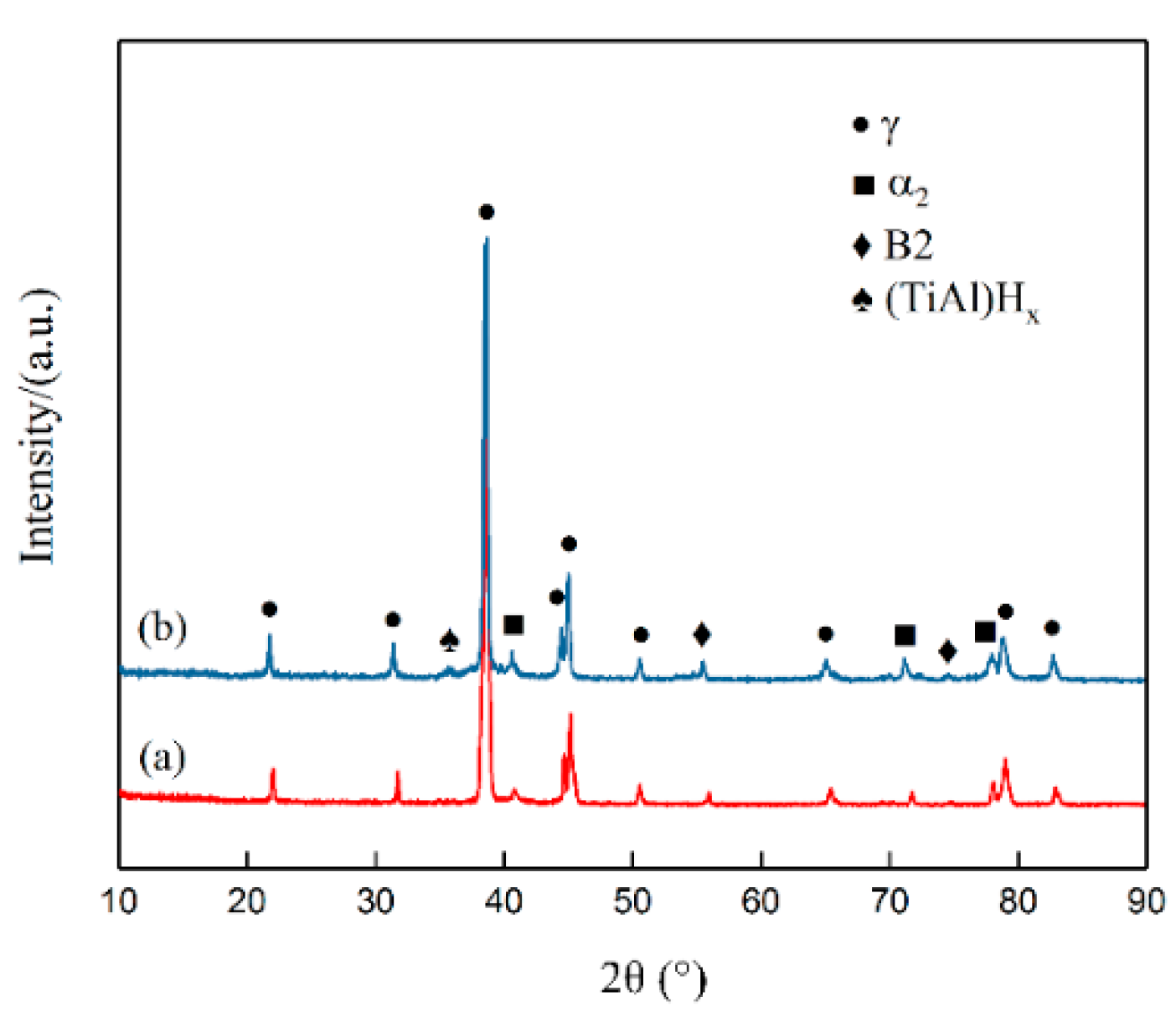
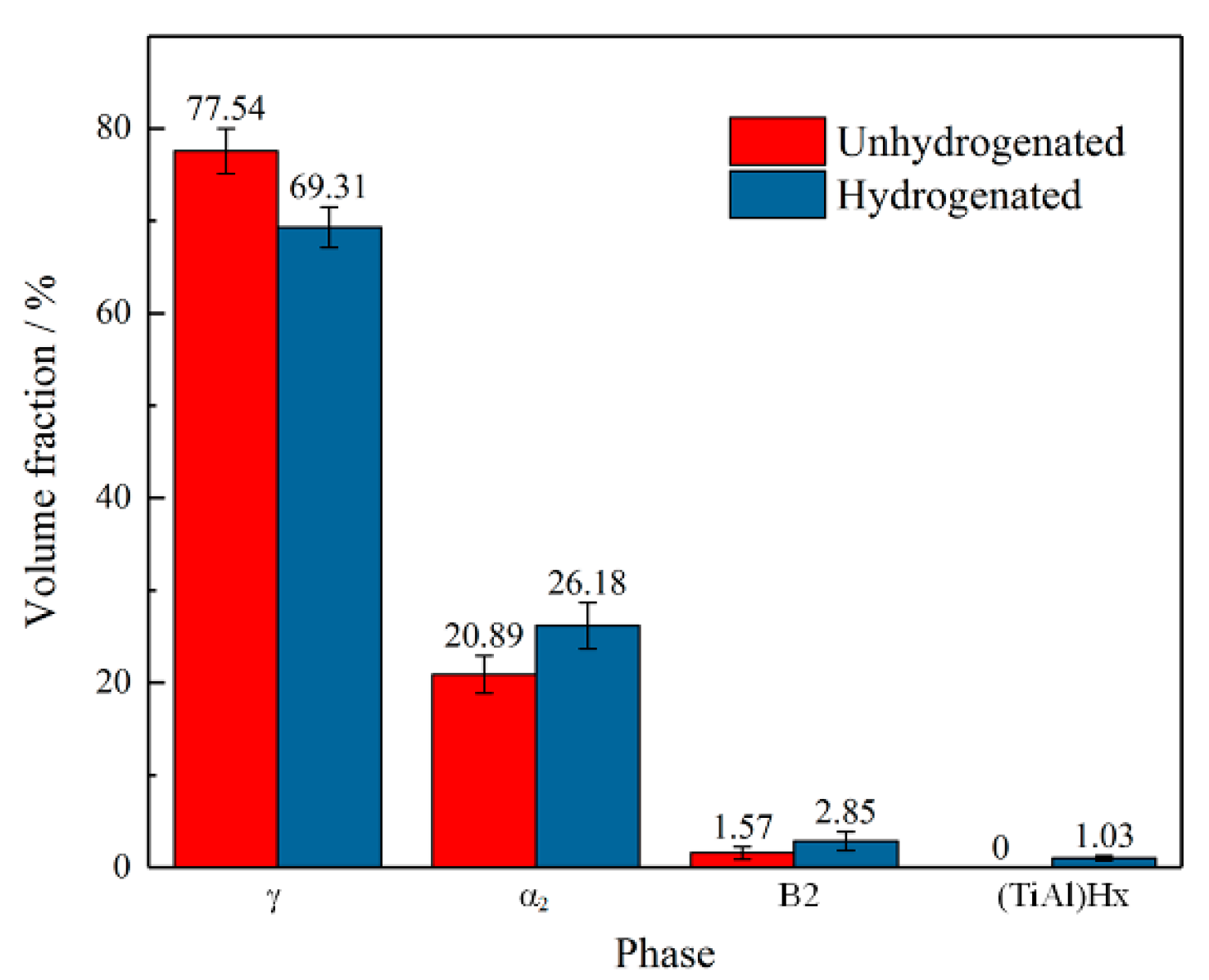
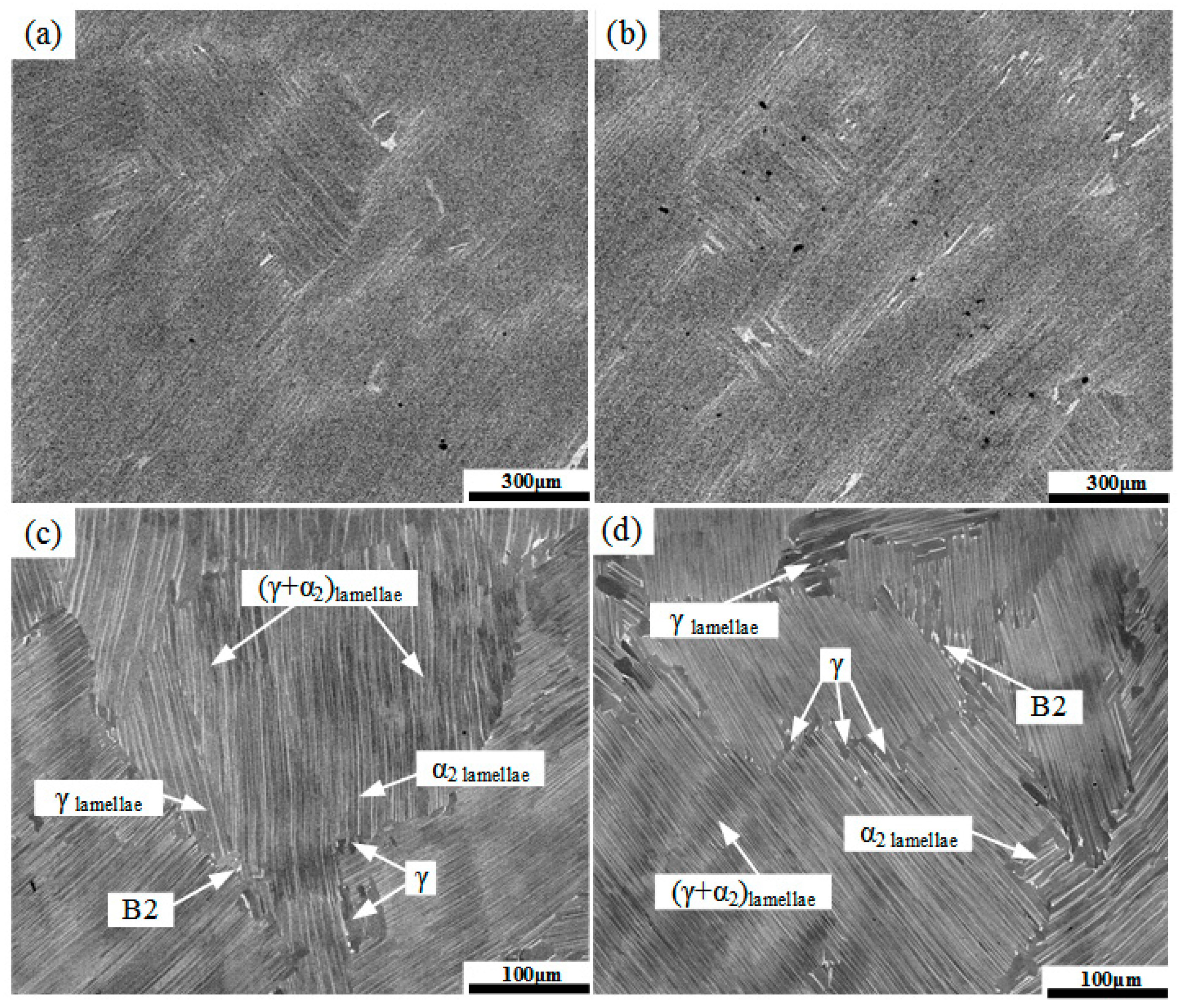
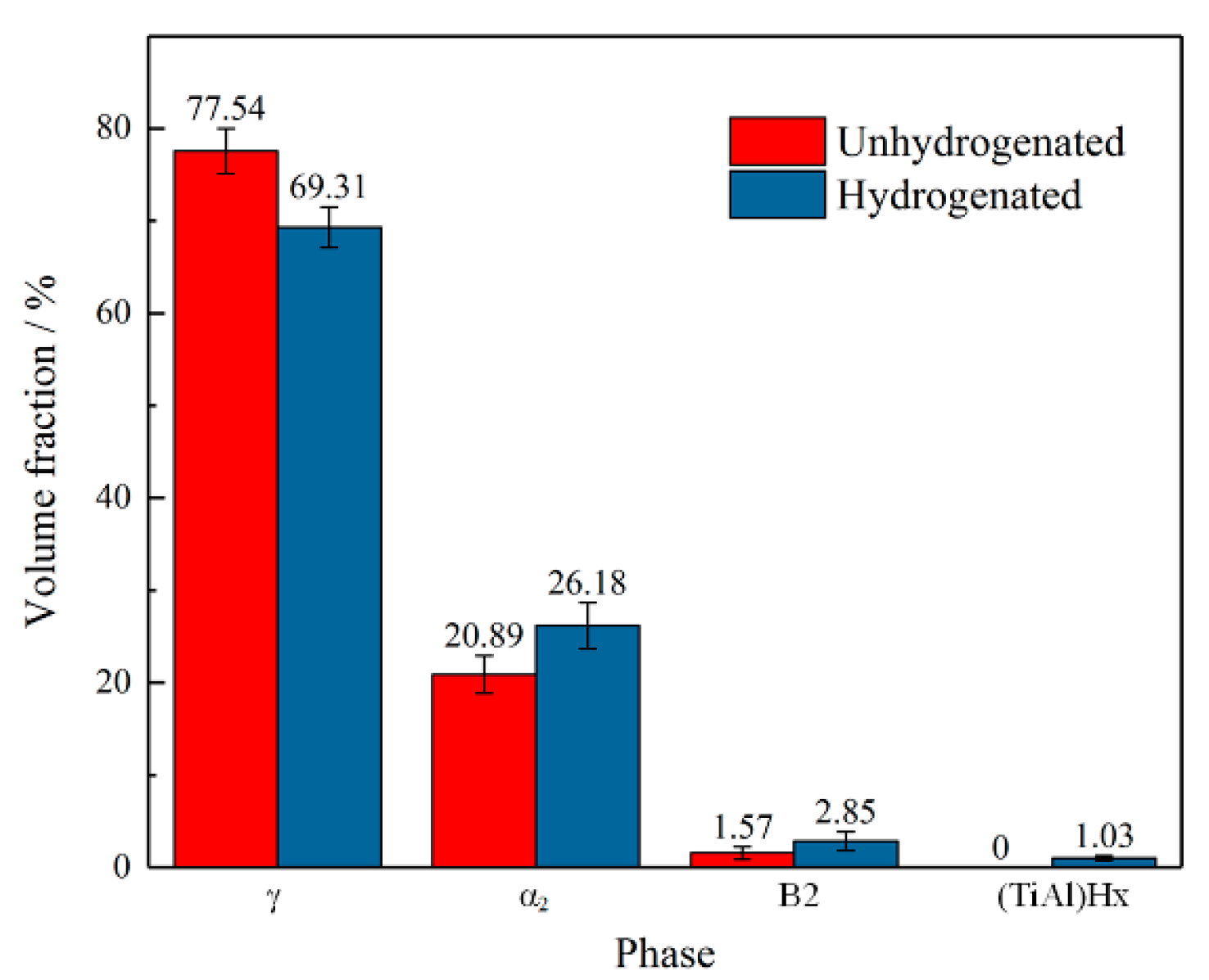
3.1. Effect of Hydrogen on the Microstructure of Alloy at Room Temperature
3.2. High-Temperature Flow Behavior of Hydrogenated Alloy
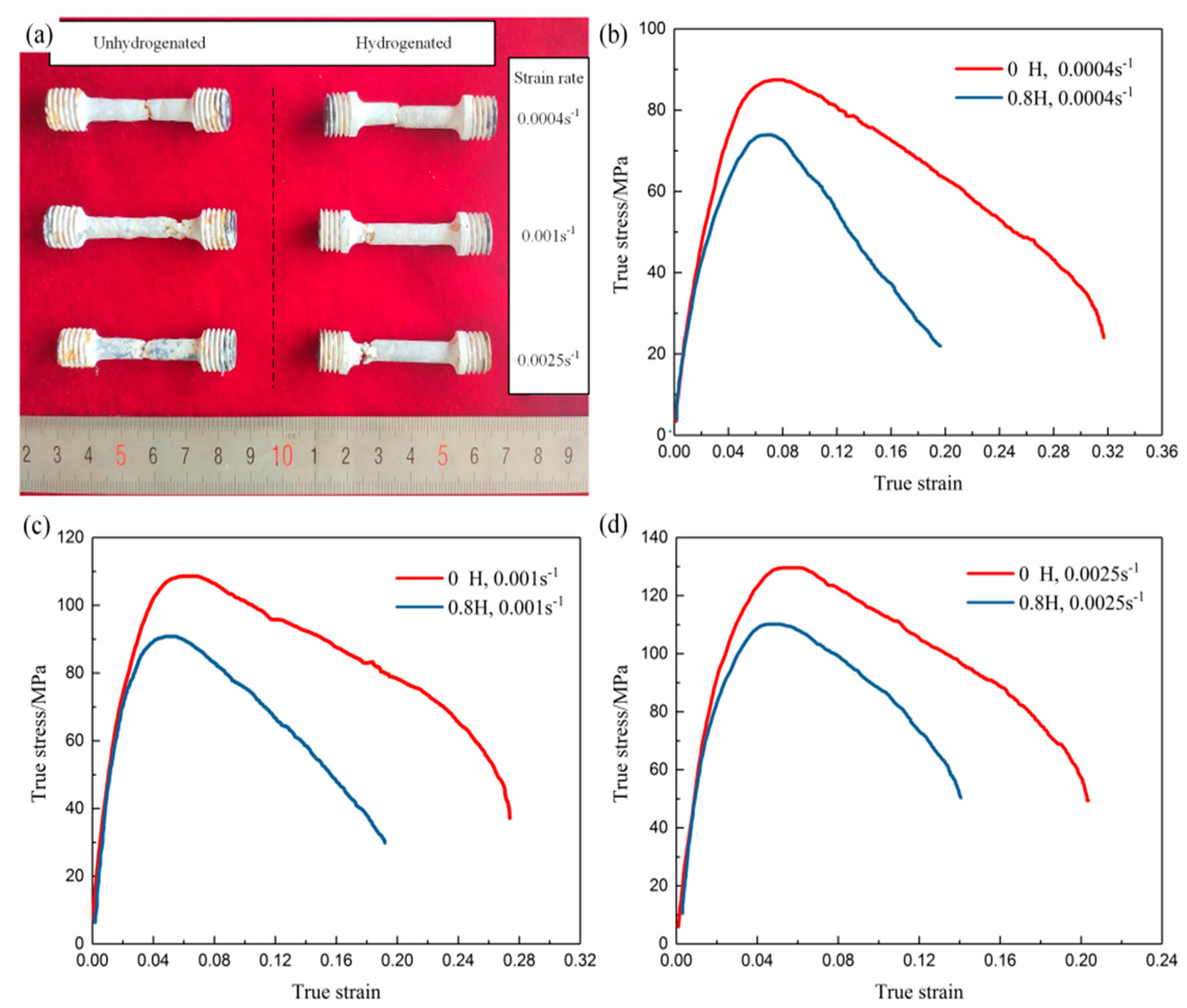
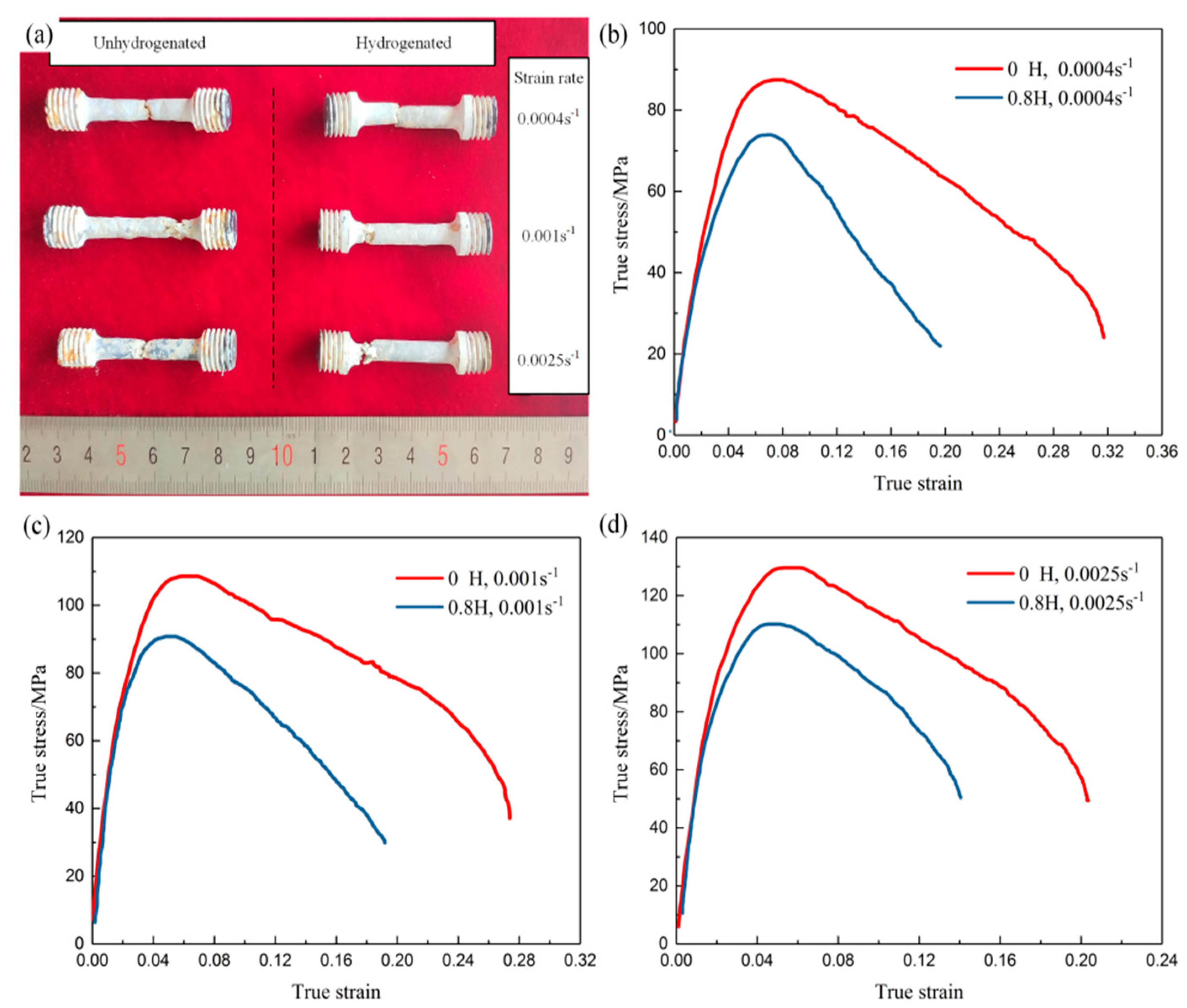
3.2.1. True Stress–True Strain Curves and Their Characteristics
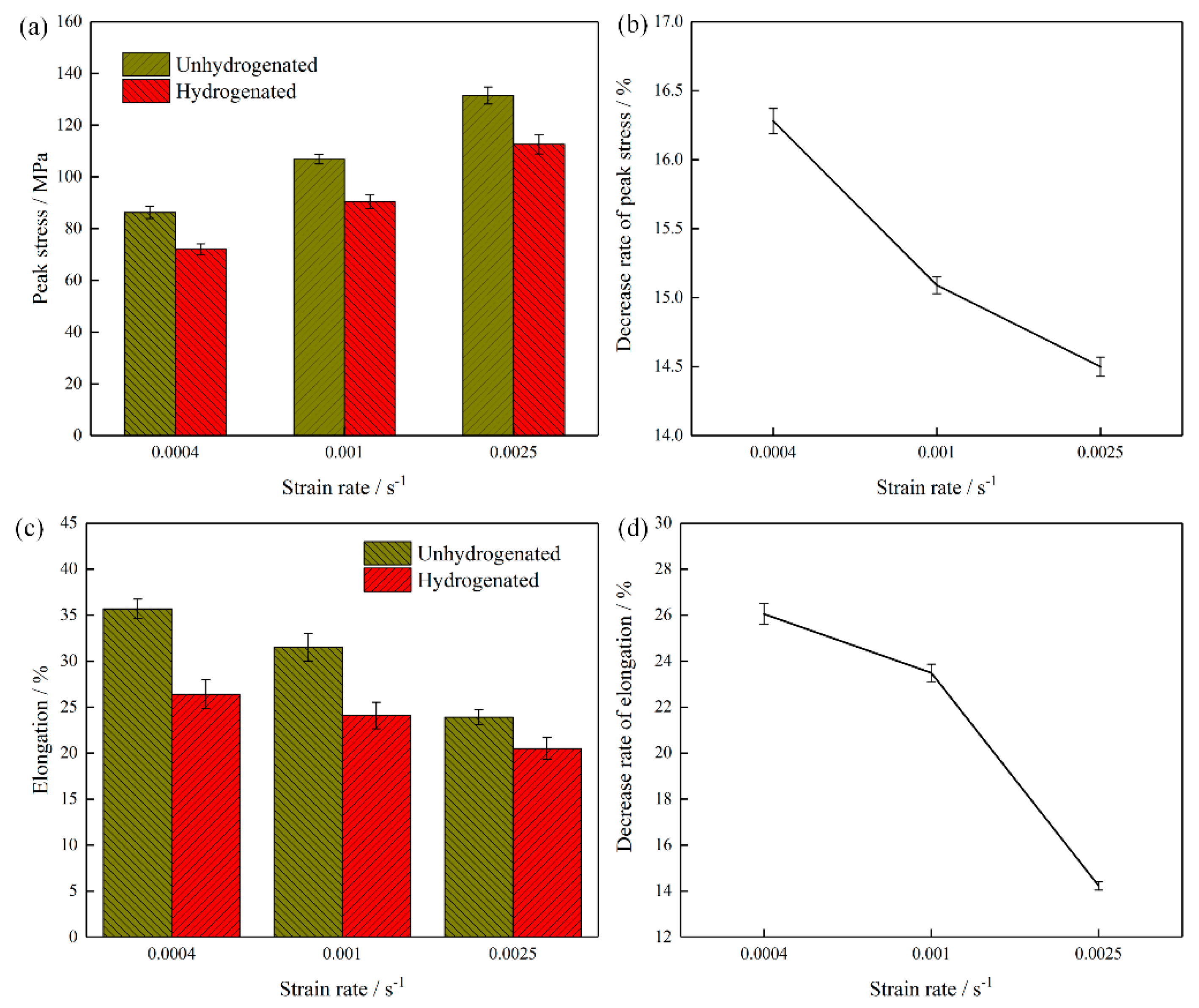
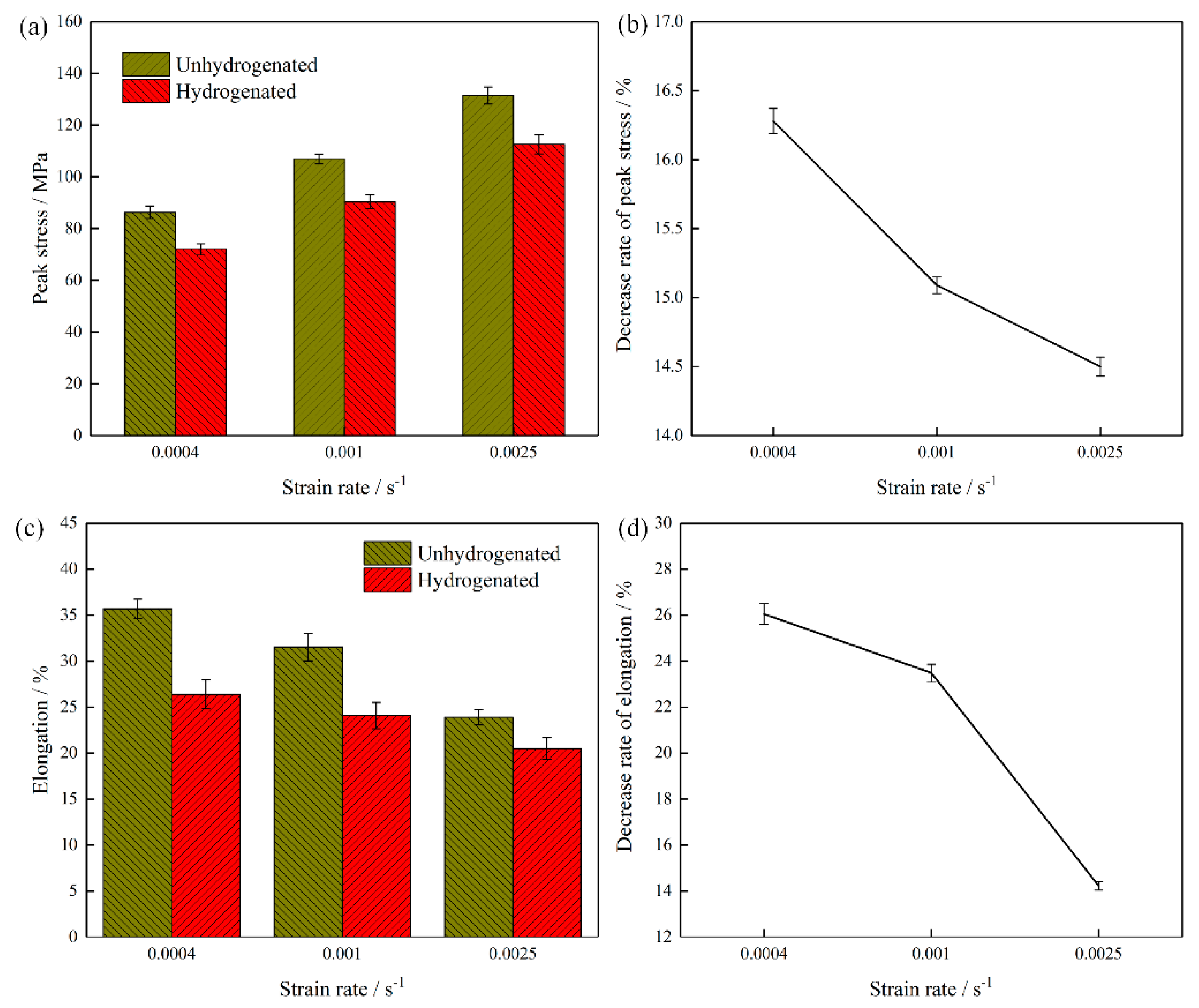
3.2.2. Effect of Strain Rate on Flow Stress and Elongation
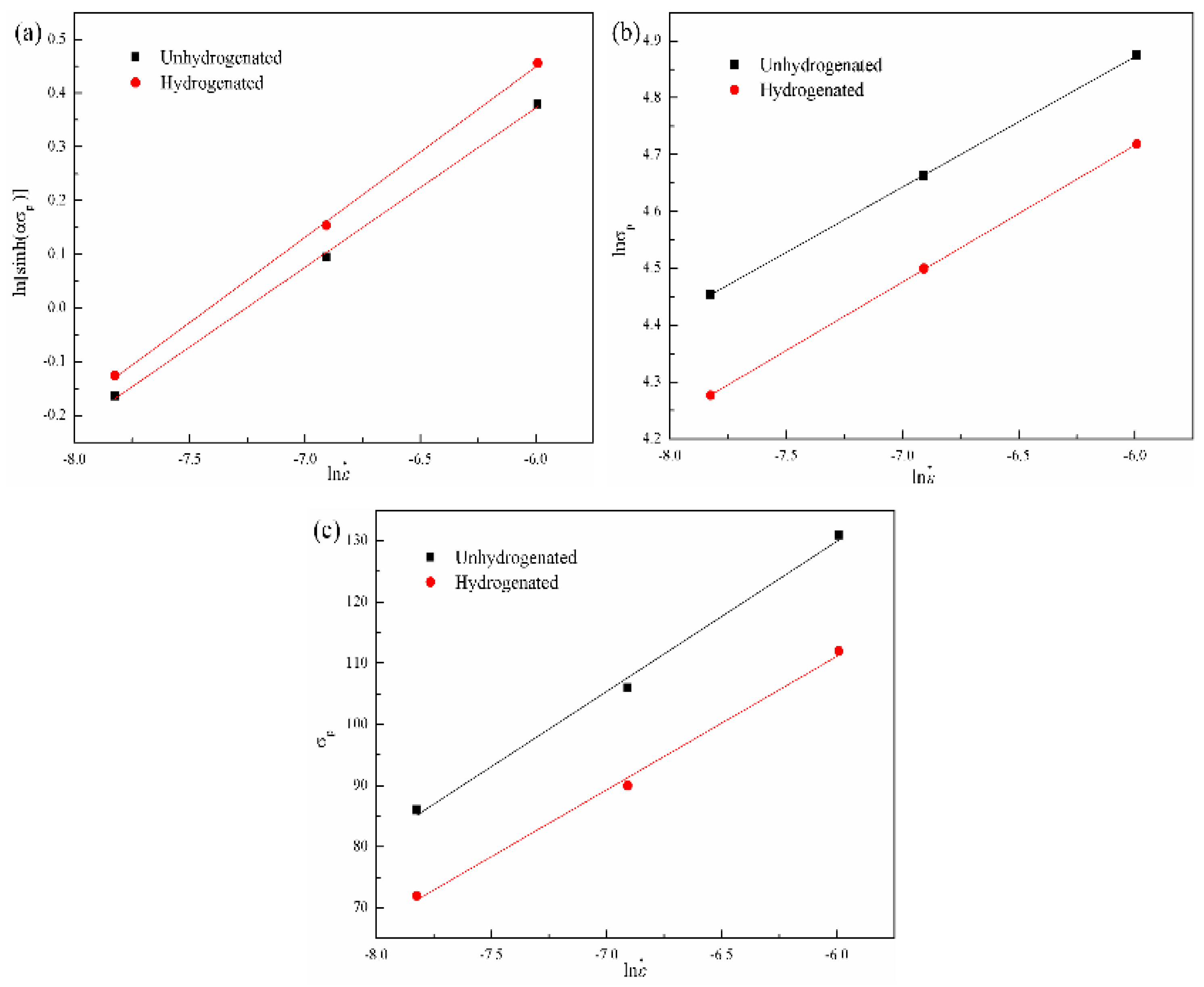
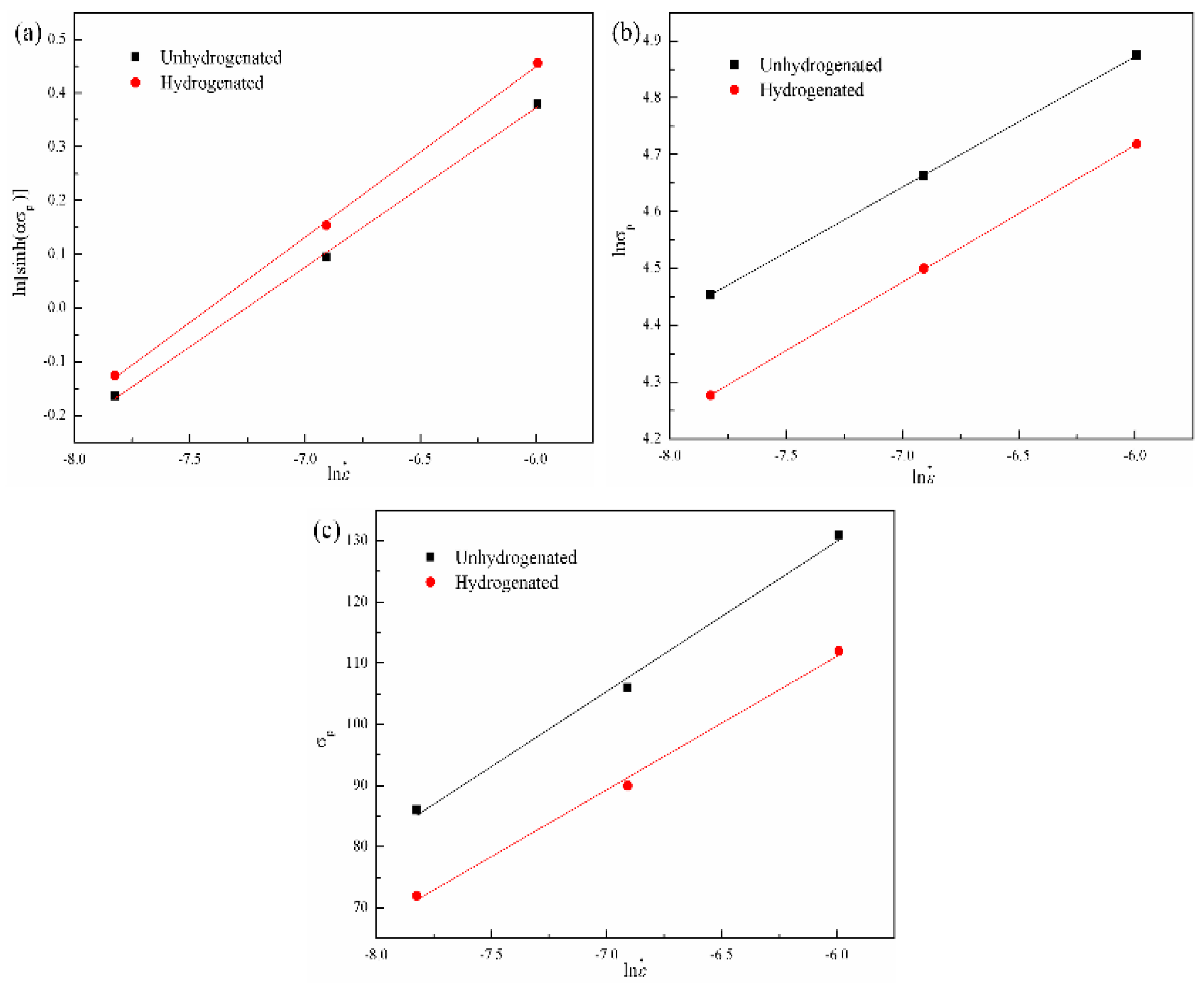
3.2.3. Constitutive Equation at High Temperature
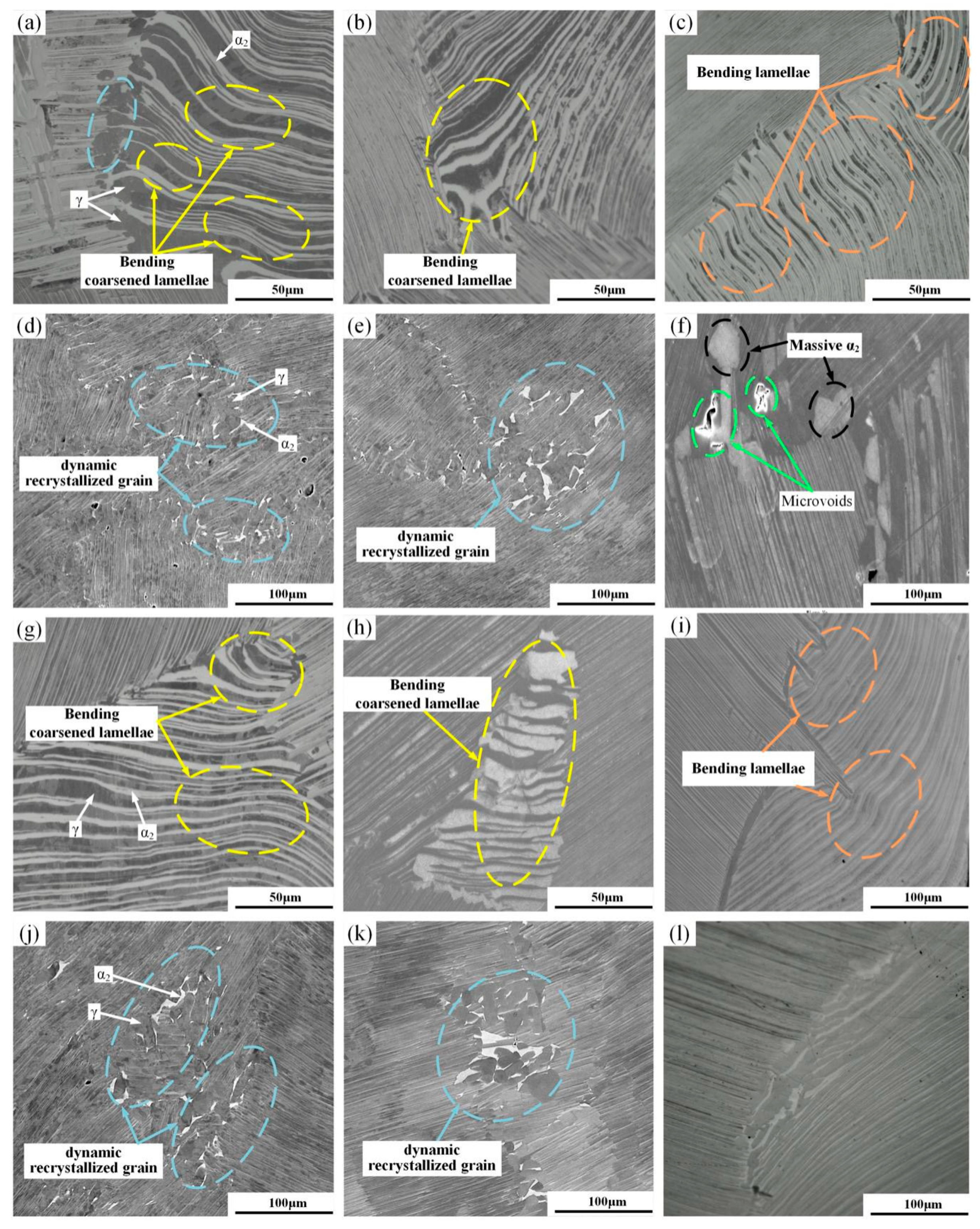
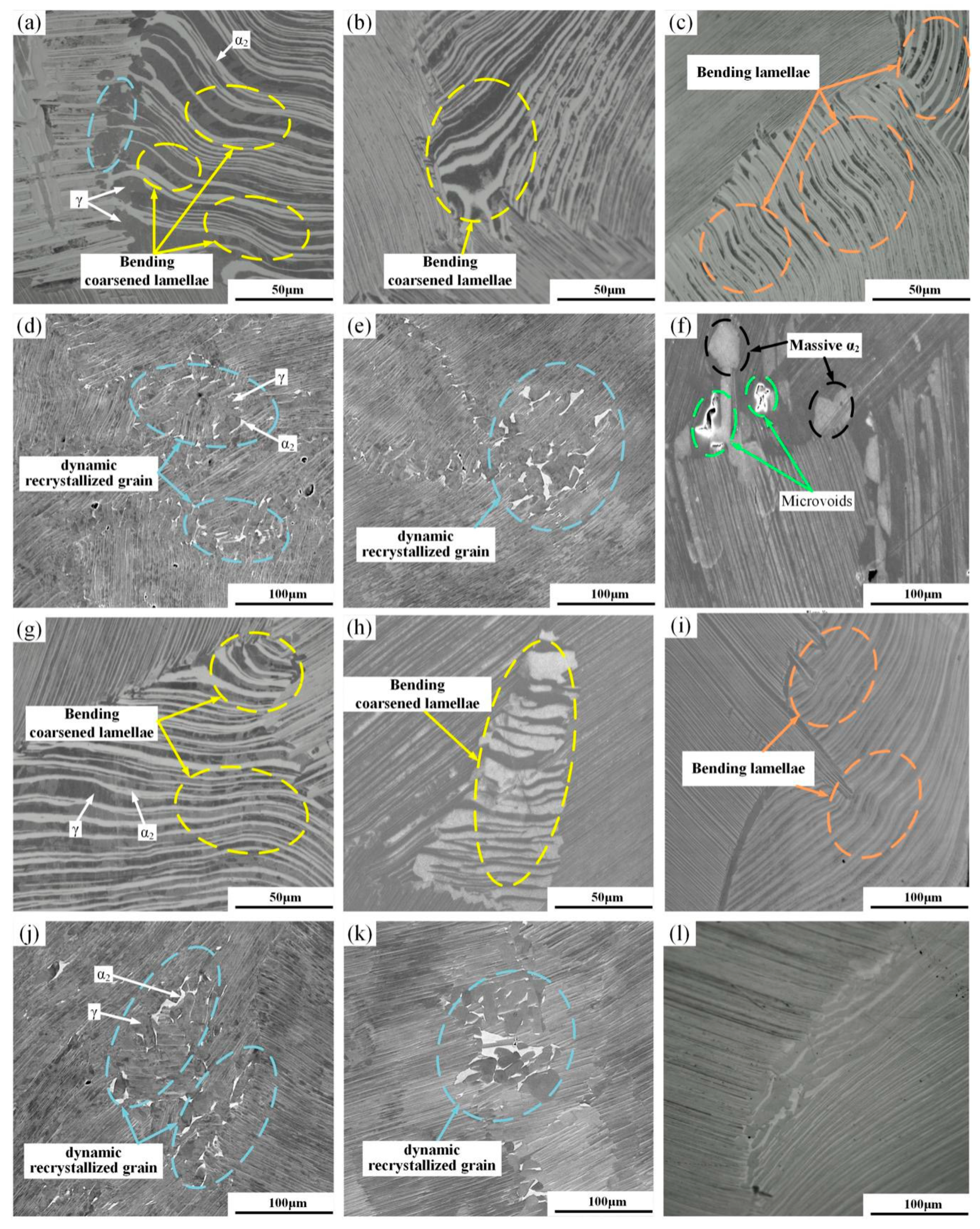
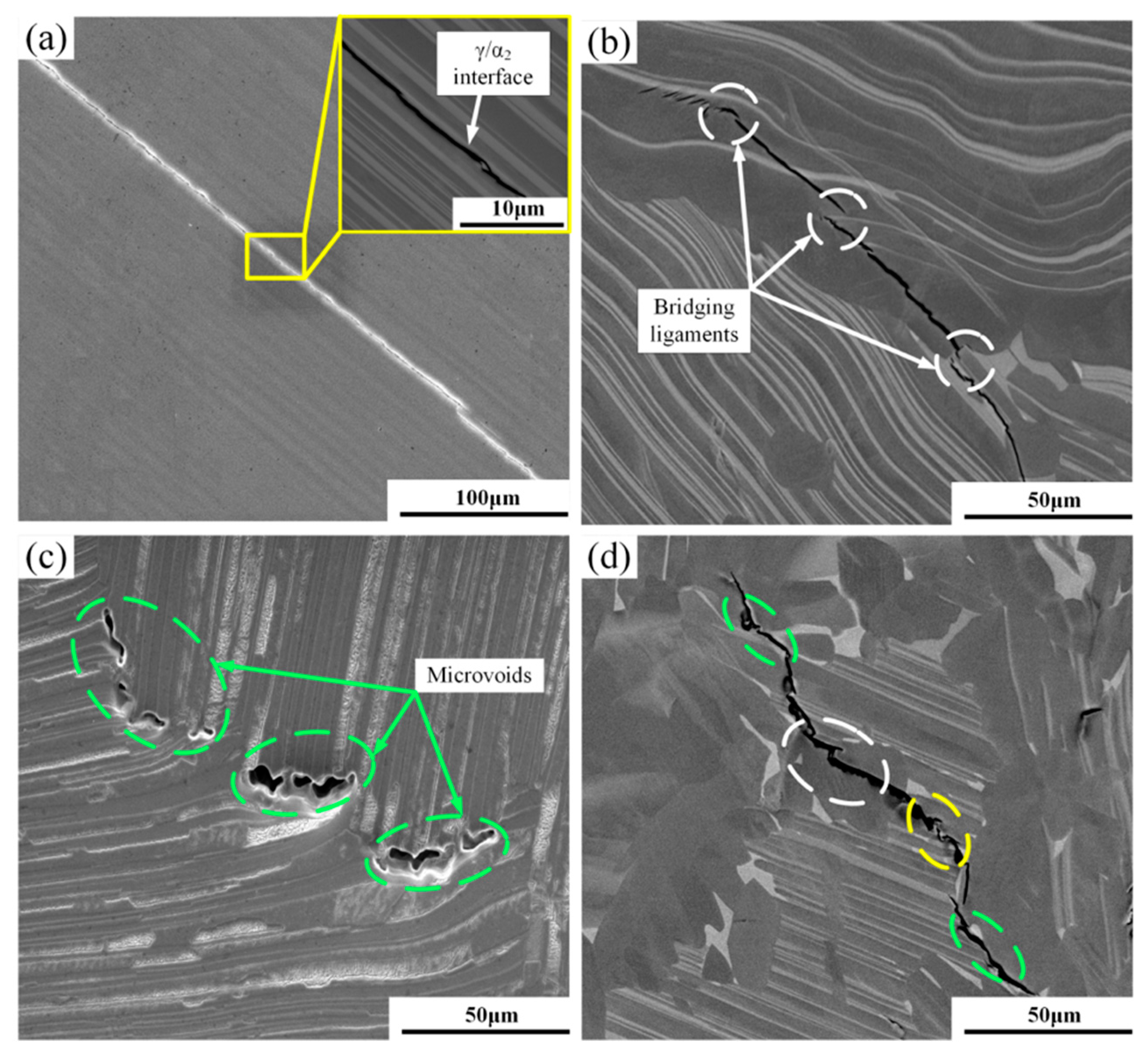
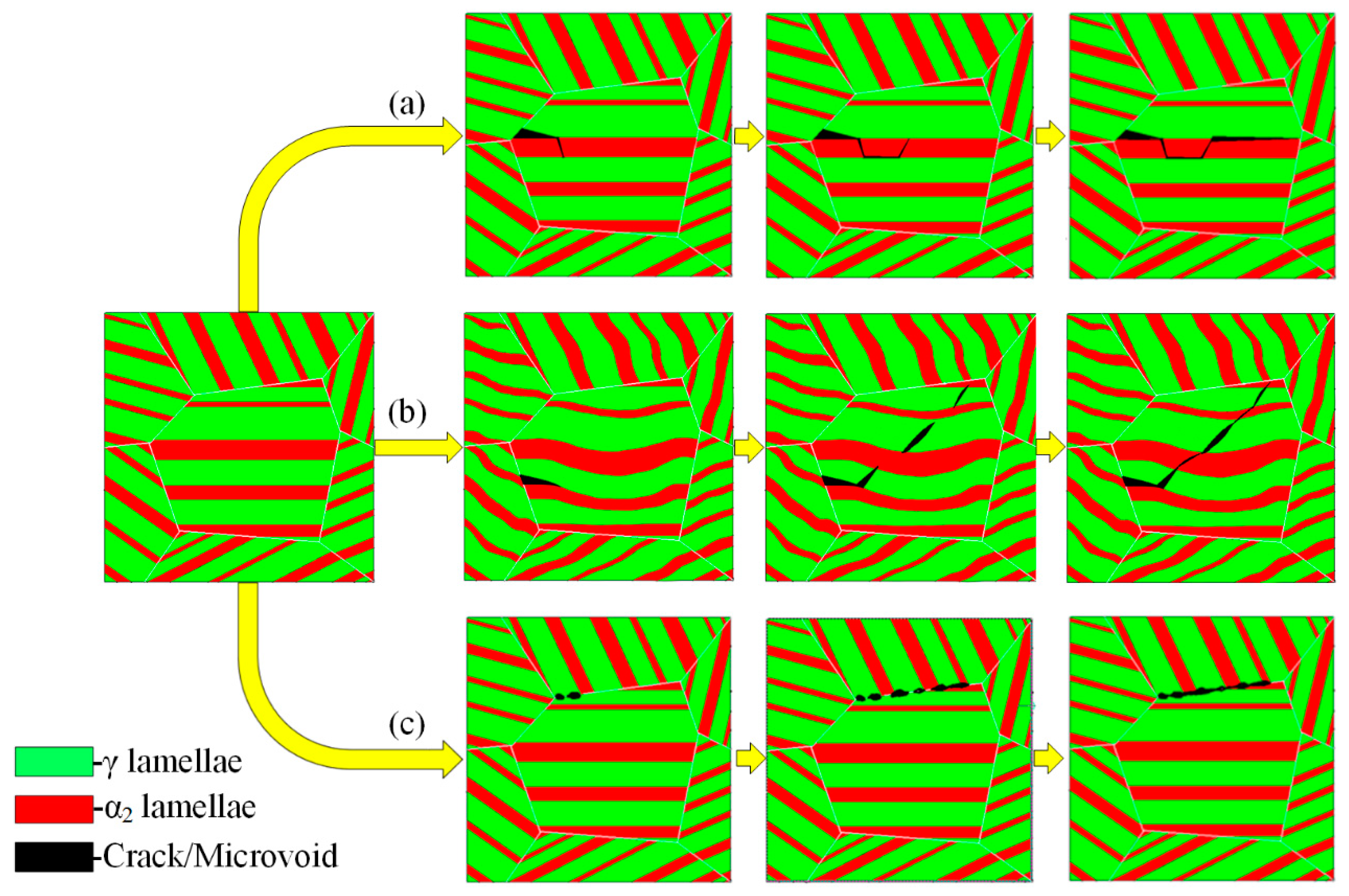
3.3. Microstructure Evolution
4. Conclusions
- Through hydrogen treatment, the phase content of the α2 and B2 phases in the hydrogenated alloy increased when compared with that of the unhydrogenated alloy. In the hydrogenated alloy, hydride (TiAl)Hx was observed, which led to cracks.
- Compared with the unhydrogenated alloy, the flow stress of the hydrogen alloy was significantly reduced (i.e., hydrogen-induced softening). Hydrogen-induced softening was enhanced with a decrease in the strain rate. Deformed at 1150 °C/0.0004 s−1, the peak stress was decreased by (16.28 ± 0.17)% due to hydrogen addition. The elongation of the hydrogenated alloys was decreased by (26.05 ± 0.45)% (0.0004 s−1), (23.49 ± 0.38)% (0.001 s−1), and (14.23 ± 0.19)% (0.0025 s−1), indicating that the addition of 0.8 at.% H reduced the high-temperature plasticity of Ti–45Al–9Nb alloy. In addition, the deformation activation energy of the hydrogenated alloy was lower than that of the unhydrogenated alloy.
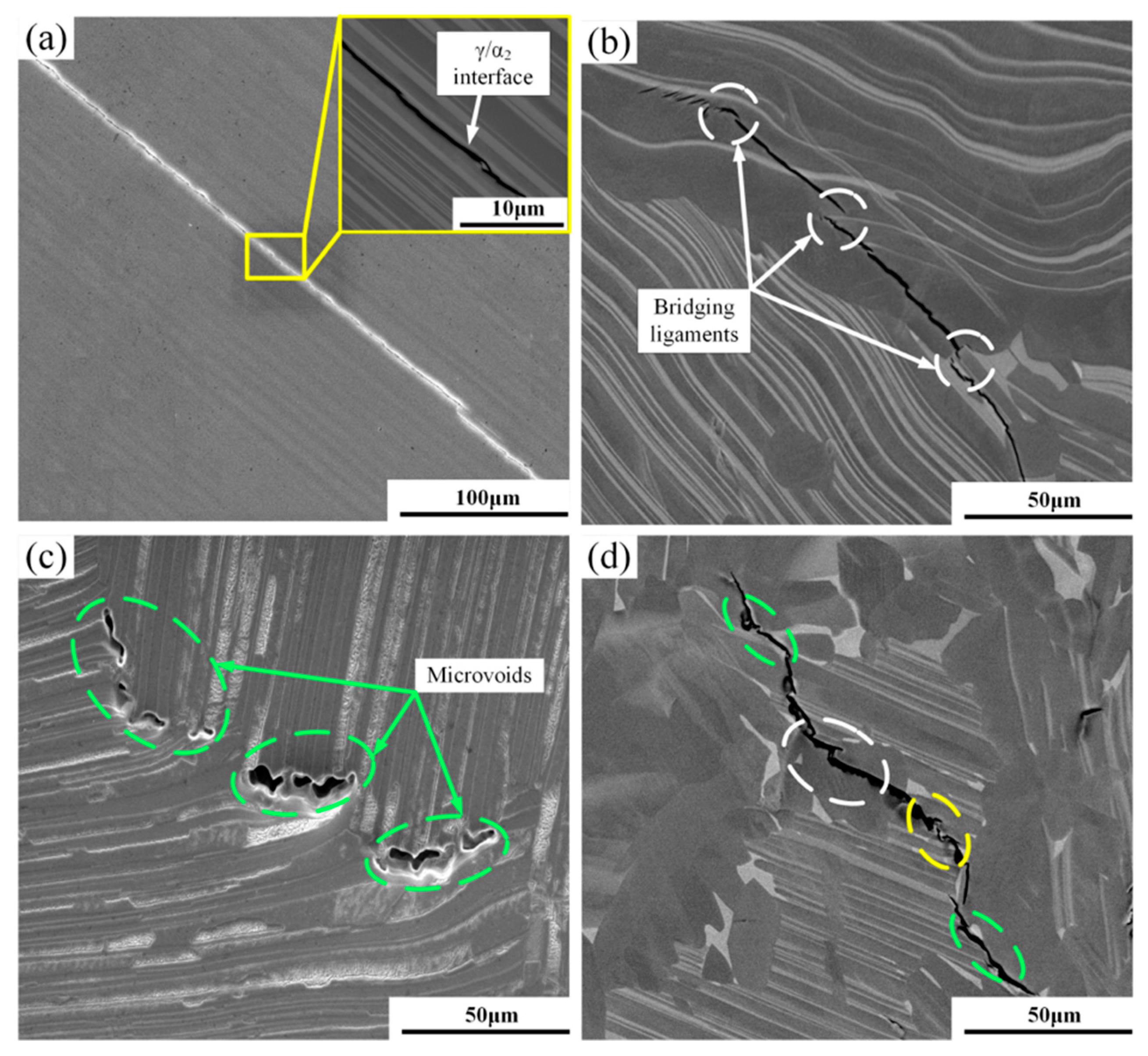
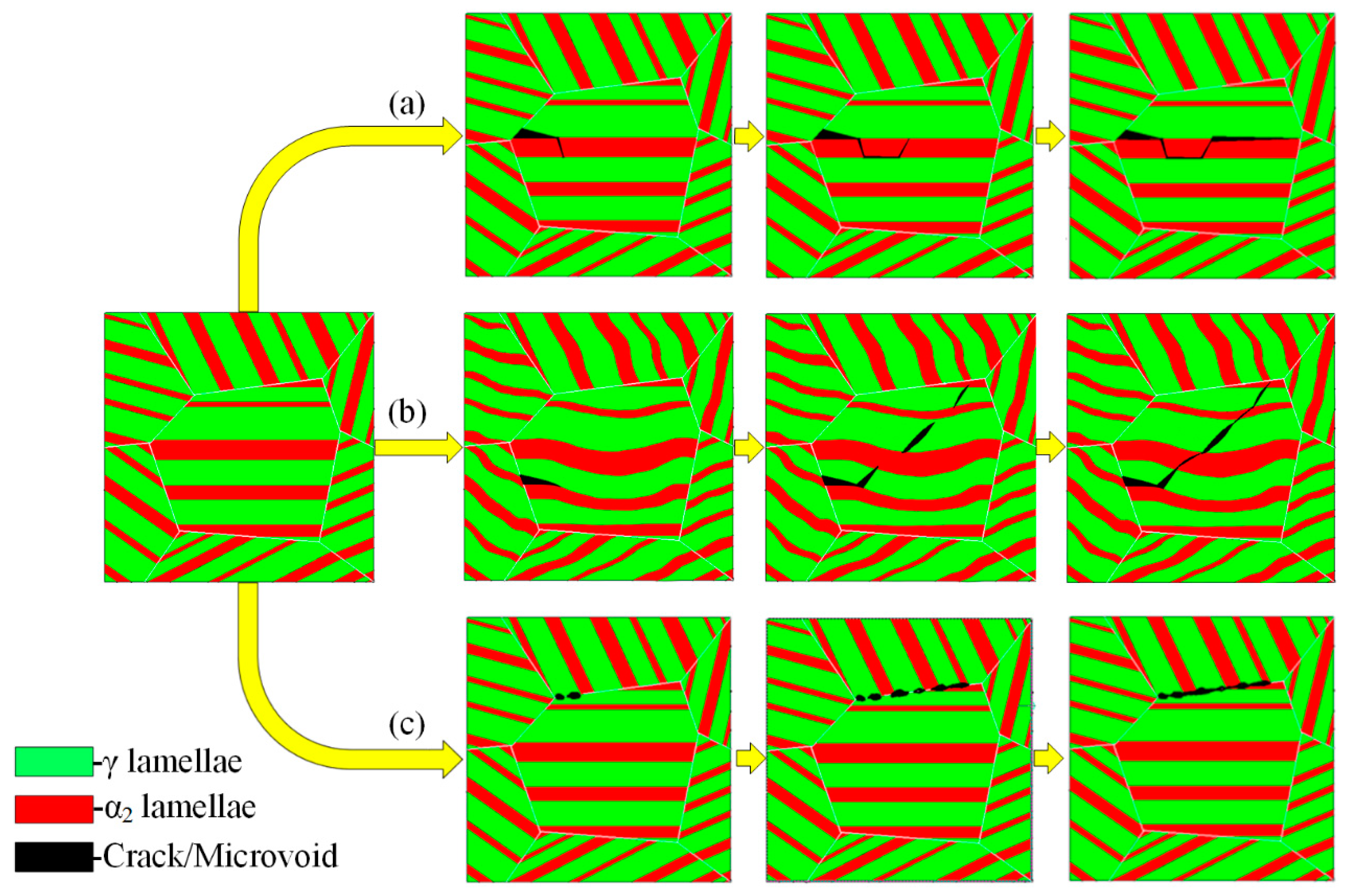
- Under the same deformation condition, the deformation extent of the hydrogenated alloy was less than that of the unhydrogenated alloy. Accordingly, more residual lamellae and the lower extent of recrystallization were observed in the hydrogenated alloy. In addition, there were three types of cracks in the hydrogenated alloy (i.e., inter-lamellar, trans-lamellar, and along-lamellar colony boundary cracks). Furthermore, more along-lamellar colony boundary cracks occurred in the hydrogenated alloy.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liss, K.D.; Bartels, A.; Clemens, H.; Bystrzanowski, S.; Stark, A.; Buslaps, T.; Schimansky, F.P.; Gerling, R.; Scheu, C.; Schreyer, A. Recrystallization and phase transitions in a on TiAl-based alloy as observed by ex situ and in situ high-energy X-ray diffraction. Acta Mater. 2006, 54, 3721–3735. [Google Scholar] [CrossRef]
- Kastenhuber, M.; Rashkova, B.; Clemens, H.; Mayer, S. Enhancement of creep properties and microstructural stability of intermetallic β-solidifying γ-TiAl based alloys. Intermetallics 2015, 63, 19–26. [Google Scholar] [CrossRef]
- Zong, Y.Y.; Wen, D.S.; Guo, B.; Shan, D.B. Investigations of hydrogen-promoted α2-lamella decomposition of a γ-TiAl based alloy. Mater. Lett. 2015, 152, 196–199. [Google Scholar] [CrossRef]
- Wang, Q.; Ding, H.; Zhang, H.; Chen, R.; Guo, J.; Fu, H. Influence of Mn addition on the microstructure and mechanical properties of a directionally solidified γ-TiAl alloy. Mater. Charact. 2018, 137, 133–141. [Google Scholar] [CrossRef]
- Zhang, C.P.; Zhang, K.F.; Wang, G.F. Dependence of heating rate in PCAS on microstructures and high-temperature deformation properties of γ-TiAl intermetallic alloys. Intermetallics 2010, 18, 834–840. [Google Scholar] [CrossRef]
- Erdely, P.; Staron, P.; Maawad, E.; Schell, N.; Klose, J.; Mayer, S.; Clemens, H. Effect of hot rolling and primary annealing on the microstructure and texture of a β-stabilised γ-TiAl based alloy. Acta Mater. 2017, 126, 145–153. [Google Scholar] [CrossRef]
- Huang, Z.W.; Lin, J.P.; Sun, H.L. Microstructural changes and mechanical behaviour of a near lamellar γ-TiAl alloy during long-term exposure at 700 °C. Intermetallics 2017, 85, 59–68. [Google Scholar] [CrossRef]
- Hu, H.; Wu, X.Z.; Wang, R.; Li, W.G.; Liu, Q. Phase stability, mechanical properties and electronic structure of TiAl alloying with W, Mo, Sc and Yb: First-principles study. J. Alloys Compd. 2016, 658, 689–696. [Google Scholar] [CrossRef]
- Godor, F.; Werner, R.; Lindemann, J.; Clemens, H.; Mayer, S. Characterization of the high-temperature deformation behavior of two intermetallic TiAl–Mo alloys. Mater. Sci. Eng. A 2015, 648, 208–216. [Google Scholar] [CrossRef]
- Hou, H.L.; Li, Z.Q.; Wang, Y.J.; Guan, Q. Technology of hydrogen treatment for titanium alloy and its application prospect. Chin. J. Nonferrous Met. 2003, 1, 533–549. [Google Scholar]
- Wang, J.W.; Gong, H.R. Adsorption and diffusion of hydrogen on Ti, Al, and TiAl surfaces. Int. J. Hydrogen Energy 2014, 39, 6068–6075. [Google Scholar] [CrossRef]
- Senkov, O.N.; Jonas, J.J.; Froes, F.H. Thermally activated flow of β-titanium and β-titaniumhydrogen alloys. Philos. Mag. A 2000, 80, 2813–2825. [Google Scholar] [CrossRef]
- Wen, D.S.; Huang, S.H.; Guo, B.; Shan, D.B.; Zong, Y.Y. Effect of hydrogen on γ-phase transformation and texture evolution of a TiAl-based alloy deformed at elevated temperature. Mater. Sci. Eng. A 2017, 699, 176–184. [Google Scholar] [CrossRef]
- Ma, T.F.; Chen, R.R.; Zheng, D.S.; Liu, C. Hydrogenation behavior of Ti–44Al–6Nb alloy and its effect on the microstructure and hot deformability. J. Mater. Res. 2017, 32, 1304–1315. [Google Scholar] [CrossRef]
- Liu, X.W.; Su, Y.Q.; Luo, L.S.; Li, K.; Dong, F.Y.; Guo, J.J.; Fu, H.Z. Effect of hydrogen treatment on solidification structures and mechanical properties of TiAl alloys. Int. J. Hydrogen Energy 2011, 36, 3260–3267. [Google Scholar] [CrossRef]
- Chen, Y.L.; Zhang, T.; Song, L. Hydride formation during cathodic charging and its effect on mechanical properties of a high Nb containing TiAl alloy. Int. J. Hydrogen Energy 2018, 43, 8161–8169. [Google Scholar] [CrossRef]
- Lei, J.; Fan, L. Effects of Hydrogen on Diffusion Bonding of TiAl-Based Intermetallics with Hydrogenated Ti6Al4V Alloy Interlayer Containing 0.5 wt.% Hydrogen. Adv. Mater. Res. 2013, 750, 624–629. [Google Scholar]
- Xu, Y.S.; Liu, J.T.; Nie, M.; Li, Z.G.; Ruan, X.Y. Research and application of mathematical model for hot forming stress-strain curve. J. Appl. Sci. 1997, 15, 379–384. [Google Scholar]
- Brotzu, A.; Felli, F.; Marra, F.; Pilone, D.; Pulci, G. Mechanical properties of a TiAl-based alloy at room and high-temperatures. Mater. Sci. Technol. 2018, 34, 1847–1853. [Google Scholar] [CrossRef]
- He, X.M.; Yu, Z.Q.; Lai, X.M. Analysis of high-temperature deformation behavior of a high Nb containing TiAl based alloy. Mater. Lett. 2008, 62, 4181–4183. [Google Scholar] [CrossRef]
- Liu, N.; Li, Z.; Xu, W.Y.; Wang, Y.; Zhang, G.Q.; Yuan, H. Hot deformation behavior and microstructural evolution of powder metallurgical TiAl alloy. Rare Met. 2016, 36, 236–241. [Google Scholar] [CrossRef]
- Acharya, A.; Zhang, X.H. From dislocation motion to an additive velocity gradient decomposition, and some simple models of dislocation dynamics. Chin. Ann. Math. B 2015, 36, 645–658. [Google Scholar] [CrossRef]
- Lunarska, E.; Chernyaeva, O.; Lisovytskii, D. Hydride formation under cathodic charging of titanium and TiAl-based alloys in alkaline solutions. Mater. Sci. 2008, 44, 423–428. [Google Scholar] [CrossRef]
- Kazantseva, N.V.; Popov, A.G.; Mushnikov, N.V.; Soloninin, A.V.; Aleksashin, B.A.; Novozhenov, V.I.; Sazonova, V.A.; Kharisova, A.G. Thermally unstable hydrides of titanium aluminide Ti3Al. Phys. Met. Metallogr. 2011, 111, 353–360. [Google Scholar] [CrossRef]
- Li, T.R.; Liu, G.H.; Xu, M.; Niu, H.Z.; Fu, T.L.; Wang, Z.D.; Wang, G.D. Microstructures and high-temperature Tensile Properties of Ti-43Al-4Nb-1.5Mo Alloy in the canned forging and heat treatment process. Acta Meter. Sin. 2017, 53, 1055–1064. [Google Scholar]
- Ding, J.; Lin, J.P.; Zhang, M.; Dong, C.L.; Liang, Y.F. High-temperature torsion induced gradient microstructures in high Nb-TiAl alloy. Mater. Lett. 2017, 209, 193–196. [Google Scholar] [CrossRef]
- Narayana, P.L.; Li, C.L.; Hong, J.K.; Choi, S.W.; Park, C.H.; Kim, S.W.; Kim, S.E.; Reddy, N.S.; Yeom, J.T. Characterization of hot deformation behavior and processing maps of Ti–19Al–22Mo alloy. Met. Mater. Int. 2019, 25, 1063–1071. [Google Scholar] [CrossRef]
- Edwards, T.E.J.; Gioacchino, F.D.; Mohanty, G.; Wehrs, J.; Michler, J.; Clegg, W.J. Longitudinal twinning in a TiAl alloy at high-temperature by, in situ, microcompression. Acta Mater. 2018, 148, 202–215. [Google Scholar] [CrossRef]
- Cheng, L.; Chang, H.; Tang, B.; Kou, H.C.; Li, J.S. Deformation and dynamic recrystallization behavior of a high Nb containing Ti Al alloy. J. Alloys Compd. 2013, 552, 363–369. [Google Scholar] [CrossRef]
- Klein, T.; Rashkova, B.; Holec, D.; Clemens, H.; Mayer, S. Silicon distribution and silicide precipitation during annealing in an advanced multi-phase γ-TiAl based alloy. Acta Mater. 2016, 110, 236–245. [Google Scholar] [CrossRef]
- Su, Y.Q.; Liu, X.W.; Luo, L.S.; Zhao, L.; Guo, J.J.; Fu, H.Z. Hydrogen solubility in molten TiAl alloys. Int. J. Hydrogen Energy 2010, 35, 8008–8013. [Google Scholar] [CrossRef]
- Bode, B.; Wessel, W.; Brueckner-Foit, A.; Mildner, J.; Wollenhaupt, M.; Baument, T. Local deformation at micro-notches and crack initiation in an intermetallic γ-TiAl-alloy. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 227–237. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | lnA | n | α | Q (KJ/mol) |
|---|---|---|---|---|
| Unhydrogenated | 42.31 ± 0.83 | 3.37 ± 0.12 | 0.009 ± 0.001 | 584.31 ± 5.34 |
| Hydrogenated | 39.97 ± 0.69 | 3.15 ± 0.11 | 0.011 ± 0.001 | 556.95 ± 4.15 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Q.; Wen, D.; Wang, S.; Kong, B.; Wu, S.; Xiao, T. Effect of 0.8 at.% H on the Mechanical Properties and Microstructure Evolution of a Ti–45Al–9Nb Alloy Under Uniaxial Tension at High Temperature. Coatings 2020, 10, 52. https://doi.org/10.3390/coatings10010052
Yu Q, Wen D, Wang S, Kong B, Wu S, Xiao T. Effect of 0.8 at.% H on the Mechanical Properties and Microstructure Evolution of a Ti–45Al–9Nb Alloy Under Uniaxial Tension at High Temperature. Coatings. 2020; 10(1):52. https://doi.org/10.3390/coatings10010052
Chicago/Turabian StyleYu, Qiqi, Daosheng Wen, Shouren Wang, Beibei Kong, Shuxu Wu, and Teng Xiao. 2020. "Effect of 0.8 at.% H on the Mechanical Properties and Microstructure Evolution of a Ti–45Al–9Nb Alloy Under Uniaxial Tension at High Temperature" Coatings 10, no. 1: 52. https://doi.org/10.3390/coatings10010052
APA StyleYu, Q., Wen, D., Wang, S., Kong, B., Wu, S., & Xiao, T. (2020). Effect of 0.8 at.% H on the Mechanical Properties and Microstructure Evolution of a Ti–45Al–9Nb Alloy Under Uniaxial Tension at High Temperature. Coatings, 10(1), 52. https://doi.org/10.3390/coatings10010052