Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization

 , , ,
, , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials
3. Experiments
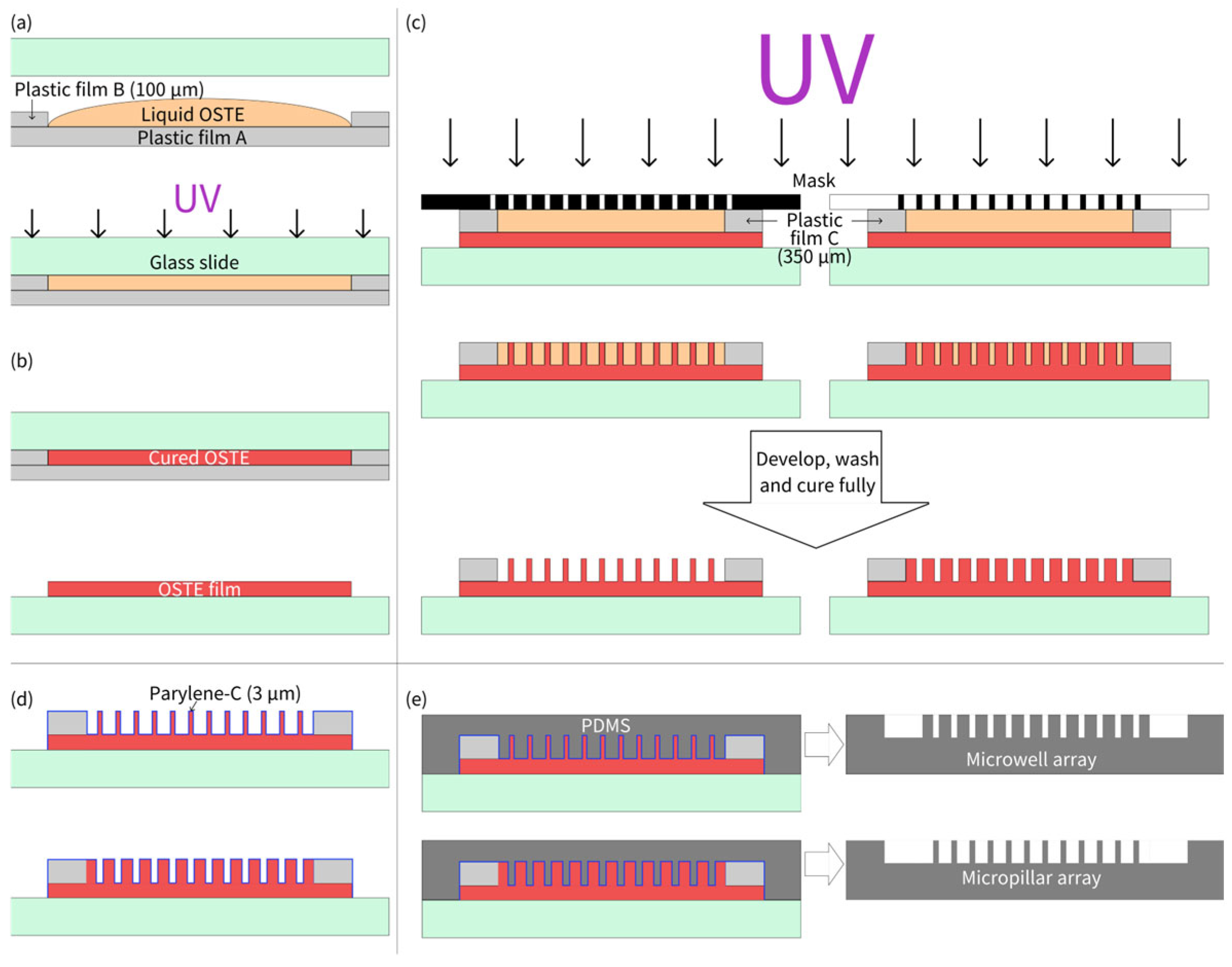
3.1. Microfabrication of OSTE
3.2. Micropillar Array for Plasma Separation
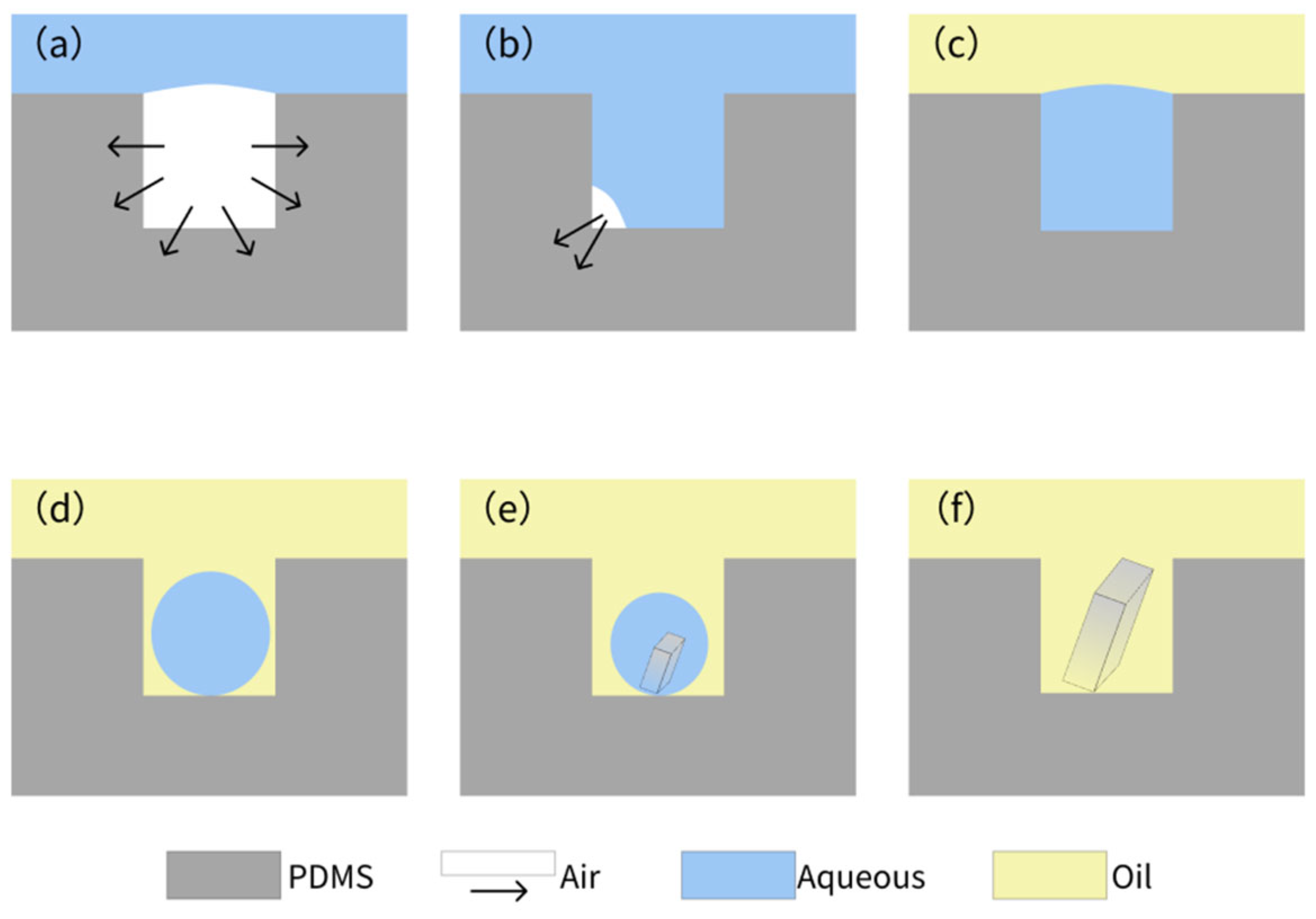
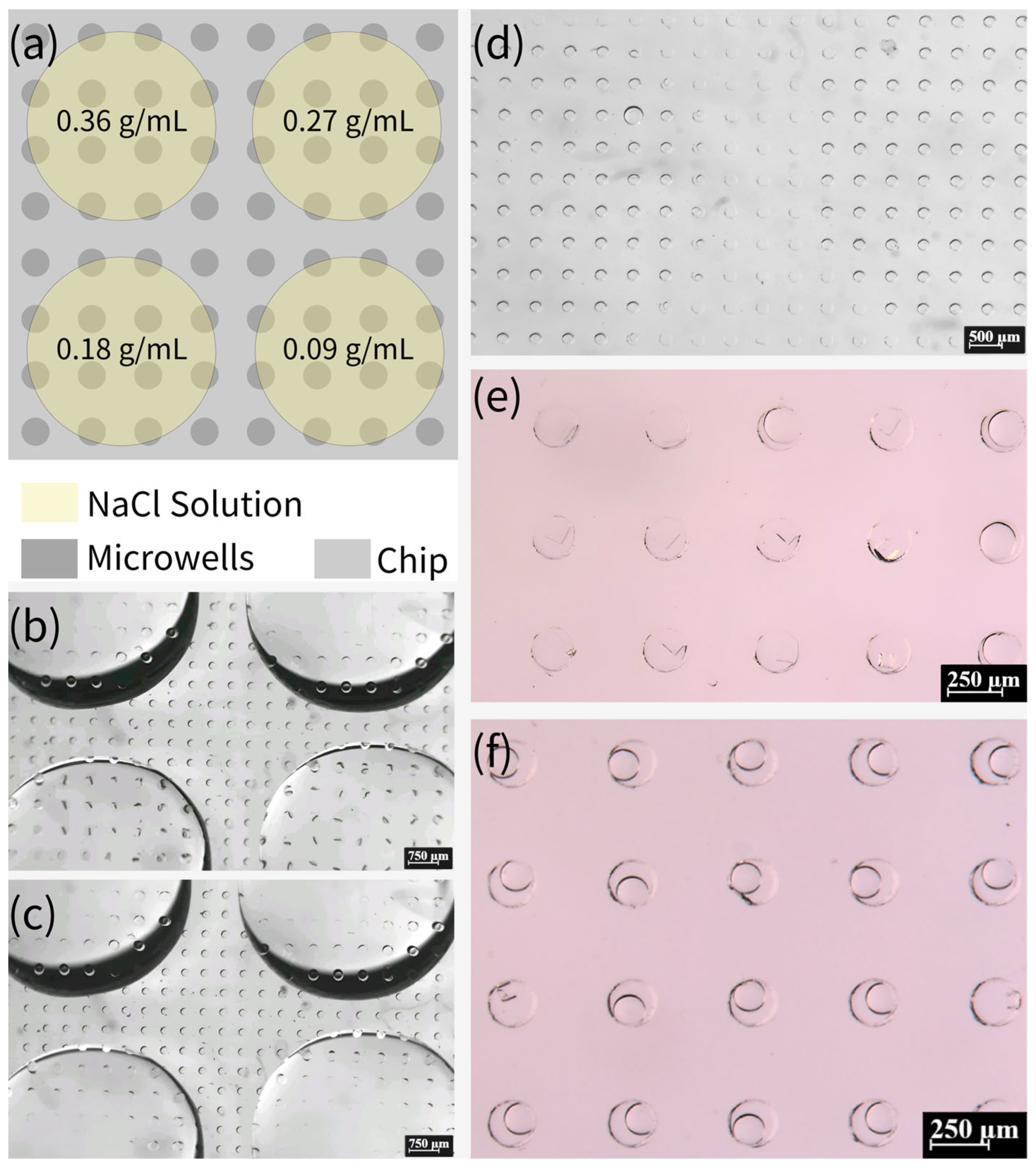
3.3. Microwell Array for Formation of Salt and Protein Crystals
4. Results
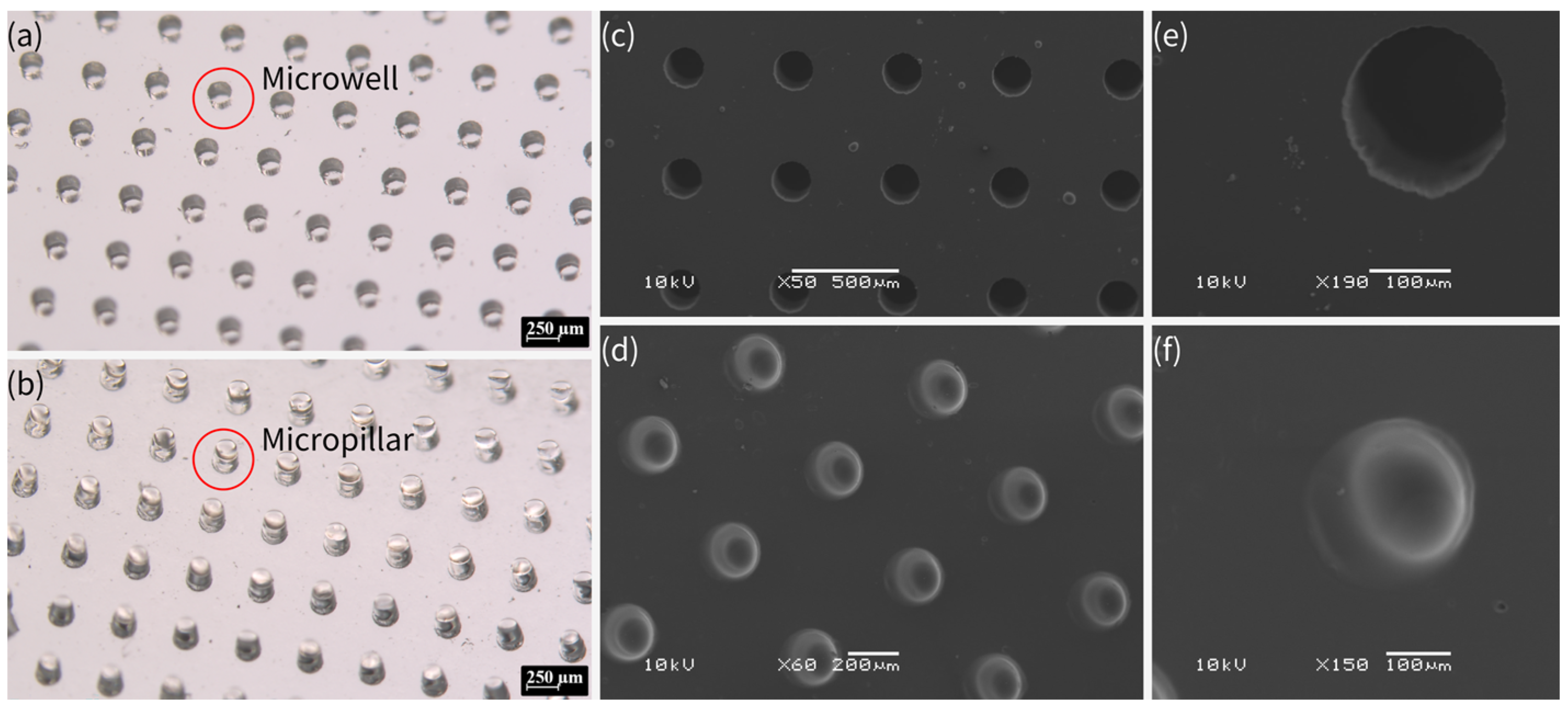
4.1. OSTE Micropillar and Microwell Array
4.2. Passive Plasma Separation
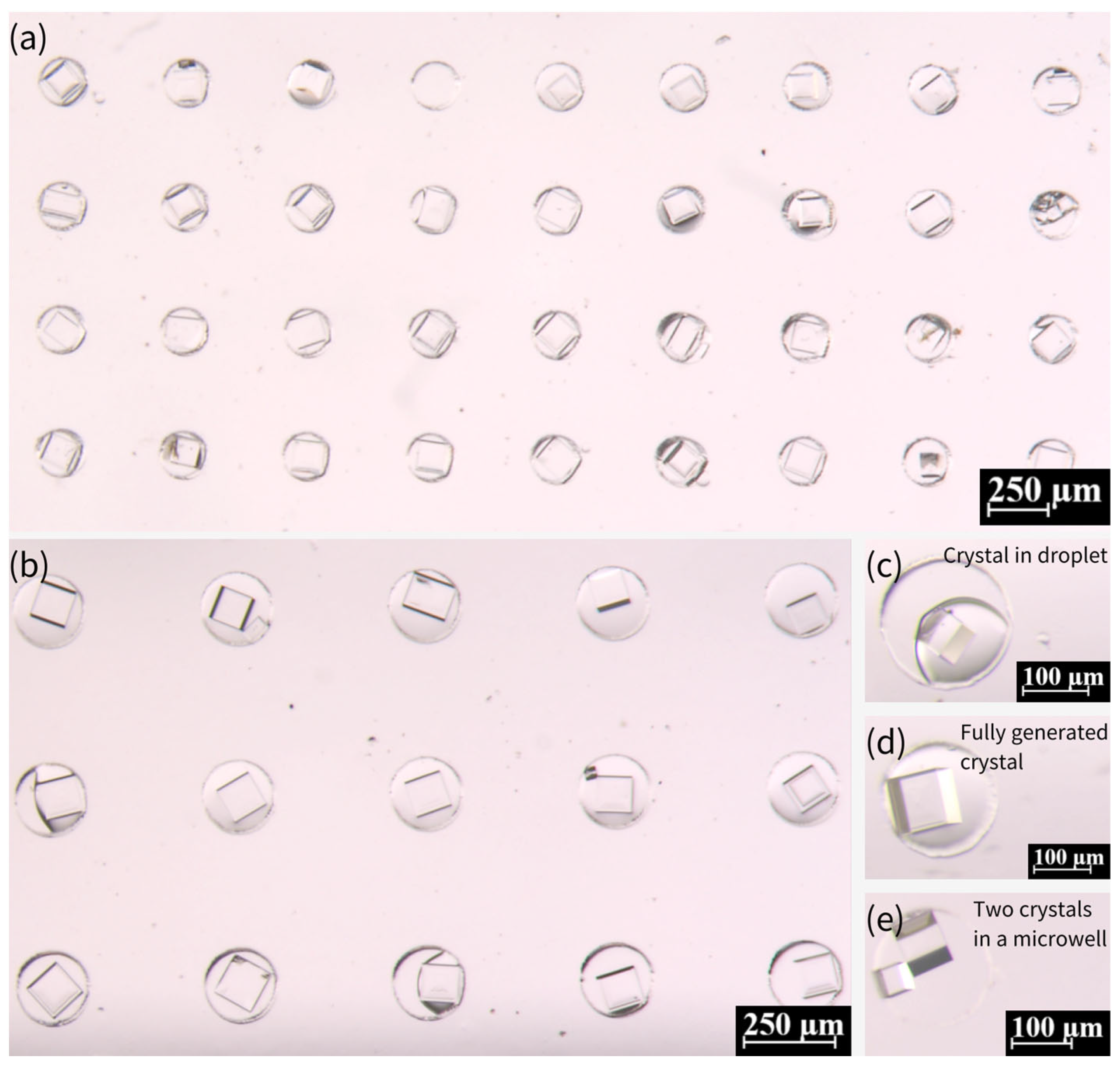
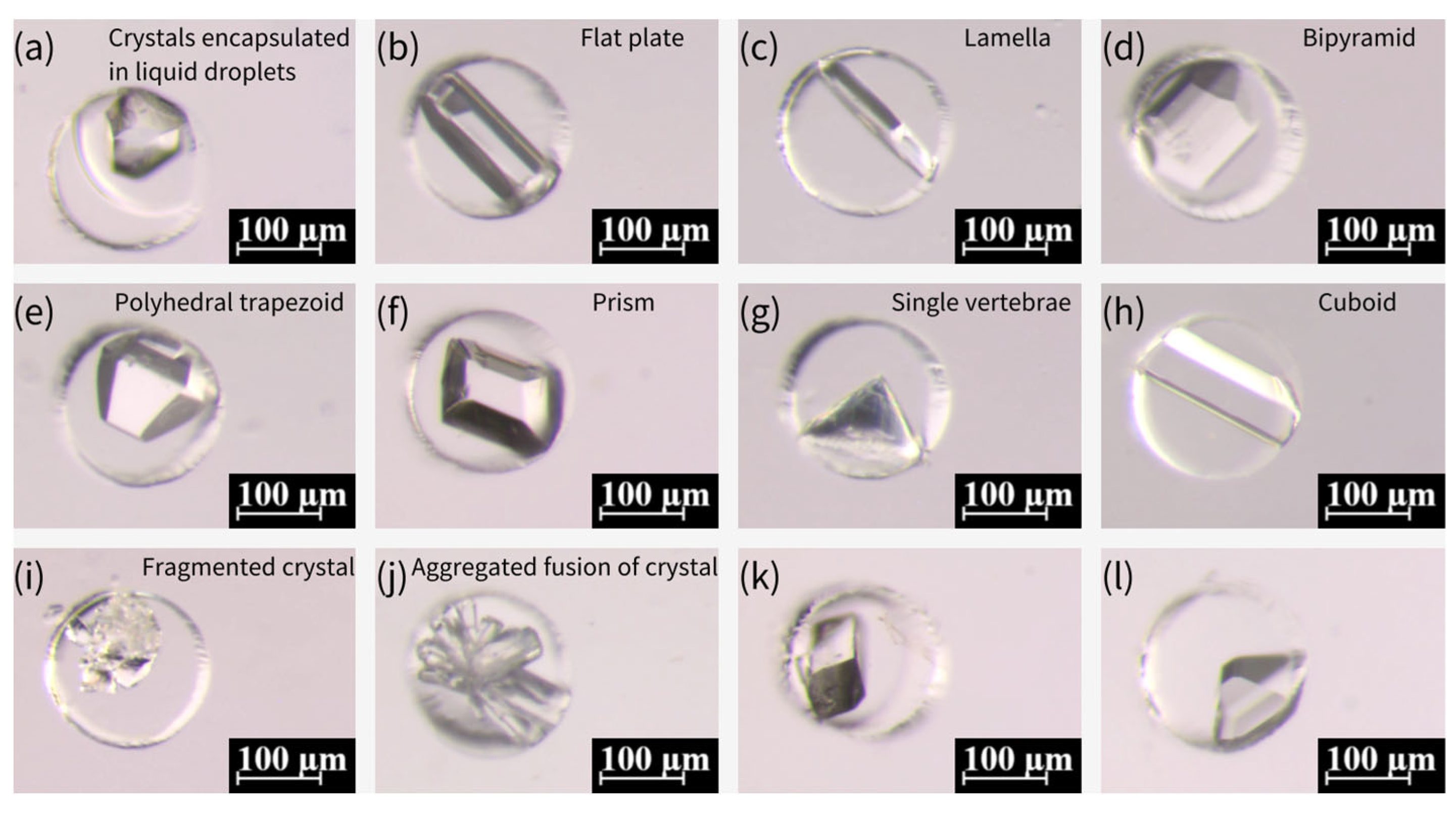
4.3. Crystallization of NaCl
4.4. Crystallization of Glycine
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368–373. [Google Scholar] [CrossRef] [PubMed]
- Sackmann, E.K.; Fulton, A.L.; Beebe, D.J. The present and future role of microfluidics in biomedical research. Nature 2014, 507, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Xia, Y.; Whitesides, G.M. Soft lithography. Angew. Chem. Int. Ed. 1998, 37, 550–575. [Google Scholar] [CrossRef]
- Zhang, Y.; Nguyen, N.T. Magnetic digital microfluidics—A review. Lab Chip 2017, 17, 994–1008. [Google Scholar] [CrossRef]
- Ren, K.; Zhou, J.; Wu, H. Materials for microfluidic chip fabrication. Acc. Chem. Res. 2013, 46, 2396–2406. [Google Scholar] [CrossRef]
- Juska, V.B.; Maxwell, G.; Estrela, P.; Pemble, M.E.; O’RIordan, A. Silicon microfabrication technologies for biology integrated advance devices and interfaces. Biosens. Bioelectron. 2023, 237, 115503. [Google Scholar] [CrossRef]
- Stjernström, M.; Roeraade, J. Method for fabrication of microfluidic systems in glass. J. Micromech. Microeng. 1998, 8, 33–38. [Google Scholar] [CrossRef]
- Becker, H.; Gärtner, C. Polymer microfabrication technologies for microfluidic systems. Anal. Bioanal. Chem. 2007, 390, 89–111. [Google Scholar] [CrossRef] [PubMed]
- Van Nguyen, T.; Nguyen, H.M.; Nguyen, T.X.; Tien, T.Q.; Ta, V.D. Efficient fabrication of high quality SU-8 photoresist based microsphere lasers via emulsion. J. Phys. D Appl. Phys. 2024, 57, 315111. [Google Scholar] [CrossRef]
- Shakeri, A.; Khan, S.; Abu Jarad, N.; Didar, T.F. The fabrication and bonding of thermoplastic microfluidics: A review. Materials 2022, 15, 6478. [Google Scholar] [CrossRef]
- Nagel, J.; Weißpflog, J.; Kroschwald, F.; Heinrich, G. Tailored chemical surface modifications of different types of thermoplastic materials for microfluidic applications. Macromol. Mater. Eng. 2015, 301, 160–166. [Google Scholar] [CrossRef]
- Shakeri, A.; Abu Jarad, N.; Khan, S.; Didar, T.F. Bio-functionalization of microfluidic platforms made of thermoplastic materials: A review. Anal. Chim. Acta 2022, 1209, 339283. [Google Scholar] [CrossRef] [PubMed]
- Musgrove, H.; Catterton, M.; Pompano, R. Applied tutorial for the design and fabrication of biomicrofluidic devices by resin 3D printing. Anal. Chim. Acta 2022, 1209, 339842. [Google Scholar] [CrossRef]
- Guttridge, C.; Shannon, A.; O’SUllivan, A.; O’SUllivan, K.J.; O’SUllivan, L.W. Biocompatible 3D printing resins for medical applications: A review of marketed intended use, biocompatibility certification, and post-processing guidance. Ann. 3D Print. Med. 2022, 5, 100044. [Google Scholar] [CrossRef]
- de Jesus Vieira, J.P.; da Silva, S.S.; de Fátima Souza, I.; Pedras, M.B.; de Avelar Freitas, B.A.; Torres, L.A.G. Study of the biocompatibility of polymeric resins processed by 3D printing for applications in manufacturing of devices for short term 3D cultures. Microfluid. Nanofluidics 2025, 29, 37. [Google Scholar] [CrossRef]
- Mehta, V.; Rath, S.N. 3D printed microfluidic devices: A review focused on four fundamental manufacturing approaches and implications on the field of healthcare. Bio-Des. Manuf. 2021, 4, 311–343. [Google Scholar] [CrossRef]
- Ahmadianyazdi, A.; Miller, I.J.; Folch, A. Tunable resins with PDMS-like elastic modulus for stereolithographic 3D-printing of multimaterial microfluidic actuators. Lab Chip 2023, 23, 4019–4032. [Google Scholar] [CrossRef]
- Paguirigan, A.; Beebe, D.J. Gelatin based microfluidic devices for cell culture. Lab Chip 2006, 6, 407–413. [Google Scholar] [CrossRef]
- Sasaki, S.; Suzuki, T.; Morikawa, K.; Matsusaki, M.; Sato, K. Fabrication of a Gelatin-Based Microdevice for Vascular Cell Culture. Micromachines 2022, 14, 107. [Google Scholar] [CrossRef]
- Rosellini, E.; Cascone, M.G. Microfluidic Fabrication of Natural Polymer-Based Scaffolds for Tissue Engineering Applications: A Review. Biomimetics 2023, 8, 74. [Google Scholar] [CrossRef]
- Li, H.F.; Lin, J.M.; Su, R.G.; Cai, Z.W.; Uchiyama, K. A polymeric master replication technology for mass fabrication of poly (dimethylsiloxane) microfluidic devices. Electrophoresis 2005, 26, 1825–1833. [Google Scholar] [CrossRef] [PubMed]
- Senn, T.; Esquivel, J.P.; Lörgen, M.; Sabaté, N.; Löchel, B. Replica molding for multilevel micro-/nanostructure replication. J. Micromech. Microeng. 2010, 20, 115012. [Google Scholar] [CrossRef]
- Borysiak, M.D.; Bielawski, K.S.; Sniadecki, N.J.; Jenkel, C.F.; Vogt, B.D.; Posner, J.D. Simple replica micromolding of biocompatible styrenic elastomers. Lab Chip 2013, 13, 2773–2784. [Google Scholar] [CrossRef]
- Chandra, D.; Taylor, J.A.; Yang, S. Replica molding of high-aspect-ratio (sub-)micron hydrogel pillar arrays and their stability in air and solvents. Soft Matter 2008, 4, 979–984. [Google Scholar] [CrossRef]
- Li, Y.; Ng, H.W.; Gates, B.D.; Menon, C. Material versatility using replica molding for large-scale fabrication of high aspect-ratio, high density arrays of nano-pillars. Nanotechnology 2014, 25, 285303. [Google Scholar] [CrossRef]
- Scott, S.M.; Ali, Z. Fabrication methods for microfluidic devices: An overview. Micromachines 2021, 12, 319. [Google Scholar] [CrossRef] [PubMed]
- Carlborg, C.F.; Haraldsson, T.; Öberg, K.; Malkoch, M.; van der Wijngaart, W. Beyond PDMS: Off-stoichiometry thiol–ene (OSTE) based soft lithography for rapid prototyping of microfluidic devices. Lab Chip 2011, 11, 3136–3147. [Google Scholar] [CrossRef]
- Sandström, N.; Shafagh, R.Z.; Vastesson, A.; Carlborg, C.F.; van der Wijngaart, W.; Haraldsson, T. Reaction injection molding and direct covalent bonding of OSTE+ polymer microfluidic devices. J. Micromech. Microeng. 2015, 25, 075002. [Google Scholar] [CrossRef]
- Zhang, M.; Li, H.; Xiao, Z.; Feng, Z.; Yu, S.; Chen, Z.; Zhang, H.; Guo, W. Fabrication of Concave Microwells and Microchannels by Off-stoichiometry Thiol-ene (OSTE) Backside Lithography. In Proceedings of the 2023 IEEE 18th International Conference on Nano/Micro Engineered and Molecular Systems (NEMS), Jeju Island, Republic of Korea, 14–17 May 2023; pp. 104–107. [Google Scholar]
- Zandi Shafagh, R.; Vastesson, A.; Guo, W.; Van Der Wijngaart, W.; Haraldsson, T. E-beam nanostructuring and direct click biofunctionalization of thiol–ene resist. ACS Nano 2018, 12, 9940–9946. [Google Scholar] [CrossRef]
- Guo, W.; Hansson, J.; Gustafsson, L.; van der Wijngaart, W. “Bend-and-Bond” Polymer Microfluidic Origami. In Proceedings of the 2021 IEEE 34th International Conference on Micro Electro Mechanical Systems (MEMS), Virtual, 25–29 January 2021; pp. 222–225. [Google Scholar]
- Guo, W.; Gustafsson, L.; Jansson, R.; Hedhammar, M.; van der Wijngaart, W. Formation of a thin-walled spider silk tube on a micromachined scaffold. In Proceedings of the 2018 IEEE Micro Electro Mechanical Systems (MEMS), Belfast, UK, 21–25 January 2018; pp. 83–85. [Google Scholar]
- Li, H.; Zhang, M.; Liu, Y.; Yu, S.; Li, X.; Chen, Z.; Feng, Z.; Zhou, J.; He, Q.; Chen, X.; et al. Off-Stoichiometry Thiol-Ene (OSTE) Micro Mushroom Forest: A Superhydrophobic Substrate. Micromachines 2024, 15, 1088. [Google Scholar] [CrossRef]
- Gorham, W.F. A new, general synthetic method for the preparation of linear poly-p-xylylenes. J. Polym. Sci. Part. A 1 Polym. Chem. 1966, 4, 3027–3039. [Google Scholar] [CrossRef]
- Golda-Cepa, M.; Engvall, K.; Hakkarainen, M.; Kotarba, A. Recent progress on parylene C polymer for biomedical applications: A review. Prog. Org. Coat. 2020, 140, 105493. [Google Scholar] [CrossRef]
- Ortigoza-Diaz, J.; Scholten, K.; Larson, C.; Cobo, A.; Hudson, T.; Yoo, J.; Baldwin, A.; Hirschberg, A.W.; Meng, E. Techniques and Considerations in the Microfabrication of Parylene C Microelectromechanical Systems. Micromachines 2018, 9, 422. [Google Scholar] [CrossRef] [PubMed]
- Rodger, D.C.; Fong, A.J.; Li, W.; Ameri, H.; Ahuja, A.K.; Gutierrez, C.; Lavrov, I.; Zhong, H.; Menon, P.R.; Meng, E.; et al. Flexible parylene-based multielectrode array technology for high-density neural stimulation and recording. Sens. Actuators B Chem. 2008, 132, 449–460. [Google Scholar] [CrossRef]
- Xie, X.; Rieth, L.; Williams, L.; Negi, S.; Bhandari, R.; Caldwell, R.; Sharma, R.; Tathireddy, P.; Solzbacher, F. Long-term reliability of Al2O3 and Parylene C bilayer encapsulated Utah electrode array based neural interfaces for chronic implantation. J. Neural Eng. 2014, 11, 026016. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Sun, P.; Zhou, C.; Jia, M. Studying of parylene film on microwave loading performance in aerospace products. In Proceedings of the 2022 23rd International Conference on Electronic Packaging Technology (ICEPT), Dalian, China, 10–13 August 2022; pp. 1–5. [Google Scholar]
- Blahová, L.; Horák, J.; Přikryl, R.; Pekárek, J.; Tkacz, J.; Menčík, P.; Krčma, F. A novel technology for the corrosion protection of iron archaeological artefacts using parylene base removable bilayer. J. Cult. Heritage 2019, 42, 28–35. [Google Scholar] [CrossRef]
- Fang, X.; Sun, C.; Dai, P.; Xian, Z.; Su, W.; Zheng, C.; Xing, D.; Xu, X.; You, H. Capillary Force-Driven Quantitative Plasma Separation Method for Application of Whole Blood Detection Microfluidic Chip. Micromachines 2024, 15, 619. [Google Scholar] [CrossRef]
- Bastin, R.J.; Bowker, M.J.; Slater, B.J. Salt Selection and Optimisation Procedures for Pharmaceutical New Chemical Entities. Org. Process. Res. Dev. 2000, 4, 427–435. [Google Scholar] [CrossRef]
- Quilaqueo, M.; Aguilera, J.M. Crystallization of NaCl by fast evaporation of water in droplets of NaCl solutions. Food Res. Int. 2016, 84, 143–149. [Google Scholar] [CrossRef]
- Rabesiaka, M.; Sghaier, M.; Fraisse, B.; Porte, C.; Havet, J.-L.; Dichi, E. Preparation of glycine polymorphs crystallized in water and physicochemical characterizations. J. Cryst. Growth 2010, 312, 1860–1865. [Google Scholar] [CrossRef]
- Yu, L.; Ng, K. Glycine Crystallization during Spray Drying: The pH Effect on Salt and Polymorphic Forms. J. Pharm. Sci. 2002, 91, 2367–2375. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.; Lee, H.; Jetta, D.; Oh, K.W. Vacuum-driven power-free microfluidics utilizing the gas solubility or permeability of polydimethylsiloxane (PDMS). Lab Chip 2015, 15, 3962–3979. [Google Scholar] [CrossRef]
- Heyries, K.A.; Hansen, C.L. Parylene C coating for high-performance replica molding. Lab Chip 2011, 11, 4122–4125. [Google Scholar] [CrossRef]
- Chen, Y.; Pei, W.; Tang, R.; Chen, S.; Chen, H. Conformal coating of parylene for surface anti-adhesion in polydimethylsiloxane (PDMS) double casting technique. Sensors Actuators A Phys. 2013, 189, 143–150. [Google Scholar] [CrossRef]
- Martinez-Duarte, R.; Madou, M. SU-8 photolithography and its impact on microfluidics. In Microfluidics and Nanofluidics Handbook; CRC Press: Boca Raton, FL, USA, 2011; pp. 231–268. [Google Scholar]
- Das, A.; Sinha, A.; Rao, V.; Jonnalagadda, K. Fracture in Microscale SU-8 Polymer Thin Films. Exp. Mech. 2017, 57, 687–701. [Google Scholar] [CrossRef]
- Hillmering, M.; Pardon, G.; Vastesson, A.; Supekar, O.; Carlborg, C.F.; Brandner, B.D.; van der Wijngaart, W.; Haraldsson, T. Off-stoichiometry improves the photostructuring of thiol–enes through diffusion-induced monomer depletion. Microsyst. Nanoeng. 2016, 2, 15043. [Google Scholar] [CrossRef]
- Ejserholm, F.; Stegmayr, J.; Bauer, P.; Johansson, F.; Wallman, L.; Bengtsson, M.; Oredsson, S. Biocompatibility of a polymer based on Off-Stoichiometry Thiol-Enes + Epoxy (OSTE+) for neural implants. Biomater. Res. 2015, 19, 19. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Li, H.; Zhang, M.; Li, X.; Zhang, Y.; Zhu, G.; Feng, Z.; Xiao, Z.; Zhang, H.; Cui, X.; et al. Cotton threads encapsulated by thermal contraction tube for point-of-care diagnostics. Microchem. J. 2024, 200, 110423. [Google Scholar] [CrossRef]
- Zhang, H.; Anoop, K.; Huang, C.; Sadr, R.; Gupte, R.; Dai, J.; Han, A. A circular gradient-width crossflow microfluidic platform for high-efficiency blood plasma separation. Sens. Actuators B Chem. 2022, 354, 131180. [Google Scholar] [CrossRef]
- Xiao, Z.; Sun, L.; Yang, Y.; Feng, Z.; Dai, S.; Yang, H.; Zhang, X.; Sheu, C.-L.; Guo, W. High-Performance Passive Plasma Separation on OSTE Pillar Forest. Biosensors 2021, 11, 355. [Google Scholar] [CrossRef]
- Guo, W.; Hansson, J.; van der Wijngaart, W. Synthetic Paper Separates Plasma from Whole Blood with Low Protein Loss. Anal. Chem. 2020, 92, 6194–6199. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.M.; Zhang, D.; Chen, W.; Chen, S.C. A flow-free droplet-based device for high throughput polymorphic crystallization. Lab Chip 2015, 15, 2680–2687. [Google Scholar] [CrossRef] [PubMed]
- Toldy, A.I.; Badruddoza, A.Z.M.; Zheng, L.; Hatton, T.A.; Gunawan, R.; Rajagopalan, R.; Khan, S.A. Spherical Crystallization of Glycine from Monodisperse Microfluidic Emulsions. Cryst. Growth Des. 2012, 12, 3977–3982. [Google Scholar] [CrossRef]
- Tona, R.M.; McDonald, T.A.; Akhavein, N.; Larkin, J.D.; Lai, D. Microfluidic droplet liquid reactors for active pharmaceutical ingredient crystallization by diffusion controlled solvent extraction. Lab Chip 2019, 19, 2127–2137. [Google Scholar] [CrossRef]
- Liang, Y.R.; Zhu, L.N.; Gao, J.; Zhao, H.X.; Zhu, Y.; Ye, S.; Fang, Q. 3D-printed high-density droplet array chip for miniaturized protein crystallization screening under vapor diffusion mode. ACS Appl. Mater. Interfaces 2017, 9, 11837–11845. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Li, H.; Li, X.; Ye, Z.; He, Q.; Zhou, J.; Zhong, J.; Chen, H.; Chen, X.; Shi, Y.; et al. Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization. Biosensors 2025, 15, 388. https://doi.org/10.3390/bios15060388
Zhang M, Li H, Li X, Ye Z, He Q, Zhou J, Zhong J, Chen H, Chen X, Shi Y, et al. Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization. Biosensors. 2025; 15(6):388. https://doi.org/10.3390/bios15060388
Chicago/Turabian StyleZhang, Muyang, Haonan Li, Xionghui Li, Zitong Ye, Qinghao He, Jie Zhou, Jiahua Zhong, Hao Chen, Xinyi Chen, Yixi Shi, and et al. 2025. "Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization" Biosensors 15, no. 6: 388. https://doi.org/10.3390/bios15060388
APA StyleZhang, M., Li, H., Li, X., Ye, Z., He, Q., Zhou, J., Zhong, J., Chen, H., Chen, X., Shi, Y., Zhang, H., Chu, L. T., & Guo, W. (2025). Parylene-C Modified OSTE Molds for PDMS Microfluidic Chip Fabrication and Applications in Plasma Separation and Polymorphic Crystallization. Biosensors, 15(6), 388. https://doi.org/10.3390/bios15060388