3D Printing in Solid Dosage Forms and Organ-on-Chip Applications



Abstract
:1. Introduction
2. 3DP Techniques
2.1. Laser-Based 3D Printing Systems
- Stereo-Lithography Apparatus (SLA) and
- Selective Laser Sintering (SLS).
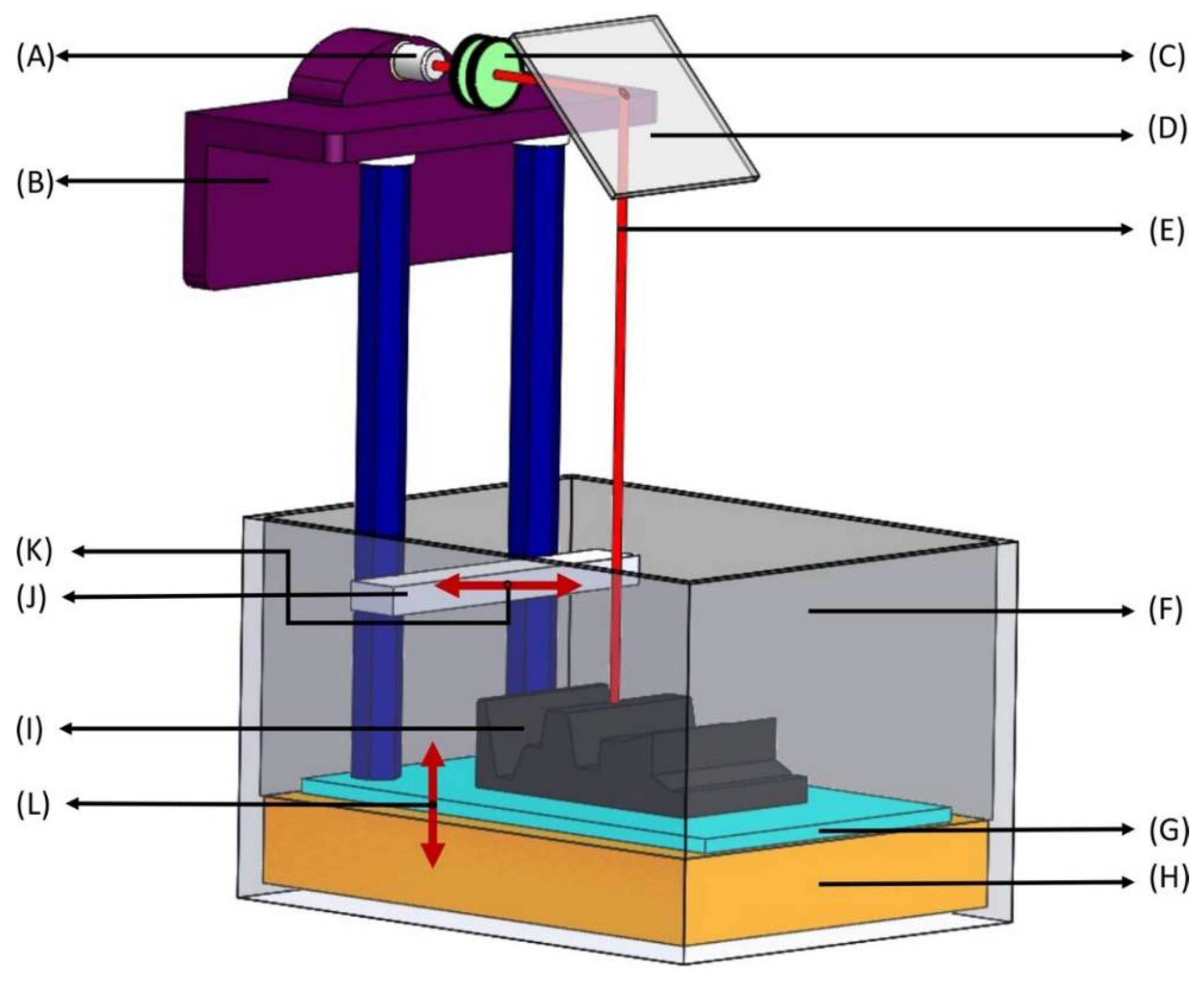
2.1.1. Stereo-Lithography Apparatus (SLA)
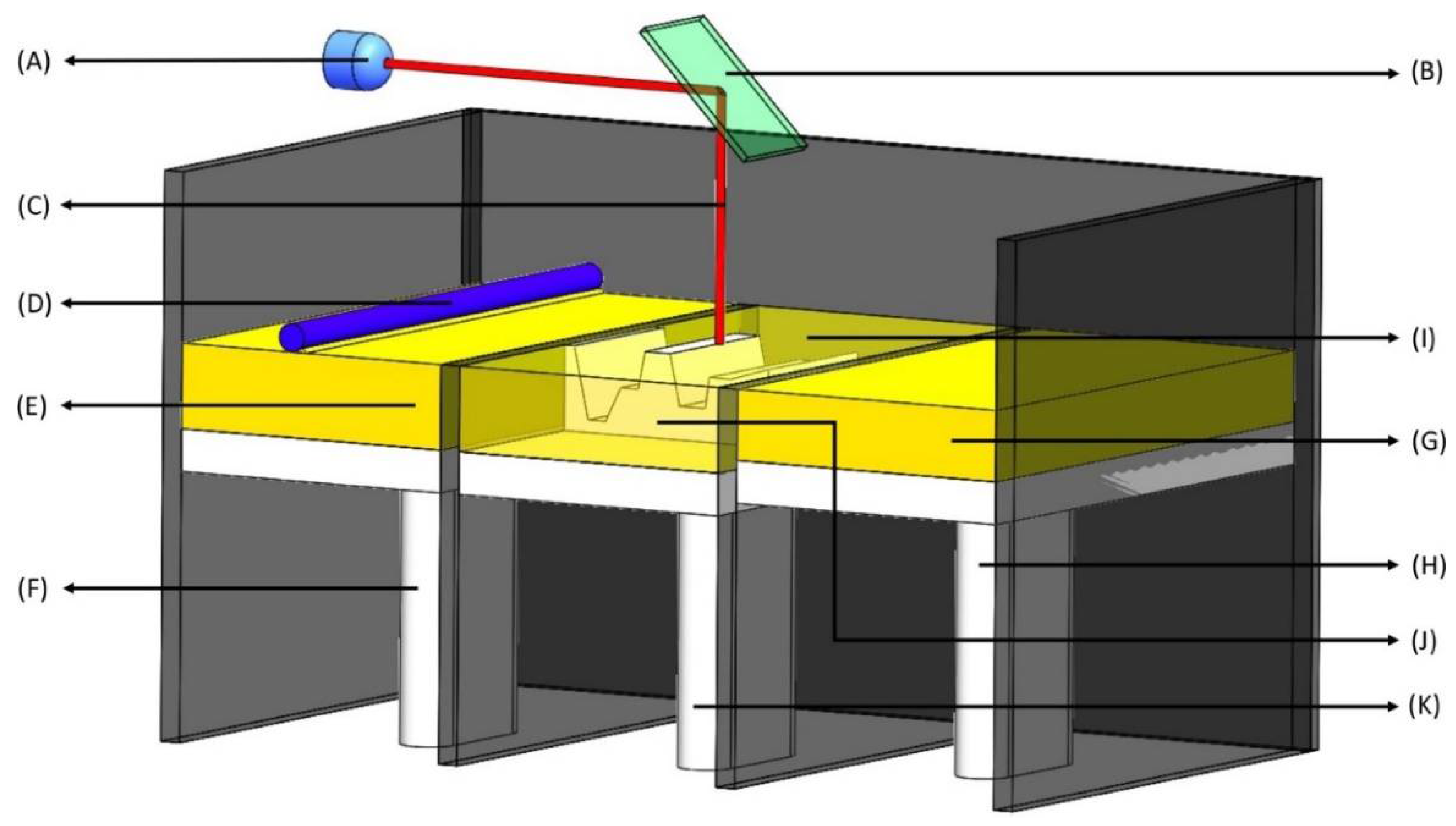
2.1.2. Selective Laser Sintering (SLS)
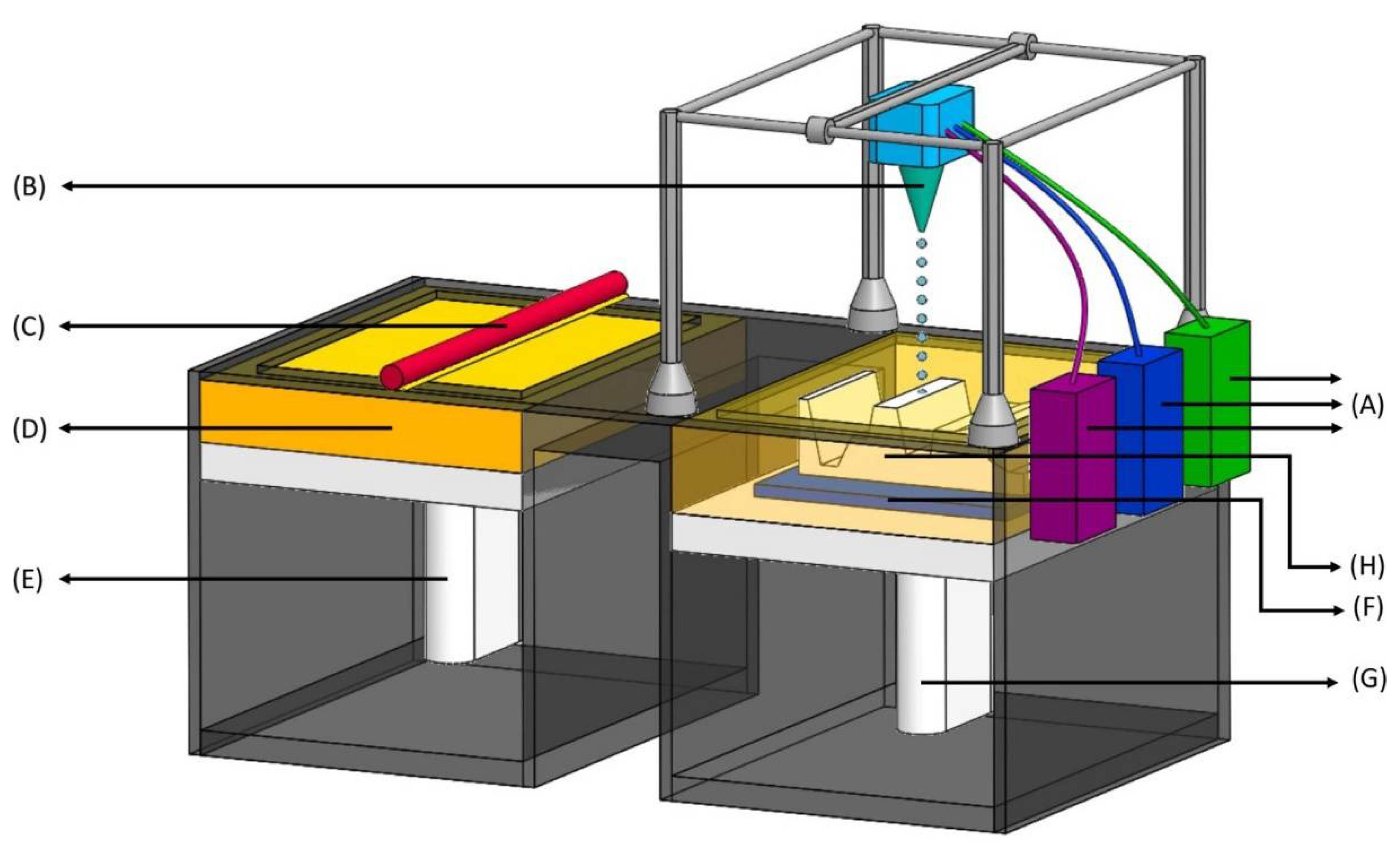
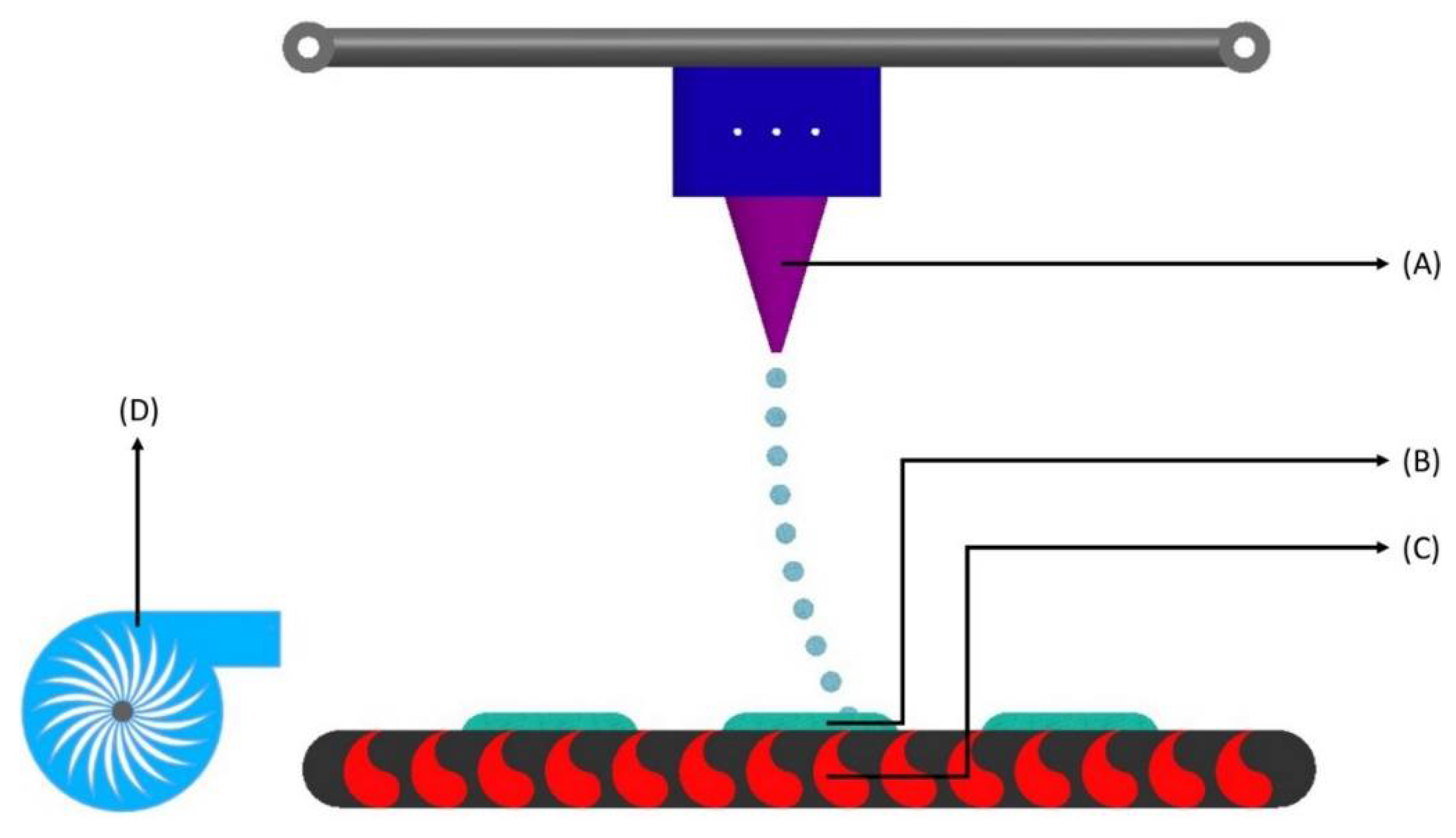
2.2. Inkjet-Based 3D Printing Systems
2.3. Extrusion-Based 3D Printing Systems
2.3.1. PAM
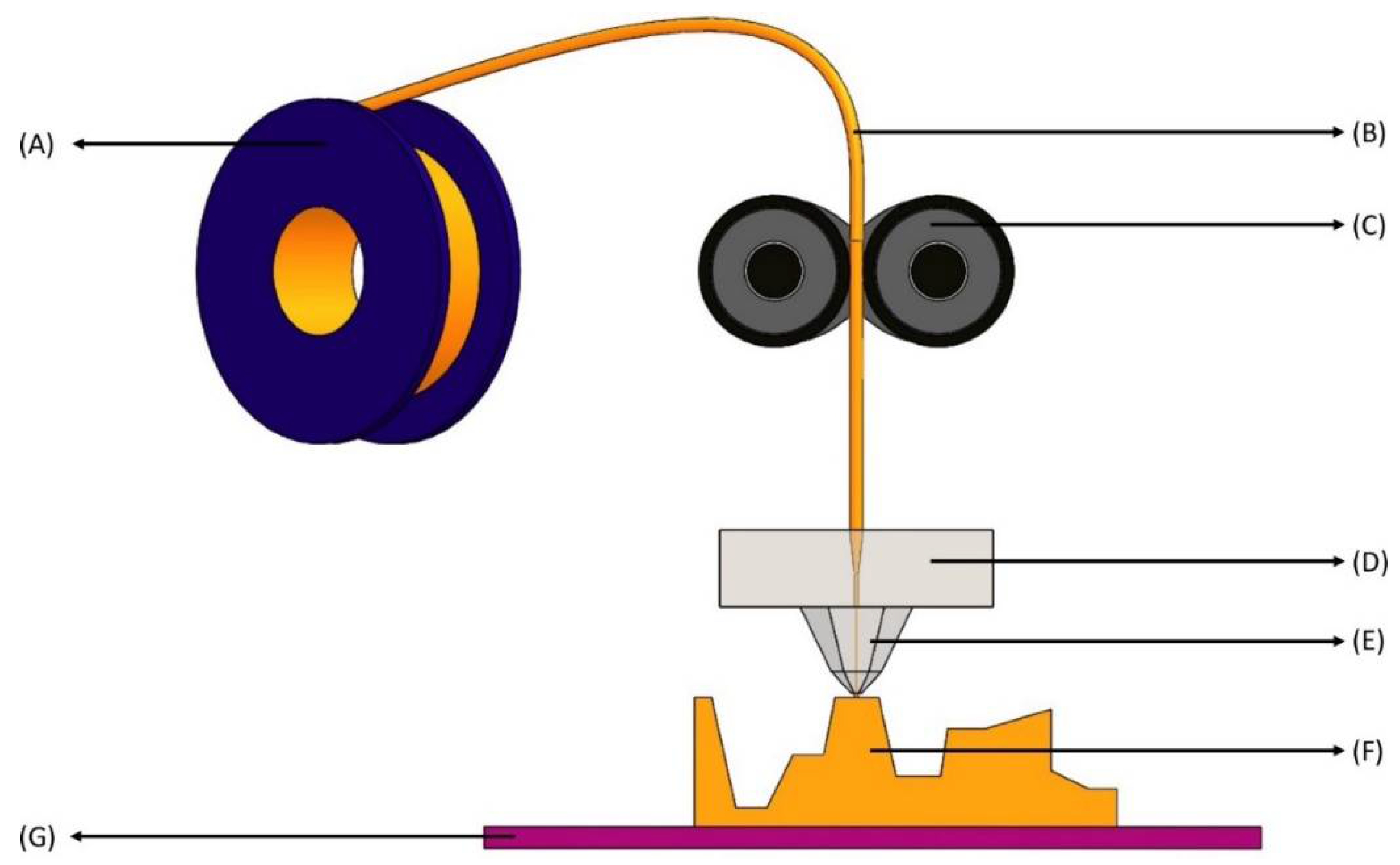
2.3.2. FFF
3. Polymers Used in 3D Printing of Pharmaceutical Solid Dosage Form
4. 3DP Solid Dosage Forms
5. 3D Printing for Organ-on-Chip Application and Drug Sensing
5.1. 3D Printing for Microfluidics
5.2. 3D Printing for Tissues and Organs
5.3. 3D Printing for a Complete Organ-on-Chip
5.4. Pharmaceutical Application
6. Limitations of 3DP Technology
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- El Aita, I.; Ponsar, H.; Quodbach, J. A Critical Review on 3D-printed Dosage Forms. Curr. Pharm. Des. 2018, 24, 4957–4978. [Google Scholar] [CrossRef]
- Dumpa, N.; Butreddy, A.; Wang, H.; Komanduri, N.; Bandari, S.; Repka, M.A. 3D printing in personalized drug delivery: An Overview of Hot-Melt Extrusion-Based Fused Deposition Modeling. Int. J. Pharm. 2021, 600, 120501. [Google Scholar] [CrossRef]
- Lind, J.; Kalvemark Sporrong, S.; Kaae, S.; Rantanen, J.; Genina, N. Social aspects in additive manufacturing of pharmaceutical products. Expert Opin. Drug Deliv. 2017, 14, 927–936. [Google Scholar] [CrossRef]
- Bogue, R. 3D printing: The Dawn of a New Era in Manufacturing? Assem. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- Brambilla, C.R.M.; Okafor-Muo, O.L.; Hassanin, H.; ElShaer, A. 3DP Printing of Oral Solid Formulations: A Systematic Review. Pharmaceutics 2021, 13, 358. [Google Scholar] [CrossRef]
- Arafat, B.; Qinna, N.; Cieszynska, M.; Forbes, R.T.; Alhnan, M.A. Tailored on demand anti-coagulant dosing: An In Vitro and In Vivo Evaluation of 3D Printed Purpose-Designed Oral Dosage Forms. Eur. J. Pharm. Biopharm. 2018, 128, 282–289. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges Among Expanding Options and Opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Strating, T.; Schnelting, G.H.M.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.J.J.; Loos, K.; Jager, J.; Folkersma, R. Biobased Acrylate Photocurable Resin Formulation for Stereolithography 3D Printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef]
- Dokuz, M.E.; Aydın, M.; Uyaner, M. Production of Bioactive Various Lattices as an Artificial Bone Tissue by Digital Light Processing 3D Printing. J. Mater. Eng. Perform. 2021, 30, 6938–6948. [Google Scholar] [CrossRef]
- Hai, R.; Shao, G.; Sun, C. Micro-Continuous Liquid Interface Production 3D Printing of Customized Optical Components in Minutes; SPIE: San Francisco, CA, USA, 2020; Volume 11292. [Google Scholar]
- Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Selective laser sintering (SLS) 3D printing of medicines. Int. J. Pharm. 2017, 529, 285–293. [Google Scholar] [CrossRef] [Green Version]
- Rahman, Z.; Barakh Ali, S.F.; Ozkan, T.; Charoo, N.A.; Reddy, I.K.; Khan, M.A. Additive Manufacturing with 3D Printing: Progress from Bench to Bedside. AAPS J. 2018, 20, 101. [Google Scholar] [CrossRef]
- Souto, E.B.; Campos, J.C.; Filho, S.C.; Teixeira, M.C.; Martins-Gomes, C.; Zielinska, A.; Carbone, C.; Silva, A.M. 3D printing in the design of pharmaceutical dosage forms. Pharm. Dev. Technol. 2019, 24, 1044–1053. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [Green Version]
- Goole, J.; Amighi, K. 3D printing in pharmaceutics: A New Tool for Designing Customized Drug Delivery Systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef]
- Dendukuri, D.; Pregibon, D.C.; Collins, J.; Hatton, T.A.; Doyle, P.S. Continuous-flow lithography for high-throughput microparticle synthesis. Nat. Mater. 2006, 5, 365–369. [Google Scholar] [CrossRef]
- Johnson, A.R.; Caudill, C.L.; Tumbleston, J.R.; Bloomquist, C.J.; Moga, K.A.; Ermoshkin, A.; Shirvanyants, D.; Mecham, S.J.; Luft, J.C.; DeSimone, J.M. Single-Step Fabrication of Computationally Designed Microneedles by Continuous Liquid Interface Production. PLoS ONE 2016, 11, e0162518. [Google Scholar] [CrossRef]
- Alhnan, M.A.; Okwuosa, T.C.; Sadia, M.; Wan, K.W.; Ahmed, W.; Arafat, B. Emergence of 3D Printed Dosage Forms: Opportunities and Challenges. Pharm. Res. 2016, 33, 1817–1832. [Google Scholar] [CrossRef]
- Sadia, M.; Sosnicka, A.; Arafat, B.; Isreb, A.; Ahmed, W.; Kelarakis, A.; Alhnan, M.A. Adaptation of pharmaceutical excipients to FDM 3D printing for the fabrication of patient-tailored immediate release tablets. Int. J. Pharm. 2016, 513, 659–668. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, K. Polymeric composites for powder-based additive manufacturing: Materials and Applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Allahham, N.; Fina, F.; Marcuta, C.; Kraschew, L.; Mohr, W.; Gaisford, S.; Basit, A.W.; Goyanes, A. Selective Laser Sintering 3D Printing of Orally Disintegrating Printlets Containing Ondansetron. Pharmaceutics 2020, 12, 110. [Google Scholar] [CrossRef] [Green Version]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef] [PubMed]
- Norman, J.; Madurawe, R.D.; Moore, C.M.V.; Khan, M.A.; Khairuzzaman, A. A new chapter in pharmaceutical manufacturing: 3d printed drug products. Adv. Drug Deliv. Rev. 2017, 108, 39. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of tablets containing multiple drugs with defined release profiles. Int. J. Pharm. 2015, 494, 643–650. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Det-Amornrat, U.; Wang, J.; Basit, A.W.; Gaisford, S. 3D scanning and 3D printing as innovative technologies for fabricating personalized topical drug delivery systems. J. Control. Release 2016, 234, 41–48. [Google Scholar] [CrossRef]
- Gioumouxouzis, C.I.; Baklavaridis, A.; Katsamenis, O.L.; Markopoulou, C.K.; Bouropoulos, N.; Tzetzis, D.; Fatouros, D.G. A 3D printed bilayer oral solid dosage form combining metformin for prolonged and glimepiride for immediate drug delivery. Eur. J. Pharm. Sci. 2018, 120, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Goyanes, A.; Robles Martinez, P.; Buanz, A.; Basit, A.W.; Gaisford, S. Effect of geometry on drug release from 3D printed tablets. Int. J. Pharm. 2015, 494, 657–663. [Google Scholar] [CrossRef]
- Goyanes, A.; Chang, H.; Sedough, D.; Hatton, G.B.; Wang, J.; Buanz, A.; Gaisford, S.; Basit, A.W. Fabrication of controlled-release budesonide tablets via desktop (FDM) 3D printing. Int. J. Pharm. 2015, 496, 414–420. [Google Scholar] [CrossRef]
- Goyanes, A.; Wang, J.; Buanz, A.; Martinez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D Printing of Medicines: Engineering Novel Oral Devices with Unique Design and Drug Release Characteristics. Mol. Pharm. 2015, 12, 4077–4084. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Wen, H.; Jia, D.; Guan, X.; Pan, H.; Yang, Y.; Yu, S.; Zhu, Z.; Xiang, R.; Pan, W. Preparation and investigation of controlled-release glipizide novel oral device with three-dimensional printing. Int. J. Pharm. 2017, 525, 5–11. [Google Scholar] [CrossRef]
- Nasereddin, J.M.; Wellner, N.; Alhijjaj, M.; Belton, P.; Qi, S. Development of a Simple Mechanical Screening Method for Predicting the Feedability of a Pharmaceutical FDM 3D Printing Filament. Pharm. Res. 2018, 35, 151. [Google Scholar] [CrossRef] [Green Version]
- Kollamaram, G.; Croker, D.M.; Walker, G.M.; Goyanes, A.; Basit, A.W.; Gaisford, S. Low temperature fused deposition modeling (FDM) 3D printing of thermolabile drugs. Int. J. Pharm. 2018, 545, 144–152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fuenmayor, E.; Forde, M.; Healy, A.V.; Devine, D.M.; Lyons, J.G.; McConville, C.; Major, I. Material Considerations for Fused-Filament Fabrication of Solid Dosage Forms. Pharmaceutics 2018, 10, 44. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Solanki, N.G.; Tahsin, M.; Shah, A.V.; Serajuddin, A.T.M. Formulation of 3D Printed Tablet for Rapid Drug Release by Fused Deposition Modeling: Screening Polymers for Drug Release, Drug-Polymer Miscibility and Printability. J. Pharm. Sci. 2018, 107, 390–401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kempin, W.; Domsta, V.; Grathoff, G.; Brecht, I.; Semmling, B.; Tillmann, S.; Weitschies, W.; Seidlitz, A. Immediate Release 3D-Printed Tablets Produced Via Fused Deposition Modeling of a Thermo-Sensitive Drug. Pharm. Res. 2018, 35, 124. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Fernandez-Ferreiro, A.; Majeed, A.; Gomez-Lado, N.; Awad, A.; Luaces-Rodriguez, A.; Gaisford, S.; Aguiar, P.; Basit, A.W. PET/CT imaging of 3D printed devices in the gastrointestinal tract of rodents. Int. J. Pharm. 2018, 536, 158–164. [Google Scholar] [CrossRef] [PubMed]
- Melocchi, A.; Parietti, F.; Maroni, A.; Foppoli, A.; Gazzaniga, A.; Zema, L. Hot-melt extruded filaments based on pharmaceutical grade polymers for 3D printing by fused deposition modeling. Int. J. Pharm. 2016, 509, 255–263. [Google Scholar] [CrossRef]
- Maroni, A.; Melocchi, A.; Parietti, F.; Foppoli, A.; Zema, L.; Gazzaniga, A. 3D printed multi-compartment capsular devices for two-pulse oral drug delivery. J. Control. Release 2017, 268, 10–18. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, X.; Patil, H.; Tiwari, R.V.; Repka, M.A. Coupling 3D printing with hot-melt extrusion to produce controlled-release tablets. Int. J. Pharm. 2017, 519, 186–197. [Google Scholar] [CrossRef]
- Alhijjaj, M.; Belton, P.; Qi, S. An investigation into the use of polymer blends to improve the printability of and regulate drug release from pharmaceutical solid dispersions prepared via fused deposition modeling (FDM) 3D printing. Eur. J. Pharm. Biopharm. 2016, 108, 111–125. [Google Scholar] [CrossRef] [Green Version]
- Pietrzak, K.; Isreb, A.; Alhnan, M.A. A flexible-dose dispenser for immediate and extended release 3D printed tablets. Eur. J. Pharm. Biopharm. 2015, 96, 380–387. [Google Scholar] [CrossRef]
- Hanson Shepherd, J.N.; Parker, S.T.; Shepherd, R.F.; Gillette, M.U.; Lewis, J.A.; Nuzzo, R.G. 3D Microperiodic Hydrogel Scaffolds for Robust Neuronal Cultures. Adv. Funct. Mater. 2011, 21, 47–54. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fisher, J.P.; Dean, D.; Mikos, A.G. Photocrosslinking characteristics and mechanical properties of diethyl fumarate/poly (propylene fumarate) biomaterials. Biomaterials 2002, 23, 4333–4343. [Google Scholar] [CrossRef]
- Beck, R.C.R.; Chaves, P.S.; Goyanes, A.; Vukosavljevic, B.; Buanz, A.; Windbergs, M.; Basit, A.W.; Gaisford, S. 3D printed tablets loaded with polymeric nanocapsules: An Innovative Approach to Produce Customized Drug Delivery Systems. Int. J. Pharm. 2017, 528, 268–279. [Google Scholar] [CrossRef] [PubMed]
- Okwuosa, T.C.; Soares, C.; Gollwitzer, V.; Habashy, R.; Timmins, P.; Alhnan, M.A. On demand manufacturing of patient-specific liquid capsules via co-ordinated 3D printing and liquid dispensing. Eur. J. Pharm. Sci. 2018, 118, 134–143. [Google Scholar] [CrossRef] [Green Version]
- Korte, C.; Quodbach, J. 3D-Printed Network Structures as Controlled-Release Drug Delivery Systems: Dose Adjustment, API Release Analysis and Prediction. AAPS PharmSciTech 2018, 19, 3333–3342. [Google Scholar] [CrossRef]
- Kempin, W.; Franz, C.; Koster, L.C.; Schneider, F.; Bogdahn, M.; Weitschies, W.; Seidlitz, A. Assessment of different polymers and drug loads for fused deposition modeling of drug loaded implants. Eur. J. Pharm. Biopharm. 2017, 115, 84–93. [Google Scholar] [CrossRef]
- Aulton, M.E. Aulton’s Pharmaceutics: The Design and Manufacture of Medicines; Churchill Livingstone: New York, NY, USA, 2007. [Google Scholar]
- Gioumouxouzis, C.I.; Tzimtzimis, E.; Katsamenis, O.L.; Dourou, A.; Markopoulou, C.; Bouropoulos, N.; Tzetzis, D.; Fatouros, D.G. Fabrication of an osmotic 3D printed solid dosage form for controlled release of active pharmaceutical ingredients. Eur. J. Pharm. Sci. 2020, 143, 105176. [Google Scholar] [CrossRef]
- Gultekin, H.E.; Tort, S.; Acarturk, F. An Effective Technology for the Development of Immediate Release Solid Dosage Forms Containing Low-Dose Drug: Fused Deposition Modeling 3D Printing. Pharm. Res. 2019, 36, 128. [Google Scholar] [CrossRef]
- Ghanizadeh Tabriz, A.; Nandi, U.; Hurt, A.P.; Hui, H.-W.; Karki, S.; Gong, Y.; Kumar, S.; Douroumis, D. 3D printed bilayer tablet with dual controlled drug release for tuberculosis treatment. Int. J. Pharm. 2021, 593, 120147. [Google Scholar] [CrossRef]
- Ibrahim, M.; Barnes, M.; McMillin, R.; Cook, D.W.; Smith, S.; Halquist, M.; Wijesinghe, D.; Roper, T.D. 3D Printing of Metformin HCl PVA Tablets by Fused Deposition Modeling: Drug Loading, Tablet Design, and Dissolution Studies. AAPS PharmSciTech 2019, 20, 195. [Google Scholar] [CrossRef]
- Saviano, M.; Aquino, R.P.; Del Gaudio, P.; Sansone, F.; Russo, P. Poly (vinyl alcohol) 3D printed tablets: The Effect of Polymer Particle Size on Drug Loading and Process Efficiency. Int. J. Pharm. 2019, 561, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Fanous, M.; Gold, S.; Hirsch, S.; Ogorka, J.; Imanidis, G. Development of immediate release (IR) 3D-printed oral dosage forms with focus on industrial relevance. Eur. J. Pharm. Sci. 2020, 155, 105558. [Google Scholar] [CrossRef]
- Herrada-Manchon, H.; Rodriguez-Gonzalez, D.; Alejandro Fernandez, M.; Sune-Pou, M.; Perez-Lozano, P.; Garcia-Montoya, E.; Aguilar, E. 3D printed gummies: Personalized Drug Dosage in a Safe and Appealing Way. Int. J. Pharm. 2020, 587, 119687. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.; Qin, H.; Acevedo, N.C.; Jiang, X.; Shi, X. 3D printing of extended-release tablets of theophylline using hydroxypropyl methylcellulose (HPMC) hydrogels. Int. J. Pharm. 2020, 591, 119983. [Google Scholar] [CrossRef] [PubMed]
- Serris, I.; Serris, P.; Frey, K.M.; Cho, H. Development of 3D-Printed Layered PLGA Films for Drug Delivery and Evaluation of Drug Release Behaviors. AAPS PharmSciTech 2020, 21, 256. [Google Scholar] [CrossRef]
- Yi, H.G.; Choi, Y.J.; Kang, K.S.; Hong, J.M.; Pati, R.G.; Park, M.N.; Shim, I.K.; Lee, C.M.; Kim, S.C.; Cho, D.W. A 3D-printed local drug delivery patch for pancreatic cancer growth suppression. J. Control. Release 2016, 238, 231–241. [Google Scholar] [CrossRef]
- Shi, K.; Tan, D.K.; Nokhodchi, A.; Maniruzzaman, M. Drop-On-Powder 3D Printing of Tablets with an Anti-Cancer Drug, 5-Fluorouracil. Pharmaceutics 2019, 11, 150. [Google Scholar] [CrossRef] [Green Version]
- Goyanes, A.; Buanz, A.B.M.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef]
- Khaled, S.A.; Alexander, M.R.; Wildman, R.D.; Wallace, M.J.; Sharpe, S.; Yoo, J.; Roberts, C.J. 3D extrusion printing of high drug loading immediate release paracetamol tablets. Int. J. Pharm. 2018, 538, 223–230. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, H.; Li, H.; Ou, Z.; Yang, G. 3D printed tablets with internal scaffold structure using ethyl cellulose to achieve sustained ibuprofen release. Eur. J. Pharm. Sci. 2018, 115, 11–18. [Google Scholar] [CrossRef]
- Jamroz, W.; Kurek, M.; Lyszczarz, E.; Szafraniec, J.; Knapik-Kowalczuk, J.; Syrek, K.; Paluch, M.; Jachowicz, R. 3D printed orodispersible films with Aripiprazole. Int. J. Pharm. 2017, 533, 413–420. [Google Scholar] [CrossRef]
- Skowyra, J.; Pietrzak, K.; Alhnan, M.A. Fabrication of extended-release patient-tailored prednisolone tablets via fused deposition modelling (FDM) 3D printing. Eur. J. Pharm. Sci. 2015, 68, 11–17. [Google Scholar] [CrossRef] [PubMed]
- Cader, H.K.; Rance, G.A.; Alexander, M.R.; Goncalves, A.D.; Roberts, C.J.; Tuck, C.J.; Wildman, R.D. Water-based 3D inkjet printing of an oral pharmaceutical dosage form. Int. J. Pharm. 2019, 564, 359–368. [Google Scholar] [CrossRef] [PubMed]
- Jain, A.; Mathur, T.; Pandian, N.K.R.; Selahi, A. Chapter 9—Organ-on-a-chip and 3D printing as preclinical models for medical research and practice. In Precision Medicine for Investigators, Practitioners and Providers; Faintuch, J., Faintuch, S., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 83–95. [Google Scholar]
- Izadi, D.; Nguyen, T.; Lapidus, L.J. Complete Procedure for Fabrication of a Fused Silica Ultrarapid Microfluidic Mixer Used in Biophysical Measurements. Micromachines 2017, 8, 16. [Google Scholar] [CrossRef]
- Nguyen, T.; van der Meer, D.; van den Berg, A.; Eijkel, J.C.T. Investigation of the effects of time periodic pressure and potential gradients on viscoelastic fluid flow in circular narrow confinements. Microfluid. Nanofluid. 2017, 21, 37. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.; Xie, Y.; de Vreede, L.J.; van den Berg, A.; Eijkel, J.C. Highly enhanced energy conversion from the streaming current by polymer addition. Lab Chip 2013, 13, 3210–3216. [Google Scholar] [CrossRef]
- Nguyen, T.; Chidambara Vinayaka, A.; Duong Bang, D.; Wolff, A. A Complete Protocol for Rapid and Low-Cost Fabrication of Polymer Microfluidic Chips Containing Three-Dimensional Microstructures Used in Point-of-Care Devices. Micromachines 2019, 10, 624. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.; Ngo, T.A.; Bang, D.D.; Wolff, A. Optimising the supercritical angle fluorescence structures in polymer microfluidic biochips for highly sensitive pathogen detection: A Case Study on Escherichia coli. Lab Chip 2019, 19, 3825–3833. [Google Scholar] [CrossRef] [Green Version]
- Prabhakar, P.; Sen, R.K.; Dwivedi, N.; Khan, R.; Solanki, P.R.; Srivastava, A.K.; Dhand, C. 3D-Printed Microfluidics and Potential Biomedical Applications. Front. Nanotechnol. 2021, 3. [Google Scholar] [CrossRef]
- Gopinathan, J.; Noh, I. Recent trends in bioinks for 3D printing. Biomater. Res. 2018, 22, 11. [Google Scholar] [CrossRef] [Green Version]
- Yi, H.G.; Lee, H.; Cho, D.W. 3D Printing of Organs-on-Chips. Bioengineering 2017, 4, 10. [Google Scholar] [CrossRef]
- Gao, G.; Ahn, M.; Cho, W.W.; Kim, B.S.; Cho, D.W. 3D Printing of Pharmaceutical Application: Drug Screening and Drug Delivery. Pharmaceutics 2021, 13, 1373. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. 3D bioprinting applications for the printing of skin: A brief study. Sens. Int. 2021, 2, 100123. [Google Scholar] [CrossRef]
- Datta, P.; Dey, M.; Ataie, Z.; Unutmaz, D.; Ozbolat, I.T. 3D bioprinting for reconstituting the cancer microenvironment. NPJ Precis. Oncol. 2020, 4, 18. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.G.; Funk, J.; Robbins, J.B.; Crogan-Grundy, C.; Presnell, S.C.; Singer, T.; Roth, A.B. Bioprinted 3D Primary Liver Tissues Allow Assessment of Organ-Level Response to Clinical Drug Induced Toxicity In Vitro. PLoS ONE 2016, 11, e0158674. [Google Scholar] [CrossRef]
- Kang, D.; Park, J.A.; Kim, W.; Kim, S.; Lee, H.-R.; Kim, W.-J.; Yoo, J.-Y.; Jung, S. All-Inkjet-Printed 3D Alveolar Barrier Model with Physiologically Relevant Microarchitecture. Adv. Sci. 2021, 8, 2004990. [Google Scholar] [CrossRef]
- Knowlton, S.; Yenilmez, B.; Tasoglu, S. Towards single-step biofabrication of organs on a chip via 3D printing. Trends Biotechnol. 2016, 34, 685–688. [Google Scholar] [CrossRef]
- Monteiro, M.V.; Zhang, Y.S.; Gaspar, V.M.; Mano, J.F. 3D-bioprinted cancer-on-a-chip: Level-Up Organotypic In Vitro Models. Trends Biotechnol. 2022, 40, 432–447. [Google Scholar] [CrossRef]
- Low, L.A.; Mummery, C.; Berridge, B.R.; Austin, C.P.; Tagle, D.A. Organs-on-chips: Into the Next Decade. Nat. Rev. Drug Discov. 2021, 20, 345–361. [Google Scholar] [CrossRef]
- Vulto, P.; Joore, J. Adoption of organ-on-chip platforms by the pharmaceutical industry. Nat. Rev. Drug Discov. 2021, 20, 961–962. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3DP Methods | Types | 3DP Process | Polymers Used | Disadvantages |
|---|---|---|---|---|
| Laser-based printing system | Stereo-lithography apparatus | Digitally controlled UV-light emitters are usually utilized to collect the polymers. These UV light emitters scan the surface of the liquid polymers and plastic resins, which are photo-polymerizable. After polymerization, the 3D printer creates a layer of solid resins equivalent to the depth of the previous polymer layer. | - Polyethylene glycol diacrylate (PEGDA) - Poly-2- hydroxyethyl methacrylate - Polyethylene glycol dimethacrylate - Polypropylene fumarate-diethyl fumarate | - Polymers are not generally recognized as safe (GRAS) listed. - High and unselective reactivity of the polymers. - Poor solubility of API in polymer solution causes sedimentation issues |
| Selective laser sintering | This technique involves using focused lasers on the surface of powders to draw specific patterns by stacking powder materials. As the layers are being sintered, the powder beds move downward, and the reservoir beds move upward to make new layers, and the new layers are then stacked up on the previous layer. | - Polyether ether ketone (PEEK) - PA12 (Nylon) | - Material is restricted to laser absorption by the components. - Hollow object printing is not possible - Decomposition of components occurs due to high energy input of laser | |
| Inkjet-based printing systems | Drop on Demand printing | A Drop-on-Powder deposition is an inkjet-based technique that uses either a powder bed covered with unbound powder material or a mechanism consisting of a powder jet. The API can be dissolved in a liquid medium that would act as a binder or formulated into powders that serve as the powder bed. The principle of interaction between the binding liquid and the powder bed is similar to the wet granulation technique. | - Microcrystalline cellulose (MCC) - Spray-dried lactose - Maltitol - Maltodextrin - Polyvinyl pyrrolidone | - Organic solvents are used, which may be toxic - Additional drying is required - Resolution is dependent on the particle size of the polymer - Hollow object printing is not possible |
| Extrusion-based printing systems | PAM | PAM is the technique in which the powder and binder are mixed to make a semi-solid material extruded at a pressure of around 3–5 bars. The material is not immediately solidified. Instead, it requires exposure to light or air to harden completely. | - Polycaprolactone (PCL) - Poly lactic-co-glycolic acid (PLGA) - Poly-L-lactic acid (PLLA) | - Drying step is required - Frequent utilization of organic solvent - The nozzle diameter limits resolution |
| FFF/FDM | Thermoplastic starting materials are utilized as solid filaments, fed to the print head via a gear system. The material is converted into soft material in the print head before being extruded via a nozzle system. The extruded material solidifies almost instantly after extrusion. | - EC+ Eudragit® L100 - HPMC + polylactide acid (PLA) - Polyethylene oxide (PEO) - Thermoplastic polyurethane | - Materials restricted to thermo- plastic polymers - Manufacturing of raw material needed - High process temperatures - Application restricted to thermostable APIs - Printing resolution limited by nozzle size |
| Name of Polymer | 3DP Technology | Employed Hot Melt Extruder | Dosage Form | Refs. |
|---|---|---|---|---|
| Polyvinyl alcohol (PVA) | FDM/FFF | Single screw extruder (SSE) | Tablets | [27,28,29,30] |
| Conical screw extruder (CE) | N/A | [31] | ||
| Polyvinyl pyrrolidone-vinyl acetate copolymer (Kollidon VA-64) | FDM/FFF | SSE | Tablets | [32] |
| Co-rotating twin screw extruder (TSE) | Tablets | [33,34] | ||
| Conical screw extruder (CE) | N/A | [31] | ||
| Ram extruder (RAM) | Tablets | [35] | ||
| Polyvinyl alcohol-polyethylene glycol graft copolymer (Kollicoat IR) | FDM/FFF | SSE | Capsules | [36] |
| RAM | Tablets | [35] | ||
| CE | Discs and capsule shell | [37,38] | ||
| TSE | Tablets | [34] | ||
| Poloxamer-407 | FDM/FFF | RAM | Tablets | [35] |
| Polyether ether ketone (PEEK) | SLS | N/A | Tablets | [20] |
| PA12 (Nylon) | SLS | N/A | Tablets | [20] |
| Polyethylene glycol (PEG) | FDM/FFF | RAM | Tablets | [35] |
| TSE | Tablets | [35] | ||
| Polyvinyl caprolactam-polyvinyl acetate-polyethylene glycol graft co-polymer | FDM/FFF | TSE | Discs | [39] |
| CE | Tablets | [31,37,40] | ||
| Eudragit E | FDM/FFF | CE | Tablets | [41] |
| Polyethylene glycol diacrylate (PEGDA) | SLA | N/A | Tablets | [42] |
| Poly(2-hydroxyethyl methacrylate) | SLA | N/A | N/A | [42] |
| Polyethylene glycol dimethacrylate | SLA | N/A | N/A | [43] |
| Polypropylene fumarate-diethyl fumarate | SLA | N/A | N/A | [15] |
| Eudragit RL | FDM/FFF | CE | Capsule shells, tablets | [40] |
| SSE | Tablets | [44] | ||
| Eudragit EPO | FDM/FFF | CE | Tablets, Capsule shells, Discs | [19,40,45] |
| Eudragit RL PO | FDM/FFF | CE | Solid Discs | [37] |
| SSE | Oral Solid Dosage form | [26] | ||
| TSE | Tablets | [46] | ||
| Eudragit L 100 | FDM/FFF | TSE | Tablets | [39] |
| Eudragit L 100–55 | FDM/FFF | CE | Discs | [37] |
| RAM | Tablets | [35] | ||
| Eudragit RS | FDM/FFF | CE | Tablets | [41] |
| Eudragit RS PO | FDM/FFF | RAM | Implants | [47] |
| Microcrystalline cellulose (MCC) | Drop-on-Powder | N/A | Tablets | [48] |
| Spray-dried lactose | Drop-on-Powder | N/A | Tablets | |
| Maltitol | Drop-on-Powder | N/A | Tablets | |
| Maltodextrin | Drop-on-Powder | N/A | Tablets |
| Name of Polymer | Type of 3DP Technology | Dosage Form | Drug Used | Physicochemical Characterization Methods | Refs. |
|---|---|---|---|---|---|
| Polyvinyl alcohol (PVA) | FDM | Caplets | Diltiazem | TGA DSC XRD SEM Micro Computed Tomography | [49] |
| Cellulose acetate (CA) | FDM-hot melt extrusion | Caplets | Diltiazem | ||
| Eudragit EPO + POLYOX™ WSR N10 | FDM-hot melt extrusion | Filaments and tablets | Pramipexole dihydrochloride monohydrate | SEM DSC Filament Disintegration test | [50] |
| Eudragit EPO + POLYOX™ WSR N80 | |||||
| Kollidon VA-64 | SLS | Orodispersible printlets | Ondansetron | DSC SEM Micro-CT XRD HPLC | [21] |
| Hydroxypropyl cellulose + Vinyl pyrrolidone-vinyl acetate (copolymer) | FDM-hot melt extrusion | Tablets | Anhydrous caffeine | XRPD DSC Confocal Raman Microscopy | [54] |
| PVA | FDM-hot melt extrusion | Tablets | Ciprofloxacin HCL | SEM DSC | [53] |
| Carrageenan + Xanthan gum | Extrusion based 3D printer | Gummies (Solid dosage form) | Ranitidine HCL | DSC XRD | [55] |
| HPMC + K4M | FDM | Tablets | Theophylline | SEM Textural Profile Analysis (TPA) | [56] |
| Hydroxypropyl cellulose (HPC) | FDM-hot melt extrusion | Tablets | Isoniazid | SEM DSC XRPD Energy dispersive X-ray (EDX) HPLC | [51] |
| Hydroxymethyl propyl cellulose acetate succinate (HMPCAS) | FDM-hot melt extrusion | Tablets | Rifampicin | ||
| PVA | FDM | Tablets | Metformin | SEM DSC IR Analysis XRD HPLC | [52] |
| Poly(Lactic-co-glycolic acid) PLGA | Extrusion based 3D printing | Oral solid dosage form (hydrogel discs) | Paclitaxel + Rapamycin | N/A | [57] |
| Lidocaine | |||||
| PEG + CA | PAM | Tablets | Captopril | SEM DSC XRPD | [15,24] |
| HPMC | Nifedipine | ||||
| Glipizide | |||||
| HME + Polymethacrylate-based copolymer Or HPC + triacetin | FFF | Tablets | Theophylline | SEM DSC XRPD | [41] |
| PLGA + polycaprolactone | FFF | Bio-degradable implants | 5-Flourouracil | SEM DSC XRPD | [58] |
| 2-Pyrrolidone | Inkjet-based DoP | Tablets | 5-Flourouracil | SEM DSC XRPD | [59] |
| PVA | FDM | Tablets | 4-amino salicylic acid | SEM DSC XRPD | [60] |
| 5-amino aalicylic acid | |||||
| Polyvinyl pyrrolidone | Extrusion based | Tablets | Paracetamol | XRPD ATR-FTIR DSC | [61] |
| Ethyl cellulose | FDM | Tablets | Ibuprofen | SEM DSC XRPD | [62] |
| HPMC + Polyacrylic acid (PAA) | Extrusion based | Bi-layer tablets | Guaifenesin | SEM DSC XRPD | [24] |
| PVA | FDM | Orodispersible film | Aripiprazole | XRD DSC SEM | [63] |
| PVA | FDM | Tablets | Prednisolone | DSC XRPD SEM | [64] |
| Polyvinyl pyrrolidone | Water-based inkjet | Tablets | Thiamine (Vitamin B1) | SEM DSC XRPD | [65] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kassem, T.; Sarkar, T.; Nguyen, T.; Saha, D.; Ahsan, F. 3D Printing in Solid Dosage Forms and Organ-on-Chip Applications. Biosensors 2022, 12, 186. https://doi.org/10.3390/bios12040186
Kassem T, Sarkar T, Nguyen T, Saha D, Ahsan F. 3D Printing in Solid Dosage Forms and Organ-on-Chip Applications. Biosensors. 2022; 12(4):186. https://doi.org/10.3390/bios12040186
Chicago/Turabian StyleKassem, Tarek, Tanoy Sarkar, Trieu Nguyen, Dipongkor Saha, and Fakhrul Ahsan. 2022. "3D Printing in Solid Dosage Forms and Organ-on-Chip Applications" Biosensors 12, no. 4: 186. https://doi.org/10.3390/bios12040186
APA StyleKassem, T., Sarkar, T., Nguyen, T., Saha, D., & Ahsan, F. (2022). 3D Printing in Solid Dosage Forms and Organ-on-Chip Applications. Biosensors, 12(4), 186. https://doi.org/10.3390/bios12040186