PDMS Bonding Technologies for Microfluidic Applications: A Review



Abstract
:1. Introduction
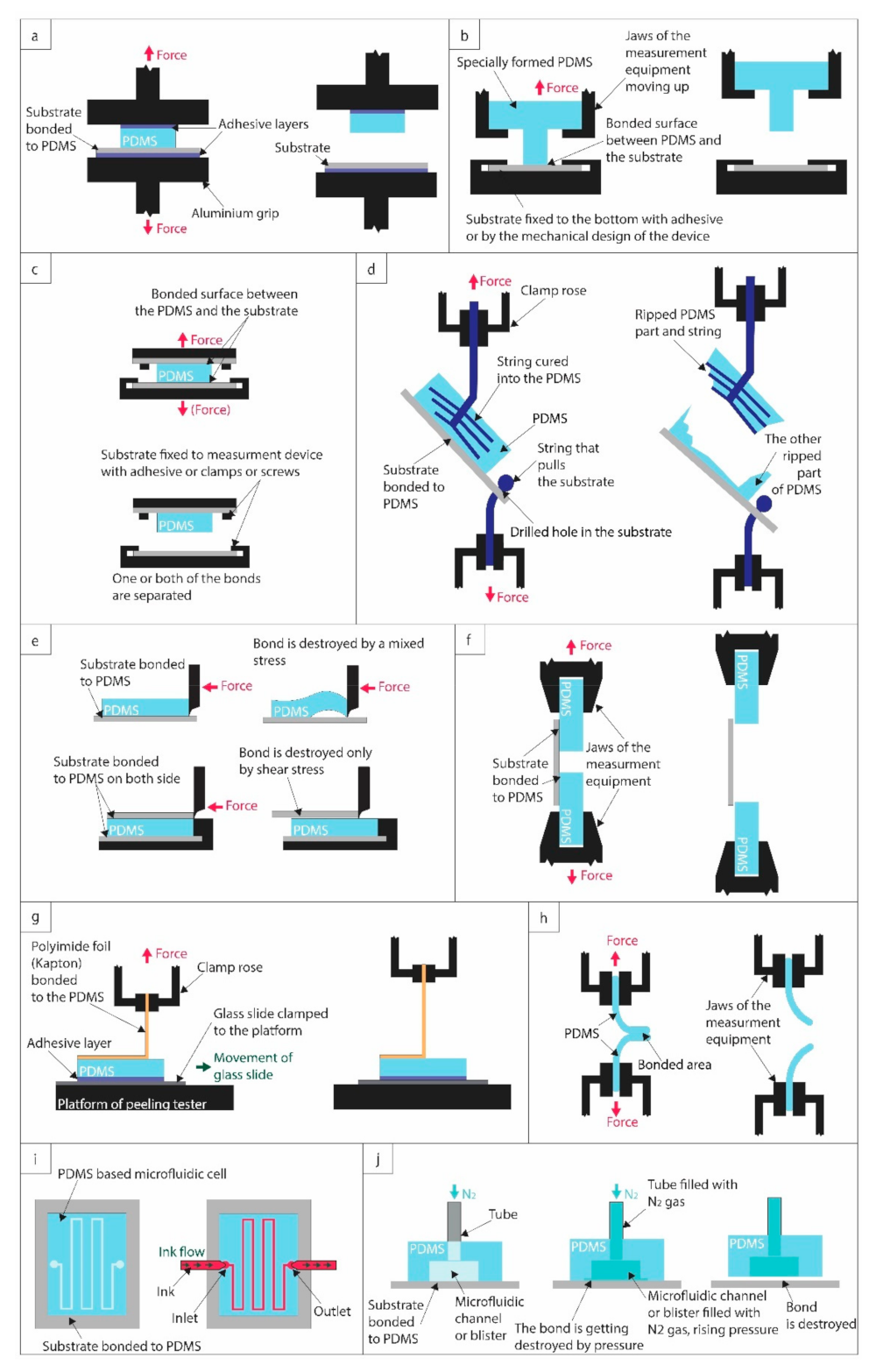
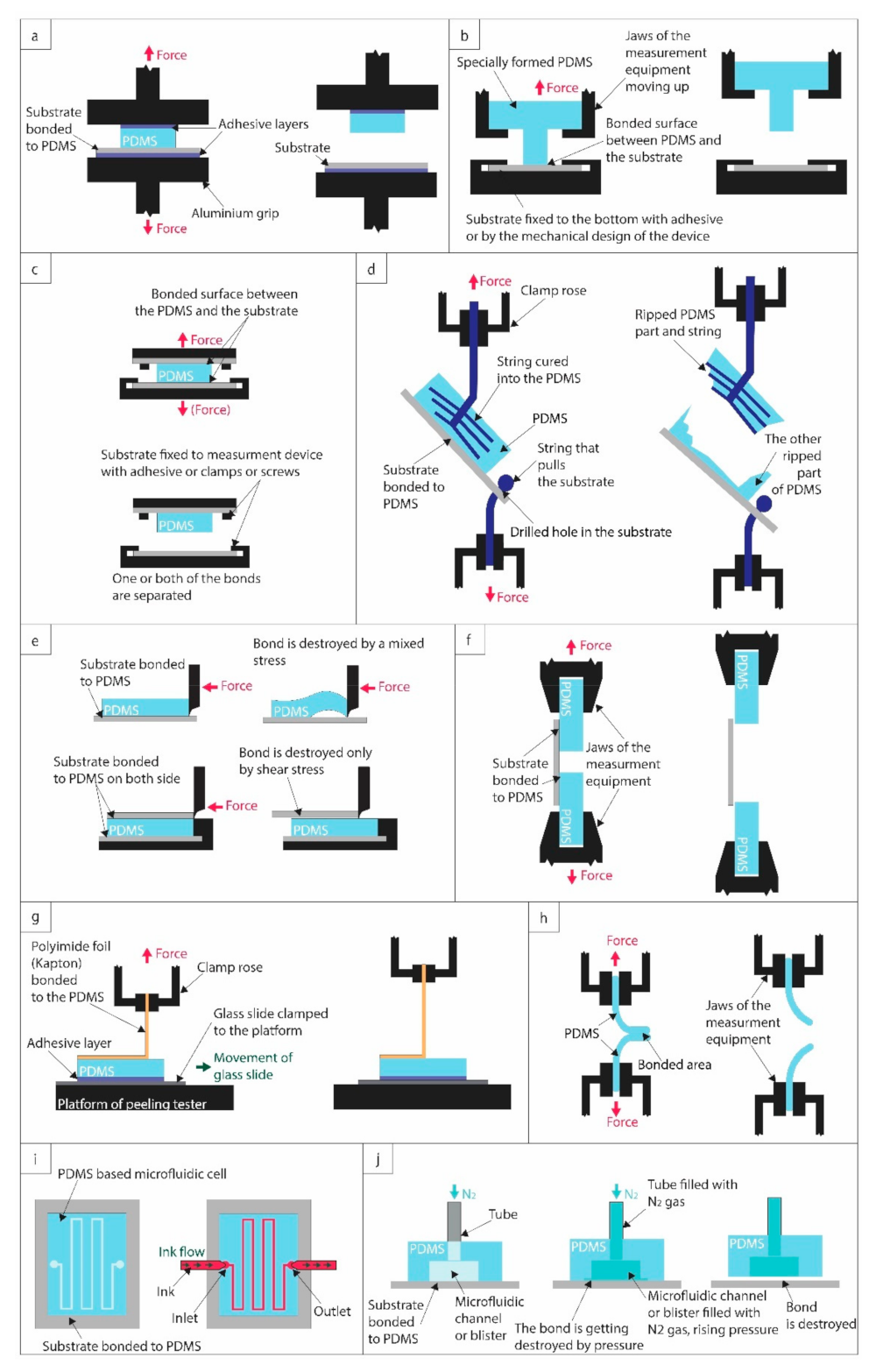
2. Bond-Strength Testing Methods
2.1. Manual Peeling/Delamination Test
2.2. Tensile Strength Measurements
2.3. Shear Strength Measurement
2.4. Peel Test
2.5. Leakage Test
2.6. Burst Test
3. Bonding Methods
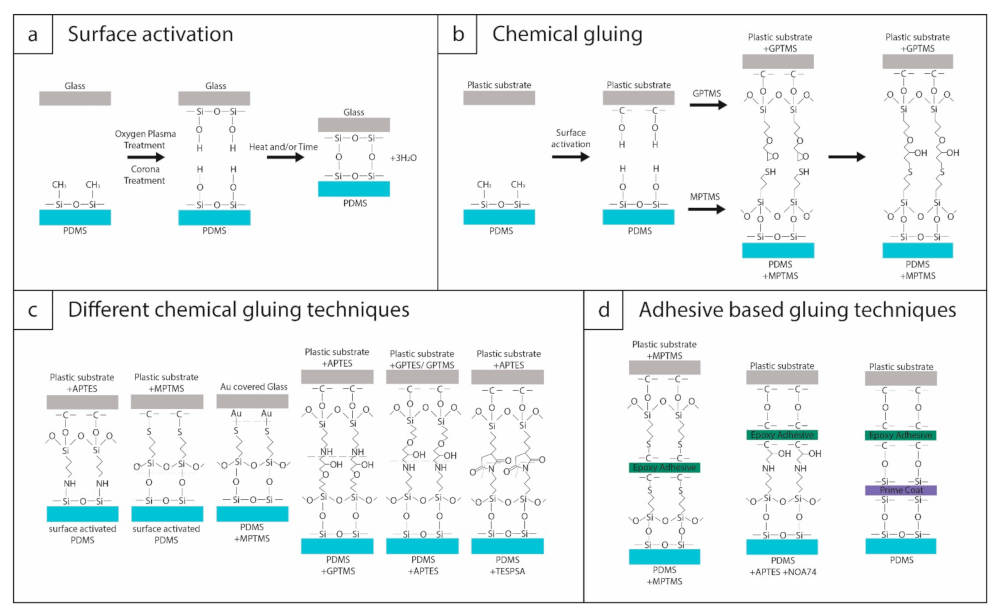
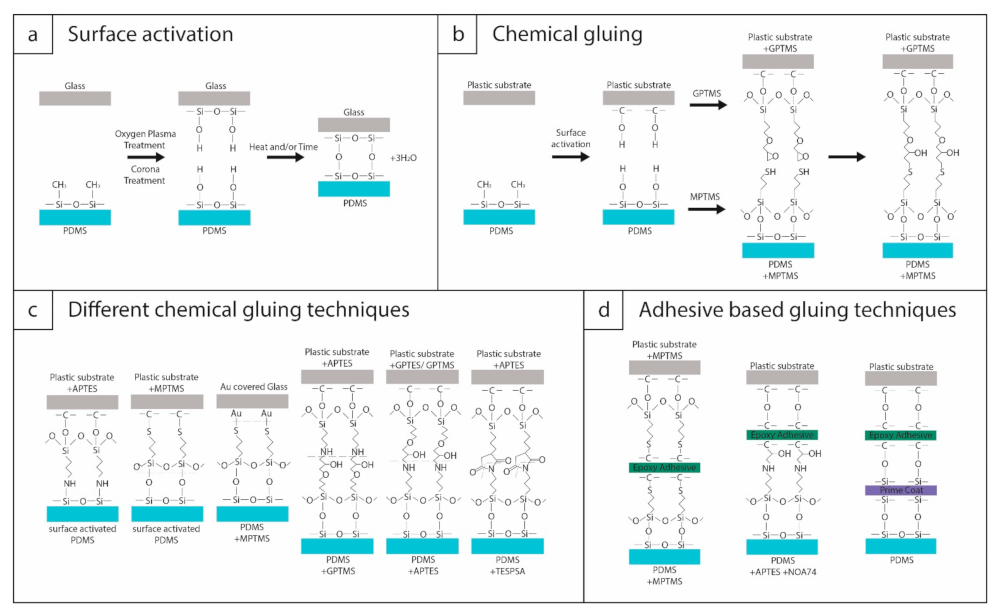
3.1. Surface Activation by Oxygen Plasma Treatment
3.2. Surface Activation by Corona Treatment
3.3. Surface Activation by UV/Ozone Treatment
3.4. Chemical Gluing
3.5. Adhesive-Based Gluing
4. Bonding Strategies for Various Substrates
4.1. PDMS
4.2. Glass (Silicon)
4.3. PMMA
4.4. PC
4.5. PS
4.6. PET
4.7. PI
4.8. Other Polymer Substrates
4.9. Metals
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Bowen, J.; Cheneler, D.; Robinson, A.P.G. Direct e-beam lithography of PDMS. Microelectron. Eng. 2012, 97, 34–37. [Google Scholar] [CrossRef]
- Raj, M.K.; Chakraborty, S. PDMS microfluidics: A mini review. J. Appl. Polym. Sci. 2020, 137, 48958. [Google Scholar] [CrossRef]
- Becker, H.; Locascio, L.E. Polymer microfluidic devices. Talanta 2002, 56, 267–287. [Google Scholar] [CrossRef]
- Mata, A.; Fleischman, A.J.; Roy, S. Characterization of polydimethylsiloxane (PDMS) properties for biomedical micro/nanosystems. Biomed. Microdevices 2005, 7, 281–293. [Google Scholar] [CrossRef]
- De Jong, J.; Lammertink, R.G.H.; Wessling, M. Membranes and microfluidics: A review. Lab Chip 2006, 6, 1125–1134. [Google Scholar] [CrossRef]
- Gale, B.K.; Jafek, A.R.; Lambert, C.J.; Goenner, B.L.; Moghimifam, H.; Nze, U.; Kamarapu, S.K. A Review of Current Methods in Microfluidic Device Fabrication and Future Commercialization Prospects. Inventions 2018, 3, 60. [Google Scholar] [CrossRef] [Green Version]
- McDonald, J.C.; Duffy, D.C.; Anderson, J.R.; Chiu, D.T.; Wu, H.K.; Schueller, O.J.A.; Whitesides, G.M. Fabrication of microfluidic systems in poly(dimethylsiloxane). Electrophoresis 2000, 21, 27–40. [Google Scholar] [CrossRef]
- Becker, H.; Gartner, C. Polymer microfabrication methods for microfluidic analytical applications. Electrophoresis 2000, 21, 12–26. [Google Scholar] [CrossRef]
- Sia, S.K.; Whitesides, G.M. Microfluidic devices fabricated in poly(dimethylsiloxane) for biological studies. Electrophoresis 2003, 24, 3563–3576. [Google Scholar] [CrossRef] [PubMed]
- Brown, L.; Koerner, T.; Horton, J.H.; Oleschuk, R.D. Fabrication and characterization of poly(methylmethacrylate) microfluidic devices bonded using surface modifications and solvents. Lab Chip 2006, 6, 66. [Google Scholar] [CrossRef] [PubMed]
- Sackmann, E.K.; Fulton, A.L.; Beebe, D.J. The present and future role of microfluidics in biomedical research. Nature 2014, 507, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.W.; Wang, R.D.; Yu, H.X.; Li, G.J.; Xu, K.X.; Tien, N.C.; Roberts, R.C.; Li, D.C. Inkjet-printed microelectrodes on PDMS as biosensors for functionalized microfluidic systems. Lab Chip 2015, 15, 690–695. [Google Scholar] [CrossRef]
- Alkhalaf, Q.; Pande, S.; Palkar, R. Review of Polydimethylsiloxane (PDMS) as a Material for Additive Manufacturing, Innovative Design, Analysis and Development Practices in Aerospace and Automotive Engineering. Lect. Notes Mech. Eng. Springer Singap. 2021, 7, 265–275. [Google Scholar]
- Magdassi, S.; Kamyshny, A. Nanomaterials for 2D and 3D Printing; Wiley: New York, NY, USA, 2017. [Google Scholar]
- Cheng, S.; Wu, Z.G. Microfluidic stretchable RF electronics. Lab Chip 2010, 10, 3227–3234. [Google Scholar] [CrossRef] [PubMed]
- Siegel, A.C.; Bruzewicz, D.A.; Weibel, D.B.; Whitesides, G.M. Microsolidics: Fabrication of three-dimensional metallic microstructures in poly(dimethylsiloxane). Adv. Mater. 2007, 19, 727–733. [Google Scholar] [CrossRef]
- Eduok, U.; Faye, O.; Szpunar, J. Recent developments and applications of protective silicone coatings: A review of PDMS functional materials. Prog. Org. Coat. 2017, 111, 124–163. [Google Scholar] [CrossRef]
- Gupta, S.; Vilouras, A.; Dahiya, R. Polydimethylsiloxane as polymeric protective coating for fabrication of ultra-thin chips. Microelectron. Eng. 2020, 221, 7. [Google Scholar] [CrossRef]
- Yang, C.; Wang, W.; Li, Z. Optimization of Corona-triggered PDMS-PDMS Bonding Method. IEEE Int. Conf. Nano/Micro Eng. Mol. Syst. 2009, 5, 319–322. [Google Scholar]
- Baraket, A.; Zine, N.; Lee, M.; Bausells, J.; Jaffrezic-Renault, N.; Bessueille, F.; Yaakoubi, N.; Errachid, A. Development of a flexible microfluidic system based on a simple and reproducible sealing process between polymers and poly(dimethylsiloxane). Microelectron. Eng. 2013, 111, 332–338. [Google Scholar] [CrossRef]
- Cortesea, B.; Mowlemb, M.C.; Morgan, H. Characterisation of an irreversible bonding process for COC–COC and COC–PDMS–COC sandwich structures and application to microvalve. Sens. Actuators B Chem. 2011, 160, 1473–1480. [Google Scholar] [CrossRef]
- Thompson, C.S.; Abate, A.R. Adhesive-based bonding technique for PDMS microfluidic devices. Lab Chip 2013, 13, 632–635. [Google Scholar] [CrossRef]
- Tsao, C.W.; Syu, W.C. Bonding of thermoplastic microfluidics by using dry adhesive tape. RSC Adv. 2020, 10, 30289–30296. [Google Scholar] [CrossRef]
- Li, J.M.; Liang, C.; Zhang, H.; Liu, C. Reliable and high quality adhesive bonding for microfluidic devices. Micro Nano Lett. 2017, 12, 90–94. [Google Scholar] [CrossRef]
- Souza, A.; Ribeiro, J.; Araújo, F.S. Study of PDMS characterization and its applications in biomedicine: A review. J. Mech. Eng. Biomech. 2019, 4, 1–9. [Google Scholar]
- Hwang, Y.; Candler, R.N. Non-planar PDMS microfluidic channels and actuators: A review. Lab Chip 2017, 17, 3948–3959. [Google Scholar] [CrossRef] [PubMed]
- Zheng, W.F.; Wang, Z.; Zhang, W.; Jiang, X.Y. A simple PDMS-based microfluidic channel design that removes bubbles for long-term on-chip culture of mammalian cells. Lab Chip 2010, 10, 2906–2910. [Google Scholar] [CrossRef] [PubMed]
- Wengler, J.; Ognier, S.; Zhang, M.X.; Levernier, E.; Guyon, C.; Ollivier, C.; Fensterbank, L.; Tatoulian, M. Microfluidic chips for plasma flow chemistry: Application to controlled oxidative processes. React. Chem. Eng. 2018, 3, 930–941. [Google Scholar] [CrossRef]
- Sollier, E.; Murray, C.; Maoddi, P.; Di Carlo, D. Rapid prototyping polymers for microfluidic devices and high pressure injections. Lab Chip 2011, 11, 3752–3765. [Google Scholar] [CrossRef] [PubMed]
- Tiggelaar, R.M.; Benito-Lopez, F.; Hermes, D.C.; Rathgen, H.; Egberink, R.J.M.; Mugele, F.G.; Reinhoudt, D.N.; van den Berg, A.; Verboom, W.; Gardeniers, H.J.G.E. Fabrication, mechanical testing and application of high-pressure glass microreactor chips. Chem. Eng. J. 2007, 131, 163–170. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.W.; Ran, T.; Gan, Y.; Zhou, J.J.; Zhang, Z.; Zhang, L.W.; Zhang, D.Y.; Jiang, L. Ultrafast water harvesting and transport in hierarchical microchannels. Nat. Mater. 2018, 17, 935. [Google Scholar] [CrossRef] [PubMed]
- Van Steijn, V.; Kreutzer, M.T.; Kleijn, C.R. Velocity fluctuations of segmented flow in microchannels. Chem. Eng. J. 2008, 135, S159–S165. [Google Scholar] [CrossRef]
- Abkarian, M.; Faivre, M.; Stone, H.A. High-speed microfluidic differential manometer for cellular-scale hydrodynamics. Proc. Natl. Acad. Sci. USA 2006, 103, 538–542. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sofla, A.Y.N.; Martin, C. Study of the vapor-assisted method for bonding PDMS and glass: Effect of the vapor source. J. Micromechanics Microeng. 2010, 20, 125024. [Google Scholar] [CrossRef]
- Cao, H.H.; Dinh, T.H.N.; Hamdi, F.S.; Couty, M.; Martincic, E.; Woytasik, M.; Dufour-Gergam, E. Reversible bonding by dimethyl-methylphenylmethoxy siloxane based stamping technique for reusable poly(dimethyl)siloxane microfluidic chip. Micro Nano Lett. 2015, 10, 229–232. [Google Scholar] [CrossRef]
- Xu, B.Y.; Yan, X.N.; Xu, J.J.; Chen, H.J. One step high quality poly(dimethylsiloxane)-hydrocarbon plastics bonding. Biomicrofluidics 2012, 6, 16507–165078. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pečar, B.; Možek, M.; Vrtačnik, D. Thermoplastic—PDMS polymer covalent bonding for microfluidic applications. J. Microelectron. 2017, 47, 147–154. [Google Scholar]
- Sunkara, V.; Park, D.K.; Hwang, H.; Chantiwas, R.; Soper, S.A.; Cho, Y.K. Simple room temperature bonding of thermoplastics and poly(dimethylsiloxane). Lab Chip 2011, 11, 962–965. [Google Scholar] [CrossRef] [Green Version]
- Rezai, P.; Selvaganapathy, P.R.; Rwohl, G. Plasma enhanced bonding of polydimethylsiloxane with parylene and its optimization. J. Micromech. Microeng. 2011, 21, 065024. [Google Scholar] [CrossRef]
- Song, K.Y.; Zhang, H.B.; Zhang, W.J.; Teixeira, A. Enhancement of the surface free energy of PDMS for reversible and leakage-free bonding of PDMS-PS microfluidic cell-culture systems. Microfluid. Nanofluidics 2018, 22, 135. [Google Scholar] [CrossRef]
- Kim, K.; Park, S.W.; Yang, S.S. The optimization of PDMS-PMMA bonding process using silane primer. BioChip J. 2010, 4, 148–154. [Google Scholar] [CrossRef]
- Chow, W.W.Y.; Lei, K.F.; Shi, G.; Li, W.J.; Huang, Q. Micro Fluidic Channel Fabrication by PDMS-Interface Bonding. Smart Mater. Struct. 2005, 15, 141–148. [Google Scholar]
- Wu, W.; Wu, J.; Kima, J.H.; Lee, N.Y. Instantaneous room temperature bonding of a wide range of non-silicon substrates with poly(dimethylsiloxane) (PDMS) elastomer mediated by a mercaptosilane. Lab Chip 2015, 15, 2819–2825. [Google Scholar] [CrossRef]
- Tang, L.; Lee, N.Y. A facile route for irreversible bonding of plastic-PDMS hybrid microdevices at room temperature. Lab Chip 2010, 10, 1274–1280. [Google Scholar] [CrossRef] [PubMed]
- Lee, N.Y.; Chung, B.H. Novel Poly(dimethylsiloxane) Bonding Strategy via Room Temperature “Chemical Gluing”. Langmuir 2009, 25, 3861–3866. [Google Scholar] [CrossRef]
- Sivakumar, R.; Lee, N.Y. Chemically robust succinimide group-assisted irreversible bonding of poly(dimethylsiloxane)-thermoplastic microfluidic devices at room temperature. Analyst 2020, 145, 6887–6894. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.N.; Lee, N.Y. Non-silicon substrate bonding mediated by poly(dimethylsiloxane) interfacial coating. Appl. Surf. Sci. 2015, 327, 233–240. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S.; Zhang, P.; Li, Y. Easy-Disassembly Bonding of PDMS Used for Leak-Tight Encapsulation of Microfluidic Devices. In Proceedings of the 18th International Conference on Electronic Packaging Technology (ICEPT), Harbin, China, 16–19 August 2017; pp. 1051–1055. [Google Scholar]
- Xionga, L.C.; Chena, P.; Zhoua, Q. Adhesion promotion between PDMS and glass by oxygen plasma pre-treatment, J. Adhes. Sci. Technol. 2014, 28, 1046–1154. [Google Scholar] [CrossRef]
- Bakouche, M.T.; Ganesan, S.; Guérin, S.; Hourlier, D.; Bouazaoui, M.; Vilcot, J.P.; Maricot, S. Leak-free integrated microfluidic channel fabrication for surface plasmon resonance applications. J. Micromech. Microeng. 2020, 30, 125003. [Google Scholar] [CrossRef]
- Campbell, F.C. Chapter 8—Adhesive Bonding and Integrally Cocured Structure: A Way to Reduce Assembly Costs through Parts Integration. In Manufacturing Processes for Advanced Composites; Elsevier Science: Amsterdam, The Neatherlands, 2004; pp. 241–301. [Google Scholar]
- Duncan, B. 14–Developments in testing adhesive joints. In Advances in Structural Adhesive Bonding; Woodhead Publishing: Sawston, UK, 2010; pp. 389–436. [Google Scholar]
- Hoang, M.V.; Chung, H.J.; Elias, A.L. Irreversible bonding of polyimide and polydimethylsiloxane (PDMS) based on a thiolepoxy click reaction. J. Micromech. Microeng. 2016, 26, 105019. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.F. Characterization of fracture energy and toughness of air plasma PDMS-PDMS bonding by T-peel testing. J. Adhes. Sci. Technol. 2017, 32, 1239–1252. [Google Scholar] [CrossRef]
- Jung, K.H.; Kim, D.G.; Jung, S.B. Adhesion of PDMS substrates assisted by Plasma Graft Polymerization. Surf. Interface Anal. 2016, 48, 597–600. [Google Scholar] [CrossRef]
- Abidin, U.; Daud, N.A.S.M.D.; Le Brun, V. Replication and leakage Test of Polydimethylsiloxane (PDMS) Microfluidics Channel. AIP Conf. Proc. 2019, 2062, 020064. [Google Scholar]
- Li, X.; Wu, N.; Rojanasakul, Y.; Liu, Y. Selective stamp bonding of PDMS microfluicdic devices to polymer substrates for biological applications. Sens. Actuators A Phys. 2013, 193, 186–192. [Google Scholar] [CrossRef]
- Aran, K.; Sasso, L.A.; Kamdar, N.; Zahn, J.D. Irreversible, direct bonding of nanoporous polymer membranes to PDMS or glass microdevices. Lab Chip 2010, 10, 548–552. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharya, S.; Datta, A.; Berg, J.M.; Gangopadhyay, S. Studies on Surface Wettability of Poly(Dimethyl) Siloxane (PDMS) and Glass Under Oxygen-Plasma Treatment and Correlation With Bond Strength. J. Microelectromechanical. Syst. 2005, 14, 590–597. [Google Scholar] [CrossRef]
- Eddings, M.A.; Johnson, M.A.; Gale, B.K. Determining the optimal PDMS–PDMS bonding technique for microfluidic devices. J. Micromech. Microeng. 2008, 18, 067001. [Google Scholar] [CrossRef]
- Agostini, M.; Greco, G.; Cecchini, M. Polydimethylsiloxane (PDMS) irreversible bonding to untreated plastics and metals for microfluidics applications. APL Mater. 2019, 7, 081108. [Google Scholar] [CrossRef] [Green Version]
- Yousuff, C.M.; Danish, M.; Ho, E.T.W.; Basha, I.H.K.; Hamid, N.H.B. Study on the Optimum Cutting Parameters of an Aluminum Mold for Effective Bonding Strength of a PDMS Microfluidic Device. Micromachines 2017, 8, 285. [Google Scholar] [CrossRef]
- Goldman, M.; Goldman, A.; Sigmond, R.S. The corona discharge, its properties and specific uses; Pure and Applied Chemistry. Pure Appl. Chem. 1985, 57, 1353–1362. [Google Scholar] [CrossRef] [Green Version]
- Hillborg, H.; Karlsson, S.; Gedde, U.W. Characterisation of low molar mass siloxanes extracted from crosslinked polydimethylsiloxanes exposed to corona discharges. Polymer 2001, 42, 8883–8889. [Google Scholar] [CrossRef]
- Foerch, R.; Izawa, J.; Spears, G. A comparative study of the effects of remote nitrogen plasma, remote oxygen plasma, and corona discharge treatments ont he surface properties of polyethylene. J. Adhes. Sci. Technol. 1991, 5, 549–564. [Google Scholar] [CrossRef]
- Grace, J.M.; Gerenser, L.J. Plasma Treatment of Polymers. J. Dispers. Sci. Technol. 2003, 24, 305–341. [Google Scholar] [CrossRef]
- Vesel, A.; Junkar, I.; Cvelbar, U.; Kovac, J.; Mozetic, M. Surface modification of polyester by oxygen- and nitrogen-plasma treatment. Surf. Interface Anal. 2008, 40, 1444–1453. [Google Scholar] [CrossRef]
- Najafi, K.; Harpster, T.J.; Kim, H.; Mitchell, J.S.; Welch, W.C. 1.09–Wafer Bonding. In Comprehensive Microsystems; Elsevier: Amsterdam, The Netherlands, 2008; pp. 235–270. [Google Scholar]
- Hillborg, H.; Gedde, U.W. Hydrophobicity changes in silicone rubbers. IEEE Trans. Dielect. Elect. Insul. 1999, 6, 703–717. [Google Scholar] [CrossRef]
- Garbassi, F.; Morra, M.; Barino, L.; Occhiello, E. Polymer Surfaces. In From Physics to Technology; Wiley: New York, NY, USA, 1994. [Google Scholar]
- Waters, L.J.; Finch, C.V.; Bhuiyan, A.K.M.H.; Hemming, K.; Mitchell, J.C. Effect of plasma surface treatment of poly(dimethylsiloxane) on the permeation of ppharmaceutical compounds. J. Pharm. Anal. 2017, 7, 338–342. [Google Scholar] [CrossRef]
- Zou, J.; Wong, P.Y. Thermal Effects in Plasma Treatment of Patterned PDMS for Bonding Stacked Channels. MRS Online Proc. Libr. 2003, 782, A5.5. [Google Scholar] [CrossRef]
- Hillborg, H.; Gedde, U.W. Hydrophobicity recovery of polydimethyl siloxane after exposure to corona discharges. Polymer 1998, 39, 1991–1998. [Google Scholar] [CrossRef]
- Zhou, J.; Ellis, A.V.; Voelcker, N.H. Recent developments in PDMS surface modification for microfluidic devices. Electrophoresis 2010, 31, 2–16. [Google Scholar] [CrossRef]
- Lopera, S.; Mansano, R.D. Plasma-Based Surface Modification of Polydimethylsiloxane for PDMS-PDMS Molding. Int. Sch. Res. Not. (ISRN) Polym. Sci. 2012, 5, 767151. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.T.; Jeong, O.C. PDMS surface modification using atmospheric pressure plasma. Microelectron. Eng. 2011, 88, 2281–2285. [Google Scholar] [CrossRef]
- Sugawara, M. Generation of a highly uniform and large area corona discharge source adaptable to surface treatment. Surf. Coat. Technol. 2001, 142, 290–292. [Google Scholar] [CrossRef]
- Adamiak, K.; Inculet, I.I.; Castle, G.S.P. The Control of Corona Current Distribution Using Shaped Electrodes. J. Electrost. 1993, 30, 381–392. [Google Scholar] [CrossRef]
- Haubert, K.; Drier, T.; Beebe, D. PDMS bonding by means of a portable, low-cost corona system. Lab Chip 2006, 6, 1548–1549. [Google Scholar] [CrossRef]
- Özçam, A.E.; Efimenko, K.; Genzer, J. Effect of ultraviolet/ozone treatment on the surface and bulk properties of poly(dimethyl siloxane) and poly(vinylmethyl siloxane) networks. Polymer 2014, 55, 3107–3119. [Google Scholar] [CrossRef]
- Kim, J.; Chaudhury, M.K.; Owen, M.J. Hydrophobic recovery of polydimethylsiloxane elastomer exposed to partial electrical discharge. J. Colloid. Interface Sci. 2000, 226, 231–236. [Google Scholar] [CrossRef] [Green Version]
- Berdichevsky, Y.; Khandurina, J.; Guttman, A.; Lo, Y.H. UV/ozone modification of poly(dimethylsiloxane) microfluidic channels. Sens. Actuators B Chem. 2004, 97, 402–408. [Google Scholar] [CrossRef]
- Fu, Y.J.; Qui, H.Z.; Liao, K.S.; Lue, S.J.; Hu, C.C.; Lee, K.R.; Lai, J.Y. Effect of UV-Ozone Treatment on Poly(dimethylsiloxane) Membranes: Surface Characterization and Gas Separation Performance. Langmuir 2009, 26, 4392–4399. [Google Scholar] [CrossRef] [PubMed]
- Efimenko, K.; Wallace, W.E.; Genzer, J. Surface Modification of Sylgard-184 Poly(dimethylsiloxane) Networks by Ultraviolet and Ultraviolet/Ozone Treatment; J. Colloid. Interface Sci. 2002, 254, 306–315. [Google Scholar] [CrossRef]
- Schnyder, B.; Lippert, T.; Kötz, R.; Wokaun, A.; Graubner, V.M.; Nuyken, O. UV-irradiation induced modification of PDMS films investigated by XPS and spectroscopic ellipsometry. Surf. Sci. 2003, 532, 1067–1071. [Google Scholar] [CrossRef]
- Li, C.H.; Wilkes, G.L. The mechanism for 3-aminopropyltriethoxysilane to strengthen the interface of polycarbonate substrates with organic-inorganic sol-gel coatings. J. Inorg. Organomet. Polym. 1998, 8, 33–45. [Google Scholar] [CrossRef]
- Vlachopoulou, M.E.; Tserepi, A.; Pavli, P.; Argitis, P.; Sanopoulou, M.; Misiakos, K. A low temperature surface modification assisted method for bonding plastic substrates. J. Micromech. Microeng. 2009, 19, 015007. [Google Scholar] [CrossRef]
- Sivakumar, R.; Lee, N.Y. Microfluidic device fabrication mediated by surface chemical bonding. Analyst 2020, 145, 4096–4110. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.S.; Ram, R.J. Plastic-PDMS bonding for high pressure hydrolytically stable active microfluidics. Lab Chip 2009, 9, 1618–1624. [Google Scholar] [CrossRef] [PubMed]
- Casanova-Moreno, J.; To, J.; Yang, C.W.T.; Turner, R.F.B.; Bizzotto, D.; Cheung, K.C. Fabricating devices with improved adhesion between PDMS and gold-patterned glass. Sens. Actuators B Chem. 2017, 246, 904–909. [Google Scholar] [CrossRef]
- Shin, Y.S.; Cho, K.; Lim, S.H.; Chung, S.; Park, S.J.; Chung, C.; Han, D.C.; Chang, J.K. PDMS-based micro PCR chip with Parylene coating; J. Micromech. Microeng. 2003, 13, 768–774. [Google Scholar] [CrossRef]
- Henry, A.C.; Tutt, T.J.; Galloway, M.; Davidson, Y.Y.; McWhorter, C.S.; Soper, S.A.; McCarley, R.L. Surface Modification of Poly(methyl methacrylate) Used in the Fabrication of Microanalytical Devices. Anal. Chem. 2000, 72, 5331–5337. [Google Scholar] [CrossRef] [PubMed]
- Duffy, D.C.; McDonald, J.C.; Schueller, O.J.A.; Whitesides, G.M. Rapid protyping of microfluidic systems in poly (dimethylsiloxane). Anal. Chem. 1998, 70, 4974–4984. [Google Scholar] [CrossRef]
- Liu, Y.; Feng, X.; Shen, J.; Zhu, J.J.; Hou, W. Fabrication of a Novel Glucose Biosensor Based on a Highly Electroactive Polystyrene/Polyaniline/Au Nanocomposite. J. Phys. Chem. B 2008, 112, 9237–9242. [Google Scholar] [CrossRef]
- Qian, W.P.; Yao, D.; Yu, F.; Xu, B.; Zhou, R.; Bao, X.; Lu, Z. Immobilization of Antibodies on Ultraflat Polystyrene Surfaces. Clin. Chem. 2000, 46, 1456–1463. [Google Scholar] [CrossRef] [Green Version]
- Fridman, A.A. Plasma Chemistry, 1st ed.; Cambridge University Press: New York, NY, USA, 2008. [Google Scholar]
- Kaltenbrunner, M.; Sekitani, T.; Reeder, J.; Yokota, T.; Kuribara, K.; Tokuhara, T.; Drack, M.; Schwödiauer, R.; Graz, I.; Bauer-Gogonea, S.; et al. An ultra-lightweight design for imperceptible plastic electronics. Nature 2013, 499, 458. [Google Scholar] [CrossRef]
- Weber, J.; Potje-Kamloth, K.; Haase, F.; Detemple, P.; Volklein, F.; Doll, T. Coin-size coiled-up polymer foil thermoelectric power generator for wearable electronics. Sens. Actuators A Phys. 2006, 132, 325–330. [Google Scholar] [CrossRef]
- Convery, N.; Gadegaard, N. 30 years of microfluidics. Micro Nano Eng. 2019, 2, 76–91. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| No | Name of the Test | Required Equipment | Measured Value | Complexity | Special Sample Preparation Requirements | Restrictions/Possible Problems | Ref. |
|---|---|---|---|---|---|---|---|
| 1 | Manual peeling/ delamination test | Performed by hand | Bond formation (yes/no) | + | - | -Only as a first attempt to verify bond formation. -Results are subjective. -A successful bond might be too strong to peel manually. | [19,20,21,34,35,36,37] |
| 2 | Adhesive- assisted tensile strength measurement | Tensile testing machine, adhesive | Tensile strength [Pa] | + | An adhesive must be applied to the samples | -The tensile strength of the adhesive bond must be higher than the quantified bond between PDMS and substrate. | [38] |
| 3 | Cylinder-based tensile strength measurement | Tensile testing machine | Tensile strength [Pa] | ++ | Requires a special molding form for the PDMS. | -The size of the cylinder should be optimized to avoid rupture, and thin substrates are vulnerable to breaking. -Due to the special PDMS geometry, it cannot be used on functional elements or combined with other test methods. | [39,40] |
| 4 | Double- substrate-bonding-based tensile strength measurement | Tensile testing machine | Tensile strength [Pa] | ++ | Two substrates are required to be bonded to the PDMS. If screws are used to fix the sample to the machine, holes must be drilled into the substrate. | -The areas of the two bonds should be precisely controlled, the tensile strength of the bond should be calculated accordingly. | [41,42] |
| 5 | String-based tensile strength measurement (Pull test) | Tensile testing machine | Tensile strength [Pa] | +++ | The PDMS block and a string should be cured together. A drilled hole is needed in the substrate. | -The bond between the string and PDMS is crucial. The string might be torn out from the PDMS block without detaching the PDMS from the substrate. -The obtained tensile strength might not be directly comparable with other methods. | [43,44,45,46,47] |
| 6 | Shear strength measurement | Shear testing machine | Shear strength [Pa](shear strain) | ++ | The width of the PDMS block should not be wider than the peeling tool. | -Parallel forces should be maintained, PDMS bending is a problem. -The obtained shear strength should be treated with reservations. | [48,49] |
| 7 | Lap shear strength measurement | Tensile testing machine | Lap shear strength [Pa] | ++ | Either two PDMS blocks are bonded to one substrate or two substrates to one PDMS block. | -The sizes of the bonded areas are crucial and should be properly controlled. -The shear strength result has to be calculated accordingly. -The clamping of the PDMS blocks might be difficult. | [50] |
| 8 | Peel test | Tensile testing machine, glass slide, adhesive | Peel strength [N/m] | +++ | A partially bonded flexible foil, is required. The PDMS is bonded to a fixed support (e.g., a glass slide) with adhesive. | -The pulling angle should be kept 90° during the experiment to ensure normal forces. The movement of the supporting glass slide should be controlled accordingly. -The strength of the adhesive bond should be higher. | [53] |
| 9 | T-peel test | Tensile testing machine | Peel strength [N/m] | ++ | A partially bonded formation is required. A thin foil or a second PDMS substrate can be used. | The forces acting on the bond should be kept normal. | [54,55] |
| 10 | Static leakage test (durability test) | Ink, tubes, syringe, microfluidic cell | Time until leakage [h] | + | Microfluidic channels are required inside the PDMS block | -Proper ink leakage detection. -Might be time-consuming for good-quality bonds. | [20,40,42] |
| 11 | Dynamic leakage test | Ink, tubes, syringe, microfluidic cell, computer -controlled pump | Max. flow rate before leakage [mL/min] | ++ | Microfluidic channels are required inside the PDMS block. | Proper ink leakage detection. | [19,35,36,38,43,44,45,46,47,50,56,57] |
| 12 | Burst test | Compressed air or fluid, microfluidic cell, syringe pump, high-pressure tank, pressure sensor | Burst pressure [Pa] | ++ | A specific blister should be formed in the PDMS block. | -The size of the blister is important and should be properly controlled. -PDMS might explode from the substrate at high pressures. | [21,36,37,38,39,40,41,46,47,48,57,59,60,62] |
| Substrate Type | Bonding Technology (see Table 3) | Test Method (see Table 1) | Test Results | Ref. | |
|---|---|---|---|---|---|
| Value | Parameter/Condition | ||||
| PDMS | Corona treatment | 11 | >60 µL/min | max. tested flow rate, ~1500 × min−1 internal volume | [19] |
| 12 | 290 kPa | average burst pressure (air), variation: 227–380 kPa | [60] | ||
| O2 plasma | 5 | 91 kPa | tensile strength | [45] | |
| 9 | 190 N/m | peel strength, for optimized plasma power | [55] | ||
| 11 | 10 mL/min | max. flow rate, ~30,000 × min−1 internal volume | [56] | ||
| 12 | 300 kPa | average burst pressure (air), variation: 180–515 kPa | [60] | ||
| 12 | 400 kPa | burst pressure (N2), with optimized parameters (range: 69–400 kPa) | [59] | ||
| 12 | 105–180 kPa | burst pressure (air) | [62] | ||
| Air plasma | 9 | 400 N/m | max. peel strength, with optimized parameters | [54] | |
| O2 plasma + APTES / GPTMS surface treatment | 5 | 184 kPa | tensile strength | [45] | |
| 11 | 5 mL/min | no leakage was observed, 2000 × min−1 internal volume | [45] | ||
| UV illumination | 12 | 87–95 kPa | burst pressure (air) | [62] | |
| DMPMS pre- polymer gluing | 11 | 330–500 µL/min | max. flow rate, ~6600 × min−1, depending on the preparation | [35] | |
| PDMS pre- polymer gluing | 12 | 671 kPa | average burst pressure (air), variation: 545–690 kPa | [60] | |
| 12 | >500 kPa | burst pressure (air) | [62] | ||
| Glass | Corona discharge | 7 | 94 kPa | max. lap shear strength | [50] |
| O2 plasma | 6 | 125–245 kPa | max. shear stress, for bonding areas between 10–90 mm2 | [48] | |
| 6 | 70–113 kPa | max. shear stress | [49] | ||
| 11 | 4 mL/min | max. flow rate before leakage ~12000 × min−1 internal volume | [56] | ||
| 12 | 185–270 kPa | burst pressure (air) | [62] | ||
| 12 | 190–610 kPa | burst pressure (ink), for bonding areas between 10–90 mm2 | [48] | ||
| 12 | 510 kPa | burst pressure (N2), with optimized parameters (range: 276–510 kPa) | [59] | ||
| UV illumination | 12 | 270–314 kPa | burst pressure (air) | [62] | |
| DMPMS pre- polymer gluing | 11 | 500 µL/min | max. flow rate, ~6600× min−1, with optimized preparation | [35] | |
| PDMS pre- polymer gluing | 12 | >500 kPa | burst pressure (air) | [62] | |
| Parylene coated silicon | PDMS pre- polymer gluing | 3 | 400 kPa | tensile strength | [39] |
| 12 | 36 kPa | burst pressure (water) | [39] | ||
| Plasma treatment with N2 and SF6 mixture | 3 | 1.4 MPa | bond tensile strength with optimized parameters | [39] | |
| 12 | 145 kPa | burst pressure (water) | [39] | ||
| Gold-coated glass | UV illumination + MPTMS surface treatment | 7 | 120 kPa | max. lap shear strength | [50] |
| PMMA | PDMS pre- polymer gluing | 4 | 15 kPa | tensile strength | [42] |
| Corona discharge | 5 | 336 kPa | tensile strength | [43] | |
| Corona discharge + APTES surface treatment + epoxy term. PDMS linker | 5 | 306 kPa | tensile strength | [47] | |
| 11 | 45 mL/min | no leakage for 3000× min−1 internal volume | [47] | ||
| 12 | 586 kPa | burst pressure (air) | [47] | ||
| O2 plasma + APTES surface treatment | 2 | 385 kPa | tensile strength | [38] | |
| 4 | 1.6 MPa | max. tensile strength, with optimized APTES functionalization | [41] | ||
| 11 | 60 mL/min | no leakage at 24,000 × min−1 internal volume | [38] | ||
| 12 | 100 kPa | delamination pressure in water, >500 kPa in air | [37] | ||
| 12 | 260 kPa | average burst pressure (water), with optimized APTES functionalization | [41] | ||
| O2 plasma + APTES surface treatment + Corona discharge | 4 | 2.5 MPa | max. tensile strength, with optimized APTES functionalization | [41] | |
| 12 | 300 kPa | average burst pressure (water), with optimized APTES functionalization | [41] | ||
| O2 plasma + APTES/TESPSA surface treatment | 5 | 259 kPa | tensile strength | [46] | |
| 11 | 30 mL/min | no leakage at 3000× min−1 internal volume | [46] | ||
| 12 | 345 kPa | burst pressure (air) | [46] | ||
| O2 plasma + APTES/GPTMS surface treatment | 5 | 180 kPa | tensile strength | [44] | |
| 11 | 30 mL/min | no leakage at 2000× min−1 internal volume | [44] | ||
| 12 | 510–538 kPa | burst pressure (air) | [44] | ||
| PC | Corona discharge + MPTMS surface treatment | 5 | 511 kPa | tensile strength | [43] |
| Corona discharge + APTES surface treatment + epoxy terminated PDMS linker | 5 | 220 kPa | tensile strength | [47] | |
| 12 | 620 kPa | burst pressure (air) | [47] | ||
| O2 plasma + APTES surface treatment | 2 | 430–490 kPa | tensile strength | [38] | |
| 11 | 60 mL/min | no leakage at 24,000 × min−1 internal volume | [38] | ||
| 12 | >228 kPa | burst pressure (water) | [58] | ||
| 12 | 100 kPa | delamination pressure in water, >500 kPa in air | [37] | ||
| O2 plasma + APTES/TESPSA surface treatment | 5 | 477 kPa | tensile strength | [46] | |
| 11 | 30 mL/min | no leakage at 3000× min−1 internal volume | [46] | ||
| 12 | 413 kPa | burst pressure (air) | [46] | ||
| O2 plasma + APTES / GPTMS surface treatment | 5 | 178 kPa | tensile strength | [44] | |
| 11 | 30 mL/min | no leakage at 2000× min−1 internal volume | [44] | ||
| 12 | 524–579 kPa | burst pressure (air) | [44] | ||
| PS | Corona discharge + APTES surface treatment + epoxy terminated PDMS linker | 5 | 476 kPa | tensile strength | [47] |
| 12 | 620 kPa | burst pressure (air) | [47] | ||
| Air plasma | 10 | - | no leakage with 1 M HCl for 3 days, 1 M NaOH for 1 week, water for 1 month | [36] | |
| 11 | 15 mL/min | no leakage at 9000× min−1 internal volume | [36] | ||
| 12 | >500 kPa | burst pressure (air) | [36] | ||
| O2 plasma + APTES surface treatment | 2 | 388 kPa | tensile strength | [38] | |
| 11 | 60 mL/min | no leakage at 24,000 × min−1 internal volume | [38] | ||
| 3 | 12 kPa | tensile strength | [40] | ||
| O2 plasma + APTES / TESPSA surface treatment | 5 | 520 kPa | tensile strength | [46] | |
| 11 | 30 mL/min | no leakage at 3000× min−1 internal volume | [46] | ||
| 12 | 448 kPa | burst pressure (air) | [46] | ||
| O2 plasma + epoxy adhesive | 11 | 500 µL/min | no leakage at 1000× min−1 internal volume | [57] | |
| 12 | >414 kPa | burst pressure (air) | [57] | ||
| PET | Corona discharge + APTES surface treatment + epoxy terminated PDMS linker | 5 | 189 kPa | tensile strength | [47] |
| Corona discharge + MPTMS surface treatment | 5 | 476 kPa | tensile strength | [43] | |
| O2 plasma + APTES / GPTMS surface treatment | 1 | - | successful bonding | [45] | |
| 12 | 579 kPa | burst pressure (air) | [44] | ||
| O2 plasma + APTES/TESPSA surface treatment | 5 | 458 kPa | tensile strength | [46] | |
| 11 | 30 mL/min | no leakage at 3000× min−1 internal volume | [46] | ||
| 12 | 379 kPa | burst pressure (air) | [46] | ||
| KOH activation + MPTMS surface treatment + O2 plasma | 1 | - | successful bonding— no delamination with optimized parameters | [20] | |
| 10 | - | no leakage during 1 month storage | [20] | ||
| PI | epoxy adhesive | 8 | 1.7 N/m | peel strength | [53] |
| UV/ozone + silicone adhesive | 8 | 72 N/m | peel strength | [53] | |
| UV/ozone treatment + APTES/GPTMS surface treatment | 8 | 2.7 N/m | peel strength | [53] | |
| UV/ozone treatment + MPTMS/GPTMS surface treatment | 8 | 200 N/m | peel strength | [53] | |
| UV/ozone treatment + MPTMS by liquid deposition + epoxy adhesive | 8 | 470 N/m | peel strength | [53] | |
| KOH activation + MPTMS surface treatment + O2 plasma | 1 | - | successful bonding— no delamination with optimized parameters | [20] | |
| 10 | - | no leakage for 1-month storage | [20] | ||
| PP | Air plasma | 10 | - | no leakage with 1 M HCl for 3 days, 1 M NaOH for 1 week, water for 1 month | [36] |
| 11 | 15 mL/min | no leakage at 9000× min−1 internal volume | [36] | ||
| 12 | >500 kPa | burst pressure (air) | [36] | ||
| COC | Air plasma | 12 | >500 kPa | >500 kPa burst pressure (air) | [36] |
| 11 | 15 mL/min | no leakage at 9000× min−1 internal volume | [36] | ||
| 10 | - | no leakage with 1 M HCl for 3 days, 1 M NaOH for 1 week, water for 1 month | [36] | ||
| O2 plasma | 1 | - | the bond was not permanent | [21] | |
| 12 | 150 kPa | burst pressure (air) | [21] | ||
| O2 plasma + APTES surface treatment | 1 | - | strong bond | [21] | |
| 12 | 380 kPa | burst pressure (air) | [21] | ||
| 2 | 432 kPa | tensile strength | [38] | ||
| 11 | 60 mL/min | no leakage at 24,000 × min−1 internal volume | [38] | ||
| O2 plasma + GPTMS surface treatment | 1 | - | strong bond | [21] | |
| O2 plasma + APTES/GPTMS surface treatment | 1 | - | stronger bond than with only APTES or GPTMS | [21] | |
| 12 | >800 kPa | burst pressure (air), after 6 months ≥ 700 kPa | [21] | ||
| ABS | O2 plasma + APTES surface treatment | 12 | 100 kPa | delamination pressure in water, >500 kPa in air | [37] |
| PEN | KOH activation + MPTMS surface treatment + O2 plasma | 1 | - | successful bonding— no delamination with optimized parameters | [20] |
| 10 | - | no leakage for 1-month storage | [20] | ||
| PVC | Corona discharge + MPTMS surface treatment | 5 | 467 kPa | tensile strength | [43] |
| Substrate Type | Molding Form and Fabrication Technology | PDMS Curing | Surface Activation Parameters | Chemical Gluing Parameters | Adhesives | Treated Side | Bonding Conditions | Ref. | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| R [[–] | T [°C] | t [min] | Type | t [s] | P [W] | p [mTorr] | f [sccm] | Type | Conc. [%] | T [°C] | t [min] | PDMS | Substrate | T [°C] | t [min] | p [MPa] | ||||
| PDMS | NA | 1:10 | 60 | 60 | corona | 30–40 | - | - | - | - | - | - | - | - | activation | activation | RT | 30–60 | - | [19] |
| PEN, PET, PI | PDMS: one-step photolithography and deep reactive ion etching (DRIE) plastics: - | 1:10 | 90 | 60 | O2 plasma (PDMS)3M KOH activation + O2 plasma (plastics) | 20 10 | 0.4/cm2 0.4/cm2 | 100 100 | - | MPTMS | 5.5 (m) | RT | 120 | - | activation | KOH activation + MPTMS + plasma treatment | - | - | - | [20] |
| COC | PDMS: -substrate: hot embossing | 1:10 | 80 | 60 | O2 plasma | 20 | 500 | 8 | - | APTES GPTMS | 5 (a) 5 (a) | 50 50 | 60 60 | - | activation +GPTMS | activation +APTES | 80 | 120 | - | [21] |
| PDMS, glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | 75 | 60 | - | - | - | - | - | - | - | - | - | pre-polymer gluing with DMPMS (7 µm, spin coated) | pre-polymer glue | pre-polymer glue | 70 | 240 | 0.02 | [35] |
| COC, PP, PS | PDMS: soft-lithography, glass mold fabricated by microlithography plastic: - | 1:10 | 80 | 60 | air plasma | 30 | 150 (COC) 250 (PP) 150 (PS) | 75 | 14 | - | - | - | - | - | activation | activation | - | - | - | [36] |
| ABS, PC, PMMA | PDMS: one-step photolithography and deep reactive ion etching (DRIE) plastics: - | 1:10 | 60 | 60 | O2 plasma | 60–300 | 50 | 1500 | - | APTES | 5 (m) | 60 | 20 | - | activation | activation + APTES | 80 | 60 | - | [37] |
| COC, PC, PMMA, PS | PDMS: SU-8 soft-lithography plastics: - | 1:10 | 80 | 30 | O2 plasma | 60 | 60 | - | - | APTES | 1 (a) | RT | 20 | - | activation + APTES | activation | RT | 60 | - | [38] |
| parylene C on glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | RT | 720 | mixed plasma | 60 | 300 | 5 | 50 (N2) 30 (SF6) | - | - | - | - | pre-polymer gluing with PDMS | pre-polymer glue + plasma treatment | pre-polymer glue + plasma treatment | RT | 720 | - | [39] |
| PS | PDMS: SU-8 soft-lithography plastic: - | 1:13 | 65 | 120 | O2 plasma | 60 | 30 | 320 | - | APTES | 1 (a) | RT | 20 | - | activation | activation + APTES | 65 | 60 | - | [40] |
| PMMA | PDMS: SU-8 soft-lithography plastic: - | 1:10 | 65 | 240 | O2 plasma corona | 60 60 | 200 - | - - | 50 - | APTES | 5 (a) | 85 | 1 | - | activation (corona) | activation (O2) + APTES + corona | 65 | 120 | - | [41] |
| PET, PI, PP, PS, PVC, metals | PDMS: -substrates: - | - | - | - | corona | 120 | - | - | - | MPTMS | 2 (a) | RT | 1-5 | - | activation | MPTMS + corona treatment | RT | 10 | - | [43] |
| PC, PET, PI, PMMA | PDMS: SU-8 soft-lithography plastics: hot embossing | 1:10 | 80 | 30 | O2 plasma | 60 | 50-60 | - | - | APTES GPTES | 1 (a) 1 (a) | RT RT | 20 20 | - | activation + APTES | activation + GPTES | RT | 60 | - | [44] |
| PDMS, PET | PDMS: SU-8 soft-lithography plastic: - | 1:10 | 80 | 30 | O2 plasma | 60 | - | - | - | APTES GPTMS | 1 (a) 1 (a) | RT RT | 20 20 | - | activation + APTES | activation + GPTMS | RT | 60 | - | [45] |
| PC, PET, PMMA, PS | PDMS: -plastics: CNS milling, engraving | 1:10 | 80 | 120 | O2 plasma | 60 | - | - | - | APTES TESPSA | 1 (a) 1 (a) | RT RT | 30 30 | - | activation + TESPSA | activation + APTES | RT | - | - | [46] |
| PC, PET, PMMA, PS | PDMS: SU-8 soft-lithography plastics: CNC milling, engraving | 1:10 | 80 | 60 | corona | 60 | - | - | - | APTES | 5 (a) | 80 | 20 | monoglycidyl ether terminated, low-molecular-weight PDMS was added at 80 °C for 4 h | activation | activation + APTES + adhesive | 25 | 15 | 0.1 | [47] |
| glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | 60 + 100 | 45 + 135 | O2 plasma | 35 (PDMS) 120 (glass) | 10.5 (PDMS) 18 (glass) | - - | 60 (glass) 40 (PDMS) | - | - | - | - | - | activation | activation | - | - | - | [48] |
| glass | - | 1:10 | 100 | 60 | O2 plasma | 300 | 200 | - | 60 | - | - | - | - | - | activation | activation | 75 | 300 | 0.5 | [49] |
| gold on glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | 70 | 60 | UV/ozone | 300 | - | - | - | MPTMS | 2 (e) | RT | 60 | - | activation + MPTMS | cleaning | 60 | 60 | - | [50] |
| glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | 70 | 60 | corona | 120 | - | - | - | - | - | - | - | - | activation | activation | 80 | 720 | - | [50] |
| PI | - | 1:10 | 60 | 120 | UV/ozone | 600 | - | - | - | MPTMS GPTMS | 1 (m) 1 (m) | RT RT | 60 60 | epoxy adhesive (LePage Gel epoxy adhesive) —optionally | activation + MPTMS | activation + GPTMS or MPTMS + epoxy | RT | 720 | 0.03 | [53] |
| PDMS | - | 1:10 | 200 | 8 | air plasma | 50 | 18 | 200 | - | - | - | - | - | - | activation | activation | RT | 5 | 0.03 | [54] |
| PDMS | - | 1:10 | 80 | 60 | O2 plasma | 300 | 300 | atm | 15 | - | - | - | - | - | activation | activation | 160 | 20 | 1.4 | [55] |
| PDMS, glass | PDMS: SU-8 soft-lithography substrate: - | 1:10 | 65 | 60 | O2 plasma | 12 | 150 | - | - | - | - | - | - | - | activation | activation | - | - | - | [56] |
| PS | PDMS: SU-8 soft-lithography plastic: - | 1:10 | 60 | 180 | O2 plasma | 30 (PDMS) 75 (PS) | 18 | 45 | 100 | - | - | - | - | silicone adhesive (PrimeCoat, 1 µm) epoxy adhesive (Epoxy 301-2, 3-4 µm) | activation + adhesives | activation | 60 | 180 | - | [57] |
| glass | PDMS: SU-8 soft-lithography | - | - | - | O2 plasma | 20 | 20 | 1000 | - | - | - | - | - | - | activation | activation | - | - | - | [59] |
| PDMS | mold fabricated by Xurography | 1:10 | 60 | 720 | corona | 30 | - | - | - | - | - | - | - | - | activation | activation | - | - | - | [60] |
| PDMS | mold fabricated by Xurography | 1:10 | 60 | 720 | O2 plasma | 20 | 20 | 700 | - | - | - | - | - | - | activation | activation | - | - | - | [60] |
| COC, PET, PMMA, PS, glass, metals | PDMS: SU-8 soft-lithography plastics: - | 1:10 | 80 | 90 | O2 plasma | 60 | 25 | - | - | APTES | 1 (a) | RT | 20 | epoxy adhesive (NOA74), deposited by spin coating (6000 rpm 1 min), cured with UV lamp (20 mW/cm2) | activation + APTES + NOA74 epoxy glue | - | - | 90 | - | [61] |
| PDMS, glass | PDMS: Aluminium mold, CNC milled substrate: - | 1:10 | 70 | 180 | O2 plasma UV/ozone | 180–300 180–300 | - - | - - | - | - | - | - | - | - | activation | activation | 80 | 15 | - | [62] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borók, A.; Laboda, K.; Bonyár, A. PDMS Bonding Technologies for Microfluidic Applications: A Review. Biosensors 2021, 11, 292. https://doi.org/10.3390/bios11080292
Borók A, Laboda K, Bonyár A. PDMS Bonding Technologies for Microfluidic Applications: A Review. Biosensors. 2021; 11(8):292. https://doi.org/10.3390/bios11080292
Chicago/Turabian StyleBorók, Alexandra, Kristóf Laboda, and Attila Bonyár. 2021. "PDMS Bonding Technologies for Microfluidic Applications: A Review" Biosensors 11, no. 8: 292. https://doi.org/10.3390/bios11080292
APA StyleBorók, A., Laboda, K., & Bonyár, A. (2021). PDMS Bonding Technologies for Microfluidic Applications: A Review. Biosensors, 11(8), 292. https://doi.org/10.3390/bios11080292