
Laser-Ablative Structuring of Elastic Bandages—An Experimental Study


Abstract
1. Introduction
2. Experiments and Methods
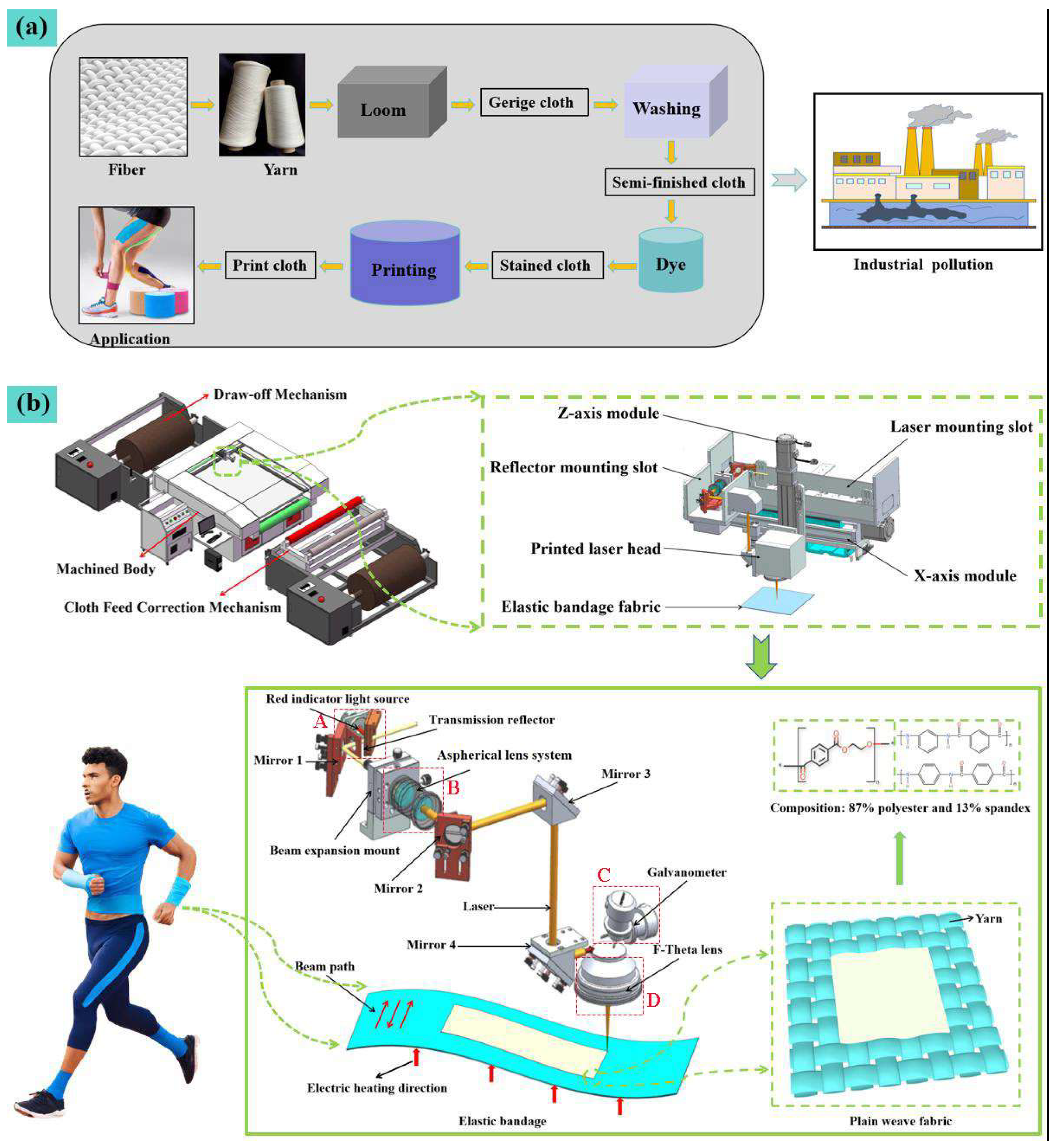
2.1. Experimental Materials and Equipment
2.2. Experimental Scheme
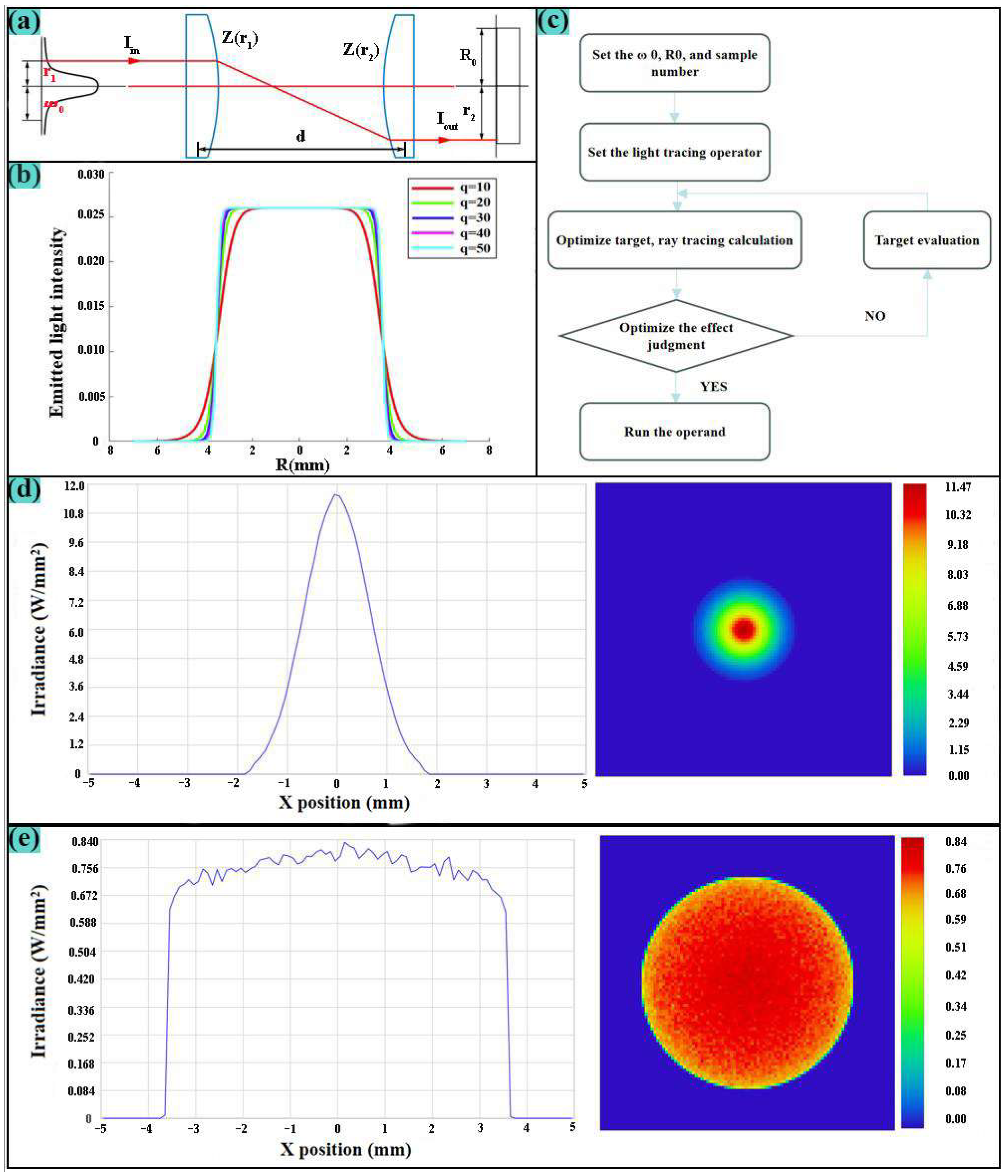
2.2.1. Optical Path Design Scheme
2.2.2. Single-Factor Experimental Design
2.2.3. Orthogonal Experimental Design
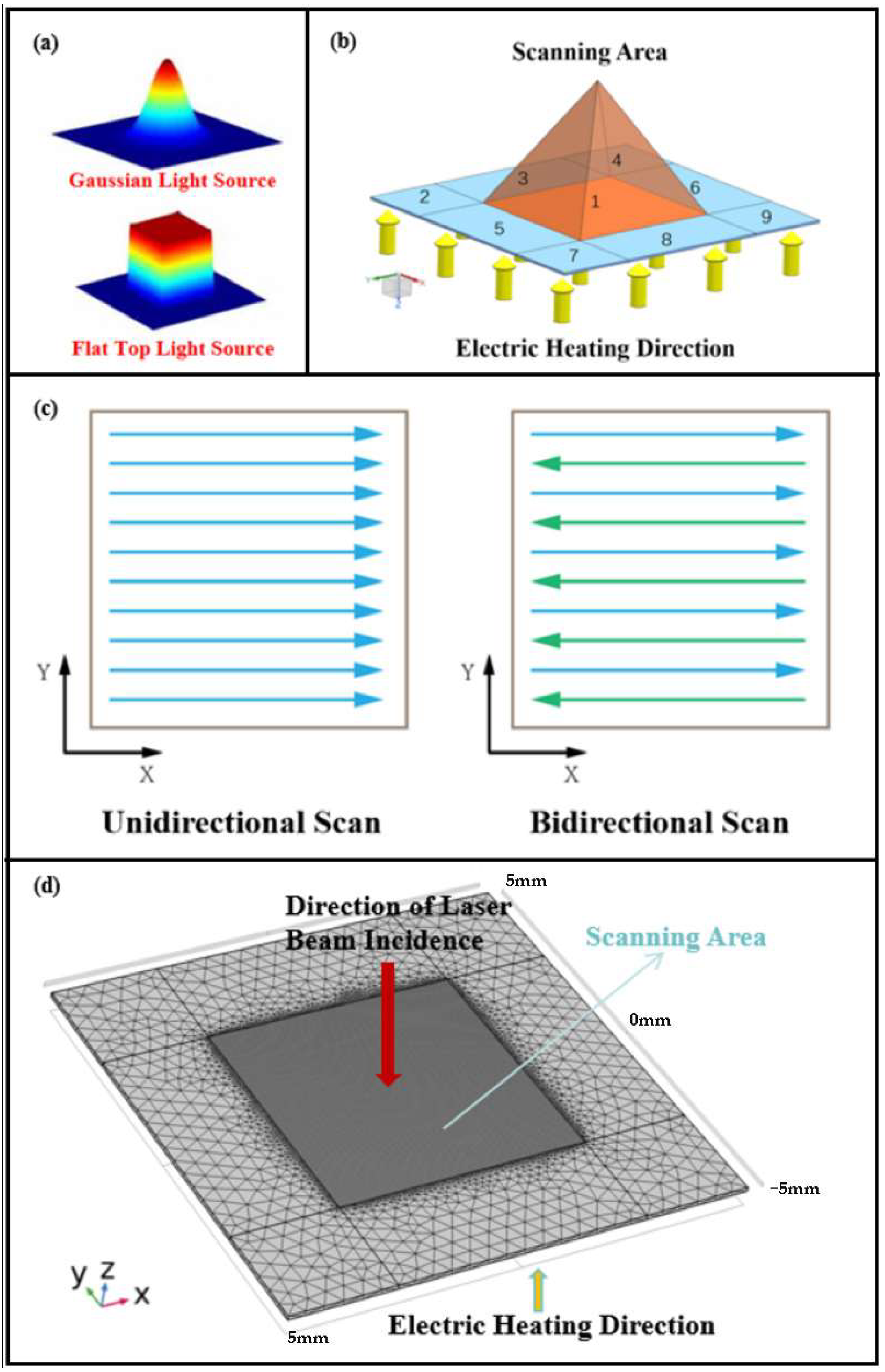
3. Temperature Field Simulation Scheme
4. Results and Discussion
4.1. Optical Path Design Results
4.2. Temperature Field Simulation Results
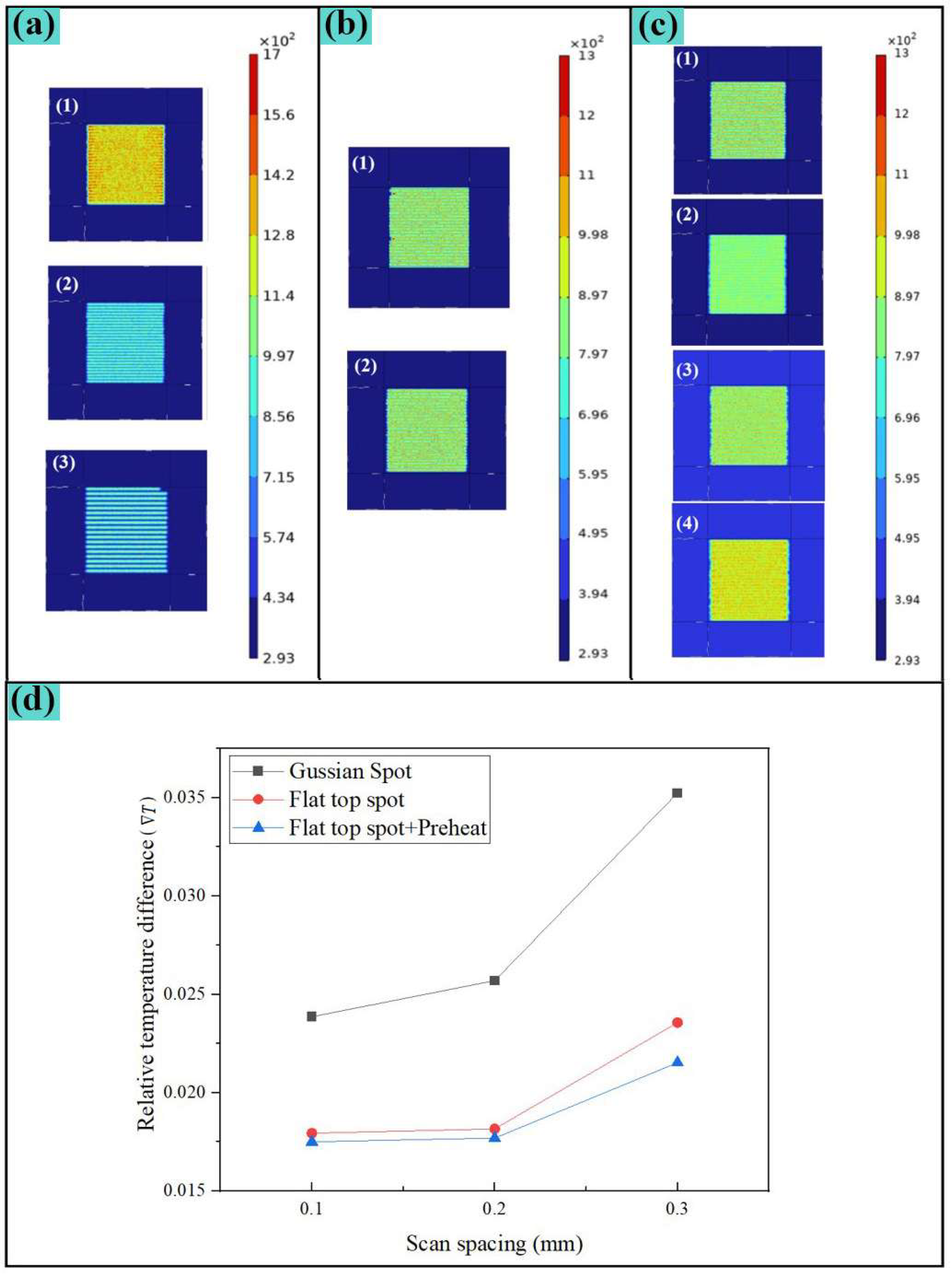
4.2.1. Effect of Scan Spacing on Temperature Field
4.2.2. Effect of Scan Path on Temperature Field
4.2.3. Effect of Spot Energy Distribution and Preheating of the Sample on Temperature Uniformity
4.3. Analysis of Experimental Results
4.3.1. Analysis of One-Factor Experimental Results
4.3.2. Orthogonal Experimental Results and Process Parameter Optimization
- A
- (Laser power) The impact on the breaking strength and color difference is the least, and the change trend is opposite, so the optimal value is between the two local optimal solutions, and the cost is selected as A2 = 28 W.
- B
- (Scanning speed) mainly affects the strength of the breaking, and secondarily affects the difference in color. The change trend is the opposite, and the optimal value is also taken as the middle. Considering processing efficiency and finished product performance, when scanning speed B4 = 2800 mm/s, the color difference decreases by 16%, and the breaking strength increases by 35.4%, so it is the optimal parameter.
- C
- (Preheating temperature) mainly affects the difference in color and secondarily affects the strength of breaking, with the opposite trend, so the optimal value is between the two local optimal solutions. However, considering that the material is polymer fiber, it is easy to wrinkle when ironing at high temperature during low-speed printing, so the optimal preheating temperature parameter is C3 = 175 °C.
4.4. Microscopic Surface Morphology Analysis
4.5. Physical and Chemical Analysis of Elastic Bandage Fabric
5. Conclusions
- (1)
- We employed high-efficiency printing equipment for elastic bandage fabric, and the processing platform is arranged with heating plate, adsorption platform, and smoking dust removal device. Additionally, we utilized software to automatically optimize the design of the aspheric beam shaping lens system, achieving beam expansion and shaping for the incident Gaussian beam at a wavelength of 10.6 µm. Ultimately, we effectively enhanced the uniformity of the temperature field during laser scanning and optimized the focusing performance.
- (2)
- Based on the thermal transfer model of elastic bandage fabric, we simulated the temperature field during the laser printing process. We discovered that reducing the scan spacing, employing a flat-top light source, and using electrically assisted heating to preheat the samples can enhance printing efficiency and improve the uniformity of the temperature field during processing. Through these efforts, we resolved the issue of excessive ablation in conventional laser processing caused by inhomogeneous energy distribution at the focal point and the inherent heterogeneity and surface irregularities of textile materials.
- (3)
- The optimal parameters obtained from the single-factor experiment are as follows: laser power range of 25–34 W, scanning speed range of 2200–2800 mm/s, preheating temperature range of 125–200 °C. Based on single-factor experiments, we designed orthogonal experiments. Using the range analysis method, we determined that the optimal laser printing effect for elastic bandage fabric, with the best color and functional performance, is achieved at a scanning speed of 2800 mm/s, a laser power of 28 W, and a preheating temperature of 175 °C.
- (4)
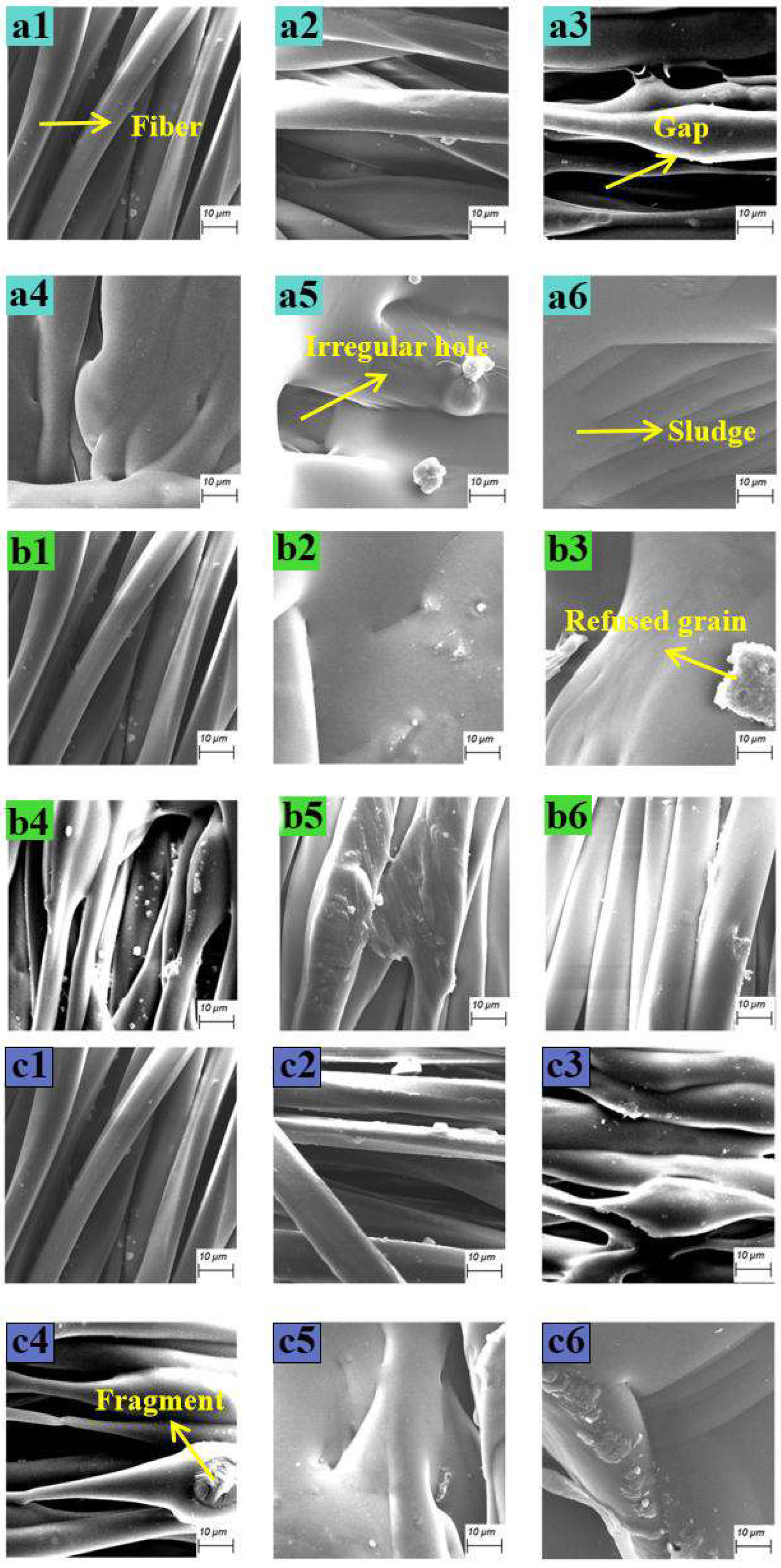
- SEM analysis shows that, when the color difference is small, the surface fibers of the elastic bandage fabric undergo melting deformation after laser scanning, resulting in adhesion between fibers within the same strand; when the color difference is large (ΔE > 15), the fibers melt into clumps, causing inter-layer adhesion and splashing of remelted fragments. Changes in fiber morphology and reduced porosity affect breaking strength and elasticity.
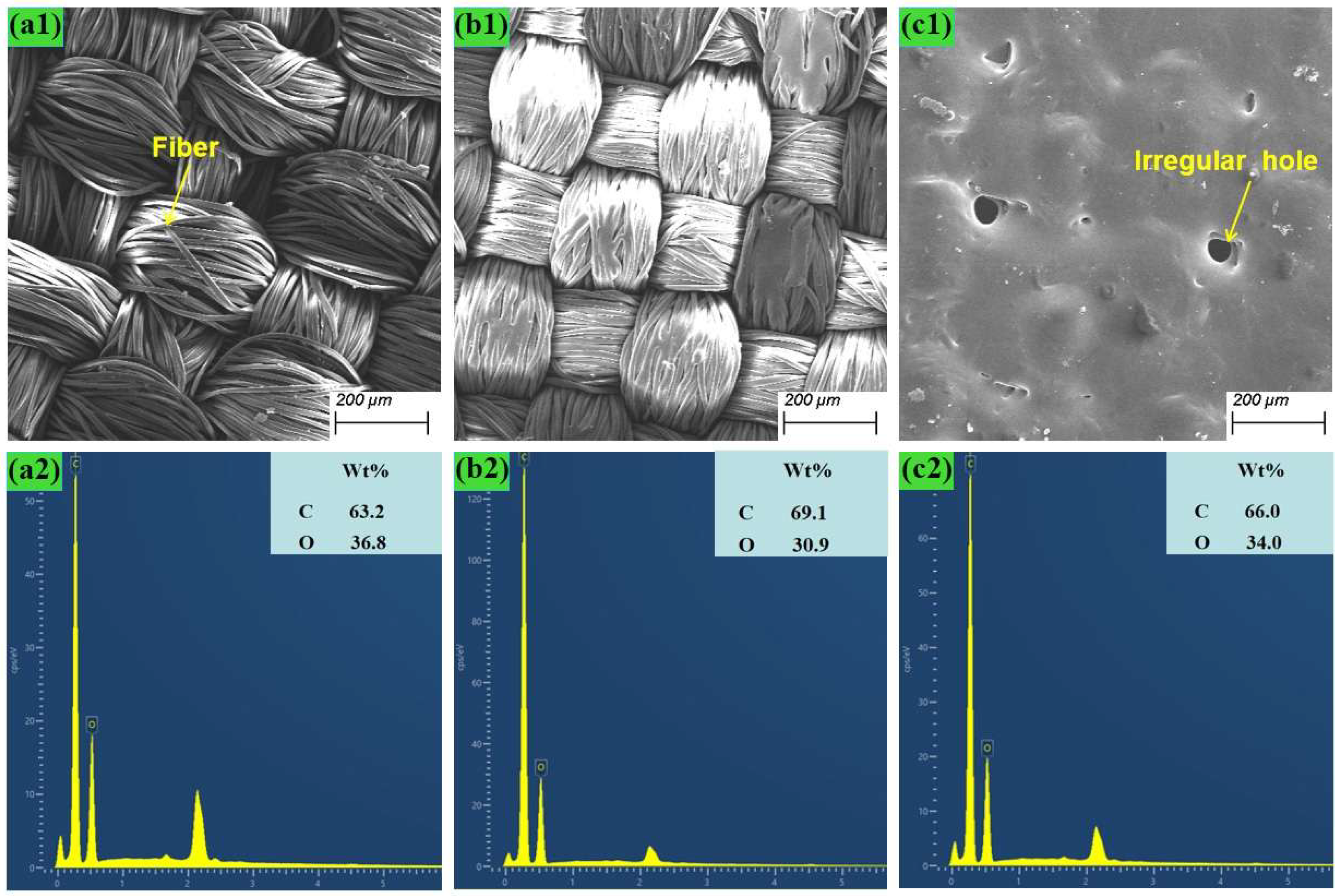
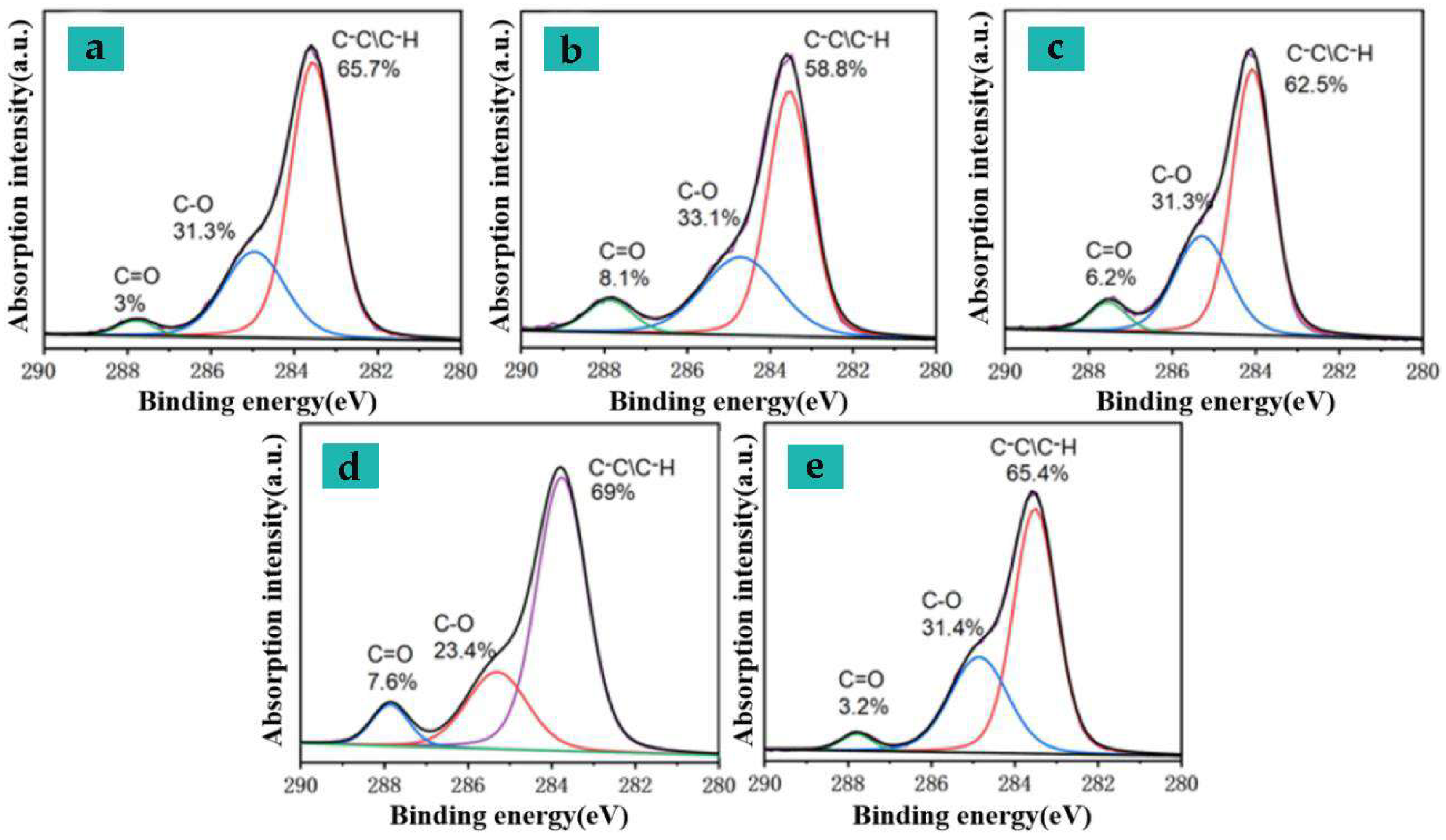
- (5)
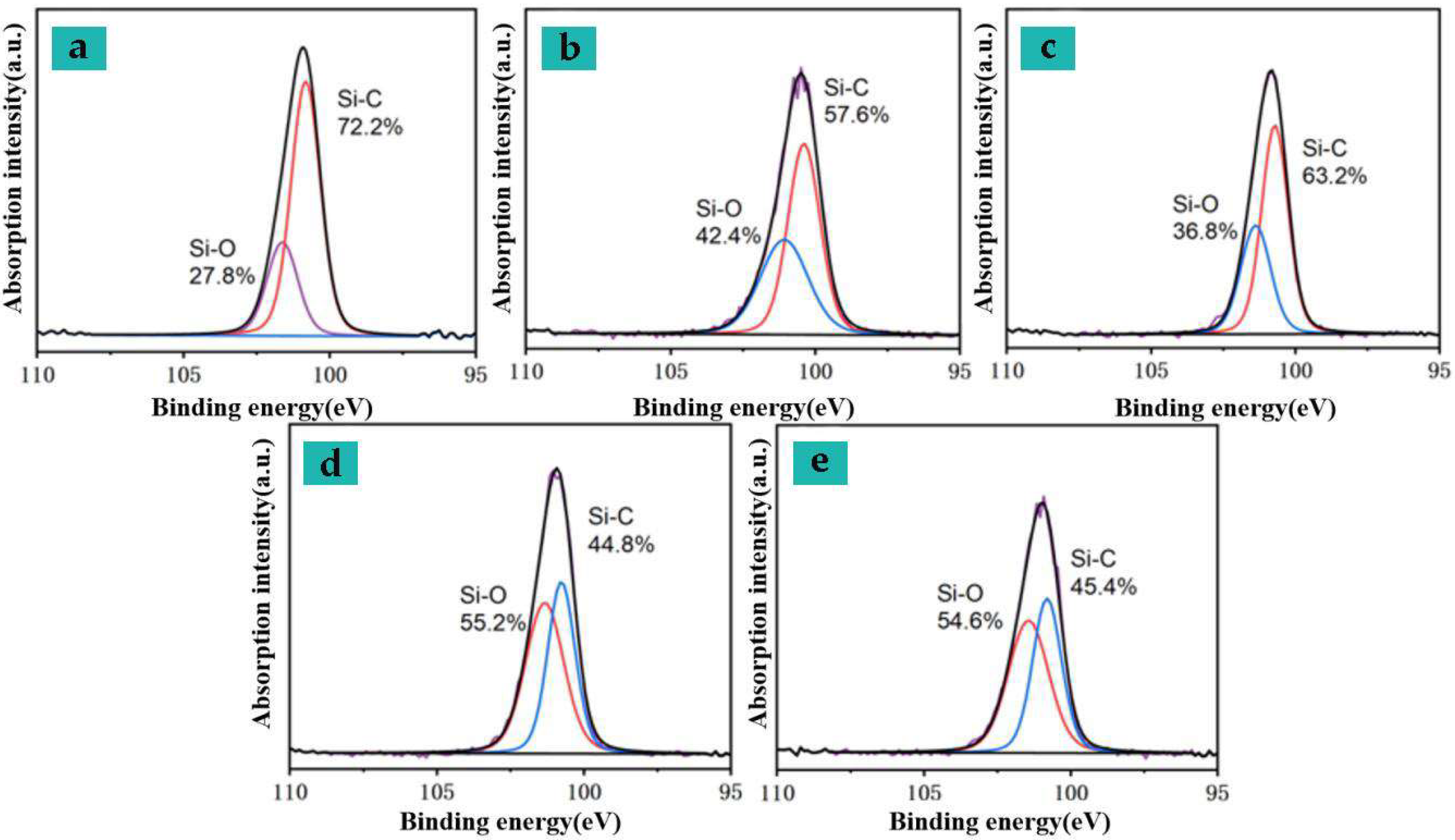
- Through EDS and XPS analysis, we examined the effects of direct laser scanning and electrically assisted preheating on the surface element distribution and chemical composition of the elastic bandage fabric. It was found that, as laser energy density and preheating temperature increased, the overall carbon content of the samples increased. Bonds such as C-O and Si-C gradually broke, forming C=O and Si-O bonds, while carbon particles aggregated at fiber junctions and voids.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- An, Y.; Wang, D.; Liu, H.; Chu, C. Development of Medical Bandages; Shanghai Textile Technology: Shanghai, China, 2001; pp. 49–50. [Google Scholar]
- Inventory of Clothing Printing Technology, Excellent Disadvantages, Design and Application Suggestions; Screen Printing Industry: Tokyo, Japan, 2022; pp. 25–28.
- Uddin, F. Environmental hazard in textile dyeing wastewater from local textile industry. Cellulose 2021, 28, 10715–10739. [Google Scholar] [CrossRef]
- Cui, L. Research on the Control System of a Reverse Engineering Laser Water Washing Machine; Shandong University of Science and Technology: Qingdao, China, 2019. [Google Scholar]
- Blaudeck, T.; Andersson Ersman, P.; Sandberg, M.; Heinz, S.; Laiho, A.; Liu, J.; Engquist, I.; Berggren, M.; Baumann, R.R. Simplified large-area manufacturing of organic electrochemical transistors combining printing and a self-aligning laser ablation step. Adv. Funct. Mater. 2012, 22, 2939–2948. [Google Scholar] [CrossRef]
- Savu, I.D.; Savu, S.V.; Sirbu, N.A. Heat affected zones in polymer laser marking. J. Therm. Anal. Calorim. 2014, 115, 1427–1437. [Google Scholar] [CrossRef]
- Guan, F.; Yang, Y. Research on the application of laser carving in textile printing. Print. Dye. Addit. 2015, 32, 33–36. [Google Scholar]
- Jiang, S.X.; Yuan, G.X.; Huang, J.; Peng, Q.; Liu, Y. The effect of laser engraving on aluminum foil-laminated denim fabric. Text. Res. J. 2016, 86, 919–932. [Google Scholar] [CrossRef]
- Lu, X.; Li, Z.; Wang, X. Effect of laser engraving levels on the appearance characteristics of velvet cloth. Mod. Text. Technol. 2023, 31, 194–203. [Google Scholar]
- Chen, K. Research and Design of Gaussian Beam Shaping as Flat-Top Beam Shaping System; Beijing University of Technology: Beijing, China, 2011. [Google Scholar]
- Ramani, K.S.; He, C.; Tsai, Y.L.; Okwudire, C.E.; Malekipour, E. SmartScan: An intelligent scanning approach for uniform thermal distribution, reduced residual stresses and deformations in PBF additive manufacturing. Addit. Manuf. 2022, 52, 102643. [Google Scholar] [CrossRef]
- Tse, S.T.; Kan, C.W. Effect of Laser Treatment on Pigment Printing on Denim Fabric-A Study of Colour Properties. Fibers Polym. 2022, 23, 728–735. [Google Scholar] [CrossRef]
- Geng, Y.; Li, J.; Lu, C. Experimental and numerical investigations on color stability of laser color marking. Opt. Lasers Eng. 2022, 159, 107225. [Google Scholar] [CrossRef]
- Li, Y.J. New expressions for flat-topped light beams. Opt. Commun. 2002, 206, 225–234. [Google Scholar] [CrossRef]
- Li, Y.J. Flat-topped light beams with non-circular cross-sections. J. Mod. Opt. 2003, 50, 1957–1966. [Google Scholar] [CrossRef]
- Kucera, M.; Martan, J.; Franc, A. Time-resolved temperature measurement during laser marking of stainless steel. International J. Heat Mass Transf. 2018, 125, 1061–1068. [Google Scholar] [CrossRef]
- Hsu, C.K. Thermal decomposition properties of polymer fibers. Thermochim. Acta 2002, 392, 163–167. [Google Scholar] [CrossRef]
- Tada, T.; Masuhara, H. Nanometer-nanosecond dynamics in laser-induced expansion/contraction and ablation of polymer films. J. Indian Chem. Soc. 2010, 87, 65–83. [Google Scholar]
- Atav, R.; Daban, S.K.; Çetin, E. Investigation of the clean patterning possibilities on cotton socks through laser technology. Color. Technol. 2023, 139, 578–595. [Google Scholar] [CrossRef]
- Du, Q.F.; Liu, J.G.; Guo, L.; Lv, M.; Zeng, X. Tailoring the surface wettability of polyimide by UV laser direct texturing in different gas atmospheres. Mater. Des. 2016, 104, 134–140. [Google Scholar] [CrossRef]
- Wohl, C.J.; Belcher, M.A.; Chen, L.; Connell, J.W. Laser Ablative Patterning of Copoly(imide siloxane)s Generating Superhydrophobic Surfaces. Langmuir 2010, 13, 11469–11478. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Power A (W) | Scanning Speed B (mm/s) | Preheating Temperature C (°C) | Breaking Strength (N) | Color Difference Δ E |
|---|---|---|---|---|---|
| (a1)1 | 20 | 2500 | 150 | 68.72 | 9.62 |
| (a1)2 | 25 | 2500 | 150 | 58.67 | 13.79 |
| (a1)3 | 30 | 2500 | 150 | 46.34 | 17.03 |
| (a1)4 | 35 | 2500 | 150 | 33.52 | 21.15 |
| (a1)5 | 40 | 2500 | 150 | 14.62 | 22.73 |
| (b1)1 | 30 | 1500 | 150 | 12.84 | 23.22 |
| (b1)2 | 30 | 2000 | 150 | 35.61 | 21.94 |
| (b1)3 | 30 | 2500 | 150 | 48.33 | 17.69 |
| (b1)4 | 30 | 3000 | 150 | 65.43 | 14.85 |
| (b1)5 | 30 | 3500 | 150 | 71.14 | 10.71 |
| (c1)1 | 30 | 2500 | 50 | 60.31 | 13.82 |
| (c1)2 | 30 | 2500 | 100 | 57.48 | 14.77 |
| (c1)3 | 30 | 2500 | 150 | 52.87 | 17.15 |
| (c1)4 | 30 | 2500 | 200 | 43.21 | 19.47 |
| (c1)5 | 30 | 2500 | 250 | 28.74 | 22.59 |
| Level of Factor | Laser Power A (W) | Scanning Speed B (mm/s) | Preheating Temperature C (°C) |
|---|---|---|---|
| Level 1 | 25 | 2200 | 125 |
| Level 2 | 28 | 2400 | 150 |
| Level 3 | 31 | 2600 | 175 |
| Level 4 | 34 | 2800 | 200 |
| Number | A | B | C | Breaking Strength/N | Color Difference/ΔE |
|---|---|---|---|---|---|
| 1 | 25 | 2200 | 200 | 23.19 | 22.61 |
| 2 | 25 | 2400 | 175 | 34.46 | 19.18 |
| 3 | 25 | 2600 | 150 | 48.28 | 13.31 |
| 4 | 25 | 2800 | 125 | 63.94 | 7.76 |
| 5 | 28 | 2200 | 175 | 21.03 | 21.58 |
| 6 | 28 | 2400 | 200 | 28.73 | 21.89 |
| 7 | 28 | 2600 | 125 | 55.01 | 11.63 |
| 8 | 28 | 2800 | 150 | 49.54 | 10.91 |
| 9 | 31 | 2200 | 150 | 20.05 | 21.31 |
| 10 | 31 | 2200 | 125 | 40.68 | 15.41 |
| 11 | 31 | 2400 | 200 | 35.21 | 22.36 |
| 12 | 31 | 2800 | 175 | 47.27 | 17.16 |
| 13 | 34 | 2200 | 125 | 29.31 | 19.30 |
| 14 | 34 | 2400 | 150 | 23.37 | 19.83 |
| 15 | 34 | 2600 | 175 | 31.61 | 21.02 |
| 16 | 34 | 2800 | 200 | 38.81 | 22.07 |
| The Number of FLASH Points | Thermal Diffusion Coefficient (mm2/s) | Confidence Interval (%) | Thermal Conductivity (W/m·K) |
|---|---|---|---|
| 1 | 0.288 | 3.7 | 0.095 |
| 2 | 0.267 | 5.3 | 0.088 |
| 3 | 0.248 | 4.9 | 0.082 |
| Average value | 0.268 | _ | 0.088 |
| Standard deviations | 0.020 | _ | 0.006 |
| Parameter | Order (q) | Half Wide and High (R0/mm) | /mm) | Refractive Index (n) | Lens Spacing (d/mm) |
|---|---|---|---|---|---|
| Value | 20 | 3.5 | 1.75 | 1.52 | 30 |
| Parameter | Radius of Curvature | Order 4 | Order 6 | Order 8 | Order 10 |
|---|---|---|---|---|---|
| Value | −2.396 | 0.039 | −4.820 × 10−3 | 7.324 × 10−4 | −5.131 × 10−6 |
| 9.040 | −4.899 × 10−4 | 5.513 × 10−5 | 5.218 × 10−6 | 1.951 × 10−7 |
| Number | Scan Spacing(mm) | Tmax (K) | Tavg(K) | Scan Time(s) |
|---|---|---|---|---|
| 1 | 0.1 | 1701.3 | 1065.5 | 10.4 × 10−2 |
| 2 | 0.2 | 1218.0 | 741.5 | 5.30 × 10−2 |
| 3 | 0.3 | 1212.3 | 644.5 | 3.67 × 10−2 |
| Number | Scan Path | Tmax (K) | Tavg (K) | Scan Time/S |
|---|---|---|---|---|
| 1 | Unidirectional scan | 1221.2 | 766.2 | 7.70 × 10−2 |
| 2 | Bidirectional scan | 1218.0 | 741.5 | 5.30 × 10−2 |
| Number | Laser Power (W) | Spot Type | Preheating Temperature (°C) | Tmax (K) | Tavg (K) |
|---|---|---|---|---|---|
| 1 | 30 | Gaussian | 20 | 1218.0 | 741.5 |
| 2 | 26.5 | Gaussian | 150 | 1215.7 | 822.3 |
| 3 | 30 | Flat top | 20 | 1065.1 | 732.5 |
| 4 | 30 | Flat top | 150 | 1229.1 | 852.3 |
| Project | Factor | |||
|---|---|---|---|---|
| Power A | Scanning Speed B | Preheating Temperature C | ||
| Breaking strength (N) | K1 | 169.87 | 93.58 | 188.94 |
| K2 | 154.31 | 127.24 | 141.24 | |
| K3 | 143.21 | 170.11 | 134.37 | |
| K4 | 123.1 | 199.56 | 125.94 | |
| Range R | 11.69 | 26.5 | 15.75 | |
| Excellent Scheme | A1B4C1 | |||
| Influence | B > C > A | |||
| Color difference | K1 | 62.86 | 84.8 | 54.1 |
| K2 | 66.01 | 76.31 | 65.36 | |
| K3 | 76.24 | 68.32 | 78.94 | |
| K4 | 82.22 | 57.9 | 88.93 | |
| Range R | 4.84 | 6.72 | 8.71 | |
| Excellent Scheme | A4B1C4 | |||
| Influence | C > B > A | |||
| Sample | Energy Density (J/cm2) | Preheating Temperature (°C) | Color Difference (ΔE) |
|---|---|---|---|
| a | unprocessed | ||
| b | 25 | 20 | 13.35 |
| c | 21.3 | 175 | 13.54 |
| d | 35 | 20 | 23.62 |
| e | 30.2 | 175 | 23.58 |
| Sample Number | O/C | Si Scale (%) | C1s Component (%) | ||
|---|---|---|---|---|---|
| Component 1 | Component 2 | Component 3 | |||
| 1 | 0.36 | 13.1 | 65.7 | 31.3 | 3 |
| 2 | 0.38 | 11.4 | 58.8 | 33.1 | 8.1 |
| 3 | 0.39 | 13.7 | 62.5 | 31.3 | 6.2 |
| 4 | 0.33 | 10.7 | 69 | 23.4 | 7.6 |
| 5 | 0.35 | 11.2 | 65.4 | 31.2 | 3.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, P.; Zhang, D.; Lu, W.; Wang, X.; Chen, D.; Zhao, S.; Wang, M. Laser-Ablative Structuring of Elastic Bandages—An Experimental Study. Nanomaterials 2025, 15, 701. https://doi.org/10.3390/nano15090701
Huang P, Zhang D, Lu W, Wang X, Chen D, Zhao S, Wang M. Laser-Ablative Structuring of Elastic Bandages—An Experimental Study. Nanomaterials. 2025; 15(9):701. https://doi.org/10.3390/nano15090701
Chicago/Turabian StyleHuang, Peijiao, Daoyong Zhang, Wenyuan Lu, Xihuai Wang, Da Chen, Shengbin Zhao, and Mingdi Wang. 2025. "Laser-Ablative Structuring of Elastic Bandages—An Experimental Study" Nanomaterials 15, no. 9: 701. https://doi.org/10.3390/nano15090701
APA StyleHuang, P., Zhang, D., Lu, W., Wang, X., Chen, D., Zhao, S., & Wang, M. (2025). Laser-Ablative Structuring of Elastic Bandages—An Experimental Study. Nanomaterials, 15(9), 701. https://doi.org/10.3390/nano15090701